Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ЗЕРКАЛЬНОГО МОДУЛЯ РЕНТГЕНОВСКОГО ТЕЛЕСКОПА, СОДЕРЖАЩЕГО N КОАКСИАЛЬНЫХ ВКЛАДЫШЕЙ, ОБРАЗУЮЩИХ ЭЛЕМЕНТАРНЫЕ ЗЕРКАЛА
Вид РИД
Изобретение
Изобретение относится к оптическому приборостроению, рентгеновской астрономии и может быть использовано при разработке способов сборки зеркальной системы телескопов, предназначенных для наблюдения астрономических объектов в рентгеновском диапазоне спектра электромагнитного излучения, в частности касается способа сборки зеркального модуля рентгеновского телескопа, содержащего N коаксиальных вкладышей, образующих элементарные зеркала.
Тенденции развития рентгеновской астрономии направлены на улучшение пространственного разрешения приборов, расширение энергетического диапазона в сторону жестких энергий и увеличение поля зрения телескопов. Эти задачи решаются путем использования усовершенствованной оптики, оптимизации конструкции зеркальных модулей, повышения технологичности изготовления плотно вложенных тонких оболочек (вкладышей), уменьшения веса. Основные характеристики телескопов напрямую зависят от способов изготовления зеркальных систем. При практической разработке зеркальных систем скользящего падения для рентгеновских телескопов часто возникает задача выбора таких параметров системы, при которых одновременно достигаются максимальная светосила и разрешение в заданном поле зрения. Детальное знание зависимости коэффициента зеркального отражения от микрогеометрии отражающей поверхности, а также углового распределения рассеянного излучения (индикатрисы рассеяния) позволяет количественно определить светосилу системы, которая характеризуется эффективной площадью. Требования получения максимальной светосилы и разрешения противоречат одно другому. Задача поиска оптимальных параметров системы может быть решена как расчетным, так и аналитическим путем.
Известен способ сборки устройства для концентрации расходящегося пучка рентгеновского излучения, содержащего коаксиальные вкладыши, из описания к авторскому свидетельству (А.С.) СССР №1491232 (авторы Кумахов М.А. и др., МПК G21K 1/06, опубликовано 20.04.1998 г., бюл. №11). Устройство для концентрации расходящегося пучка рентгеновского излучения по этому А.С. является аналогом рентгеновской оптики для астрономического телескопа и включает набор коаксиальных вкладышей с внутренними отражающими поверхностями и одинаковой разностью радиусов соседних вкладышей. Выходные концы вкладышей расположены в одной плоскости, являющейся выходной плоскостью устройства, а входные расположены на поверхности вращения, имеющей гиперболическую образующую.
Известен также способ сборки зеркального модуля рентгеновского телескопа ХММ, описанный в статье Producing the X-ray Mirrors for ESAT′s XMM Spacecraft (авторы Шамбюр Д. и др., опубликован в ESA №89, февраль 1997, с.68-79). Представленный в статье способ сборки оптического устройства подходит для сборки зеркального модуля, содержащего N коаксиальных вкладышей (элементарных зеркал) типа WOLTER I, функционирующих в энергетическом диапазоне от 0,003 КэВ до 100 КэВ (то есть на длинах волн в диапазоне от 400 нм до 0,01 нм). В процессе сборки каждый вкладыш, начиная с находящегося ближе всего к центру, подвергается обмеру, а затем устанавливается в заданное положение своим вторым концом и закрепляется на основании, причем сборка этих вкладышей осуществляется в направлении от центра к наружной стороне данного оптического устройства. Способ включает вклейку вкладышей в пазы основания на стенде, включающем оптическую скамью. Вклейку производят, начиная с вкладыша, находящегося ближе всего к центру, являющегося самым внутренним в зеркальном модуле. Вкладыш размещают на основании выходным концом, который выполнен большим диаметром, чем входной конец. Ввод вкладышей в пазы основания осуществляют вертикальным перемещением с помощью транслятора оптической скамьи стенда, на котором их фиксируют удерживающим узлом с возможностью их наклона и горизонтального смещения. Перед окончательным вклеиванием вкладышей в пазы основания осуществляют их предварительное вклеивание эпоксидным клеем, после чего контролируют их оптические характеристики путем тестирования, сравнивая с эталоном, стоящим свободно без склейки, и затем осуществляют окончательное вклеивание вкладышей. После вклейки первого вкладыша на основании зеркального модуля снаружи его размещают второй вкладыш, непосредственно примыкающий к первому, после чего осуществляют предварительное вклеивание и контроль оптических характеристик второго вкладыша, а затем его окончательно вклеивают. Последним размещают на основании N-й вкладыш, который находится дальше всего от центра и является самым наружным в зеркальном модуле.
Несмотря на то, что можно проконтролировать оптические характеристики каждого вкладыша, образующего зеркало, нет возможности внести индивидуальные коррективы для каждого из вкладышей. Следует также отметить, что операция сборки влечет за собой деформации оптической системы и дифференциальные деформации, последние связаны с различными тепловыми коэффициентами расширения между вкладышами и их основанием, кроме того, достаточно трудно выставить соответствующим образом вдоль одного направления все вкладыши и обеспечить совпадение их фокусов. Применение эталонного цилиндра требует дополнительного времени на выставление и проверку позиционирования самого эталонного цилиндра, что усложняет способ.
Известен другой способ сборки зеркального модуля рентгеновского телескопа, содержащего N коаксиальных вкладышей, которые представляют собой элементарные зеркала. Этот способ выбран в качестве наиболее близкого аналога по количеству сходных признаков и решаемой задаче (RU 2225629 C2, G02B 23/00, опубликовано 10.03.2004, заявители АЖАНС СПАСЬЯЛЬ ЭРОПЕЕН (FR), ЮНИВЕРСИТЕ ДЕ ЛЬЕЖ (BE)). Данный способ сборки частично устраняет недостатки предыдущего аналога и позволяет осуществить требуемые обмеры, а в случае необходимости, внести коррективы всякий раз при установке нового вкладыша. Способ заключается в том, что сборка производится, начиная с установки вкладыша, находящегося дальше всего от центра, устанавливая и закрепляя вкладыши своими концами с меньшим диаметром на основании. Способ сборки включает последовательную вклейку в пазы основания вкладышей, начиная с вкладыша, являющегося самым наружным в зеркальном модуле, и контроль оптических характеристик каждого вкладыша. Ввод вкладышей в пазы основания осуществляют оборудованием для манипуляций с вкладышами, описанным в предыдущем аналоге, - с помощью транслятора оптической скамьи стенда для вклейки. Перед фиксацией каждого вкладыша осуществляют его позиционирование на основании, обмер топографических характеристик внутренней поверхности, повторное позиционирование на основании, в случае необходимости, в зависимости от результатов обмера его топографических характеристик. При обмере топографических характеристик вкладышей используют дифференциальное измерение путем сканирования внутренней поверхности вкладыша и эталонного цилиндра, располагающегося на основании в эталонном положении, причем упомянутое дифференциальное измерение осуществляют без механического контакта при помощи датчиков, размещенных на измерительном столе, параметры перемещения которого определяются по отношению к эталонному цилиндру. В процессе установки вкладыши удерживаются в точках, распределенных одинаковым образом, по краям, и перемещаются параллельно оси с использованием эталонного цилиндра в качестве ориентира в горизонтальных осях таким образом, чтобы обеспечить перемещение вкладыша вдоль заданной траектории, которая позволяет поместить вкладыш на требуемом месте без касания с установленными ранее вкладышами. За сканированием рассчитывается оптимальное положение вкладыша, и используемое оборудование манипулирования обеспечивает, в случае необходимости, перестановку этого вкладыша. Затем вкладыш закрепляют в требуемом положении путем приклеивания или при помощи механического крепления, например, винтами. При этом оборудование для манипуляций отсоединяется от вкладыша. В этот момент вес вкладыша передается на основание, что вызывает его деформацию. Эта деформация подвергается измерению, и устройство компенсации деформаций создает усилия, обеспечивающие компенсацию этой деформации для того, чтобы перевести основание в его исходное положение. Однако может оказаться, что установка вкладыша вызывает появление небольших погрешностей угла и небольшие локальные деформации зеркала, имеющие величину порядка нескольких микрон, в окрестности точек его закрепления. Эти погрешности могут быть компенсированы путем повторного обмера при помощи сканирования топографических характеристик вкладыша. После фиксации снова осуществляют обмер топографических характеристик внутренней поверхности вкладыша, закрепленного на основании, и производят ионную обработку, в случае необходимости, его внутренней поверхности. Различие между измеренными и желательными топографическими характеристиками позволяет определить количество материала, которое необходимо удалить при помощи ионной обработки, и отрегулировать параметры ионной обработки. В этом случае система измерения удаляется и на ее место устанавливается силовая головка, содержащая устройство позиционирования по трем осям, предназначенное для точного размещения головки обработки по отношению к эталонному цилиндру. После окончательной фиксации положения вкладыша наносят отражающее покрытие и осуществляют оптическую проверку вкладыша с помощью устройства сканирования, оборудованного датчиками, например, лазерного типа, магнитного типа или же емкостного типа, обеспечивающими измерения параметров оптических поверхностей. После того как один вкладыш установлен и закреплен на основании устанавливают следующий, повторяя для этого описанную выше последовательность операций.
Недостатком данного способа является его сложность, нетехнологичность из-за необходимости применения неоднократно повторяющихся операций на каждом этапе процесса установки каждого вкладыша, кроме того, контроль топографических характеристик в процессе позиционирования вкладышей относительно основания осложняет эту процедуру, что может привести к снижению точности, т.к. сужает спектр измерений. Применение эталонного цилиндра, как и в предыдущем аналоге, требует дополнительного времени на выставление и проверку позиционирования самого эталонного цилиндра. Следует также отметить, что описанная методика внесения индивидуальных коррективов для каждого вкладыша вносит ограничения на выбор направления сборки вкладышей, т.к. в этом случае сборку с контролем характеристик каждого вкладыша можно осуществить только, начиная с установки вкладыша, находящегося дальше всего от центра, в направлении от наружной стороны к центру данного зеркального модуля.
Технический результат заявляемого способа заключается в обеспечении точности сборки более простым путем - обеспечения выставления основания, запирающей оболочки и зеркала с точностью Δφ1≤ ±3” без многократно повторяющихся операций.
Указанный технический результат достигается за счет того, что в способе сборки зеркального модуля рентгеновского телескопа, содержащего N коаксиальных вкладышей, образующих элементарные зеркала, включающем последовательную вклейку в пазы основания вкладышей с предварительным их позиционированием относительно основания и контролем топографических характеристик каждого вкладыша, юстировку основания и вкладышей и контроль оптических характеристик каждого вкладыша, при этом ввод вкладышей в пазы основания осуществляют с помощью транслятора оптической скамьи стенда для вклейки, на котором их фиксируют удерживающим узлом с возможностью наклона, вертикального и горизонтального перемещения, контроль топографических характеристик каждого вкладыша проводят до их позиционирования относительно основания, которое осуществляют над ним без касания, а юстировку основания и вкладышей осуществляют относительно пучка лазерного излучения видимого спектрального диапазона с квазиплоским волновым фронтом, расходимостью θ, которую выбирают из условия θ≤3·10-5 рад, причем контроль оптических характеристик осуществляют путем регистрации фокального пятна зеркала на детекторе с зарядовой связью, которое совмещают с перекрестьем, фиксирующим оптическую ось пучка.
Кроме того:
- вклейку можно осуществлять в вертикальном положении;
- при позиционировании вкладышей над основанием зазор выбирают не более 1 мм;
- в процессе вклейки вкладышей в пазы основания формируют зазор между ними, не превышающий 5 мм;
- в качестве источника лазерного излучения видимого спектрального диапазона используют He-Ne лазер с длиной волны λ=0,63 мкм.
Проведение контроля топографических характеристик каждого вкладыша до их позиционирования относительно основания позволяет упростить и удешевить процесс контроля, а также обеспечить более широкий спектр измерений, что повышает точность контроля.
Осуществление позиционирования вкладышей над основанием с зазором не более 1 мм, без предварительной установки на основание, позволяет избежать повреждения вкладыша в основании, сокращает время позиционирования и увеличивает точность положения вкладышей относительно основания. Выбор величины зазора был сделан экспериментальным путем и связан с точностью и удобством осуществления.
Осуществление юстировки основания и вкладышей относительно пучка повышает точность и сокращает время юстировки, кроме того, позволяет осуществлять сборку, начиная как с внутреннего вкладыша, так и с наружного.
Применение излучения видимого спектрального диапазона и выбор типа лазера, в качестве которого используют He-Ne лазер с длиной волны λ=0,63 мкм, связаны с обеспечением необходимых требований, предъявляемых к характеристикам пучка, а также простотой эксплуатации.
Формирование лазерного пучка с квазиплоским волновым фронтом, расходимостью θ, выбранной экспериментально расчетным путем из условия θ≤3·10-5 рад, позволяет обеспечить точность выставления и позиционирования вкладышей относительно основания и друг друга.
Осуществление контроля оптических характеристик путем регистрации фокального пятна зеркала на детекторе с зарядовой связью, которое совмещают с перекрестьем, фиксирующим оптическую ось пучка, необходимо и достаточно для точного выставления и позиционирования вкладышей относительно основания и друг друга простым и дешевым способом.
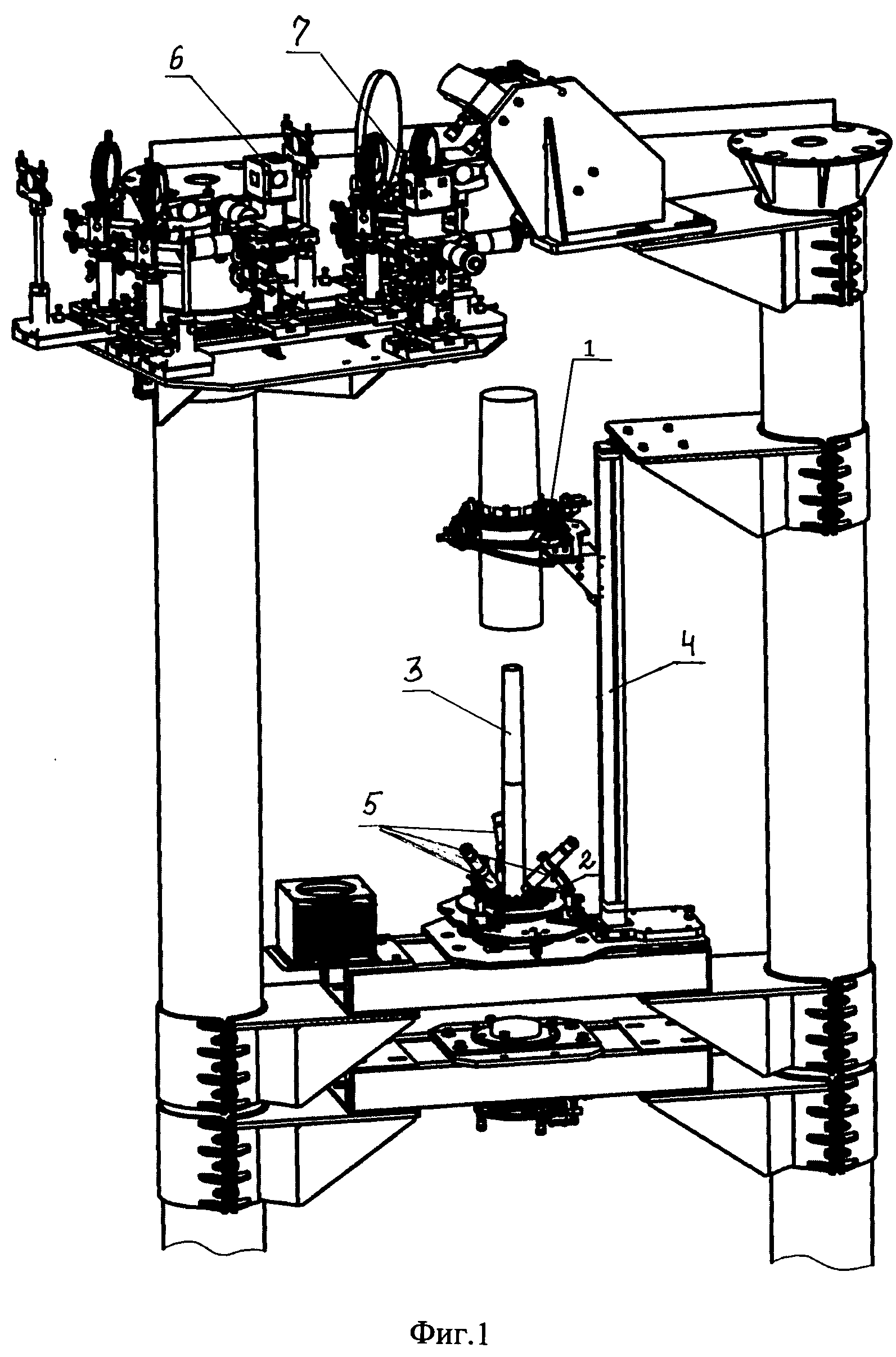
На фиг.1 изображен общий вид вертикальной оптической скамьи стенда для вклейки вкладышей.
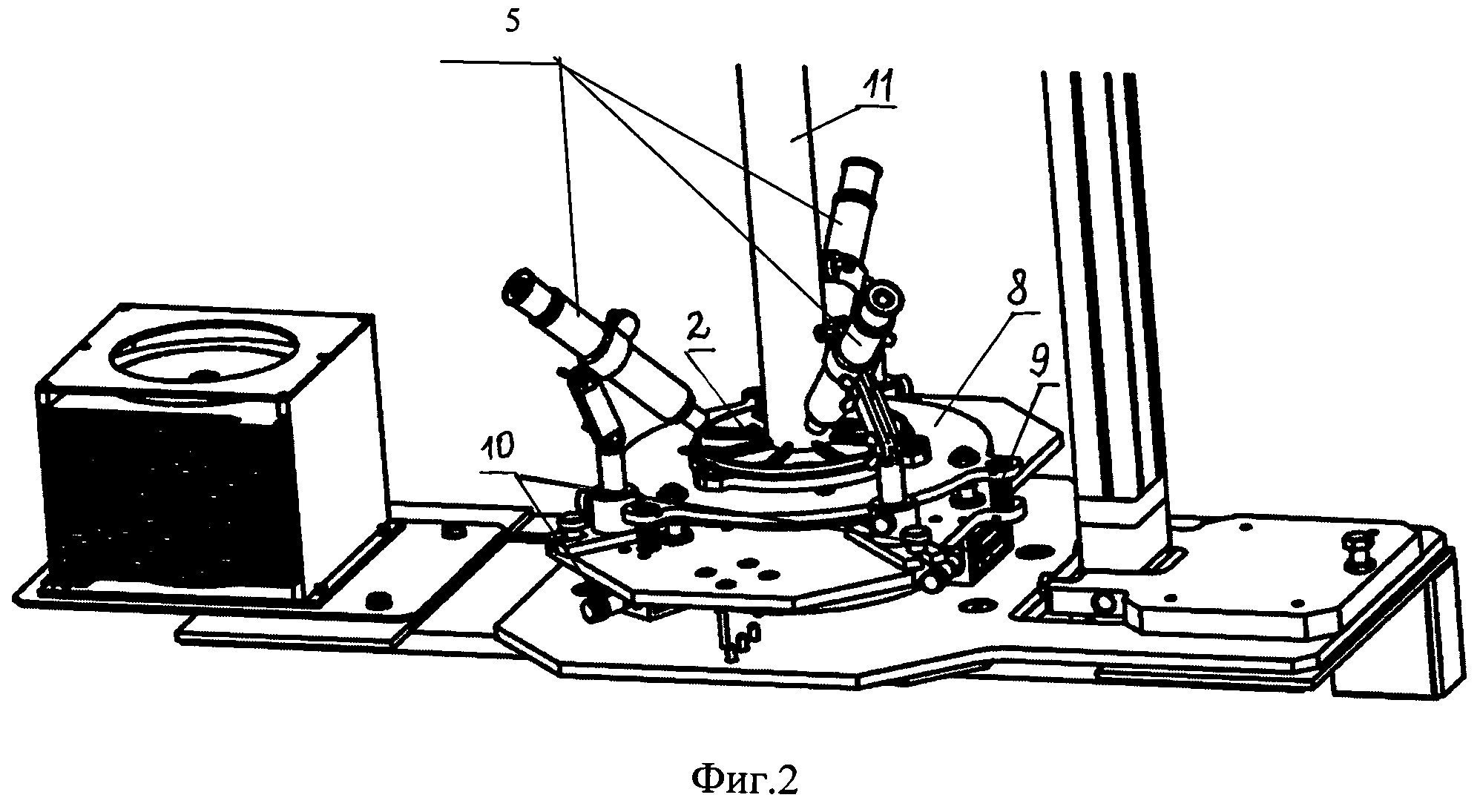
На фиг.2 - удерживающий узел основания.
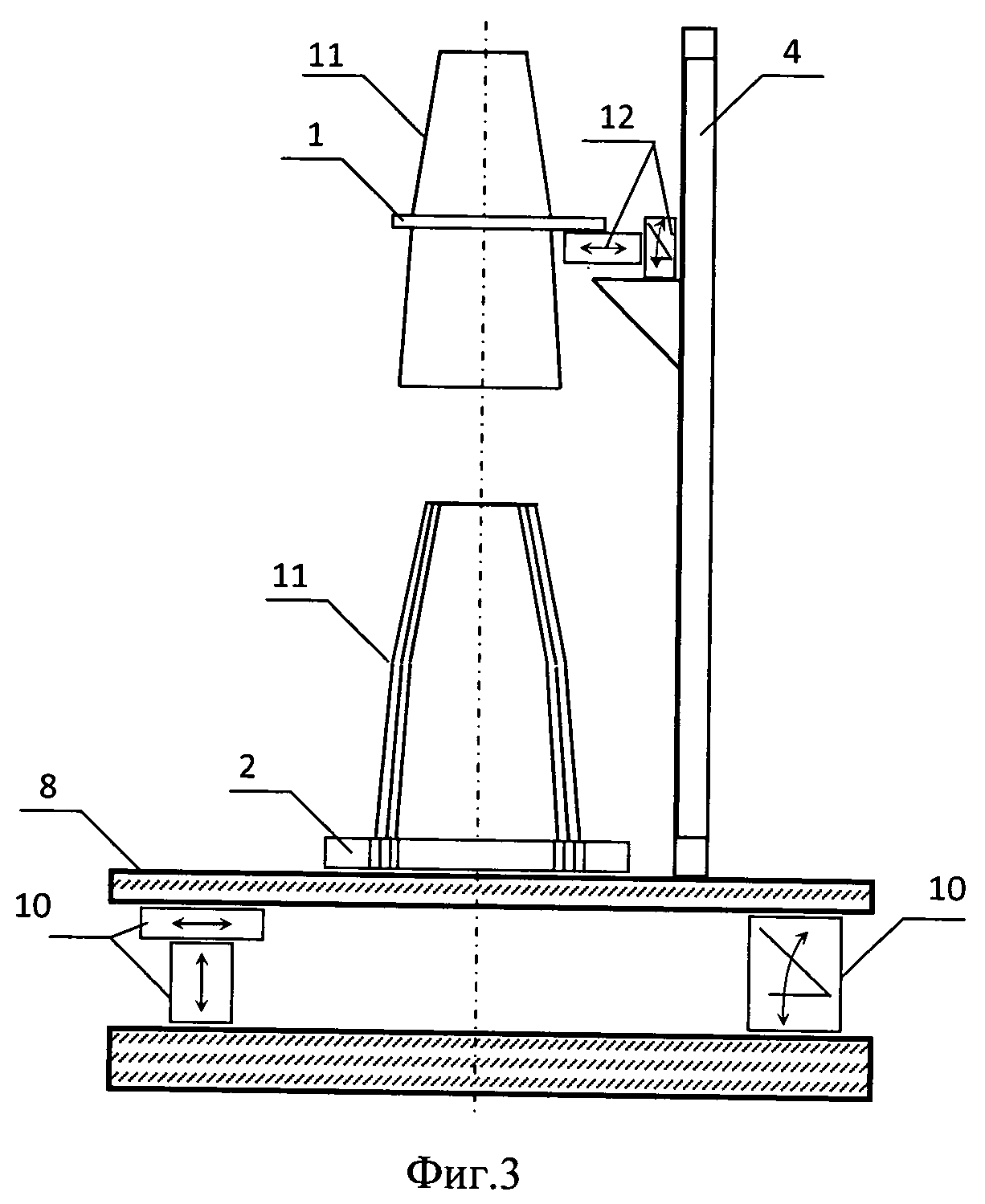
На фиг.3 - схема стенда сборки с удерживающим узлом вкладышей.
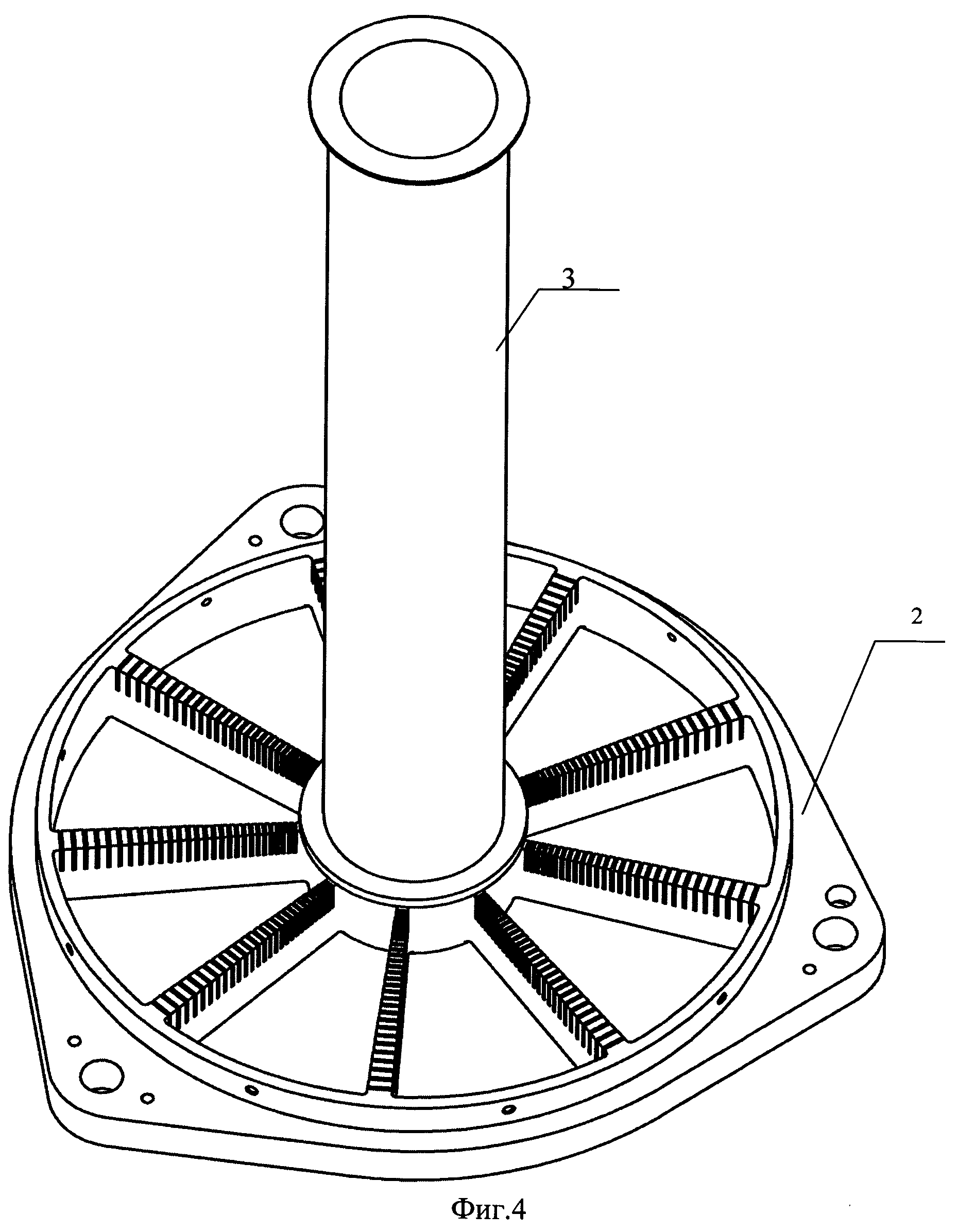
На фиг.4 - основание с пазами и замыкающей оболочкой.
Обозначения к фигурам: 1 - узел удержания вкладышей; 2 - основание; 3 - замыкающая оболочка; 4 - транслятор BOC; 5 - микроскопы; 6, 7 - CCD; 8 - опорная плита зеркальной системы; 9 - крепежные болты; 10 - микрометрические столики основания; 11 - вкладыши (рентгеновские зеркала); 12 - микрометрические столики узла удержания.
В качестве примера конкретного выполнения, поясняющего предлагаемый способ, можно использовать специализированный стенд для вклейки вкладышей, изображенный на фиг.1. Вкладышами 11 (фиг.3) являются рентгеновские зеркала (РЗ) телескопа ART-XC международного проекта создания астрофизической обсерватории. РЗ в количестве 28 шт. изготовлены с требуемой чистотой отражающей поверхности (до Ra 0,4 нм) из сплава Ni-Co, с нанесением на внутреннюю поверхность отражающего слоя (иридиевое покрытие) и последующим контролем фокусного расстояния. Операции, связанные со сборкой РЗ в рентгеновскую зеркальную систему (РЗС), производятся на видимом излучении юстировочного He-Ne лазера с длиной волны λ=0,63 мкм. Для этого с помощью телескопической системы формируется «широкий» пучок с квазиплоским волновым фронтом, по которому и производится выставление всех вкладышей 11 и замыкающей оболочки 3. Основным узлом стенда является вертикальная оптическая скамья (BOC), общий вид которой показан на фиг.1. Главным элементом BOC является транслятор 4, по которому обеспечивается вертикальное перемещение вкладышей 11 и замыкающей оболочки 3, включая их ввод в пазы основания 2, где они и вклеиваются. Угловая и поперечная ориентация их в пазах основания осуществляется с помощью микрометрических подвижек узла удержания вкладышей 11 и замыкающей оболочки 3. Контроль над их вводом непосредственно в пазы основания 2 производится с использованием трех микроскопов 5, положение по углу контролируется также по пятну на приемной площадке CCD 6, 7, которое совмещается с перекрестьем, фиксирующим оптическую ось пучка.
Последовательность операций.
Выставляют основание 2 (фиг.1, 2, 3, 4) на опорную плиту зеркальной системы 8 (фиг.2, 3) и закрепляют его с помощью трех болтов 9 (фиг.2). Производят котировочные операции по выставлению основания в ход лучей BOC. Для этого регистрируют отраженный от нижней грани основания 2 сигнал в плоскости диафрагмы (на фиг. не показана). При расходимости излучения 2θ≤3·10-5 рад его диаметр составляет ⌀1≤0,45 мм. Совмещают геометрический центр зарегистрированного сигнала с диафрагмой. Точность совмещения ±1 мм, которая позволит обеспечить выставление основания под углом ≈7” к котировочному пучку (ЮП). Операция совмещения производится за счет наклонов опорной плиты 8 с основанием 2, с помощью трех микрометрических столиков 10 (фиг.2, 3). Оснащают узел удержания 1 (фиг.1) элементами обжатия (на фиг. не показаны) с минимальным диаметром 50 мм (по минимальному диаметру РЗ) и микрометрическими столиками 12 (фиг.3). Сборку вкладышей осуществляют в направлении от центра к наружной стороне собираемого модуля, начиная с вкладыша, находящегося ближе всего к центру (последовательную вклейку в пазы основания вкладышей можно также производить, начиная с вкладыша, являющегося самым наружным в зеркальном модуле). Первой закрепляют в узле удержания 1 замыкающую оболочку 3 (фиг.4). Перемещают узел удержания 1 (фиг.1) с замыкающей оболочкой 3 по направляющим транслятора 4 (фиг.2) в положение над основанием 2 с зазором ≈1 мм. Осуществляют котировочные операции с замыкающей оболочкой 3 по ее ориентации относительно основания 2 и оптической оси BOC с помощью 2-х микрометрических столиков 12, для чего фиксируют отраженный от внутренней конической поверхности замыкающей оболочки 3 сигнал ЮП на CCD 6,7. Совмещают геометрический центр сигнала ЮП от замыкающей оболочки 3 на CCD 6, 7 за счет наклонов удерживающего узла 1, удерживающего замыкающую оболочку 3, с помощью трех конических направляющих фиксируют положение оптической оси ЮП. С помощью двух микрометрических столиков 10 (фиг.2) совмещают ось отверстия в основании 2 с осью замыкающей оболочки 3, следя за положением краев отверстия основания 2 и замыкающей оболочки 3, используя микроскопы 5 (фиг.2). Наносят клей на буртик основания 2 и вводят замыкающую оболочку 3 в отверстие основания 2, контролируя совмещение сигнала ЮП с перекрестьем CCD 6, 7. Ввод замыкающей оболочки 3 производят на минимальной скорости (0,3 мм/с) перемещения узла удержания 1 по транслятору 4 BOC (фиг.1). После отверждения клея разводят элементы обжатия замыкающей оболочки 3 и выводят узел удержания 1 в верхнее положение по BOC (отключение перемещения производится автоматически по отбойнику). Устанавливают в ход лучей диафрагму, вводят в ход лучей опорную плиту 8. Максимально разводят элементы обжатия вкладышей и подводят узел удержания 1 к опорной плите 8. Ставят на опорную плиту 8 следующий за замыкающей оболочкой вкладыш 11 и закрепляют его элементами обжатия в срединном сечении. Перемещают узел удержания 1 в положение над опорной плитой 8 и выводят ее из хода лучей. Перемещают узел удержания 1 вдоль BOC в положение с L=2700 мм от срединного сечения вкладыша 11 до CCD. Устанавливают диафрагму в ход ЮП. Обеспечивают засветку вкладыша 11 излучением с выхода диафрагмы. Фиксируют положение максимума пятна от вкладыша 11 на CCD. При несовпадении максимума пятна с перекрестьем, фиксирующим оптическую ось, наклонами и смещением вкладыша 11, перпендикулярно оптической оси, в пределах ±200 мкм, добиваются совмещения пятна с перекрестьем. После совмещения пятна с перекрестьем перемещают вкладыш 11 над основанием 2 в положение, при котором зазор между ними составляет ≈1 мм. С целью ограничения возможного касания устанавливаемым на данный момент вкладышем ранее установленного вкладыша вводят в зазор между ними ограничители, например, в виде лавсановой или др. пленки толщиной ~50 мкм. Контролируя положение РЗ относительно пазов для вклейки с помощью 3-х микроскопов 5 (фиг.2), добиваются центрировки РЗ относительно пазов путем перемещения узла держателя РЗ 1 в направлениях, перпендикулярных оптической оси. Проводят контроль за соосностью пучка и РЗ, по положению минимального пятна относительно перекрестья CCD, которые должны быть совмещены (за счет наклонов узла держателя РЗ 1 микрометрическими столиками 12). При необходимости операции повторяют, отслеживая за совмещением минимального пятна от РЗ с перекрестьем CCD. С помощью узла BOC производят ввод РЗ в пазы основания 2 на необходимую глубину (~3,5 мм), используя минимальную скорость перемещения. Контроль над вводом производят с помощью трех микроскопов 5 и по CCD 6, 7. Удерживая РЗ узлом удержания 1, через специальные отверстия вводят клей в пазы основания 2, формируя зазор, заполненный клеем ~0,5 мм. После отверждения клея разводят элементы обжатия РЗ и выводят узел удержания 1 за пределы вклеенного РЗ. Готовят стенд к вклейке следующего РЗ.
Т.о. предлагаемый способ обеспечивает точности сборки зеркального модуля рентгеновского телескопа более простым путем - без многократно повторяющихся операций. Достигнуто выставление основания, запирающей оболочки и зеркал с точностью Δφ1≤±3”. Благодаря высокому качеству изготовления зеркал и точности сборки зеркального модуля телескоп способен сконцентрировать больше фотонов, исходящих от источника, что повышает его чувствительность. Технический результат заявляемого способа заключается в обеспечении точности сборки более простым путем - обеспечения выставления основания, запирающей оболочки и зеркала с точностью Δφ1≤±3” без многократно повторяющихся операций.
Способ изготовления зеркала для рентгеновского телескопа
Способ изготовления матриц для заготовок элементов светоотражающих систем
Способ прогнозирования гнойных послеоперационных осложнений у больных колоректальным раком
Светоизлучающий диод и способ его изготовления
Способ регистрации временного профиля фронта светового импульса и устройство для его реализации
Генератор напряжения развертки
Устройство ввода импульсного лазерного пучка в волоконно-оптическую линию связи
Способ сборки рентгеновской оптической системы, содержащей n зеркальных модулей
Способ изготовления зеркала для рентгеновского телескопа
Способ изготовления матриц для заготовок элементов светоотражающих систем
Способ прогнозирования гнойных послеоперационных осложнений у больных колоректальным раком
Светоизлучающий диод и способ его изготовления
Способ регистрации временного профиля фронта светового импульса и устройство для его реализации
Генератор напряжения развертки
Устройство ввода импульсного лазерного пучка в волоконно-оптическую линию связи
Способ сборки рентгеновской оптической системы, содержащей n зеркальных модулей
Способ и устройство крепления крупногабаритного зеркала оптико-механического устройства в оправе (варианты)
Автономная система информирования машиниста с функцией электронного маршрута

