Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ С ЧПУ
Вид РИД
Изобретение
Изобретение относится к обработке заготовок резанием.
Известен способ активного контроля линейных размеров изделий по устройству патента [1], использующий контактный индуктивный преобразователь, измерительный стержень которого с наконечником и подвижным сердечником установлен на направляющей поступательного перемещения, и его магнитопровод с катушками индуктивности и исполнительный механизм обеспечивают измерение.
Недостатком этого метода является необходимость обеспечения хорошего контакта между наконечником и обрабатываемым изделием при измерении, что трудно (а часто невозможно) обеспечить, а из-за этого снижается точность измерения при механической обработке.
Известен способ обработки заготовок на токарных станках [2], при котором осуществляется дополнительно силовое замыкание инструмента и заготовки до начала процесса резания. Державку при этом устанавливают в подвижной системе установки инструмента, которая, вместе с инструментом, имеет степень свободы относительно неподвижной системы инструмента. Эта степень свободы позволяет инструменту самоустанавливаться по заготовке посредством двух дополнительных чувствительных элементов, закрепленных на державке.
Недостатком данного способа обработки является наличие контакта между инструментом и заготовкой. А равномерность этого контакта выдержать трудно. Да и настройку оборудования осуществлять сложно. Поэтому точность измерения получается недостаточной.
Наиболее близким техническим решением является способ обработки деталей на станках с ЧПУ [3], включающий выполнение нескольких проходов по общей управляющей программе без переустановки детали, предусматривающей выполнение, при технологическом останове, контроля с последующим измерением отклонения размеров, от заданных техпроцессом, и внесением коррекции в программу, причем при технологическом останове контролируют также износ инструмента.
Недостатком этого способа является необходимость прекращения процесса обработки (технологический останов), выполнение измерения размера обрабатываемой заготовки, определение после этого отклонения размера заготовки от размера детали по техпроцессу, определение износа инструмента, после чего вносятся изменения в программу. На все это тратится значительное время, что заметно снижает производительность при изготовлении детали.
Технической задачей изобретения является разработка способа механической обработки заготовки, который бы позволял при одной наладке, перед началом обработки заготовки, произвести ее обработку до требуемого размера детали по техпроцессу, без промежуточных технологических остановов и замеров размера заготовки в этот момент, а также без учета износа инструмента и с соблюдением требуемой шероховатости обрабатываемой поверхности.
Задача решается за счет того, что в качестве датчиков обратной связи используются лазерные дальномеры и лазерные измерители шероховатости [4], для каждой обрабатываемой поверхности свой, установленные на небольшом расстоянии, например до 1 метра от обрабатываемой поверхности, и закрепленные жестко, а в качестве параметра слежения выступает размер заготовки и величина шероховатости в месте обрабатываемой поверхности; размер заготовки определяется через расстояние от дальномера до обрабатываемой поверхности, которое возрастает при снятии слоя металла резцом за проход, замеряемое непрерывно дальномером и подаваемое в устройство обратной связи и далее - в устройство отработки программы, в котором происходит постоянное сравнение фактического размера заготовки, по увеличению дальности до обрабатываемой поверхности по дальномеру, с заданным размером в программе для внесения соответствующих корректировок в производимые перемещения инструмента, и когда заданный припуск материала заготовки на обработку за несколько проходов будет снят, то расстояние до обрабатываемой поверхности, фиксируемое дальномером, будет таким, при котором размер заготовки, в месте обработки, будет равняться размеру, заданному чертежом, при этом управляющая программа составлена так, что когда остается для последнего прохода инструмента толщина слоя металла, меньшего, чем при предыдущих проходах, то программа корректирует подачу инструмента именно на величину толщины снимаемого слоя в последнем проходе, обеспечивающую получение требуемого чертежом размера; одновременно на обрабатываемые поверхности падает поток лазерного излучения от измерителей шероховатости, также закрепленных неподвижно на небольшом расстоянии от них, которые определяют шероховатость обрабатываемых поверхностей, и эта величина шероховатости поступает также в устройство обратной связи и далее - в устройство отработки программы, где непрерывно сравнивается с заданной в программе шероховатостью: если шероховатость обработанной поверхности оказывается выше указанной в программе, то происходит остановка станка, и корректируются в программе режимы механической обработки, после чего происходит пуск станка.
При механической обработке на металлорежущих станках, в том числе и на станках с ЧПУ, происходит износ режущего инструмента, и радиус закругления вершины резца при этом увеличивается, что уменьшает шероховатость обработанной поверхности. Поэтому при предлагаемом способе обработки наибольшая шероховатость будет при первом проходе: если она соответствует допустимой шероховатости по чертежу, то при дальнейших проходах будет наблюдаться ее уменьшение. Однако надо помнить, что при большом износе инструмента увеличивается нагрузка на резец, и возможно возникновение вибрации. Поэтому, при наладке станка перед обработкой, необходимо проверить, при заданном припуске на обработку, износ инструмента и исключение вибрации. Обычно припуск на обработку назначается небольшим, чтобы исключить большой уход металла в стружку. И износ резца для снятия этого припуска не будет превосходить допустимый.
Новыми признаками, обладающими существенными отличиями, являются:
1. Использование лазерных дальномеров в качестве датчиков.
2. Использование лазерных измерителей шероховатости в качестве датчиков.
3. Применение бесконтактного метода контроля параметров обрабатываемой поверхности.
4. Использование размеров заготовки и шероховатости обработанной поверхности в качестве контроля при обратной связи (прямой, а не косвенный контроль).
Использование новых признаков, в совокупности с известными, и новых связей между ними обеспечивает достижение технического результата изобретения, а именно: снижение времени на обработку деталей и повышение точности их изготовления.
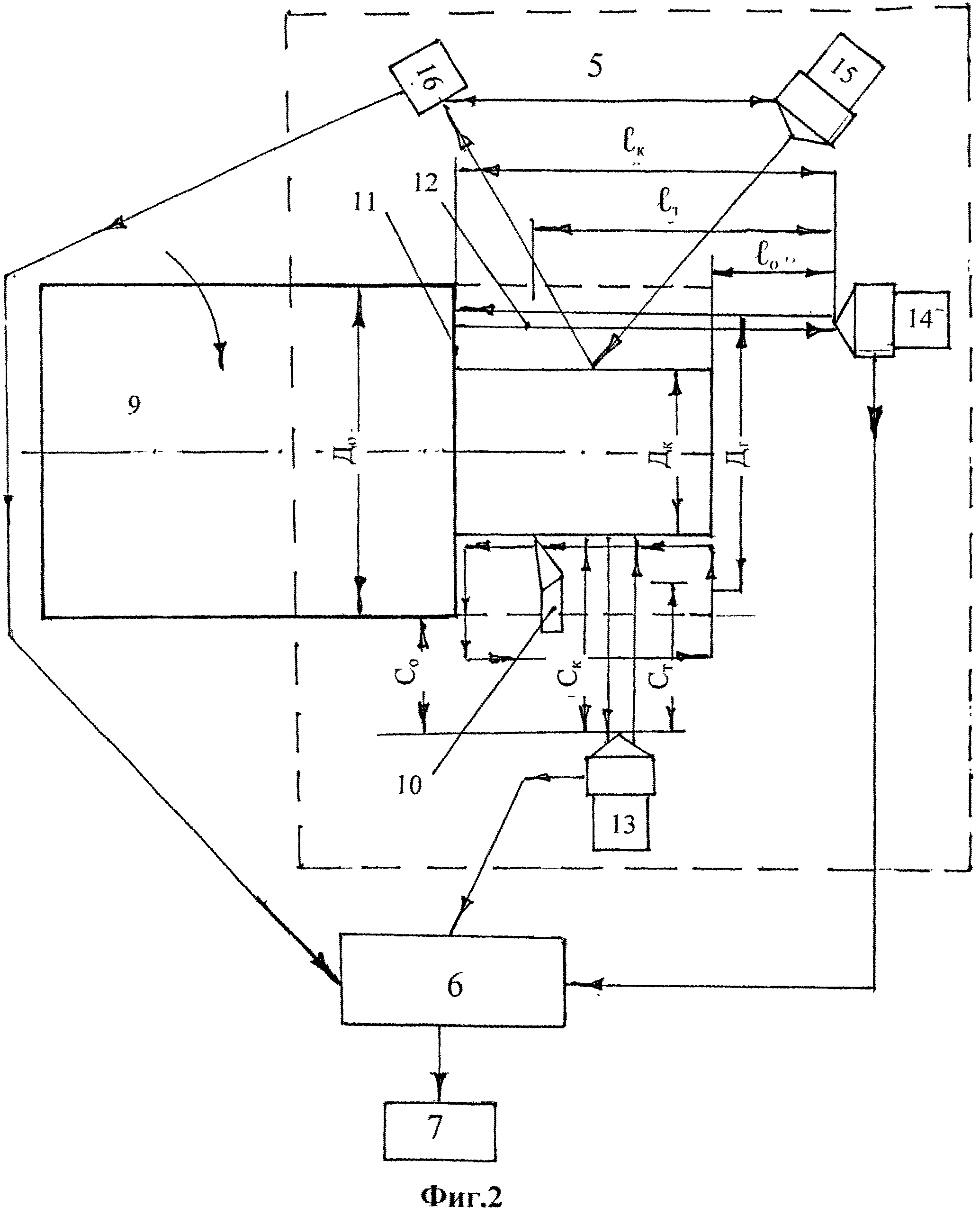
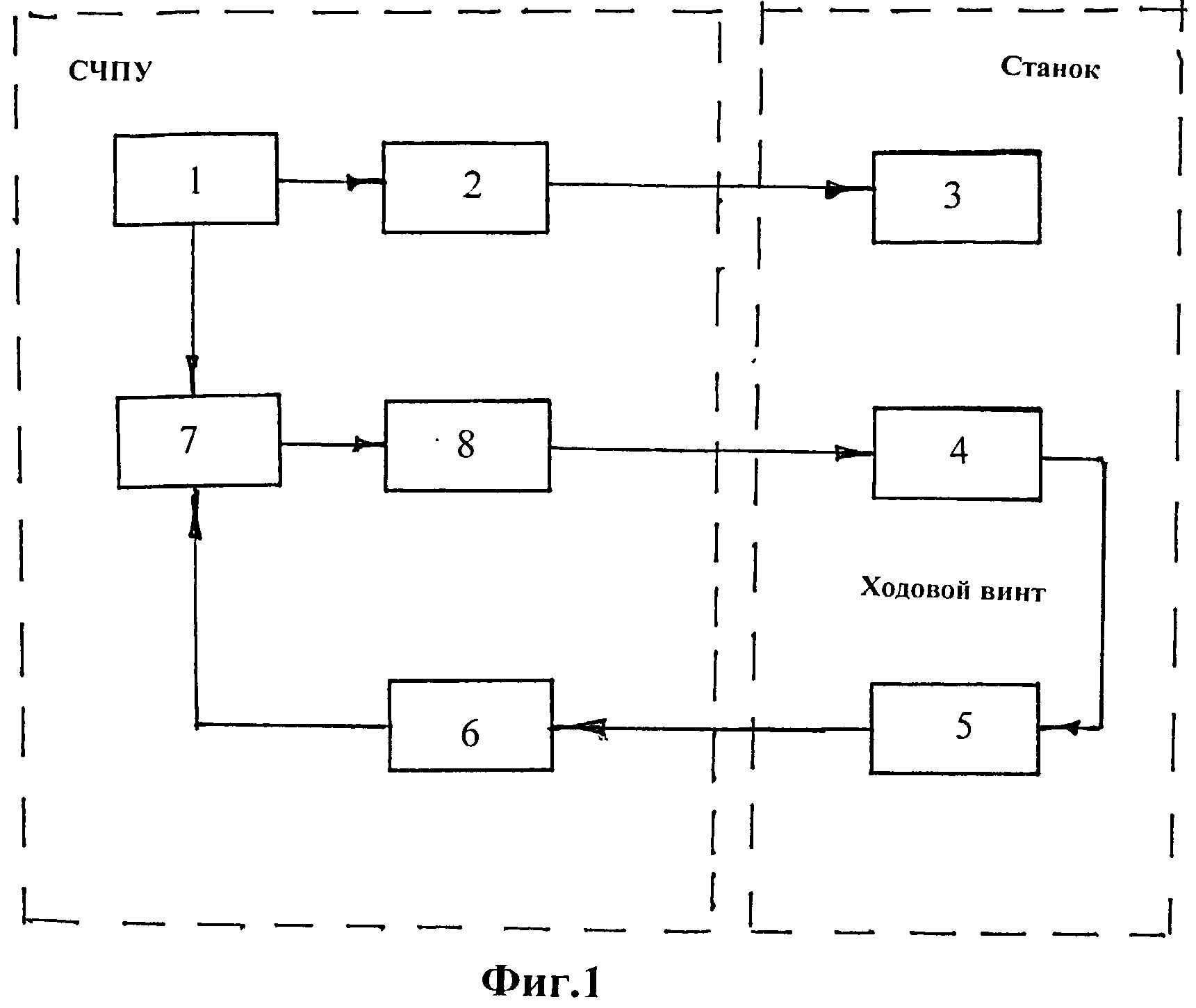
На фиг.1 представлена обобщенная структурная схема числового программного управления станком, на фиг.2 - работа станка с ЧПУ с предлагаемыми лазерными датчиками обратной связи.
В предлагаемом способе используется (фиг.1) устройство 1 ввода программы, устройство 7 отработки программы, устройство 8 управления приводом станка, привод подач 4 станка, датчики 5 главной обратной связи, устройство 6 обратной связи, устройство 2 реализации дополнительных функций, исполнительные элементы 3 технологических команд (двигатели, электромагниты, электромагнитные муфты и др.), обрабатываемая заготовка 9 (фиг.2), инструмент (например резец) 10, торцевая поверхность 11 заготовки, образуемая при проходах резца, световой поток 12 лазерного дальномера 14, лазерный дальномер 13 для обрабатываемой круговой поверхности заготовки, лазерный измеритель шероховатости 15 с приемником отраженного светового потока 16.
Способ осуществляют следующим образом.
Для конкретной детали, в соответствии с чертежом, составляется программа ее обработки. Перед началом обработки детали осуществляется наладка станка, получение начальных и конечных расстояний Cо, Cк, lо, lк на пробной детали, с учетом погрешности дальномеров 13 и 14. В программу вводятся конечные размеры детали (lк и Дк). Расстояния Cт, lт и Дт используются как текущие (промежуточные). Также в программу вводятся значения отраженного от обрабатываемой поверхности лазерного потока, в зависимости от шероховатости поверхности (эталонные значения для сравнения с получаемыми значениями при обработке). Отрабатывается программа управления процессом обработки на пробной детали, с проверкой износа инструмента. Схема управления станком работает так, фиг.1: устройство 1 ввода программы преобразовывает последнюю в электрические сигналы и направляет их в устройство 7 отработки программы, которое, через устройство 8 управления приводом, воздействует на объект регулирования - привод 4 подач. Подвижную часть станка, связанную с приводом подач 4, контролируют датчики 5 (лазерные дальномеры 13, 14 и измеритель шероховатости 15 с приемником отраженного сигнала 16 - фиг.2). С датчиков 5, через устройство 6 обратной связи, информация поступает в устройство 7 отработки программы. Здесь происходит сравнение фактического размера заготовки (в месте обработки) с заданным по программе для внесения соответствующих корректировок в производимые перемещения. Для примера взята деталь с двумя обрабатываемыми поверхностями: торцевая 11 и круговая, на которую падает поток лазерного излучения от измерителя шероховатости 15. Измерение шероховатости на поверхности 11 не показано. В начале процесса обработки по заданной программе дальномер 13 фиксирует расстояние Со, а дальномер 14 - lo. Рассмотрим их работу по порядку. После первого прохода расстояние от дальномера 13 до обрабатываемой поверхности увеличится (текущее значение Cт). Электрический сигнал, в зависимости от этого расстояния, поступает в устройство обратной связи 6 и далее - в устройство отработки программы 7, где происходит сравнение текущего расстояния Cт с конечным расстоянием Cк. При составлении программы обработки можно было бы весь припуск на обработку (До-Дк) разделить на количество проходов, предполагая, что в конце последнего прохода размер заготовки будет равным Дк. Однако при этом не будет учитываться износ инструмента, зазоры в сопрягаемых деталях и т.п., что не позволит получить Дк с требуемой точностью. Поэтому предлагается другая программа обработки: когда дальномер 13, перед последним проходом, зафиксирует величину припуска на снятие (Дк-Дт), меньшее или равное припуску на один проход (обозначим его через «в»), т.е. (Дк-Дт)≤в, тогда подача резца осуществляется на эту величину, что обеспечит в конце этого прохода размер заготовки, равный Дк с требуемой точностью. Дальномер же 14 определит ход резца в конце первого (и последующих) прохода. При движении резца расстояние до торцевой поверхности 11 будет увеличиваться от lo до lт, и в зависимости от этого расстояния будет образовываться электрический сигнал, который поступает в устройство обратной связи 6 и далее - в устройство отработки программы 7. Когда расстояние lт станет равным расстоянию lк, (т.е. lт=lo), тогда движение резца в сторону поверхности 11 прекратится (это расстояние формируется программой при наладке станка перед обработкой). При дальнейших проходах это расстояние будет обеспечиваться программой управления.
Одновременно на обрабатываемую поверхность падает световой поток от лазерного измерителя шероховатости 15, отражается от нее и попадает в приемник отраженного сигнала 16, являющегося составной частью измерителя шероховатости. Величина отраженного сигнала зависит от шероховатости. При наладке станка перед обработкой в определитель шероховатости 15 заносятся, в качестве эталонных, зависимости величины отраженного от обработанной поверхности сигнала и шероховатости этой поверхности. В программу вносится величина допустимой шероховатости. Сигнал от измерителя шероховатости поступает в устройство обратной связи 6 и далее - в устройство отработки программы, где сравнивается с эталонным. И когда шероховатость обработанной поверхности будет в пределах требуемого (электрический сигнал будет в заданных программой пределах), тогда обработка поверхности будет продолжаться. Если же шероховатость окажется больше допустимой, тогда произойдет остановка станка. После корректировки режимов обработки или смены инструмента, обеспечивающих требуемую шероховатость, происходит пуск станка. Определитель шероховатости поверхности 11 не показан.
Блок датчиков 5 (фиг.2) включает в себя лазерные дальномеры 13 и 14, а также лазерные измерители шероховатости 15. Объектом контроля являются размеры заготовки и шероховатость обработанной поверхности в месте обработки, а не контроль действительных перемещений исполнительных органов станка. Т.е. предлагаемый способ предполагает прямой контроль параметра, который необходимо достичь при обработке, а не косвенный, который используется сейчас, и при этом не учитывается износ сопрягаемых деталей, например износ опор (подшипников) шпинделя, в котором крепится заготовка 9, что увеличивает зазоры.
Изобретение обеспечивает повышение точности изготовления деталей, сокращает время их обработки за счет отсутствия технологического промежуточного останова, уменьшает шероховатость обрабатываемой поверхности.
Источники информации
1. Патент РФ №2316420 «Устройство для активного контроля линейных размеров изделий».
2. Патент РФ №2076788 «Способ обработки заготовок на токарных станках».
3. Патент РФ №2220821 «Способ обработки деталей на станках с ЧПУ».
4. Патент РФ №2375677 «Измеритель шероховатости».
Способ увеличения надежности запуска в полете турбореактивных двигателей летательных аппаратов и устройство для его реализации
Скважинный твердомер
Электроочиститель диэлектрических жидкостей и газов с сотовыми электродами
Электроочиститель с разными межэлектродными расстояниями
Способ извлечения из скважины упавших труб и устройство для его реализации
Устройство для извлечения упавших в скважину труб
Устройство для автоматической балансировки тел вращения
Устройство для удаления фильтра из скважины
Устройство для дополнительной герметизации муфтовых и конических трубных резьбовых соединений
Устройство для вырезания окна в обсадной колонне скважины
Способ увеличения надежности запуска в полете турбореактивных двигателей летательных аппаратов и устройство для его реализации
Скважинный твердомер
Электроочиститель диэлектрических жидкостей и газов с сотовыми электродами
Электроочиститель с разными межэлектродными расстояниями
Способ извлечения из скважины упавших труб и устройство для его реализации
Устройство для извлечения упавших в скважину труб
Устройство для автоматической балансировки тел вращения
Устройство для удаления фильтра из скважины
Устройство для дополнительной герметизации муфтовых и конических трубных резьбовых соединений
Устройство для вырезания окна в обсадной колонне скважины

