Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150Х2Х1200 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ
Вид РИД
Изобретение
Способ производства холоднокатаных товарных труб размером 150x2x1200 мм из стали марки 12Х12М1Ф для реакторов нового поколения на быстрых нейтронах
Изобретение относится к металлургическому и трубопрокатному производствам, а именно к способу производства слитков способом электрошлакового переплава из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш), передела их в слитки-заготовки, способу производства из слитков-заготовок ЭШП на ТПУ 8-16" с пилигримовыми станами передельных горячекатаных труб размером 338x25 мм, механической обработки их в передельные трубы размером 325x12 мм с допуском по диаметру ±0,8% и толщине стенки ±10%, переката механически обработанных труб размером 325x12 мм на станах ХПТ 450 и ХПТ 250 в передельные трубы по маршрутам: 325x12 ---- 273x8 ---- 219x5 ---- 194x3,5 мм и переката передельных труб размером 194x3,5 мм в товарные трубы размером 150±1,0х2±0,1х 1200+20/-0 мм повышенной точности по диаметру и стенке для реакторов нового поколения на быстрых нейтронах, и может быть использовано при отливке слитков размером 485х1600±25 мм на установках ЭШП, обточке слитков в слитки-заготовки размером 470x1600±25 мм на ОАО "ЗМЗ", сверлении в слитках-заготовках центрального отверстия диаметром 100±5 мм, переделе слитков-заготовок на ТПУ 8-16" с пилигримовыми станами в передельные горячекатаные трубы-заготовки размером 338x25 мм, механической обработке - расточки и обточки их в передельные трубы размером 325x12 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%, перекате механически обработанных передельных труб размером 325x12 мм на станах ХПТ 450 и ХПТ 250 в товарные холоднокатаные трубы размером 150±1,0х2±0,1х1200+20/-0 мм на ОАО "ЧТПЗ" для использования их на АЭС, имеющих в своем составе реакторы нового поколения на быстрых нейтронах.
В трубопрокатном производстве известен способ производства горячекатаных товарных и передельных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из слитков ЭШП стали марки 10Х9МФБ-Ш (ТУ 14-134-398-2003 "Заготовка трубная - слитки для котельных труб ЭШП", ТУ 14-ЗР-55-2001 "Трубы стальные бесшовные для паровых котлов и трубопроводов", ТИ 158-Тр.ТБ 1-56-2007 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-ЗР-55-2001").
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов на внутренней поверхности в виде плён и разгарных трещин, требуют последующую механическую обработку (расточку) со съёмом металла по 8-10 мм на сторону. Данная марка стали имеет интервал горячей пластичности 1160-900°С и повышенный коэффициент линейного расширения. Если слитки-заготовки ЭШП нагревать до температуры 1160°С, то при прошивке слитков в стане поперечно-винтовой прокатки температура металла в очаге деформации на границе оправка - внутренняя поверхность гильз повышается на 50-70°С, в зависимости от диаметра слитка. При прокатке гильз на пилигримовом стане в товарные трубы с температурой наружной поверхности 1160°С и менее конец прокатки происходит при температуре 800-850°С, в зависимости от диаметра и толщины стенки, что приводит к затяжкам дорнов даже с конусностью 4-5 мм вместо 1,0 по ТИ 158-Тр.ТБ 1-56-2007. Нагрев слитков-заготовок ЭШП данной марки стали выше 1160°С приводит к перегреву внутренней поверхности гильз и массовому образованию внутренних дефектов в виде плен и сетки разгарных трещин. Данные трубы необходимо браковать или растачивать на меньшую толщину стенки со съемом металла более 10 мм на сторону, что в свою очередь приводит к повышенному расходу металла и дополнительной трудоемкой операции - расточке дефектных труб.
В трубопрокатном производстве известен также способ производства труб из труд-нодеформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения, включающий нагрев рабочей части дорна до средней температуры, равной или большей необходимой температуры переднего конца трубы в момент схода её с дорна Тср.д. ≥Тпер.к.т., где Тср.д - средняя температура дорна перед началом прокатки, °С; Тпер.к.т - необходимая температура переднего конца трубы в момент её схода с дорна, °С, нагрев рабочей части дорна с перепадом температуры по длине рабочей части не более 100°С, т.е. Tmax-Tmin<100°С, где Tmax - максимальная температура рабочей части дорна в зоне интенсивной деформации, °С; Tmin - минимальная температура рабочей части дорна, °С (Патент РФ № 2214312, кл. В21В 21/00, 20.10.2003, бюл. № 29).
Недостатком данного способа являются то, что он направлен на снижение количества затяжек дорнов при прокатке труб из труднодеформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения за счет нагрева дорнов перед прокаткой и в процессе прокатки. Данный способ не решает основные технологические вопросы докатки гильз - обкатки пилигримовых головок при температурах ниже нижнего интервала горячей пластичности данных марок стали и сплавов и тем более технологии получения качественных по внутренней поверхности гильз в процессе прошивки слитков-заготовок ЭШП и прошивки - раскатки гильз-заготовок в гильзы в стане поперечно-винтовой прокатки.
Известен также способ производства бесшовных горячекатаных передельных длинномерных труб из труднодеформируемых марок стали и сплавов, включающий прокатку гильз-заготовок в передельные горячекатаные трубы-заготовки на пилигримовом стане в калибрах валков при разности между внутренним диаметром гильз-заготовок и средним диаметром дорнов равной Dг.вн - Dcp.д=10-20мм и с обеспечением вытяжки μ≤6,0, где μ - коэффициент вытяжки на пилигримовом стане; Dг.вн - внутренний диаметр гильзы, мм; Dcp.д - средний диаметр дорна, мм. Прокатку труб на пилигримовом стане в валках с круглым калибром с углом поперечного выпуска на полирующем участке α=25-30°, где α - угол поперечного выпуска валков пилигримового стана на полирующем участке, град., или прокатку на пилигримовом стане в валках с овальным калибром с отношением В/H=1,1-1,15, где В- ширина калибра валка на полирующем участке, мм; H - высота калибра валка, мм (Патент РФ № 2266132, кл. В21В 21/00, 27.03.2004, бюл. № 9).
Недостатком данного способа, как и выше приведенного аналога, является то, что он также направлен на снижение количества затяжек дорнов при прокатке труб из труднодеформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения за счет прокатки в валках с повышенной овализацией и не решает основного технологического вопроса докатки гильз - обкатки пилигримовых головок при температурах ниже нижнего интервала горячей пластичности данных марок стали и сплавов, технологии получения качественных по внутренней поверхности гильз в процессе прошивки слитков-заготовок и прошивки - раскатки гильз-заготовок в гильзы в стане поперечно-винтовой прокатки.
В трубной промышленности известен также способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий отливку полых слитков высотой 1750-2100 мм на установках электрошлакового переплава. Слитки обтачивают и растачивают до удаления окалины и микротрещин на диаметр 400-620 мм с отношением диаметра к толщине стенки D/S=3,0-4,0, большие значения которых соответствуют слиткам-гильзам меньшего диаметра. Затем слитки-гильзы нагревают до температуры пластичности и прошивают - раскатывают в стане поперечно-винтовой прокатки в гильзы с вытяжками μ=1,5-1,7, большие значения которых соответствуют гильзам большего диаметра. Гильзы, прошитые - раскатанные с вытяжками μ=1,5-1,6, прокатывают на пилигримовых станах в передельные трубы, а гильзы прошитые - раскатанные с вытяжками μ=1,6-1,7 - в товарные трубы.
Недостатком данного способа является то, что он только частично снижает образование дефектов на внутренних поверхностях гильз за счет снижения коэффициента вытяжки (обжатия гильз - заготовок по стенке) в очаге деформации при прошивке - раскатке гильз-заготовок из коррозионностойких труднодеформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения в станах поперечно-винтовой прокатки. Данный способ не решает технологические вопросы нагрева слитков ЭШП из стали марки 12Х12М1БФРУ-Ш, прошивки и прокатки передельных труб из труднодеформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения и прокатки их на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150±1,0х2±0,1x1200+20/-0 мм для последующего использования их в реакторах нового поколения на быстрых нейтронах.
Наиболее близким техническим решением (прототипом) является способ производства передельных труб из низкопластичной стали с содержанием бора 1,3-1,8%, включающий отливку электрошлаковым переплавом полых слитков размером 480-490хвн.270х2300-2500 мм, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 470-480хвн.280x2300-2500 мм с чистотой поверхности Rz≤40 мкм, на концах которых, соответствующих донным концам полых слитков ЭШП, выполнены с наружной поверхности конуса на длине L=(1,5-2,0)Sз с толщиной притупления h=(5,0-6,0)Sm, где Sm - толщина стенки передельных труб, мм; Sз - толщина стенки полых
заготовок электрошлакового переплава, мм; h - толщина притупления стенки полых слитков-заготовок электрошлакового переплава, мм, нагрев заготовок до температуры 1040-1060°С и прокатку их на пилигримовом стане в передельных горячекатаных труб размером 290x12x22000-23000 мм на дорнах диаметром 264/265 мм с вытяжкой μ=10,7-11,4, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, теплую правку на шестивалковой правильной машине с использованием температуры прокатного нагрева и отгрузку передельных труб в цех № 5 для выполнения всех последующих операций по технологическому процессу передела горячекатаных труб в шестигранные трубы-заготовки размером "под ключ" 257+2/-3х6+2/-1х4300+80/-30 мм (Патент РФ № 2297893, кл. В21В 21/00, 27.04.2007).
Недостатком данного способа производства шестигранных труб-заготовок является то, что он направлен на производство шестигранных труб-заготовок из борсодержащей стали ЧС82 размером "под ключ" 257+2/-3х6+2/-1х4300+80/-30 мм, т.е. с более широким полем допуска круглых труб по диаметру и толщине стенки и не решает технические и технологические вопросы производства товарных труб размером 150±1,0х2±0,1x1200+20/-0 мм из новой марки стали 12Х12М1БФРУ (ЭП450У-Ш) для реакторов АЭС на быстрых нейтронах.
Задачей предложенного способа является промышленное производство холоднокатаных товарных труб размером 150±1х2±0,1х1200+20/-0 мм из стали 12Х12М1ФБРУ-Щ (ЭП 450У-Ш) для реакторов нового поколения на быстрых нейтронах за счет освоения производства качественных горячекатаных труб размером 338x25 мм, технологии передела их в механически обработанные передельные трубы размером 325x12 мм с гарантированным допуском по диаметру ±0,8% и стенке ±10,0%, для последующего переката на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150x2x1200+20/-0 мм повышенной точности по диаметру и толщине стенки для оснащения АЭС реакторами нового поколения на быстрых нейтронах, снижение расхода металла, при переделе слиток ЭШП - передельная горячекатаная труба - передельная механически обработанная труба - товарная холоднокатаная труба размером 150х2х1200+20/-0 мм, а следовательно, снижение их стоимости.
Технический результат достигается тем, что в известном способе производства холоднокатаных товарных труб размером 150x2x1200 мм из стали марки 12Х12М1БФРУ-Ш для реакторов нового поколения на быстрых нейтронах, характеризующемся тем, что слитки ЭШП размером 485x1600±25 мм, обтачивают в слитки-заготовки размером 470x1600±25 мм, в слитках-заготовках сверлят сквозное отверстие диаметром 100±5 мм, нагревают в методической печи до температуры 1120-1140°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 480хвн.315х2500±40 мм на оправке диаметром 300 мм с подъемом по диаметру 5=2,1-2,2% и вытяжкой μпр=1,55-1,56, гильзы прокатывают на пилигримовом стане на дорнах диаметром 282/286 мм в калибре 340 мм в передельные горячедеформированные трубы размером 338х25х9000±200 мм с вытяжкой μп=4,07-4,08, обжатием - посадом по диаметру Δ=(29,5-29,6)% и подачей гильз в очаг деформации m=16-18 мм, удаляют пилой горячей резки пилигримовые головки и затравочные концы, трубы размером 338х25х9000±200 мм правят в шестивалковой правильной машине до кривизны h≤3 мы на длину 4500±100 мм и разрезают на две трубы-заготовки равной длины, которые растачивают и обтачивают в передельные трубы-заготовки размером 3 25х12x4500± 100 мм со съемом металла по внутренней и наружной поверхностям ΔSвн.=ΔSн≤6,5 мм с чистотой поверхности Rz≤30 мкм, с допуском по диаметру ±0,8% и толщине стенки ±10%, передельные механически обработанные трубы размером 325х12х4500±100 мм перекатывают на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150x2 мм по маршрутам: 325х12х4500±100 ---- 273х8х7600±150 ---- 219х5х14500±300 мм, трубы размером 219х5х14500±300 мм разрезают на две трубы-заготовки размером 219х5х7250±150 мм и перекатывают на стане ХПТ 250 в передельные трубы размером 194x3,5x11300±240 мм, которые разрезают на две трубы равной длины 194х3,5х5650±120 мм, перекатывают в товарные трубы размером 150х2х12300±270 мм и разрезают на кратные товарные трубы размером 150x2x1200+20/-0 мм, дефекты на наружной и внутренней поверхностях передельных механически обработанных труб размером 325x12 мм в виде черновин глубиной не более 0,5 мм, расположенные на разных поверхностях со смещением относительно друг друга по окружности, удаляют пологой зачисткой с чистотой поверхности Rz≤30 мкм, а величину смещения определяют из выражения:  где d- наружный диаметр передельной трубы, мм, передельные трубы размером 194x3,5 мм перекатывают на стане ХПТ 250 в товарные размером 150x2 мм с допуском по диаметру ±1,0 мм (±0,65%) и стенке ±0,1 мм (±5,0%).
где d- наружный диаметр передельной трубы, мм, передельные трубы размером 194x3,5 мм перекатывают на стане ХПТ 250 в товарные размером 150x2 мм с допуском по диаметру ±1,0 мм (±0,65%) и стенке ±0,1 мм (±5,0%).
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ характеризуется тем, что слитки ЭШП размером 485x1600±25 мм, обтачивают в слитки-заготовки размером 470x1600±25 мм, в слитках-заготовках сверлят сквозное отверстие диаметром 100±5 мм, нагревают в методической печи до температуры 1120-1140°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 480хвн.315х2500±40 мм на оправке диаметром 300 мм с подъемом по диаметру δ=2,1-2,2% и вытяжкой μпр=1,55-1,56, гильзы прокатывают на пилигримовом стане на дорнах диаметром 282/286 мм в калибре 340 мм в передельные горячедеформированные трубы размером 338х25х9000±200 мм с вытяжкой μп=4,07-4,08, обжатием - посадом по диаметру Δ=(29,5-29,6)% и подачей гильз в очаг деформации m=16-18 мм, удаляют пилой горячей резки пилигримовые головки и затравочные концы, трубы размером 338х25х9000±200 мм правят в шестивалковой правильной машине до кривизны h≤3 мм на длину 4500±100 мм и разрезают на две трубы-заготовки равной длины, которые растачивают и обтачивают в передельные трубы-заготовки размером 325х12х4500±100 мм со съемом металла по внутренней и наружной поверхностям ΔSвн.=ΔSн≤6,5 мм с чистотой поверхности Rz≤30 мкм, с допуском по диаметру ±0,8% и толщине стенки ±10%, передельные механически обработанные трубы размером 325х12х4500±100 мм перекатывают на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150x2 мм по маршрутам: 325х12х4500±100 ---- 273х8х7600±150 ---- 219х5х14500±300 мм, трубы размером 219х5х14500±300 мм разрезают на две трубы-заготовки размером 219х5х7250±150 мм и перекатывают на стане ХПТ 250 в передельные трубы размером 194x3,5x11300±240 мм, которые разрезают на две трубы равной длины 194х3,5х5650±120 мм, перекатывают в товарные трубы размером 150х2х12300±270 мм и разрезают на кратные товарные трубы размером 150x2x1200+20/-0 мм, дефекты на наружной и внутренней поверхностях передельных механически обработанных труб размером 325x12 мм в виде черновин глубиной не более 0,5 мм, расположенные на разных поверхностях со смещением относительно друг друга по окружности, удаляют пологой зачисткой с чистотой поверхности Rz≤30 мкм, а величину смещения определяют из выражения: где d - наружный диаметр передельной трубы, мм, передельные трубы размером 194x3,5 мм перекатывают на стане ХПТ 250 в товарные размером 150x2 мм с допуском по диаметру ±1,0 мм (±0,65%) и стенке ±0,1 мм (±5,0%). Таким образом, заявляемый способ соответствует критерию "изобретательский уровень".
Сравнение заявляемого решения (способа), не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности "изобретательский уровень".
Способ опробован при отливке слитков на установке ЭШП размером 485x1600 мм, обточке их в слитки-заготовки размером 470x1600 мм на ОАО "ЗМЗ", сверловке в слитках-заготовках центрального сверления диаметром 100±5 мм, нагреве в методических печах до температуры 1120-1130°С, прокатке передельных труб размером 338х25х 9000 мм на трубопрокатной установке с пилигримовыми станами 8-16", порезке на две трубы-заготовки размером 338x25x4500 мм, механической обработке - расточке и обточке их в передельные трубы-заготовки размером 325x12x4500 мм с допуском по диаметру ±0,8% и толщине стенки ±10,0%) и перекате их на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150±1,0х2±0,1х1200+20/-0 мм на ОАО "ЧТПЗ".
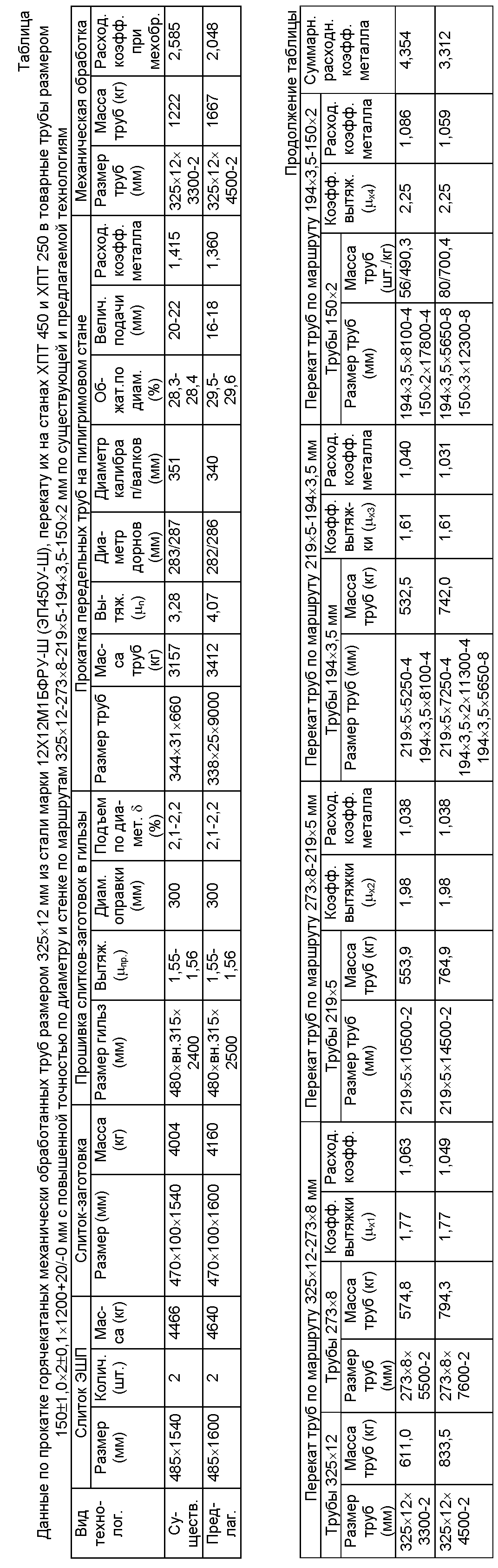
По существующей технологии 2 слитка-заготовки размером 470x100x1540 мм общей массой 4040 кг были нагреты в методической печи до температуры 1160 и 1170°С. Прошивку слитков-заготовок в стане поперечно-винтовой прокатки производили на оправке диаметром 300 мм. При прошивке на гильзах были внутренние плены и небольшие рванины. Прокатку гильз на пилигримовом стане производили в валках с калибром 351 мм на дорнах диаметром 283/287 мм с конусностью 4,0 мм в передельные трубы размером 344x31x6600 мм. Прокатку труб производили с подкладными углеродистыми кольцами с подачами гильз в очаг деформации m=20-22мм. Трубы сошли с дорна удовлетворительно, т.к. температура конца прокатки была 860-870°С. На внутренней поверхности труб были плены и поперечные рванины. Трубы были выправлены на правильной машине и порезаны на две трубы-заготовки размером 344x31x3300 мм. Трубы-заготовки были расточены до удаления внутренних дефектов, а затем обточены на диаметр 325 мм. Толщина стенки труб составила от 9 до 12,5 мм. Трубы были переданы в цех № 5 и на станах ХПТ 450 и ХПТ 250 были перекатаны в товарные трубы размером 150x2x1200+20/ -0 мм по маршрутам: 325x12x3300 ---- 273x8x5500 ---- 219x5x10500 мм. Трубы размером 219x5x10500 мм были порезаны на две трубы-заготовки размером 219х 5x5250 мм, а затем перекатаны на стане ХПТ 250 в передельные трубы размером 194x3,5x8100 мм. Холоднокатаные трубы размером 194x3,5x8100 мм были перекатаны на стане ХПТ 250 в товарные трубы размером 150x2x17800 мм, которые были разрезаны на мерные длины размером 150х2х1200+20/-0 мм. Из трубы длиной 17800 мм было получено 14 товарных труб-заготовок размером 150х2х1200+20/-0 мм. Из двух слитков-заготовок получено 112 товарных труб-заготовок размером 150x2x1200+20/-0 мм общей массой 980,6 кг с допуском во диаметру ±1,25 мм и стенке ±0,2 мм. Трубы были приняты как условно годные. Суммарный расходный коэффициент металла по существующей технологии при переделе слиток-заготовка ЭШП размером 470x1540 мм - передельная горячекатаная механически обработанная труба-заготовка размером 325x12x3300 мм - товарная труба - заготовка размером 150х2х1200+20/-0 мм составил 4,554.
По предлагаемой технологии 2 слитка размером 485x1600 мм на ОАО "ЗМЗ" были обточены в слитки-заготовки размером 470x1600 мм. На ОАО "ЧТПЗ" были просверлены на диаметр 100±5 мм, нагреты в методической печи до температуры 1130°С, выданы из печи, прошиты в стане поперечно-винтовой прокатки в гильзы размером 480хвн.315x2500 мм и прокатаны на пилигримовом стане в передельные горячекатаные трубы размером 338x25x9000 мм. Прокат передельных горячекатаных труб производили на дорнах диаметром 282/286 мм, нагретых до температуры 500-600°С (ориентировочно), прокаткой 2-х настроечных гильз из стали марки 20 размером 480хвн.315x2750 мм, в калибре 340 мм с подачей гильз в очаг деформации m = 16-18 мм. Трубы были порезаны на две равные части, расточены и обточены в передельные механически обработанные трубы-заготовки размером 325x12x4500 мм. На одной трубе-заготовке на наружной поверхности осталась чернота площадью 20x25 мм глубиной 0,5 мм, которая была удалена абразивной зачисткой с чистотой поверхности Rz≤30 мкм.
При переделе 2 слитков-заготовок размером 470x100x1600 мм получено 4 по 18,0 м передельных механически обработанных труб размером 325x12 мм с допуском по диаметру ±0,8% (±2,5 мм) и стенке ±10% (±1,2 мм). Передельные механически обработанные трубы размером 325x12x4500 мм были перекатаны на станах ХПТ 450 и ХПТ 250 в холоднокатаные передельные трубы по маршрутам: 325x12x4500 ---- 273x8x7600 ---- 219x5x14500 мм. Трубы размером 219x5x14500 мм были порезаны на две равные части размером 219x5x7250 мм, а затем перекатаны на стане ХПТ 250 в передельные трубы размером 194x3,5x11300 мм, которые были перерезаны на равные длины размером 194х3,5х5650 мм. Трубы размером 194x3,5x5650 мм были перекатаны на стане ХПТ 250 в товарные трубы размером 150x2x12300 мм, из которых было получено по 10 товарных труб размером 150±1х2±0,1х1200+20/-0 мм. Из двух слитков-заготовок ЭШП размером 470x100x1600 мм получено 160 товарных труб-заготовок размером 150±1,0х2±0,1x1200+20/-0 мм общей массой 1400,8 кг. Сквозной расходный коэффициент металла от слитка ЭШП до товарной трубы размером 150x2x1200 мм составил 3,312. Товарные трубы размером 150х2х1200+20/-0 мм по геометрическим параметрам полностью отвечали требованиям заказчика ОАО "ВНИИНМ" им. А.А. Бочвара (Высокотехнологический научно-исследовательский институт неорганических материалов имени академика А.А. Бочвара).
Данные по прокатке горячекатаных механически обработанных труб размером 325x12 мм из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш), перекату их на станах ХПТ 450 и ХПТ 250 в товарные трубы размером 150±1,0х2±0,1х1200+20/-0 мм с повышенной точностью по диаметру и стенке по маршрутам 325x12 ---- 273x8 ---- 219x5 ---- 194x3,5 ---- 150x2 мм по существующей и предлагаемой технологиям приведены в таблице. Из таблицы видно, что при производстве передельных горячекатаных механически обработанных труб размером 325x12 мм из стали марки 12Х12М1БФРУ-Ш по предлагаемой технологии получены трубы с допуском по диаметру ±0,8% и стенке ±10,0%, прокатка которых на станах ХПТ 450 и ХПТ 250 дает возможность производить товарные трубы размером 150x2x1200+20/-0 мм с допуском по диаметру ±1,0 мм и стенке ±0,1 мм, что полностью отвечает требованиям заказчика. Получено снижение расходного коэффициента металла на 1242 кг на каждой тонне товарных труб, исключена трудоемкая операция расточки и обточки труб размером 344x31мм с дефектами на внутренней поверхности в передельные механически обработанные размером 325x12 мм.
Использование предложенного способа производства товарных труб размером 150±1,0х2±0,1х1200+20/-0 мм из слитков-заготовок ЭШП размером 470x100х1600±25 мм стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) позволит освоить производство труб размером 150x2x1200 мм с повышенной точностью по диаметру и стенке для реакторов нового поколения на быстрых нейтронах, снизить расходный коэффициент металла при переделе слиток ЭШП - слиток-заготовка ЭШП - передельная горячекатаная труба размером 325x12 мм - товарная холоднокатаная труба размером 150±1,0х2±0,1х1200+20/-0 мм, а следовательно, снизить их стоимость.
Способ изготовления сварных труб большого диаметра
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ изготовления сварных труб большого диаметра
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш

