Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для нанесения информационных знаков на металлические детали, имеющие упругие (например, резиновые) диэлектрические покрытия.
Наиболее близким является устройство [Патент 2284882, Способ растрового маркирования металлов информацией с переменной шириной штриха и устройство для его осуществления / Смоленцев В.П., Смоленцев Г.П., Квасова Л.В. // Бюллетень №28, 2006], содержащее растровую решетку из круглых стержней с индивидуальным подводом тока через коммутирующее устройство.
К недостаткам устройства относится отсутствие возможности подачи электролита через стержень, что исключает выполнение локальной прошивки диэлектрического покрытия и осуществление маркирования деталей с упругим диэлектрическим покрытием.
Известен способ маркирования металлических деталей с покрытием, имеющим высокое удельное сопротивление, путем последовательного обхода контура каждого информационного знака непрофилированным электродом-инструментом при высоком напряжении с образованием растрового контура знака. Затем повторно обходят открытый полученный контур электродом-инструментом в режиме анодного растворения с подачей электролита поливом [а.с. 973271, опубл. в Бюллетене изобр. №42, 1982 г.]. К недостаткам способа относятся разрушение любого покрытия, вызывающее коррозию детали, и высокая трудоемкость последовательного многократного обхода контура информационных знаков.
Известен также растровый способ формирования прерывистых знаков на металлических деталях без диэлектрических покрытий путем одновременного подключения к току фрагментов электрода-инструмента, имеющих форму растровой решетки [Смоленцев В.П. Электрохимическое маркирование детали / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков // М: Машиностроение, 1983-72 с., стр. 5].
К недостаткам способа относятся невозможность нанесения информации на детали с диэлектрическим покрытием и нарушение требований стандартов, требующих непрерывного контура информационных знаков.
Наиболее близким является способ подачи жидких лекарственных веществ через упругую кожу человека и животных с под высоким давлением при помощи безыгольного инъектора Неоджекс, при котором с помощью энергии механического действия в инъекторе создается такое давление, которое позволяет протолкнуть струю препарата через микроскопическое отверстие сквозь кожу и таким образом обеспечить проникновение препарата в подкожную ткань.
Недостатком способа является невозможность нанесения различных информационных знаков на металлическую деталь с покрытием из-за отсутствия анодного растворения детали.
Изобретение направлено на ускорение процесса нанесения на металлические детали информационных знаков, соответствующих стандартам, и устранение нарушения сплошности упругих покрытий после маркирования.
Это достигается тем, что устройство для электрохимического маркирования поверхности металлической детали под упругим диэлектрическим покрытием содержит инъектор для электролита с изолированными друг от друга металлическими соплами, которые индивидуальными проводами подключены к коммутатору, формирующему контур информационных знаков и соединенному с источником униполярного импульсного тока, причем в инъекторе установлена диэлектрическая траверса, через которую проходят штоки, к которым от коммутатора проведены индивидуальные проводники и которые расположены в крышках клапанов, закрывающих с нерабочей стороны упомянутые сопла внутри инъектора, при этом между траверсой и крышками установлены упругие элементы, а на прилегающих к соплам участках крышек закреплены пьезоэлементы, подключенные в электрическую цепь, а на крышках клапанов закреплены и помещены в сопла упругие контактные пластины с суммарной площадью контакта не менее площади, необходимой для передачи униполярного импульсного тока.
Способ электрохимического маркирования поверхности металлической детали под упругим диэлектрическим покрытием осуществляется с помощью устройства по п.1 и включает установку инъектора рабочими торцами сопел на поверхность упругого диэлектрического покрытия и подачу электролита струями высокого давления через сопла заполненного электролитом инъектора при индивидуальном подводе униполярного импульсного тока от коммутатора на сопла по контуру информационных знаков до вскрытия упругого диэлектрического покрытия, после чего подачу униполярного импульсного тока отключают и ведут анодное формирование контура информационных знаков до прекращения индукционного тока.
На фиг. 1-6 показана сущность способа.
На фиг. 1 приведена схема осуществления способа.
На фиг. 2 показана схема работы электромагнитного клапана, открывающего доступ жидкости к соплу.
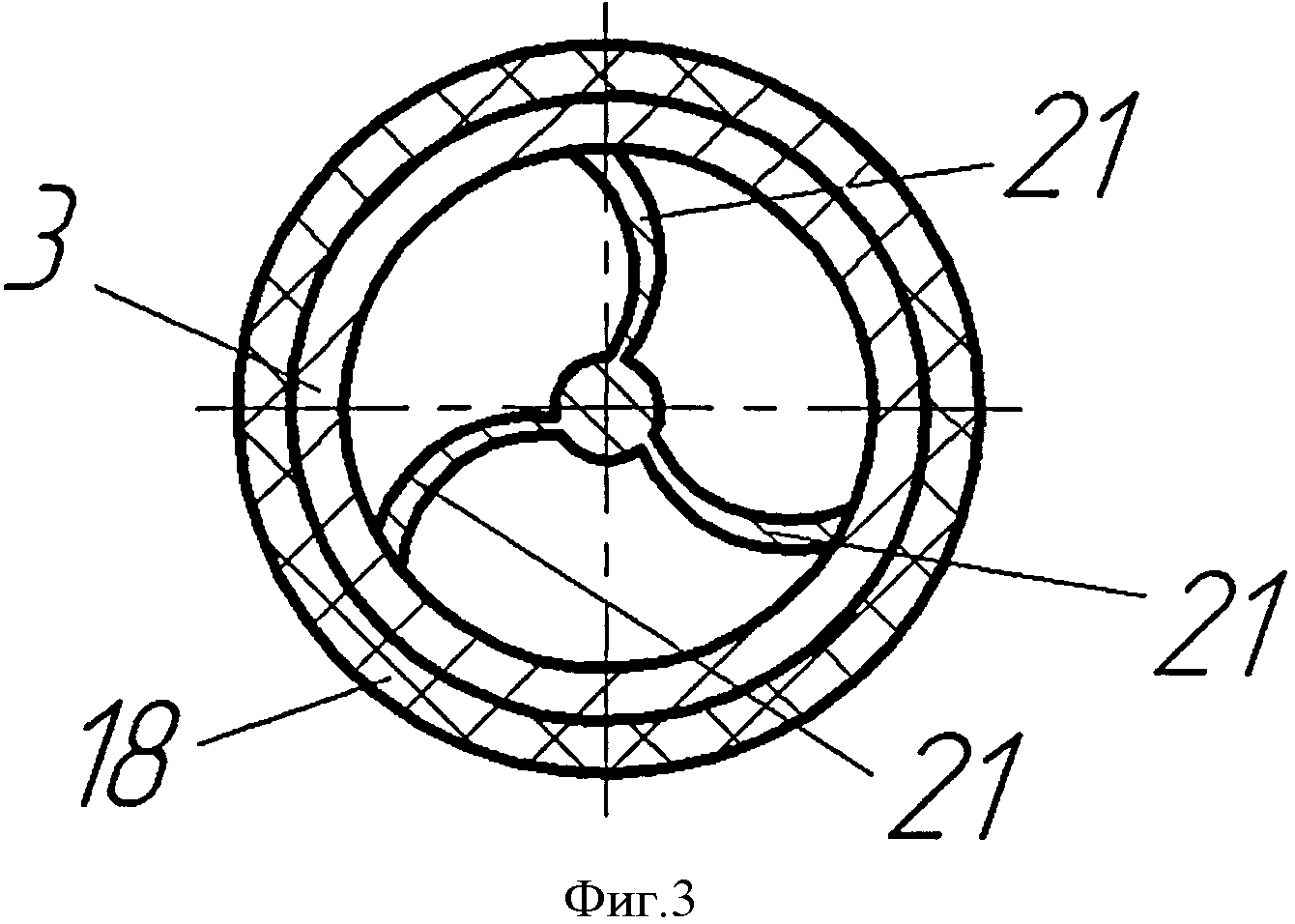
На фиг. 3 показано положение гибких контактных пластин для передачи тока от коммутатора к соплу.
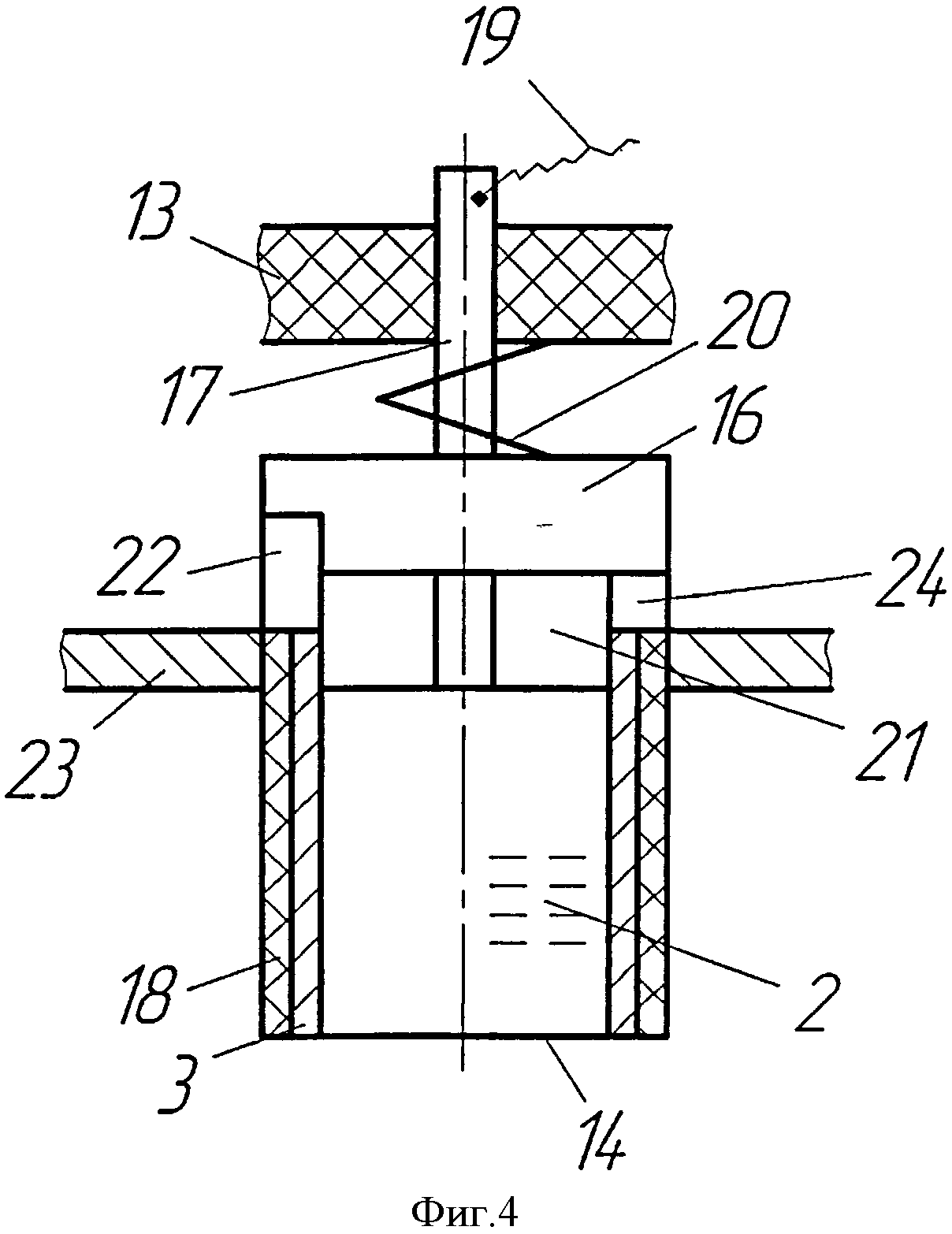
На фиг. 4 - положение крышки клапана при открытом сопле.
На фиг. 5 - пробой упругого покрытия струей электролита и начало анодного процесса формирования информационного знака.
На фиг. 6 - закрытие отверстия в упругом покрытии и продолжение формирования информационных знаков за счет индукционного тока.
Инъектор 1 (фиг. 1) с электролитом 2 и трубчатыми металлическими стержнями с соплами 3 находится на месте нанесения информации на деталь 4 и находится в контакте с наружной поверхностью упругого диэлектрического покрытия 5. Источник униполярного импульсного тока 6 соединен с измерителем силы тока 7, проводниками 8 и 9 с коммутатором 10, от которого по индивидуальным проводникам 11 ток от источника 6 может поступать на сопла 3. Коммутатор 10 соединен с растровым управляемым программирующим устройством 12. Внутри инъектора установлена диэлектрическая траверса 13.
На фиг. 2 металлическое сопло 3 имеет рабочий торец 14. С нерабочей стороны 15 сопла 3 на него установлен клапан с крышкой 16 клапана и штоком 17, проходящим через диэлектрическую траверсу 13, расположенную в инъекторе 1 (фиг. 1). Наружная поверхность сопла 3 покрыта диэлектриком 18. К концу штока 17 прикреплен гибкий проводник 19, по которому проводится ток от коммутатора 10 (фиг. 1). Между траверсой 13 и крышкой 16 установлен упругий элемент 20. На торце крышки 16 закреплены упругие контактные пластины 21, введенные внутрь сопла 3. На участке крышки 16, прилегающей к соплу 3, закреплен пьезоэлемент 22, прилегающий к стороне 15 сопла 3.
Пластины 21 (фиг. 3) имеют наружный диаметр, больший, чем внутренний диаметр сопла 3, и поэтому поддерживают электрический контакт с соплом 3 за счет незначительного (в пределах упругости материала пластин 21) изгиба пластин 21.
На фиг. 4 показано положение крышки 16 клапана при прохождении тока по проводнику 19, штоку 17, крышке 16, пьезоэлементу 22 и соплу 3. Пьезоэлемент 22 расширяется и приподнимает крышку 16 над стенкой 23 инъектора 1 (фиг. 1). Образуется окно 24 для прохода электролита 2. Электролит 2 под высоким давлением поступает в сопло 3 (фиг. 5), пробивает слой диэлектрического покрытия и через отверстие 25 подает электролит 2 под диэлектрик 5 на поверхность детали 4. Одновременно начинается процесс анодного растворения в среде электролита 2 поверхности детали 4 под соплом 3 (фиг. 4). После впрыскивания через сопло 3 электролита 2 ток от источника 6 прекращается, сопло закрывается крышкой 16 с нерабочей стороны сопла 3, но за счет индуктивности системы ток будет поступать на поверхность детали 4 под диэлектрическим покрытием 5 в зоне под торцом 14 сопла 3 (фиг. 6). Упругое диэлектрическое покрытие 5 расширяется и закрывает отверстие 25, после чего под действием индукционных токов импульса процесс анодного формирования контура 26 информационных знаков продолжается до выработки электролита 2, обеспечивающего проход растрового изображения знаков в непрерывный.
Способ осуществляют следующим образом: инъектор 1 заполняют электролитом 2, состав которого для различных металлов приведен в литературном источнике [Смоленцев В.П. Электрохимическое маркирование детали / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков // М: Машиностроение, 1983. - 72 с., стр. 5]. Из рабочего чертежа маркируемой детали 4 (фиг. 1) получают информацию о месте маркирования, содержании информации и номере шрифта. Устанавливают инъектор 1 с электролитом 2, соплами 3 и рабочим торцом 14 на поверхность упругого диэлектрического покрытия 5. При этом (фиг. 2) все пластины сопел 3 закрыты крышками 16 с нерабочей стороны 15 и удерживаются в таком положении упругим элементом 20. Для устранения перетекания тока в растре между соплами 3 они покрыты диэлектриком 18.
Упругие контактные пластины 21 под небольшим усилием введены внутрь сопла 3 (фиг. 3). В растворе управляющее программирующее устройство 12 (аналог пульта управления ЭВМ) вносят информацию о содержании, месте и размерах информационных знаков. Сведения с устройства 12 поступают на коммутатор 10, где формируется контур информационных знаков. В соответствии с этим контуром по командам коммутатора 10 ток по индивидуальным проводам 11 поступает от источника униполярного импульсного тока 6 (фиг. 1) по проводникам 8, 9 через измеритель силы тока 7 и гибкий проводник 19 к штоку 17 (фиг. 2), крышку 16, пьезоэлемент 22 на крышке 16 с нерабочей стороны 15 сопла 3, сопло 3 и индуктируется под упругим диэлектрическим покрытием 5 на детали 4. При этом коммутатор 10 направляет ток только по контуру информационных знаков. Но до подачи электролита на поверхность детали под упругим диэлектрическим покрытием съем материала под контуром знака не происходит.
Под действием тока пьезоэлемент 22 расширяется, поднимает крышку 16 (фиг. 4) над стенкой 23 инъектора 1 и нерабочей стороной 15 сопла 3. Образуется окно 24 для прохода электролита 2 внутрь сопла 3. Шток 17 перемещается в диэлектрической траверсе 13 внутри инъектора 1. Электролит 2 под большим давлением выбрасывается через рабочий торец 14 сопла 3 на упругое диэлектрическое покрытие 5 (фиг. 5), прошивает его с образованием отверстия 25, через которое электролит 2 поступает под упругое диэлектрическое покрытие 5 на поверхность детали 4. Начинается анодное растворение металла детали 4 под соплами 3, подключенными коммутатором 10 к источнику тока 6. Индуктивность системы весьма значительна, поэтому в период импульса на поверхности детали 4 индуктируется ток, протекающий под поверхностью упругого диэлектрического покрытия 5 после его упругого смещения в зоне отверстия 25. За счет этого (фиг. 6) формируется контур 26 информационных знаков. Окончание процесса маркирования характеризуется прекращением тока и контролируется по измерителю силы тока 7. Продукты обработки оседают на контуре 26 и образуют сплошной профиль информационных знаков, отвечающих требованиям ГОСТ.
Пример использования способа
Необходимо на обрезиненную деталь (установочная база электрохимического станка) нанести информацию о количестве часов наработки (1100) и времени поступления на ремонт (06.2011), не повреждая при этом покрытие. Толщина резины 0,5±0,1 мм, номер шрифта 7.
По ГОСТ толщина линий шрифта составляет 0,7 мм, тогда наружный диаметр сопла 3 составляет 0,6±0,1 мм. Давление в инъекторе 220+10 кг/см2. Для стали 30ХГСА, из которой изготовлена деталь, по [Смоленцев В.П. Электрохимическое маркирование детали/ В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков // М.: Машиностроение, 1983. - 72 с., стр. 5, с. 18], состав электролита: 10% водный раствор хлористого натрия при температуре 293 K. Униполярный импульсный ток от источника 6 имеет среднее напряжение 6 В. Форма тока - гребенчатый импульс. Общая длительность импульса 2 сек. Время ввода информации о маркировании в растровое управляемое программирующее устройство 12 составляет 11 секунд. После подключения сопел 3 по контуру информационных знаков возник ток величиной 1,8 А, который через 2,5 секунды снизился до нуля. Осмотр при увеличении поверхности резинового покрытия в месте маркирования не выявил дефектов покрытия. После удаления покрытия обнаружена контрастная информация со знаками, соответствующими ГОСТ. Общее время маркирования составило 55+5 секунд. Если использовать способ, по а.с. 973271, то нанесение аналогичной информации и восстановление поврежденного при маркировании покрытия составляет 8,5 минуты. Таким образом, достигнута цель по сохранению целостности покрытия и снижению трудоемкости операции в 8-9 раз.
Способ дозирования энергии при импульсном брикетировании металлической стружки
Способ измерения деформаций
Способ определения свойств деформирования
Способ изготовления электрода-проволоки
Способ изготовления диффузионной сваркой стоистой тонкостенной конструкции из титановых листовых материалов
Способ объемной штамповки на механическом прессе
Инструмент и способ калибровки отверстий малого сечения в форсунках
Электрод-инструмент для прошивки отверстий
Способ упрочнения каналов детали
Способ лазерного упрочнения плоской заготовки
Ротор сегментного ветроэлектроагрегата
Полупроводниковый фотопреобразователь
Камера жидкосного ракетного двигателя
Автомобильный генератор
Грейферная подача для перемещения деталей в прессе
Износостойкое наноструктурное покрытие
Способ струйной электрохимической обработки
Способ магнитно-импульсной обработки деталей
Цифровой демодулятор сигналов с частотной модуляцией
Мобильный модуль автоматизированной клепки панелей

