Результат интеллектуальной деятельности: РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Для уменьшения неравномерности линейной нагрузки по длине ТВС и снижения нагрузки на тепловыделяющие элементы (твэлы) конструкция ряда ТВС имеет жесткий каркас, выполненный, в одних случаях, посредством сварного соединения дистанционирующих решеток с опорными уголками, размещенными вдоль всей ТВС (см. патент РФ №2093906, Кл. G21C 3/30, 3/06, 1997 г., опубликован 12.04.1995 г.), а в других случаях - посредством жесткого соединения дистанционирующих решеток с каналами направляющими точечной сваркой (см. патент РФ №2209475, Кл. G21C 3/32, 2003 г., опубликован 27.07.2003 г.), где жесткое соединение дистанционирующих решеток между собой и с несущей решеткой осуществлено контактной точечной сваркой стенок шести ячеек, примыкающих к каждому каналу направляющему с обоих концов ячеек, при этом места контактной точечной сварки стенок ячеек подготовлены к сварке, не содержат вогнутостей, выпуклости поверхностей стенок ячеек, примыкающих к каждому каналу направляющему, и смещены от пуклевок к концам ячеек на расстояние, исключающее повреждение пуклевок при контактной точечной сварке.
Известно использование роботизированного модуля сварки при сварке узлов ТВС, когда для корректировки позиционирования электродов их перемещают параллельно свариваемой плоской поверхности, дважды касаются электродом свариваемой цилиндрической поверхности ячейки, после чего рассчитывают траекторию движения электродов, проходящую через середину отрезка между точками касания электродом цилиндрической поверхности и перпендикулярно плоскости обода (см. патент РФ №2196668 от 15.05.2001 г., опубликован 10.02.2003 г., МКИ 7 B23K 11/10, B25J 9/18). Свариваемые детали жестко фиксируют в устройстве для установки свариваемых деталей, после перемещения клещей с электродами на позицию сварки робот останавливается и фиксируется системой торможения, при этом использование роботизированного модуля сварки согласно данному техническому решению имеет ряд недостатков: на усилие сжатия электродов оказывают влияние различная толщина стенок ячеек дистанционирующих решеток, неточность их изготовления и расположения в поле. Если усилия сжатия недостаточно, то при охлаждении в ядре сварной точки возможны усадочные раковины, а иногда и трещины. Нормально сваренная точка имеет плотное ядро (см. Н.С. Кабанов. Сварка на контактных машинах. М.: «Высшая школа», 1973 г. стр.58).
Наиболее близким по технической сущности и достигаемому результату к заявляемому предложению является роботизированный модуль для контактной точечной сварки, содержащий сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемых деталей, охватывающим периметр деталей (см. патент РФ №2138376, 13.05.98 г., опубликован 27.09.99 г., МКИ 6 B23K 11/10, B23K 101:02, B25J 9/08) - прототип, недостатками которого являются узкие технологические возможности, а именно невозможность использования при сварке каркаса ТВС конструкция сварочных клещей допускает вхождение клещей в ячейки дистанционирующих решеток при ощупывании торца решетки, что ведет к неверному расчету позиции проставления сварных точек, а отключение привода робота в момент сварки может привести к повреждению свариваемых деталей из-за высокой инерции узлов робота.
Технической задачей изобретения является расширение технологических возможностей роботизированного модуля для контактной точечной сварки с одновременным повышением качества сварных соединений за счет стабилизации усилия сжатия при сварке, уменьшения вероятности возникновения жесткого контакта робот-свариваемые детали и вызванных этим технологических деформаций, исключения нагрузок на узлы привода робота в момент сварки.
Эта техническая задача решается тем, что в роботизированном модуле для контактной точечной сварки, содержащем сварочную машину, промышленный робот с установленными на его руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством для установки свариваемых деталей согласно изобретению сварочные клещи снабжены двумя поршнями, разделенными перегородкой и расположенными в пневмоцилиндре, размещенном в корпусе клещей с возможностью осевого перемещения по шариковым направляющим, при этом один из электрододержателей сварочных клещей жестко соединен с пневмоцилиндром, а другой - с одним из поршней пневмоцилиндра, другой поршень пневмоцилиндра расположен со стороны руки промышленного робота и жестко соединен с ней и корпусом сварочных клещей, также сварочные клещи снабжены двумя пневмокамерами, одна из которых расположена между поршнями пневмоцилиндра и оснащена впускным клапаном для обеспечения давления, необходимого для создания усилия на электродах, а другая пневмокамера размещена между поршнем пневмоцилиндра, расположенным со стороны руки промышленного робота, и перегородкой, разделяющей поршни, и оснащена клапаном для сброса давления воздуха при сжатии электродов, связанным с системой управления, стол с размещенным на нем устройством для установки свариваемых деталей выполнен в виде единой базы с расположенными на ней соосно держателями дистанционирующих решеток, оснащенными фиксирующими элементами, и ячейкой для сварки технологического образца, а дистанционирующие решетки свариваемого каркаса снабжены электропроводными вставками цилиндрической формы, диаметр которых превышает описанный диаметр ячейки.
Сущность изобретения поясняется чертежами:
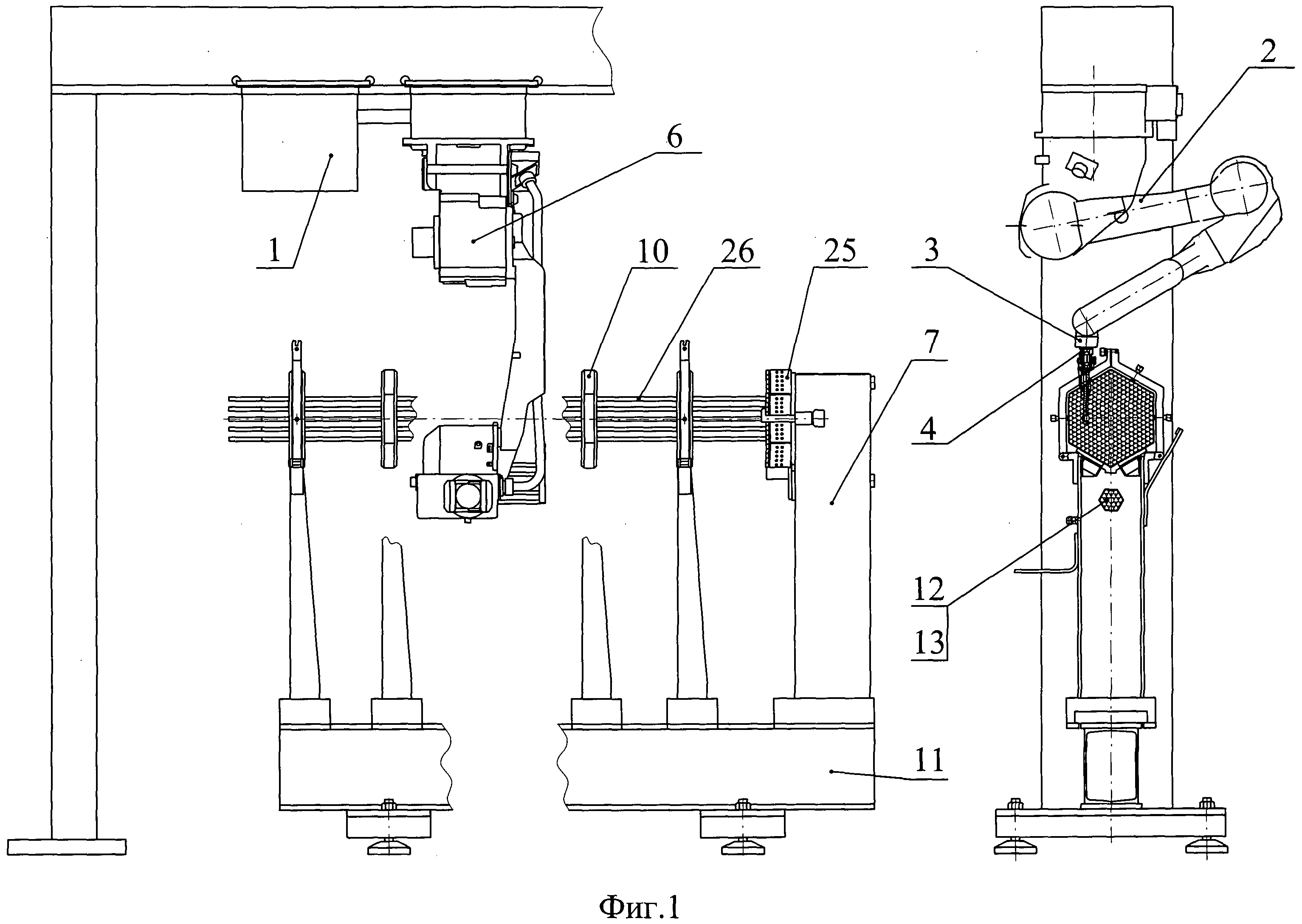
фиг.1 - каркас ТВС с дистанционирующими решетками, приваренными к каналам направляющим, общий вид;
фиг.2 - расположение сварных точек между дистанционирующими решетками и каналами направляющими (разрез по ряду);
фиг.3 - размещение электродов в ячейках дистанционирующих решеток;
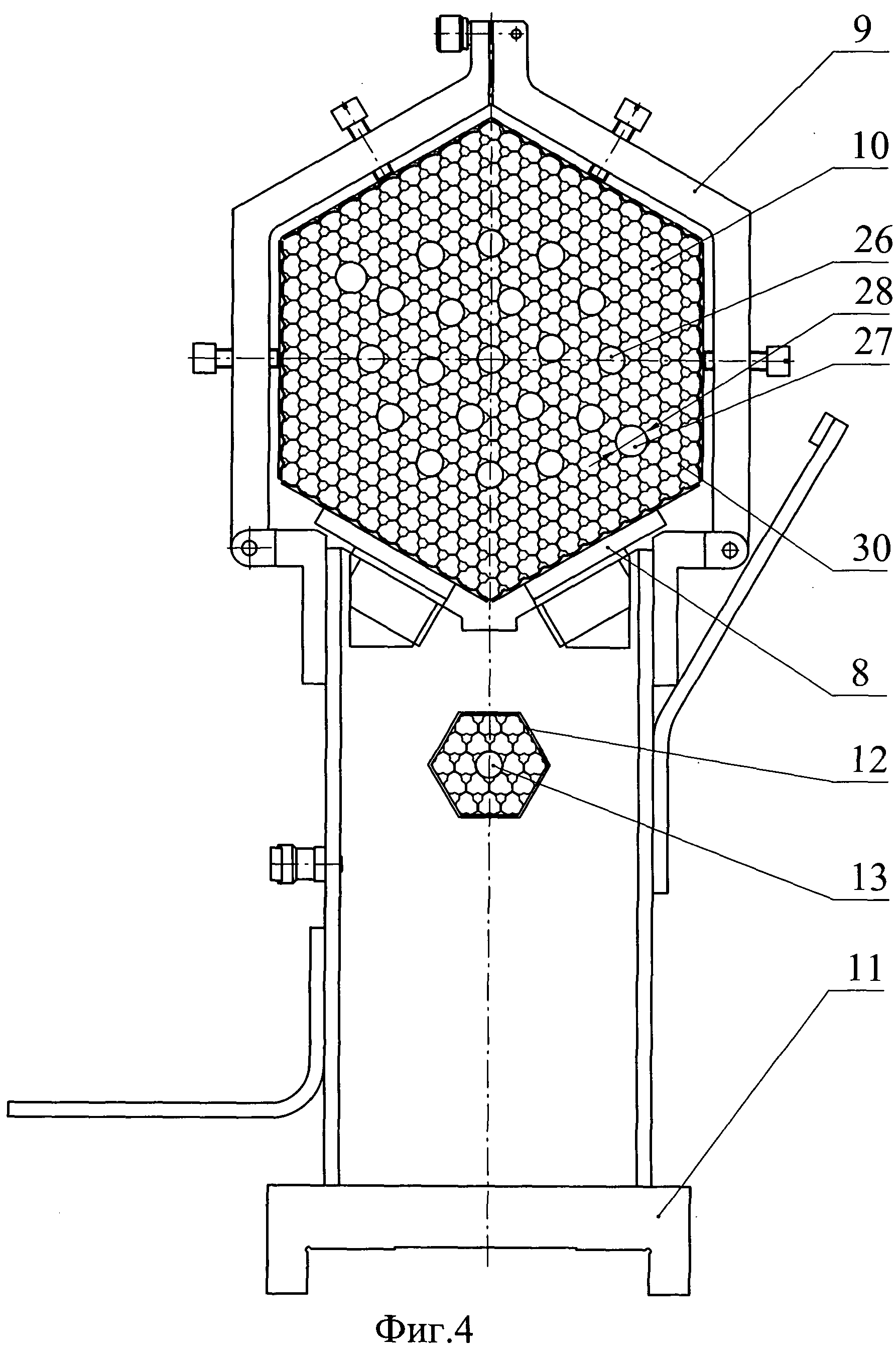
фиг.4 - размещение электропроводных площадок перед ощупыванием;
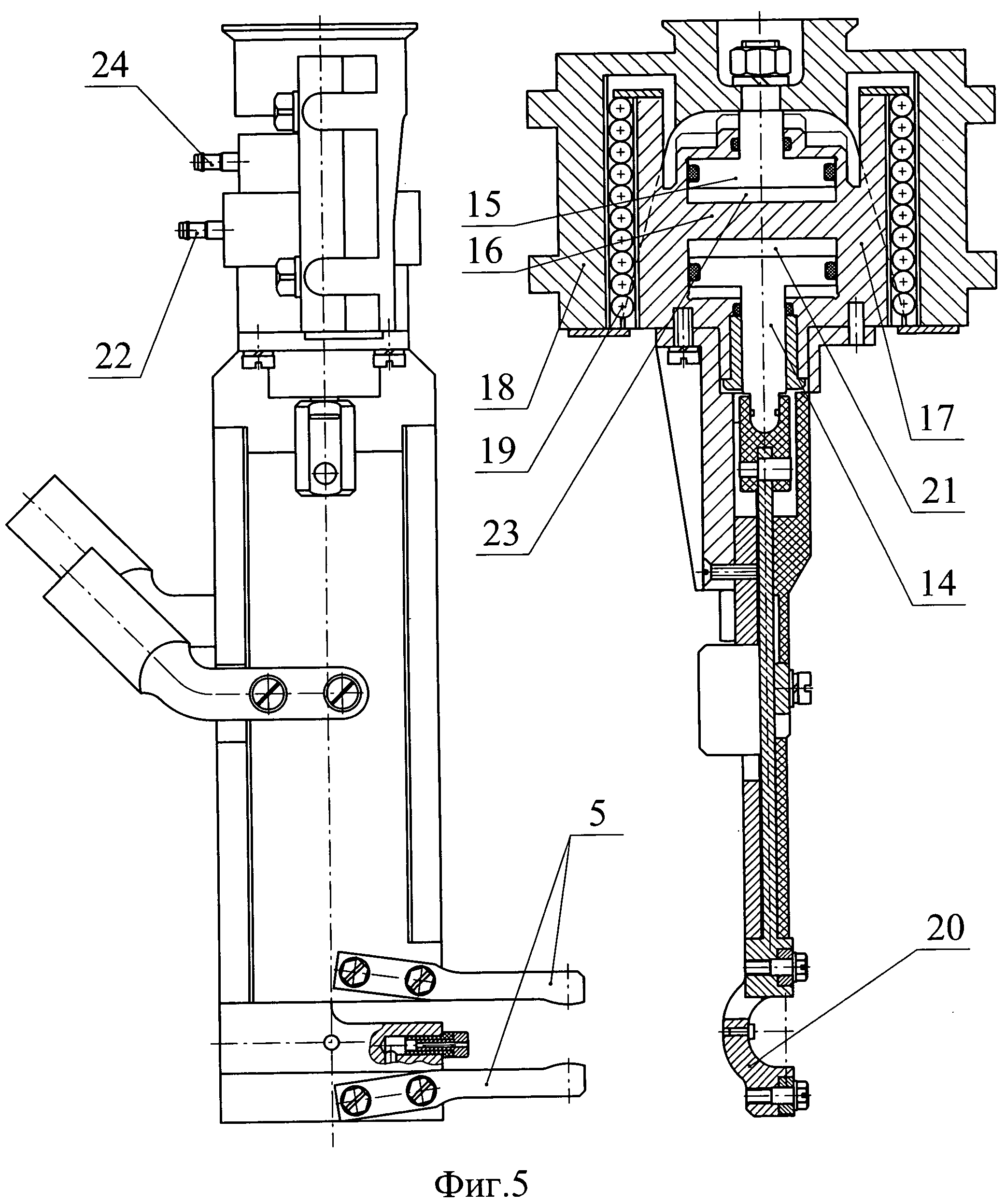
фиг.5 - сварочные клещи.
Роботизированный модуль для контактной точечной сварки содержит сварочную машину 1, промышленный робот 2 с установленными на его руке 3 сварочными клещами 4 с электродами 5, систему управления 6, стол 7 с размещенным на нем устройством для установки свариваемых деталей в виде держателей 8, 9 дистанционирующих решеток 10, держатели 8, 9 расположены соосно на единой базе 11 с обоймой 12 ячеек для сварки технологического образца 13, сварочные клещи 4 оснащены двумя поршнями 14, 15, разделенными перегородкой 16 и расположенными с возможностью осевого перемещения в одном пневмоцилиндре 17, размещенном в корпусе 18 сварочных клещей 4 с возможностью осевого перемещения по шариковым направляющим 19, при этом один из электрододержателей 20 сварочных клещей 4 жестко соединен с пневмоциллиндром 17, а другой - с поршнем 14, поршень 15 пневмоцилиндра расположен со стороны руки 3 робота 2 и жестко с ним соединен, пневмокамера 21 между поршнями 14, 15 оснащена впускным клапаном 22 для обеспечения давления, необходимого для создания усилия на электродах 5, а другая пневмокамера 23 размещена между поршнем 15 пневмоцилиндра, расположенным со стороны руки промышленного робота и жестко соединенным с рукой робота и корпусом 18 сварочных клещей, и перегородкой 16, разделяющей поршни 14, 15, и оснащена клапаном 24 для сброса давления воздуха при сжатии электродов 5, связанным с системой управления 6, на дистанционирующих решетках 10 каркаса 25 с каналами 26 размещены электропроводные вставки 27 цилиндрической формы, диаметр 28 которых превышает описанный диаметр 29 ячейки 30.
Роботизированный модуль для контактной точечной сварки работает следующим образом.
Комплект дистанционирующих решеток 10 с шестью каналами 26 внутреннего ряда располагают на заданных расстояниях друг от друга, закрепляют на держателях 8, 9 стола 7 и выполняют в обойме 12 технологический образец 13, на дистанционирующих решетках 10 каркаса 25 размещают электропроводные вставки 27, диаметр 28 которых превышает описанный диаметр 29 ячейки 30.
Промышленный робот 2 с установленными на руке 3 сварочными клещами 4 проводит «ощупывание по электрическому контакту» торцами электродов 5 сварочных клещей 4, после уточнения координат расположения дистанционирующих решеток 10 вдоль оси каркаса 25 робот 2 выводит сварочные клещи 4 на позицию сварки, при этом электроды 5 входят внутрь прилегающих к каналу 26 ячеек дистанционирующих решеток 10, а канал 26 располагается между электродами 5.
После вывода электродов 5 на позицию сварки в пневмокамеру 21 подается воздух под заданным давлением, одновременно в пневмокамере 23 по команде, поступающей через систему управления 6, открывается клапан 24 для сброса давления воздуха и освобождения от осевой нагрузки руки 3 робота 2.
После окончания программы сварки внутреннего ряда каналов 26 с дистанционирующими решетками обоймы 12 электропроводные вставки извлекаются из дистанционирующих решеток 10, производится сборка наружного ряда каналов 26 в каркас 25 и их сварка, при этом «ощупывание по электрическому контакту» не проводится. После завершения сварки каналов 26 наружного ряда с решетками обоймы 12 держатели 8, 9 размыкают, а каркас 25 перемещают на следующую технологическую операцию.
Роботизированный модуль сварки успешно эксплуатируется при изготовлении ТВС с жестким каркасом, что позволяет повысить качество сварных соединений за счет стабилизации усилия сжатия при сварке, уменьшить вероятности возникновения жесткого контакта робот - свариваемые детали и вызванных этим технологических деформаций, исключить нагрузки на узлы привода робота в момент сварки.
Роботизированный модуль для контактной точечной сварки дистанционирующих решеток, содержащий сварочную машину, промышленный робот с установленными на его руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством для установки свариваемых деталей, отличающийся тем, что он снабжен электропроводными вставками цилиндрической формы, выполненными с возможностью установки в дистанционирующих решетках свариваемого каркаса, а сварочные клещи снабжены пневмоцилиндром, размещенным в корпусе клещей с возможностью осевого перемещения по шариковым направляющим и жестко соединенным с одним из электрододержателей сварочных клещей, при этом пневмоцилиндр выполнен с двумя разделенными перегородкой пневмокамерами с установленными в них поршнями, один из которых расположен со стороны руки промышленного робота и жестко связан с ней и с корпусом сварочных клещей, а другой поршень жестко соединен с другим электрододержателем сварочных клещей, причем пневмокамера с размещенным в ней поршнем со стороны руки промышленного робота оснащена клапаном для сброса давления воздуха при сжатии электродов, связанным с системой управления, а другая пневмокамера оснащена впускным клапаном для обеспечения давления, необходимого для создания усилия сжатия на электродах, при этом стол выполнен с единой базовой поверхностью, на которой размещено устройство для установки свариваемых деталей, выполненное в виде соосно расположенных держателей дистанционирующих решеток, оснащенных фиксирующими элементами.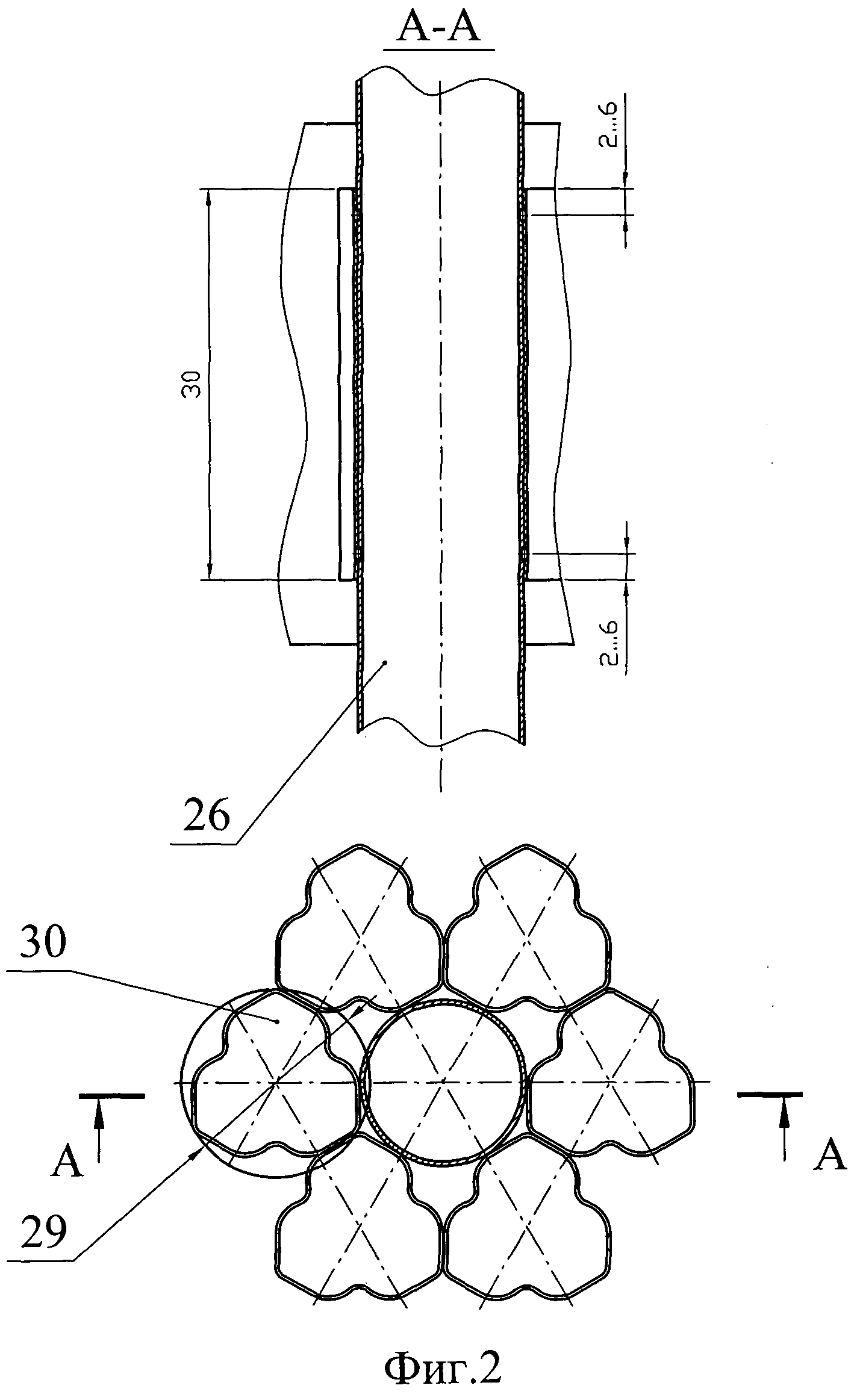
Способ изготовления изделий сложного профиля из порошков
Способ регерации порошков ядерного топлива из тепловыделяющих элементов и дисперсионных композиций на основе алюминия и алюминиевых сплавов
Способ получения поверхностно-модифицированного литированного оксида кобальта
Способ обогащения изотопа лития-7
Способ извлечения металлической ртути из ртутьсодержащих отходов
Дистанционирующая решетка тепловыделяющей сборки ядерного реактора
Потоковый анализатор общей засоленности диэтиленгликоля (паоз)
Тепловыделяющий элемент ядерного реактора
Устройство для изготовления ячеек дистанционирующих решеток тепловыделяющей сборки ядерного реактора на токарном автомате с чпу
Способ последовательной многорядной вырубки и штамп для его осуществления
Способ изготовления таблетированного топлива для тепловыделяющих элементов
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора
Механический пакер
Установка для электронно-лучевой сварки
Автоматическая линия изготовления оболочек тепловыделяющих элементов ядерного реактора
Способ изготовления тепловыделяющих элементов ядерного реактора
Робототехнический комплекс для контактной точечной сварки

