Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 И 426×9-18 мм НА ТПУ 8-16 C ПИЛИГРИМОВЫМИ СТАНАМИ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО КРИВИЗНЕ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячекатаных хладостойких и коррозионно-стойких труб размером 377×9-16 мм с повышенными требованиями по кривизне, и может быть использовано на трубопрокатной установке 8-16′′ с пилигримовыми станами ОАО "ЧТПЗ", имеющей в составе стан поперечно-винтовой прокатки и пятиклетевой калибровочный стан.
В практике трубопрокатного производства существуют способы прокатки бесшовных горячедеформированных хладостойких и коррозионно-стойких труб большого и среднего диаметров из сталей 20ФА, 13ХФА, 09ГСФ, 06Х1 НФА и 08ХМФБЧА, предназначенные для строительства и эксплуатации нефтепроводов в условиях северной климатической зоны, нефтедобывающих предприятий Западной Сибири, Республики Коми, Казахстана и Оренбурга, при температуре окружающей среды от минус 60° до плюс 50° с температурой транспортируемых сред от минус 20° до плюс 60°, обладающих повышенной стабильностью механических характеристик, низкой температурой вязкохрупкого перехода, повышенной стойкостью к общей и язвенной коррозии, стойкостью к сульфидному коррозионному растрескиванию и образованию водородных трещин, включающие отливку слитков мартеновским способом, НЛЗ, ремонт слитков и НЛЗ (при необходимости), ковку поковок, механическую обработку поковок в заготовки, сверление центрального отверстия диаметром 100±5 мм, нагрев слитков, НЛЗ и кованых заготовок до температуры пластичности (1270-1300)°С, прошивку их в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане в трубы диаметром 273, 299, 325, 351, 377 и 426 мм с толщинами стенок от 8 до 16 мм, порезку труб на мерные длины, удаление технологических отходов (затравочных концов и пилигримовых головок) горячей резки дисковыми пилами, подогрев труб (нормализация) в проходной газовой печи, калибровку труб в калибровочном стане с суммарным обжатием по диаметру до 1,0%, правку на косовалковой правильной машине, электромагнитный контроль, предварительную маркировку труб, первичный контроль качества поверхности, обрезку концов, предварительную приемку, ультразвуковой контроль отремонтированных труб, нормализацию труб в секционной печи, правку труб на косовалковой правильной машине, термическую обработку труб (закалку и отпуск) на индукционных установках, отбор образцов для приемосдаточных и коррозионных испытаний, контроль качества труб, правку труб, при необходимости, до-отпуск труб, прошедших правку, снятие фаски, приемку, маркировку и взвешивание труб, оформление ведомостей окончательной приемки и отгрузку труб заказчику (ТУ 14-158-125-2001 "Трубы бесшовные горячедеформированные нефтегазопроводные с увеличенным ресурсом эксплуатации диаметром 273-426 мм", ТУ 14-158-114-99 "Трубы бесшовные горячедеформированные нефтегазопроводные повышенной хладостойкости и коррозионной стойкости", ТУ 14-158-112-99 "Трубы бесшовные горячедеформированные нефтегазопроводные повышенной хладостойкости и коррозионной стойкости для месторождений ОАО "Сургутнефтегаз", ТИ 158-Тр.ТБ1-91-2009 "Изготовление бесшовных горячедеформированных труб из слитков по ТУ 14-158-112-99, ТУ 14-158-114-99, ТУ 14-158-125-2001", ТУ 14-1308-245-01470016-2002 "Трубы стальные бесшовные горячедеформированные нефтегазопроводные с повышенным ресурсом прочности, предназначенные для эксплуатации в коррозионно-активных средах", ТУ 137-233-0147016-2002 "Трубы бесшовные горячедеформированные нефтегазопроводные диаметром 273-426 повышенной надежности при эксплуатации для месторождений ОАО "Томскнефть" ВНК", ТУ 1308-226-0147016-2002 "Трубы бесшовные горячедеформированные нефтегазопроводные из микролегированных сталей с увеличенным ресурсом эксплуатации", ТУ 1317-214-0147016-2002 "Трубы бесшовные горячедеформированные нефтегазопроводные диаметром 273-426 повышенной надежности при эксплуатации для месторождений ТПП "Когалымнефтегаз", ТИ 158-Тр.ТБ1-27-2008 "Изготовление бесшовных горячедеформированных нефтегазопроводных труб диаметром 273-426 мм по ТУ 1317-214-0147016-2002, ТУ 1308-226-0147016-2002, ТУ 137-233-0147016-2002, ТУ 1308-226-0147016-2002").
Недостатками указанных способов является повышенный расходный коэффициент металла (1,485-1,529) при переделе слиток-труба за счет отбраковки и перевода большого количества труб в низшее качество по наружным и внутренним пленам (дефектам проката из-за некачественного металла) и локальной кривизне на один погонный метр трубы по длине и периметру, превышающей 1,5 мм (дефект проката), большая часть которых выявляется после закалки и отпуска, т.е. на окончательной приемке, что, в свою очередь, приводит к удорожанию готовой продукции и снижению ее рентабельности.
В трубном производстве известны способы прошивки слитков (заготовок) на подъем от 3,0 до 7,0%, размер в размер и посад (обжатие) от 2,0 до 5,0%, где с изменением схемы напряженно-деформированного состояния меняется и деформация, выражаемая величиной вытяжки (Ф.А. Данилов и др. Горячая прокатка труб, Москва, Металлургиздат, 1962, с. 297).
Недостатком указанных способов прошивки является невозможность получения качественных (без наличия внутренних и наружных плен) гильз из слитков мартеновского производства. В таблице прокатки к ТИ 158Тр.ТБ1-91-2009 прокат труб диаметром 377 мм производят из прибыльных сверленых слитков размером 540/555×100×1650 мм. Прибыльная часть отрезается огневой резкой на длине 200-300 мм. Наружный диаметр гильзы после прошивки 560 мм при среднем диаметре слитка 547,5 мм, т.е. процесс прошивки производится с подъемом по длине слитков от 0,9 до 3,7%.
Наиболее близким техническим решением является способ производства труб большого и среднего диаметров из хладостойких и коррозионно-стойких марок стали на трубопрокатных установках с пилигримовыми станами, включающий прокатку труб из хладостойких и коррозионно-стойких марок стали из непрерывно-литой заготовки диаметром 430 мм без центрального сверления отверстия, прошивку НЛЗ в стане поперечно-винтовой прокатки с вытяжкой 1,5-1,6, прокатку труб на пилигримовых станах с вытяжкой µ от 7,5 до 15, большие значения которых относятся к трубам диаметром 273 мм, а меньшие к трубам диаметром 426 мм, прокатку труб диаметром 273 и 299 мм на пилигримовом стане из гильз, прошитых в стане поперечно-винтовой прокатки с подъемом по диаметру 4,5-5,0%, труб диаметром 325 и 351 мм из гильз, прошитых с подъемом по диаметру 15-20%, а труб диаметром 377 и 426 мм из гильз, прошитых с подъемом по диаметру 21-30%, нагрев НЛЗ под прошивку для прокатки труб диаметром 273 и 299 мм до температуры 1250-1270°С, для прокатки труб диаметром 325 и 351 мм - до температуры 1250-1270°С, а для прокатки труб диаметром 377 и 426 мм - до температуры 1270-1290°С, прокатку труб диаметром 273 и 299 мм трехкратной длины, а труб диаметром 325, 351, 377 и 426 мм двукратной длины, прошивку НЛЗ в гильзы с подъемом по диаметру 4,5-5,0% и с частотой вращения рабочих валков 44-40 об/мин, с подъемом по диаметру 15-20% - с частотой вращения рабочих валков 40-38 об/мин, а с подъемом по диаметру 21-30% - с частотой вращения рабочих валков 38-36 об/мин (Патент РФ №2306992 от 29.09.2007, кл. В21В 21/00, В21В 21/04, бюл. №27).
Недостатком данного способа является то, что данный способ не решает главного вопроса, а именно производство труб данных размеров с повышенными требованиями по кривизне. В 2005 г. в России и мировой практике существовали установки непрерывной разливки стали для производства заготовок диаметром до 430 мм, которые по экономическим, технологическим и качественным показателям являются наиболее оптимальными для производства труб диаметром 273 и 299 мм. Прошивка НЛЗ диаметром 430 мм в гильзы с подъемом по диаметру от 15 до 30% и коэффициентом вытяжки µ, близким к 1,0, нецелесообразна, т.к. приводит к предельным тангенциальным растягивающим напряжениям, что, в свою очередь, приводит к повышенной кривизне гильз и образованию дефектов в виде наружных и внутренних плен. Прокатка гильз с повышенной кривизной на пилигримовых станах приводит к сложности введения дорна в гильзу, снижению производительности пилигримовых установок, повышенной поперечной разностенности труб и, как следствие, переводу данных труб в пониженное качество или к окончательному браку и повышенному расходу металла.
Задачей предложенного способа (изобретения) является разработка и внедрение технологии производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на трубопрокатных установках с пилигримовыми станами с повышенными локальными требованиями по кривизне на один погонный метр по длине и периметру, удовлетворяющих требованиям заказчика, снижение расхода металла за счет снижения локальной кривизны на один погонный метр (дефект прокатного происхождения) при прокатке труб размером 377×9-16 мм из хладостойких и коррозионно-стойких марок стали.
Технический результат достигается тем, что в известном способе производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на ТПУ 8-16′′ с пилигримовыми станами с повышенными требованиями по кривизне, включающем отливку конусных слитков с прибылью размером 540/555×1650 мм и непрерывно-литых заготовок (НЛЗ) размером 550×1750-2100 мм, сверление в слитках и НЛЗ центрального отверстия диаметром 100±5 мм, нагрев их до температуры пластичности, прошивку в стане поперечно-винтовой прокатки слитков размером 540/555×100×1650 мм в гильзы размером 560×вн.390×2870 мм с подъемом диаметра по длине слитков от 0,9 до 3,7%, непрерывно-литых заготовок размером 550×100×1750-1850 мм в гильзы размером 550×вн.390×3300-3500 мм размер в размер по наружному диаметру, прокатку труб-плетей на пилигримовых станах в калибре 390 мм с кантовкой гильз-труб на угол 70±2°, порезку на мерные длины, удаление технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, подогрев в газовой роликовой печи до температуры 880-900°С, калибровку труб в калибровочном стане с суммарным обжатием по диаметру до 1,8%, правку на косовалковой правильной машине, электромагнитный контроль, предварительную маркировку труб, первичный контроль качества поверхности, обрезку концов, предварительную приемку, ультразвуковой контроль отремонтированных труб, нормализацию труб в секционной печи, правку труб на косовалковой правильной машине, закалку и отпуск на индукционных установках, отбор образцов для приемосдаточных и коррозионных испытаний, контроль качества труб, правку труб, снятие фаски, приемку, маркировку и взвешивание труб, при этом трубы на пилигримовом стане прокатывают с наружными диаметрами, значения которых определяют из выражения: ср.Dm.i=ном.Dm.γ+2Si(δmax-δmin), где ном.Dm. - номинальный диаметр товарных труб, мм; γ - коэффициент линейного расширения стали при температуре прокатки ≈1000°C; Si - толщина стеки прокатываемой трубы, мм; δmin - минусовое поле допуска труб по стенке, трубы прокатывают на пилигримовом стане с подачами, значения которых определяют из выражения: 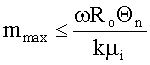 , где ω=1,05 - среднее значение коэффициента опережения течения металла на полирующем участке пилигримовых валков; Ro - радиус валка по вершине калибра на полирующем участке, мм; Θn=1,22 - центральный угол полирующего участка пилигримового валка, радианы; k=2,75 - коэффициент полировки при прокатке труб; µi - коэффициент вытяжки при прокатке труб i-го размера, который определяют из выражения:
, где ω=1,05 - среднее значение коэффициента опережения течения металла на полирующем участке пилигримовых валков; Ro - радиус валка по вершине калибра на полирующем участке, мм; Θn=1,22 - центральный угол полирующего участка пилигримового валка, радианы; k=2,75 - коэффициент полировки при прокатке труб; µi - коэффициент вытяжки при прокатке труб i-го размера, который определяют из выражения: 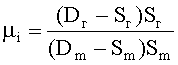 , где Dг - наружный диаметр гильзы, мм; Sш - толщина стенки гильзы, мм; Dm - наружный диаметр горячекатаной трубы после пилигримового стана, мм; Sm - толщина стенки горячекатаной трубы, мм.
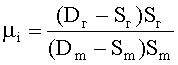
, где Dг - наружный диаметр гильзы, мм; Sш - толщина стенки гильзы, мм; Dm - наружный диаметр горячекатаной трубы после пилигримового стана, мм; Sm - толщина стенки горячекатаной трубы, мм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на ТПУ 8-16′′ с пилигримовыми станами с повышенными требованиями по кривизне отличается тем, что трубы на трубы на пилигримовом стане прокатывают с наружными диаметрами, значения которых определяют из выражения: ср.Dm.i=ном.Dm.γ+2Si(δmax-δmin), где ном.Dm - номинальный диаметр товарных труб, мм; γ - коэффициент линейного расширения стали при температуре прокатки ≈1000°С; Si - толщина стеки прокатываемой трубы, мм; δmax - плюсовое поле допуска труб по стенке; δmin - минусовое поле допуска труб по стенке, трубы прокатывают на пилигримовом стане с подачами, значения которых определяют из выражения:
, где ω=1,05 - среднее значение коэффициента опережения течения металла на полирующем участке пилигримовых валков; Ro - радиус валка по вершине калибра на полирующем участке, мм; Θn=1,22 - центральный угол полирующего участка пилигримового валка, радианы; k=2,75 - коэффициент полировки при прокатке труб; µi - коэффициент вытяжки при прокатке труб i-го размера, который определяют из выражения:
, где Dг - наружный диаметр гильзы, мм; Sг - толщина стенки гильзы, мм; Dm - наружный диаметр горячекатаной трубы после пилигримового стана, мм; Sm - толщина стенки горячекатаной трубы, мм. Эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволили выявить в них признаки, отличающие заявляемое решение от прототипа, что соответствует патентоспособности "изобретательский уровень".
Из-за допусков по стенке +12,5 минус 15% разнотолщинность для труб размером 377×9-16 мм колеблется от 2,48 до 4,4 мм. Данная разностенность (бугристость) может привести к разности диаметров по длине труб-плетей после пилигримового стана соответственно от 4,96 до 8,8 мм. Для того чтобы локальная кривизна на погонный метр по длине и периметру товарных труб не превышала (h≤1,5 мм), необходимо трубы калибровать с обжатием по диаметру соответственно от 4,96 до 8,8 мм. Для унификации калибровок валков пилигримового стана предложено использовать средние обжатия для труб диаметром 377 мм Δср. 377=(4,96+8,8)/2=6,88 мм. Использование данного способа прокатки горячекатаных труб на ТПУ 8-16′′ с последующим подогревом их в проходной газовой роликовой печи до температуры 880-900°С, в зависимости от геометрических размеров, дает основание при прокатке товарных труб размером 377×9-16 мм снизить расход металла за счет снижения отбраковки и перевода труб в более низкое качество (не имеющих жестких требований по локальной кривизне) и повысить производительность ТПУ 8-16′′. Увеличение наружного диаметра горячекатаных труб на 6-7 мм дает возможность увеличить обжатие по диаметру в калибровочном стане соответственно до 1,80 и 2,05% вместо 1,0%, по существующей технологии, что дает возможность снизить местную (локальную) кривизну труб из-за неравномерности подачи или ее превышения (из-за бугристости). Прокатка труб размером (388-389)×9-16 мм с кантовкой гильз-труб на угол 70±2° позволит увеличить коэффициент полировки, а следовательно, снизить поперечную разностенность (разнотолщинность), а прокатка труб с теоретически обоснованными подачами - снизить продольную разностенность.
Таким образом, использование предложенного способа даст возможность производить трубы размером 377×9-16 мм из хладостойких и коррозионно-стойких марок стали на ТПУ 8-16′′ с пилигримовыми станами с повышенными требованиями по локальной кривизне, снизить расход металла, повысить производительность ТПУ 8-16′′ с пилигримовыми станами, увеличить их выпуск и обеспечить потребность заказчиков в трубах данного сортамента.
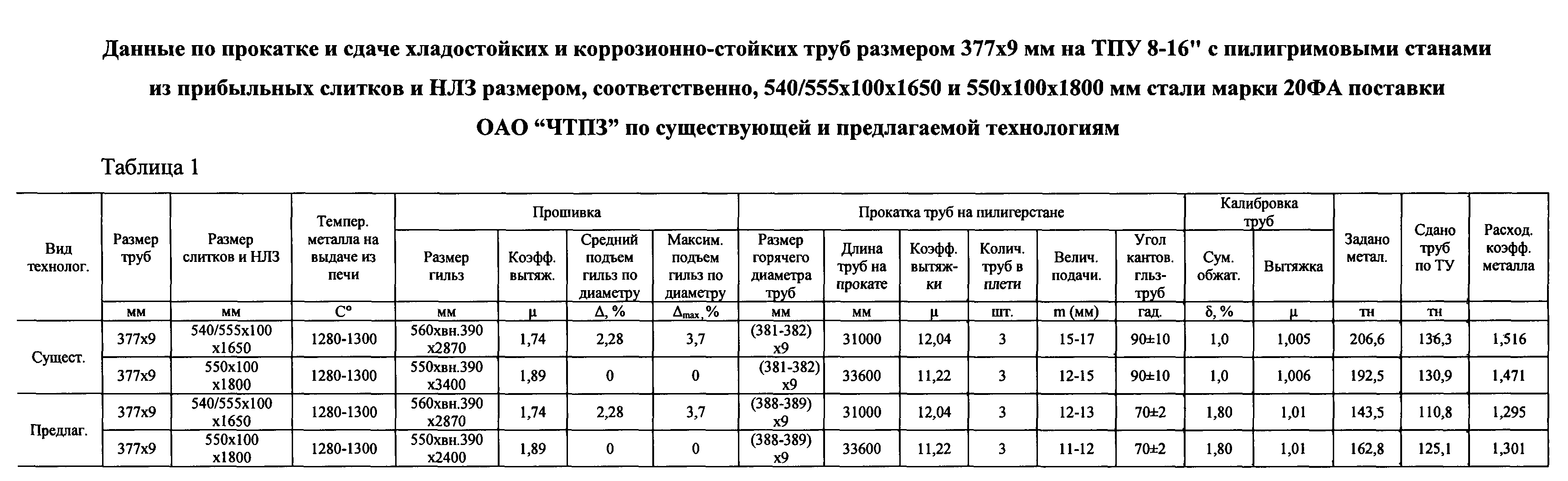
Способ производства труб из хладостойкой и коррозионно-стойкой стали марки 20ФА по существующей и предлагаемой технологиям опробован при прокатке труб размером 377х9 мм на ТПУ 8-16′′ с пилигримовыми станами ОАО "ЧТПЗ" из прибыльных слитков мартеновского производства ОАО "ЧТПЗ". Данные по прокатке и сдаче хладостойких и коррозионно-стойких труб размером 377×9 мм, прокатанных на ТПУ 8-16′′ с пилигримовыми станами из прибыльных слитков диаметром 15 и НЛЗ диаметром 550 мм из стали марки 20ФА поставки ОАО "ЧТПЗ" по существующей и предлагаемой технологиям, приведены в таблице. Из таблицы видно, что по существующей технологии для прокатки труб размером 377×9 мм используются сверленые прибыльные слитки размером 540/555×100×1900 мм или НЛЗ размером 550×1750-1850 мм. От слитков огневым способом удаляли усадочную часть высотой 250 мм, затем слитки сверлили на диаметр 100±5 мм. Слитки принимались УТК и нагревались в методической печи до температуры 1280-1300°С, прошивались в стане поперечно-винтовой прокатки в гильзы размером 560×вн.390×2870 мм с подъемом диаметра по длине слитка от 0,9 до 3,7% и вытяжкой µпр=1/74. Средняя величина подъема гильз по диаметру составляет 2,28%. На наружной и внутренней поверхностях гильз наблюдались плены. Гильзы подавались на пилигримовый стан и прокатывались в калибре диаметром 383 мм в трубы трехкратной длины с кантовкой гильз-труб на угол 90±10°, с коэффициентом вытяжки µп=12,04 и подачей гильз в очаг деформации m=15-17 мм. Горячий диаметр труб после пилигримового стана был равен 381-382 мм. Затем трубы подогревались в газовой роликовой печи до температуры 800-840°С и калибровались в пятиклетевом калибровочном стане с обжатием по диаметру до 1,0%. В производство было задано 75 слиток общей массой 206,6 тонн. Принято труб по ТУ 136,3 тонны. Расходный коэффициент металла составил 1,516. Средняя длина трубы на сдаче составила 7,42 м. Трубы браковались по дефектам металлургического происхождения (наружные и внутренние плены, волосовины) и по локальной кривизне, превышающей 1,0 мм на метр длины. Трубы требовали ремонта для выведения дефектов перед и после УЗК. По предлагаемой технологии в производство было задано 73 прибыльных слитка размером 540×555×100×1650 мм общей массой 206,6 тонны. Слитки были просверлены на диаметр 100±5 мм, принимались УТК и нагревались в методической печи до температуры 1280-1300°С, прошивались в стане поперечно-винтовой прокатки в гильзы размером 560×вн.390×2870 мм с подъемом диаметра по длине слитка от 0,9 до 3,7% и вытяжкой µпр=1,74. Средняя величина подъема гильз по диаметру составляет 2,28%. На наружной и внутренней поверхностях гильз наблюдались плены. Гильзы подавались на пилигримовый стан и прокатывались в калибре диаметром 390 мм в трубы трехкратной длины с кантовкой гильз-труб на угол 70±2° с коэффициентом вытяжки µп=12,4 и подачей гильз в очаг деформации m=12-13 мм. Горячий диаметр труб после пилигримового стана был равен 388-389 мм. Трубы подогревались в газовой роликовой печи до температуры 880-900°С и калибровались в пятиклетевом калибровочном стане с обжатием по диаметру до 1,8%. Принято труб по ТУ 110,8 тонны. Трубы браковались по дефектам металлургического происхождения (наружные и внутренние плены, волосовины). Брак по локальной кривизне, превышающей 1,0 мм на метр длины, отсутствовал. Трубы требовали ремонта для выведения дефектов перед и после УЗК. Расходный коэффициент металла по трубам данной партии составил 1,295 или на 0,221 меньше, чем по существующей технологии, т.е. расход металла сократился на 221 кг на каждой тонне труб. Средняя длина трубы на сдаче составила 8,07 м, т.е возросла на 17,3%. На трубах из-за наличия наружных плен и волосовин производилась вырезка дефектных мест. Трубы требовали ремонта для выведения дефектов перед и после УЗК. Брак и перевод труб в низшее качество по локальной кривизне отсутствовал.
Аналогичная картина получена и при прокатке труб размером 377×9 мм из НЛЗ. По существующей технологии для прокатки труб размером 377×9 мм используются сверленые НЛЗ размером 550×1800 мм. Заготовки принимались УТК и нагревались в методической печи до температуры 1280-1300°С, прошивались в стане поперечно-винтовой прокатки в гильзы размером 550×вн.390×3400 мм размер в размер по диаметру с вытяжкой µпр=1,89. На наружной поверхностях гильз наблюдались плены. Гильзы подавались на пилигримовый стан и прокатывались в калибре диаметром 383 мм в трубы трехкратной длины с кантовкой гильз-труб на угол 90±10°, с коэффициентом вытяжки µп=11,22 и подачей гильз в очаг деформации m=15-17 мм. Горячий диаметр труб после пилигримового стана был равен 381-382 мм. Затем трубы подогревались в газовой роликовой печи до температуры 800-840°С и калибровались в пятиклетевом калибровочном стане с обжатием по диаметру до 1,0%. В производство было задано 57 заготовок общей массой 192,5 тонн. Принято труб по ТУ 130,9 тонны. Расходный коэффициент металла составил 1,471. Средняя длина трубы на сдаче составила 9,38 м. Трубы браковались по дефектам металлургического происхождения (наружные плены и волосовины) и по локальной кривизне, превышающей 1,0 мм на метр длины. Трубы требовали ремонта для выведения дефектов перед и после УЗК. По предлагаемой технологии в производство было задано 49 НЛЗ размером 550×1800 мм общей массой 162,8 тонны. Заготовки были просверлены на диаметр 100±5 мм, принимались УТК и нагревались в методической печи до температуры 1280-1300°С, прошивались в стане поперечно-винтовой прокатки в гильзы размером 550×вн.390×3400 мм размер в размер по диаметру и вытяжкой µпр=1,89. На наружной поверхностях гильз наблюдались плены. Гильзы подавались на пилигримовый стан и прокатывались в калибре диаметром 390 мм в трубы трехкратной длины с кантовкой гильз-труб на угол 70±2° с коэффициентом вытяжки µп=11,22 и подачей гильз в очаг деформации m=12-13 мм. Горячий диаметр труб после пилигримового стана был равен 388-389 мм. Трубы подогревались в газовой роликовой печи до температуры 880-900°С и калибровались в пятиклетевом калибровочном стане с обжатием по диаметру до 1,8%. Принято труб по ТУ 125,1 тонны. Трубы браковались по дефектам металлургического происхождения (наружные плены и волосовины). Брак по локальной кривизне, превышающей 1,0 мм на метр длины, отсутствовал. Трубы требовали ремонта для выведения дефектов перед и после УЗК. Расходный коэффициент металла по трубам данной партии составил 1,301 или на 0,171 меньше, чем по существующей технологии, т.е. расход металла сократился на 171 кг на каждой тонне труб. Средняя длина трубы на сдаче составила 10,42 м, т.е возросла на 11,1%. На трубах из-за наличия наружных плен и волосовин производилась вырезка дефектных мест. Трубы требовали ремонта для выведения дефектов перед и после УЗК. Брак и перевод труб в низшее качество по локальной кривизне отсутствовал.
Таким образом, использование предложенного способа производства бесшовных хладостойких и коррозионно-стойких труб размером 377×9-16 мм на трубопрокатных установках с пилигримовыми станами позволит снизить расходный коэффициент металла (основной экономический показатель при производстве труб) за счет снижения отбраковки и перевода труб в низшее качество по локальной кривизне на один погонный метр, повысить длину товарных труб, что, в свою очередь, дает возможность снизить количество монтажных стыков при строительстве и эксплуатации нефтепроводов в условиях северной климатической зоны, снизить стоимость передела и повысить рентабельность производства труб данного сортамента.
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности

