Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ ДЕТАЛЕЙ ТУРБОМАШИН ОТ НАГАРА
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано в процессах очистки деталей турбомашин, например лопаток, при их ремонтно-восстановительных работах.
Известен способ очистки газотурбинного двигателя (ГТД) от различных видов загрязнений, при котором на поверхности детали двигателя воздействуют струей чистящей жидкости (RU 2331487, В08В 3/02, 2008). Недостатком известного способа является сложность в осуществлении качественной очистки, требующей к тому же длительное время, а также невозможность проведение очистки внутренних полостей деталей.
Также известен способ очистки лопаток ГТД, заключающийся в размещении лопаток в герметичном контейнере и воздействии на них в течение времени, необходимого для очистки, моющей жидкости (ЕР 2407254, В08В 9/00, F01D 25/00, 2012). Недостатком данного способа, принятого за прототип, также является сложность и длительность осуществления качественной очистки.
Задачей предлагаемого изобретения является гарантированное получение качественной очистки как внешних, так и внутренних поверхностей деталей при упрощении процесса очистки и минимизации затрат времени и средств.
Решение указанной задачи достигается тем, что в способе очистки деталей турбомашин от нагара, включающем размещение детали в герметичном контейнере, воздействие на нее химическим реагентом и выдерживание в течение времени, необходимого для очистки, в процессе воздействия химическим реагентом деталь нагревают до температуры не менее чем 0,8 Т°пл, где Т°пл - температура плавления материала детали, при этом очищаемые поверхности детали продувают аргоном, а в качестве химического реагента используют фторборат калия (KBF4).
Изобретение поясняется чертежами, где:
- на фиг.1 показана схема осуществления способа при очистке только внешних поверхностей деталей,
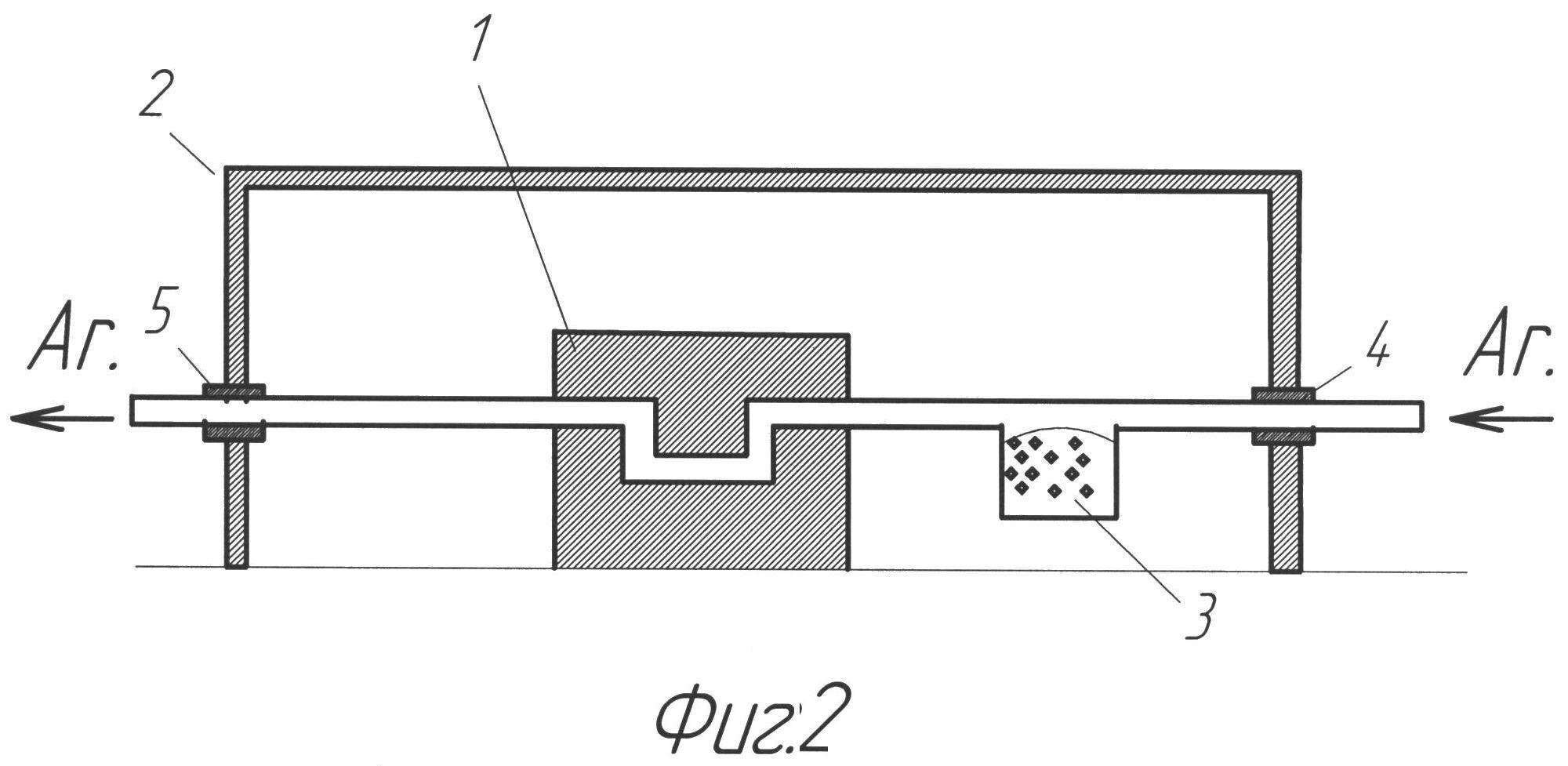
- на фиг.2 показана схема осуществления способа при очистке только внутренних поверхностей деталей,
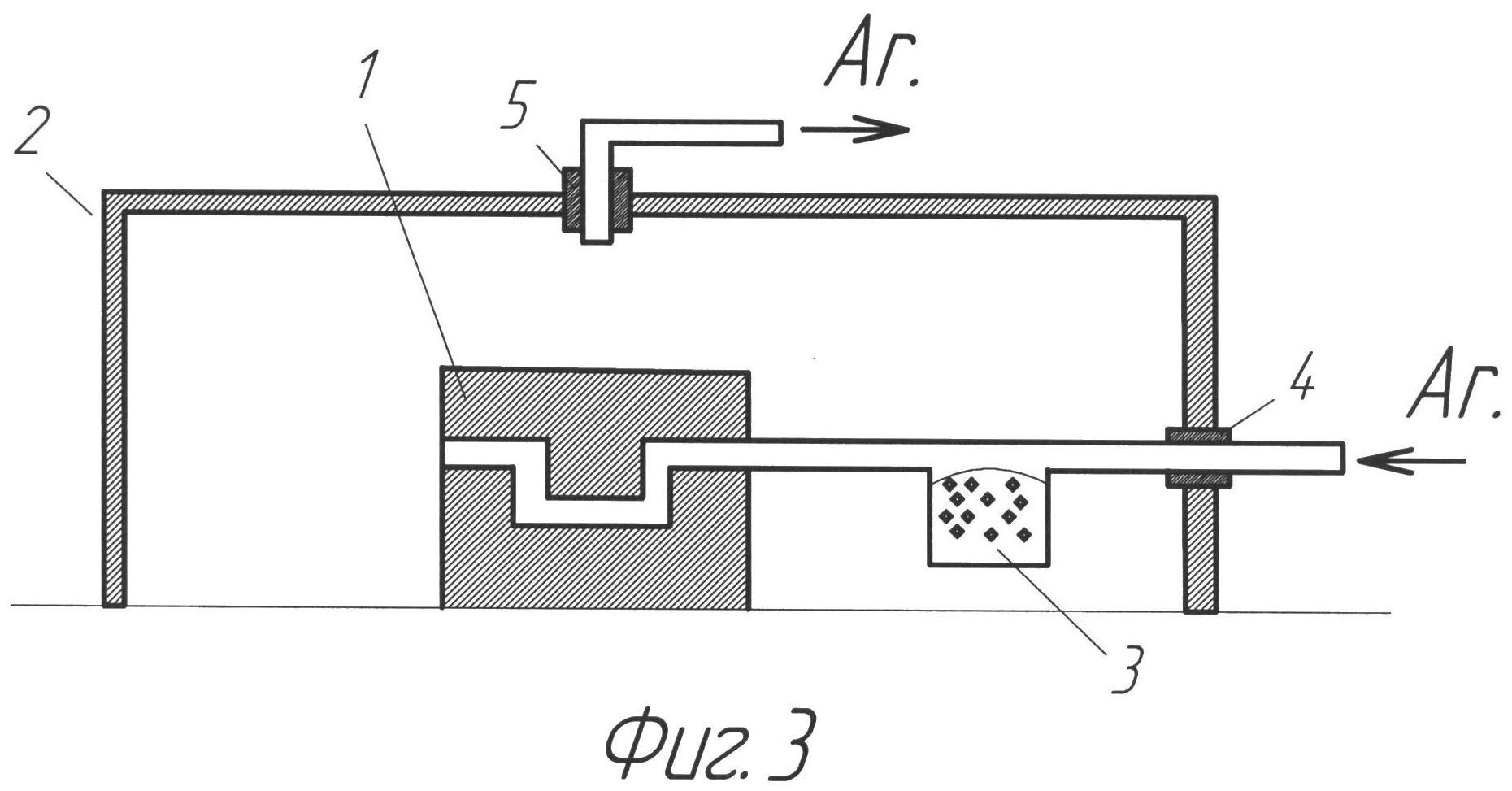
- на фиг.3 показана схема осуществления способа при одновременной очистке внутренних и внешних поверхностей деталей.
Способ может быть реализован следующим образом.
Подлежащие очистке детали 1 размещаются (например, подвешиваются) в герметичном металлическом контейнере 2, в котором установлена открытая емкость 3 с фторборатом калия (KBF4). Контейнер 2 с соответствующими штуцерами 4 для подвода и 5 для отвода аргона устанавливается, например, в электропечи (условно не показана), где производится нагрев до температуры не менее чем 0,8 Т°пл, где Т°пл - температура плавления материала детали, при этом через контейнер 2 осуществляют продувку аргона. Фторборат калия, испаряясь, воздействует на поверхность деталей 1 и производит их эффективную очистку от нагара. Продукты очистки вместе с аргоном удаляются из контейнера 2.
В случае необходимости очистки только внутренней поверхности детали 1 осуществляют подвод аргона непосредственно к этой поверхности с размещением емкости 3 с фторборатом калия в линии подвода аргона, а удаление продуктов очистки вместе с аргоном производят от данной поверхности (фиг.2).
Если необходимо провести очистку как внутренней, так и внешней поверхностей детали 1, то осуществляют подвод аргона с фторборатом калия как в предыдущем случае - к внутренней поверхности, а затем аргон с фторборатом калия поступает в полость контейнера 2, воздействуя на внешнюю поверхность детали, после чего уже удаляется вместе с продуктами очистки через штуцер 5 (фиг.3).
В зависимости от степени загрязнений (нагара) поверхности детали расход фторбората калия может составлять до 200 г на 1 куб. м объема контейнера 2, а расход аргона составляет 5…10 л/мин.
Применение изобретения позволяет эффективно производить очистку поверхностей деталей от нагара при упрощении процесса очистки и минимизации затрат времени и средств.
Способ очистки деталей турбомашин от нагара, включающий размещение детали в герметичном контейнере, воздействие на нее химическим реагентом и выдерживание в течение времени, необходимого для очистки, отличающийся тем, что в качестве химического реагента используют фторборат калия (KBF), причем реагент и деталь нагревают до температуры не менее, чем 0,8Т°, где Т° - температура плавления материала детали, а воздействие на деталь осуществляют парами реагента, при этом очищаемые поверхности детали продувают аргоном.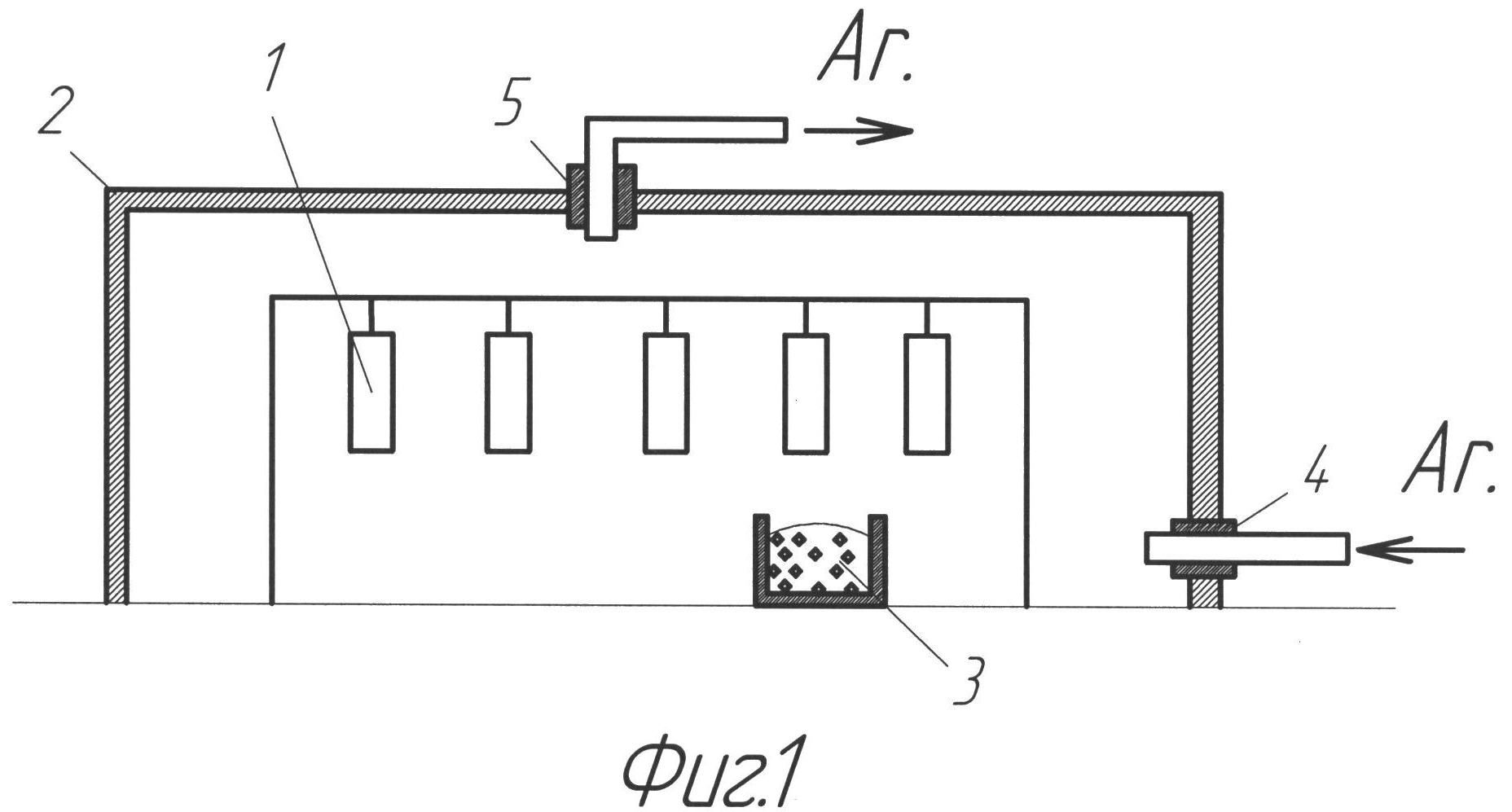
Способ изготовления щеточного уплотнения роторов
Способ стыковой сварки оплавлением
Способ изготовления моноколеса турбомашины
Способ изготовления щеточного уплотнения роторов
Способ стыковой сварки оплавлением
Способ изготовления моноколеса турбомашины

