Результат интеллектуальной деятельности: СПОСОБ УМЕНЬШЕНИЯ ДИАМЕТРА ОТВЕРСТИЯ
Вид РИД
Изобретение
Настоящее изобретение касается способа уменьшения диаметра отверстия.
Выполнение отверстий, в частности, посредством механической обработки создает особые проблемы допуска. Если недостаточный диаметр можно откорректировать, прибегнув к повторной механической обработке детали, то снятый материал невозможно восстановить, когда диаметр отверстия достиг слишком большого значения. Поэтому такие детали обычно не сохраняют и выбраковывают, что ведет к увеличению расходов.
Изобретение согласно настоящей заявке прежде всего призвано предложить способ уменьшения диаметра отверстия, позволяющий восстанавливать детали, в которых диаметр, по меньшей мере, одного отверстия превысил предписанные допуски.
Способ в соответствии с настоящим изобретением содержит этап сплющивания периметра отверстия. При сплющивании периметра отверстия часть материала периметра выталкивается внутрь отверстия, уменьшая, таким образом, его диаметр.
Предпочтительно упомянутое сплющивание можно производить при помощи инструмента, центрованного по отверстию. За счет этого можно достичь равномерного уменьшения диаметра по всему периметру отверстия, сохраняя, таким образом, первоначальную форму отверстия.
Предпочтительно контактный конец упомянутого инструмента может содержать шарик по существу сферической формы. Использование такого шарика для сплющивания обеспечивает значительное уменьшение диаметра отверстия при минимальном воздействии на поверхность, контактирующую с шариком по периметру отверстия.
Вместе с тем контактный конец упомянутого инструмента может иметь и другие формы, например по существу форму усеченного конуса.
Предпочтительно упомянутый периметр отверстия может быть металлическим. Металлический материал обладает некоторой ковкостью, что в некоторых пределах обеспечивает пластическую деформацию периметра отверстия.
В частности, упомянутый периметр отверстия может быть выполнен из жаропрочного материала, например, такого как сплав на основе никеля, такой как Inconel® 718 или Hastelloy® X, или сплав на основе кобальта, такой как MAR M 509, или сплав на основе никеля-железа. Такие жаропрочные сплавы являются дорогими и тяжело поддаются механической обработке. Поэтому степень выбраковки является высокой, что приводит к большим затратам. В связи с этим еще больший интерес представляет применение способа в соответствии с настоящим изобретением для деталей из жаропрочного сплава.
Проблема малых допусков для диаметра отверстий встает особенно остро в случае деталей, содержащих множество отверстий небольшого диаметра для прохождения газообразной текучей среды. Такие детали, как правило, должны обеспечивать определенную проницаемость для упомянутой газообразной текучей среды. Если слишком низкую проницаемость можно скорректировать посредством расширения отверстий для прохождения газа, то слишком большую проницаемость исправить практически невозможно, что обычно приводит к выбраковке деталей.
Второй задачей настоящего изобретения является разработка способа коррекции проницаемости детали, содержащей множество отверстий для прохождения газообразной текучей среды.
Способ коррекции проницаемости в соответствии с настоящим изобретением содержит этапы идентификации, по меньшей мере, одного отверстия, диаметр которого превышает заранее определенный верхний передел, и уменьшения этого диаметра при помощи вышеупомянутого способа уменьшения диаметра.
Предпочтительно упомянутый способ коррекции может дополнительно содержать предварительный этап контроля проницаемости детали. Таким образом, проницаемость корректируют только при превышении заранее определенного максимального порога.
Упомянутые отверстия могут быть охлаждающими отверстиями. Как правило, такие отверстия имеют небольшой диаметр, а также отличаются ограниченными допусками изготовления. Кроме того, чтобы поддерживать на детали некоторый температурный профиль, эти отверстия распределены на ней с очень строгим соблюдением условий расположения. Поэтому, как правило, чрезмерную проницаемость такой детали невозможно исправить посредством простого закупоривания некоторых из охлаждающих отверстий.
Еще одной задачей настоящего изобретения является ограничение выбраковки и снижение стоимости изготовления газовых турбин, в том числе для турбореактивных двигателей, турбовинтовых двигателей, газотурбинных двигателей и т.д. Упомянутая деталь может быть деталью горячей секции и/или камеры сгорания, например котелком камеры сгорания или дном камеры сгорания.
Более подробное описание изобретения представлено ниже со ссылками на прилагаемые чертежи.
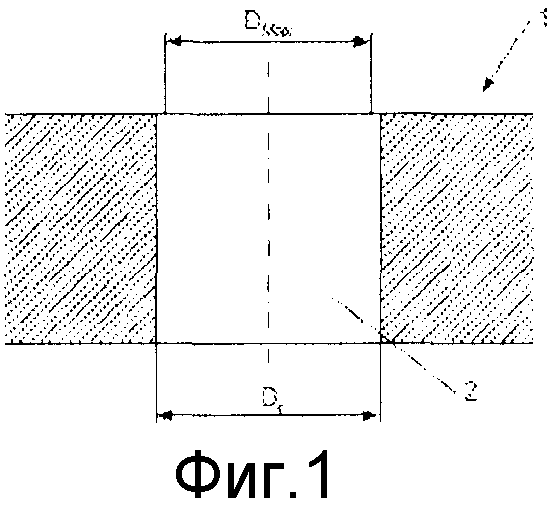
Фиг. 1 - схематичный вид отверстия до применения способа уменьшения диаметра согласно варианту выполнения изобретения.
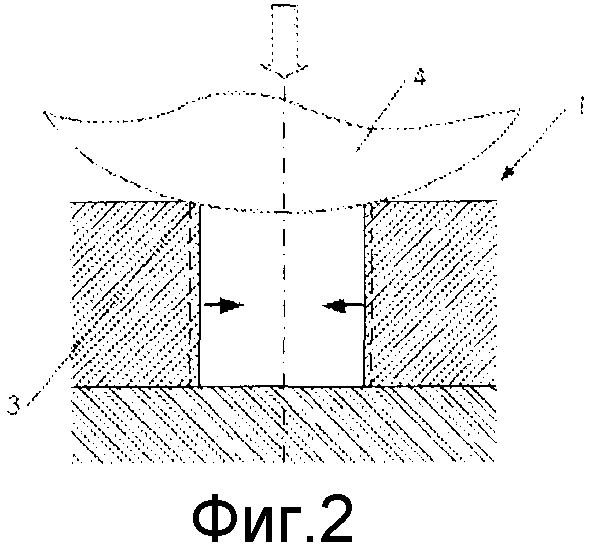
Фиг. 2 - схематичный вид этапа сплющивания периметра отверстия, показанного на фиг. 1, в рамках способа уменьшения диаметра согласно варианту выполнения изобретения.
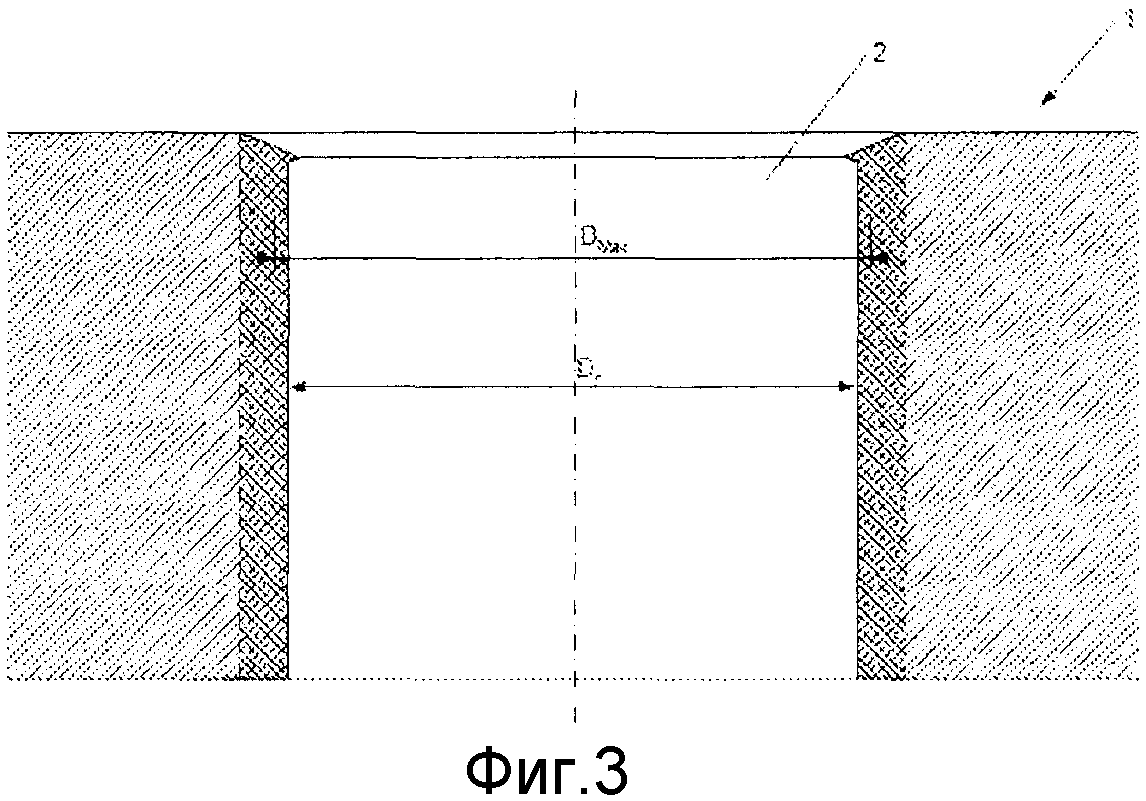
Фиг. 3 - схематичный вид отверстия, показанного на фиг. 1, после применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 4а - вид сплющивающего инструмента для применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 4b - вид альтернативного сплющивающего инструмента для применения способа уменьшения диаметра согласно варианту выполнения изобретения.
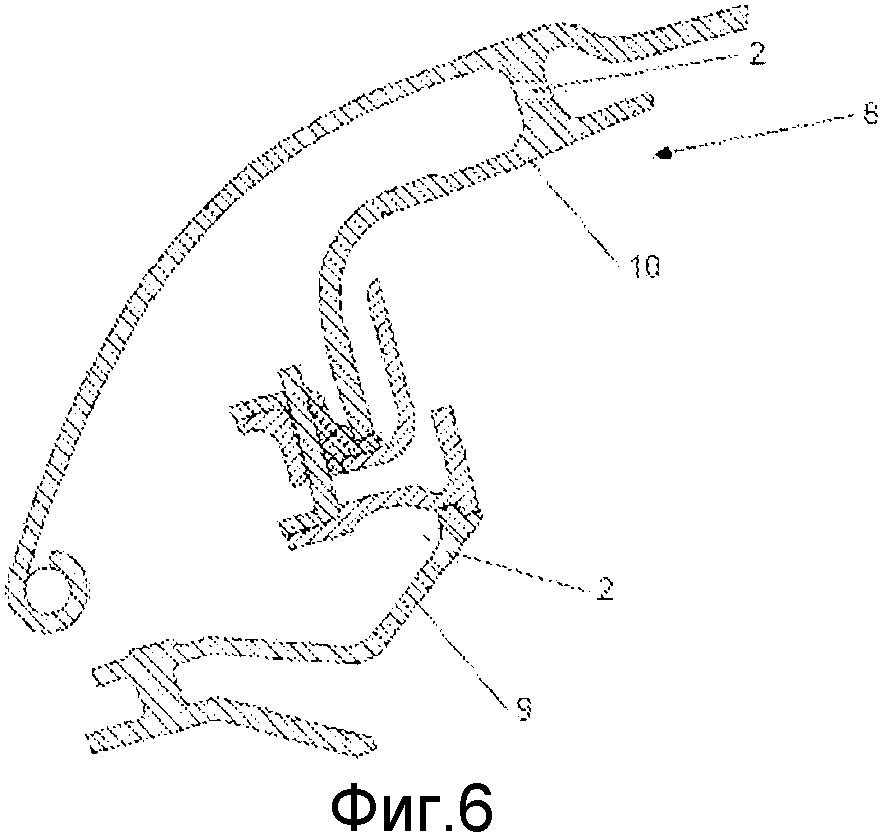
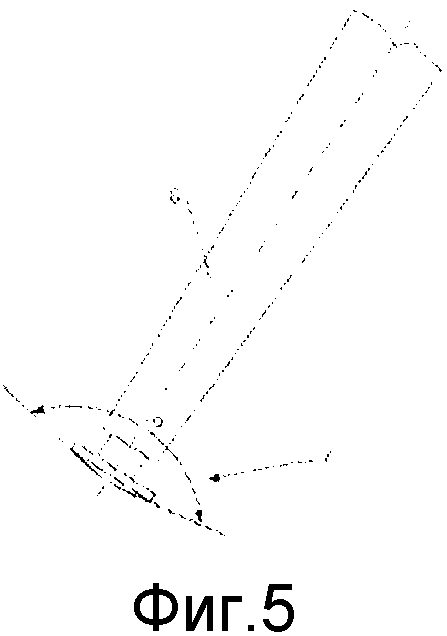
Фиг. 5 - вид в разрезе камеры сгорания газотурбинного двигателя, содержащей два охлаждающих отверстия, которые можно обрабатывать при помощи способа уменьшения диаметра согласно варианту выполнения изобретения.
Показанная на фиг. 1 стенка 1 содержит отверстие 2, реальный диаметр Dr которого превышает почти на 10% необходимый максимальный диаметр Dmax. В показанном на фиг. 2 варианте выполнения способа уменьшения диаметра в соответствии с настоящим изобретением периметр 3 отверстия 2 сплющивают при помощи инструмента 6, содержащего на контактном конце 7 шарик 4 по существу большего диаметра, например, в 5-10 раз превышающего диаметр Dr отверстия 1. Этот инструмент 6 показан на фиг. 4а. Во время сплющивания, показанного на фиг. 2, шарик 4 центруют по оси отверстия 2. Чтобы избежать деформации прогиба стенки 1 ее располагают на опоре. Таким образом, давление со стороны шарика 4 приводит к пластической деформации входного периметра 3 отверстия 2, которая заставляет материал продвигаться внутрь отверстия 2. Таким образом, образуется направленный внутрь буртик. После завершения сплющивания, как показано на фиг. 3, диаметр отверстия 2 на уровне его входного периметра уменьшился и имеет значение, меньшее необходимого максимального диаметра Dmax. В то же время механические и термические свойства стенки 1 практически не изменились, поэтому стенку 1 можно использовать по ее назначению.
Хотя на этапе сплющивания, показанном на фиг. 2, сплющивающий инструмент 6 заканчивается сферическим или по существу сферическим шариком 4, можно предусмотреть и другие формы. Инструмент 6 может заканчиваться усеченным конусным контактным концом 7, как показано на фиг. 4b. Предпочтительно угол конусности α должен быть больше 120°. В частности, он должен превышать 150°.
Хотя в представленном варианте выполнения инструмент 6 направляют по оси отверстия 2, способ в соответствии с настоящим изобретением можно также применять для отверстий, образующих угол с направлением давления сплющивания. Этот угол может быть равен 30°, или может быть меньше 30°, и предпочтительно является меньшим 20°.
Способ в соответствии с настоящим изобретением представляет особый интерес для коррекции избыточной проницаемости на деталях, содержащих отверстия для охлаждения за счет прохождения газообразной текучей среды, такой как воздух. В частности, способ в соответствии с настоящим изобретением можно применять для коррекции избыточной проницаемости на деталях горячей секции газотурбинного двигателя, например, таких как котелок, тонкая стенка или дно камеры сгорания. На фиг. 5 показана часть камеры 8 сгорания горячей секции газотурбинного двигателя. Эта камера 8 сгорания содержит котелок 9 и тонкую стенку 10, содержащие охлаждающие отверстия 2. Такие детали горячей секции газотурбинного двигателя, как правило, выполняют из жаропрочного сплава, такого как Inconel® 718 или Hastelloy® X, или MAR M 509. Отверстия 2 выполняют с использованием известных технологий обработки, таких как лазерная обработка. После обработки обычно трудно скорректировать избыточную проницаемость. Способ в соответствии с настоящим изобретением можно применить для коррекции избыточной проницаемости этих деталей посредством уменьшения диаметра на некоторых из охлаждающих отверстий 2.
Для этого на первом этапе контролируют проницаемость детали 8 или 9. Если она превышает максимальный порог, отверстия 2 замеряют индивидуально, чтобы определить, какие из них превышают максимальный диаметр Dmax. Затем такие отверстия 2 обрабатывают с применением описанного выше способа уменьшения диаметра, чтобы уменьшить проницаемость детали и для соответствия интервалу допуска.
Жаропрочные сплавы, применяемые в таких деталях, обладают также повышенной твердостью. Поэтому обычно необходимо прикладывать большие усилия сплющивания. Ниже в таблице 1 представлены примеры сплющивания таких отверстий в стенках из жаропрочного сплава:
|
Таким образом, благодаря способу в соответствии с настоящим изобретением можно сохранять детали, которые в ином случае пришлось бы выбраковывать.
Несмотря на то что настоящее изобретение было описано со ссылками на конкретные примеры выполнения, разумеется, в эти примеры можно вносить различные изменения, не выходя за рамки изобретения, определенные в формуле изобретения. Следовательно, описание и чертежи следует рассматривать только в качестве иллюстрации.
Волокнистая предварительно отформованная заготовка лопатки газотурбинного двигателя, выполненная из композитного материала и имеющая встроенную платформу, и способ ее выполнения
Способ наплавки металлических деталей для турбореактивных двигателей летательных аппаратов и оснастка локальной защиты для реализации способа
Волоконная структура, сплетенная в виде единой части путем трехмерного плетения, и ее применение для изготовления детали из композитного материала
Усилительный элемент с π-образным сечением из композитного материала, в частности платформа вентилятора газотурбинного двигателя, и способ его изготовления
Пропиточная зажимная оправка для изготовления корпусов газовых турбин из композитного материала
Волоконная структура трехмерного плетения, волоконная заготовка, полученная из этой волоконной структуры, и деталь из волоконного материала, содержащая эту заготовку
Устройство для изготовления деталей путем селективной плавки порошка
Узел пера и полки хвостовика для дозвукового потока, лопатка, облопаченное колесо газотурбинного двигателя (варианты) и газотурбинный двигатель (варианты)
Картер турбины, содержащий средства крепления секций кольца
Устройство впрыска воздуха и топлива для камеры сгорания турбомашины
Система сбора вибрационного сигнала поворотного двигателя
Волокнистая предварительно отформованная заготовка лопатки газотурбинного двигателя, выполненная из композитного материала и имеющая встроенную платформу, и способ ее выполнения
Способ наплавки металлических деталей для турбореактивных двигателей летательных аппаратов и оснастка локальной защиты для реализации способа
Волоконная структура, сплетенная в виде единой части путем трехмерного плетения, и ее применение для изготовления детали из композитного материала
Усилительный элемент с π-образным сечением из композитного материала, в частности платформа вентилятора газотурбинного двигателя, и способ его изготовления
Пропиточная зажимная оправка для изготовления корпусов газовых турбин из композитного материала
Волоконная структура трехмерного плетения, волоконная заготовка, полученная из этой волоконной структуры, и деталь из волоконного материала, содержащая эту заготовку
Устройство для изготовления деталей путем селективной плавки порошка
Узел пера и полки хвостовика для дозвукового потока, лопатка, облопаченное колесо газотурбинного двигателя (варианты) и газотурбинный двигатель (варианты)
Картер турбины, содержащий средства крепления секций кольца

