Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Предлагаемое устройство относится к электромеханике и может быть использовано для повышения точности токарной обработки серийных некруглых деталей при прерывистом резании.
Известно устройство для повышения точности токарной обработки серийных некруглых деталей (Патент РФ №2293010, 10.07.2010, Бюл. №19). В устройстве реализован принцип самообучения, позволяющий при циклических воздействиях на электропривод перемещения режущего инструмента в направлении глубины резания минимизировать систематическую (от детали к детали) составляющую ошибки воспроизведения заданной формы обрабатываемой поверхности. Очевидно, что циклический характер должны иметь и воздействия на электропривод через режущий инструмент со стороны детали, например при прохождении радиальных отверстий, канавок, зон литья и др. участков. Однако если указанные зоны прерывистого резания от детали к детали смещаются случайным образом, устройство работает с ошибками воспроизведения формы детали, что является недостатком. На практике указанные смещения обычно вызваны случайными погрешностями при выполнении предыдущих технологических операций, разбросом в форме и расположении зон литья, несовершенством устройства закрепления детали и т.п. При этом ошибки обуславливаются соответствующей реакцией интегральной составляющей примененного в устройстве ПИ-регулятора положения в сочетании с работой самообучающейся системы и также имеют случайный характер. Но если в указанных зонах отрицательное влияние интегральной составляющей исключить (посредством прекращения процесса интегрирования ошибки по положению в период отсутствия резания), ошибки формы можно существенно уменьшить.
Известен способ повышения точности регулирования скорости вращения электропривода с ПИ-регулятором, предполагающий изменение структуры последнего путем исключения интегральной составляющей при превышении заданного уровня ошибки регулирования, а также при условии превышения заданного уровня установившейся средней квадратичной ошибки (Automatic Mode Switching of P/ PI Speed Control for Industry Servo Drives Using Online Spectrum Analysis of Torque Command/Jul - Ki Seok, Member, IEEE, Kyung - Tae Kim, and Dong - Choo Lee, Member,IEEE//TRANSACTIONS ON INDUSTRIAL ELECTRONICS, VOL. 54, NO. 5, OCTOBER 2007. - c.2642-2647). Однако в известном устройстве, как было сказано ранее, изменение структуры регулятора необходимо осуществлять в контуре положения, и только в зонах прерывистого резания. Поэтому указанный выше известный способ, реализованный для контура скорости, для известного устройства неприменим.
Известно также устройство для повышения точности токарной обработки некруглых деталей, патент РФ №2393952, опубл. БИПМ №19, 10.07.2010 (прототип), содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, блок задания формы детали, последовательно соединенный через первый вход первого сумматора с входом электропривода перемещения режущего инструмента в направлении глубины резания, второй, третий сумматоры, первый, второй, третий, четвертый, пятый буферные регистры, запоминающее устройство, причем выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен с входом первого буферного регистра и одновременно, через первый вход третьего сумматора, с входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, выполненного с возможностью записи по адресам корректирующего сигнала, шина данных запоминающего устройства одновременно соединена с входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу второго сумматора, выход четвертого буферного регистра подключен к первому входу второго сумматора, выход второго буферного регистра подключен ко второму входу первого сумматора, а выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора. Кроме того, оно снабжено четвертым сумматором, шестым, седьмым буферными регистрами, блоком вычисления модуля сигнала ошибки, компаратором, вычислительным устройством, причем первый вход четвертого сумматора подключен к выходу блока задания формы детали, второй вход четвертого сумматора подключен к выходу датчика перемещения режущего инструмента в направлении глубины резания, выход четвертого сумматора одновременно соединен с входами шестого буферного регистра, блока вычисления модуля сигнала ошибки и вычислительного устройства, выполненного с возможностью формирования на выходе среднеквадратичного значения сигнала ошибки, выход шестого буферного регистра подключен ко второму входу второго сумматора, выход блока вычисления модуля сигнала ошибки соединен с первым входом компаратора, выход седьмого буферного регистра соединен со вторым входом компаратора, выход вычислительного устройства подключен к входу седьмого буферного регистра, а выход компаратора соединен с управляющим входом шестого буферного регистра.
Упомянутое устройство предназначено для точения некруглых деталей в условиях массового производства. В нем используется принцип самообучения, позволяющий минимизировать систематические (от детали к детали) ошибки формы. При любых случайных воздействиях при обработке текущей детали, включая возмущения по усилию резания, в устройстве вступает в действие известное звено ограничения, исключающее влияние этих воздействий через систему самообучения на обработку следующей детали. Однако полученные при этом случайные ошибки формы текущей детали остаются, что является недостатком. Если же случайные воздействия вызваны лишь случайным (от детали к детали) смещением зон прерывистого резания, а остальные воздействия имеют систематический характер, то, исключив в указанных зонах отрицательное влияние интегральной составляющей регулятора положения, о чем было сказано выше, заметных ошибок формы текущей детали можно избежать.
Техническая задача, решаемая изобретением, состоит в повышений точности обработки формы обрабатываемой детали путем устранения ошибок, вызванных случайным смещением зон прерывистого резания. Этого можно достигнуть, если при прохождении указанных зон исключать отрицательное воздействие интегральной составляющей регулятора положения режущего инструмента. Технический результата состоит в исключении воздействия интегральной составляющей регулятора положения режущего инструмента.
Поставленная задача решается тем, что известное устройство, содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, первый, второй, третий, четвертый сумматоры, первый, второй, третий, четвертый, пятый, шестой, седьмой буферные регистры, блок вычисления модуля сигнала ошибки, компаратор, вычислительное устройство, блок задания формы детали, выходом соединенный с первым входом первого сумматора, второй вход которого подключен к выходу датчика перемещения режущего инструмента в направлении глубины резания, выход первого сумматора соединен с первым входом второго сумматора и одновременно с входами шестого буферного регистра, блока вычисления модуля сигнала ошибки и вычислительного устройства, выполненного с возможностью формирования на выходе среднеквадратичного значения сигнала ошибки, запоминающее устройство, причем выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен с входом первого буферного регистра и одновременно, через первый вход третьего сумматора с входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, выполненного с возможностью записи по адресам корректирующего сигнала, шина данных запоминающего устройства одновременно соединена с входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу четвертого сумматора, выход четвертого буферного регистра подключен к первому входу четвертого сумматора, выход второго буферного регистра подключен ко второму входу второго сумматора, выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора, второй вход четвертого сумматора подключен к выходу шестого буферного регистра, выход блока вычисления модуля сигнала ошибки соединен с первым входом компаратора, выход седьмого буферного регистра соединен со вторым входом компаратора, выход вычислительного устройства подключен к входу седьмого буферного регистра, выход компаратора соединен с управляющим входом шестого буферного регистра, дополнительно снабжено пятым сумматором, датчиком наличия усилия резания, блоком интегрирования, первым и вторым коммутаторами, причем выход второго сумматора одновременно соединен с первым входом пятого сумматора и входом первого коммутатора, выход первого коммутатора соединен с входом блока интегрирования, выход блока интегрирования через второй коммутатор соединен со вторым входом пятого сумматора, выход которого подключен к входу электропривода перемещения режущего инструмента в направлении глубины резания, а выход датчика наличия усилия резания подключен к управляющим входам обоих коммутаторов.
На чертеже представлена структурная схема предлагаемого устройства. Предлагаемое устройство содержит электропривод 1 перемещения режущего инструмента 2 в направлении глубины резания, датчик 3 перемещения режущего инструмента 2 в направлении глубины резания, датчик 4 угла поворота шпинделя, датчик 5 продольного перемещения режущего инструмента 2, датчик 6 угловой скорости вращения детали, первый 7, второй 8, третий 9, четвертый 10 сумматоры, первый 11, второй 12, третий 13, четвертый 14, пятый 15, шестой 16, седьмой 17 буферные регистры, блок 18 вычисления модуля сигнала ошибки, компаратор 19, вычислительное устройство 20, блок 21 задания формы детали, выходом соединенный с первым входом первого сумматора 7, второй вход которого подключен к выходу датчика 3 перемещения режущего инструмента в направлении глубины резания, запоминающее устройство 22, причем выход первого сумматора 7 соединен с первым входом второго сумматора 8 и одновременно с входами шестого буферного регистра 16, блока 18 вычисления модуля сигнала ошибки и вычислительного устройства 20, выполненного с возможностью формирования на выходе среднеквадратичного значения сигнала ошибки, запоминающее устройство 22, выход датчика 4 угла поворота шпинделя соединен с младшими разрядами входа блока 21 задания формы детали, выход датчика 5 продольного перемещения режущего инструмента 2 соединен со старшими разрядами входа блока 21 задания формы детали, вход блока 21 задания формы детали соединен с входом первого буферного регистра 11 и одновременно, через первый вход третьего сумматора 9 с входом третьего буферного регистра 13, выходы первого 11 и третьего 13 буферных регистров соединены с адресным входом запоминающего устройства 22, выполненного с возможностью записи по адресам корректирующего сигнала, шина данных запоминающего устройства 22 одновременно соединена с входами второго 12, четвертого 14 буферных регистров и выходом пятого буферного регистра 15, вход которого подключен к выходу четвертого сумматора 10, выход четвертого буферного регистра 14 подключен к первому входу четвертого сумматора 10, выход второго буферного регистра 12 подключен ко второму входу второго сумматора 8, выход датчика 6 угловой скорости вращения детали соединен со вторым входом третьего сумматора 9, второй вход четвертого сумматора 10 подключен к выходу шестого буферного регистра 16, выход блока 18 вычисления модуля сигнала ошибки соединен с первым входом компаратора 19, выход седьмого буферного регистра 17 соединен со вторым входом компаратора 19, выход вычислительного устройства 20 подключен к входу седьмого буферного регистра 17, выход компаратора 19 соединен с управляющим входом шестого буферного регистра 16. Кроме того, оно дополнительно снабжено пятым сумматором 23, датчиком 24 наличия усилия резания, блоком 25 интегрирования, первым 26 и вторым 27 коммутаторами, причем выход второго сумматора 8 одновременно соединен с первым входом пятого сумматора 23 и входом первого коммутатора 26, выход первого коммутатора 26 соединен с входом блока 25 интегрирования, выход блока 25 интегрирования через второй коммутатор 27 соединен со вторым входом пятого сумматора 23, выход которого подключен к входу электропривода 1 перемещения режущего инструмента 2 в направлении глубины резания, а выход датчика 24 наличия усилия резания подключен к управляющим входам обоих коммутаторов.
Устройство работает следующим образом. Сигнал задания формы, соответствующий чертежу наружной поверхности детали, формируется на выходе блока 21 задания формы детали в функциональной зависимости от выходных сигналов датчика 5 продольного перемещения режущего инструмента 2 и датчика 4 угла поворота шпинделя. Эти сигналы подаются, соответственно, на старшие и младшие разряды входа блока 21 заданий формы детали. К выходному сигналу блока 21 задания формы детали в первом сумматоре 7 прибавляется сигнал обратной связи, поступающий с выхода датчика 3 перемещения режущего инструмента 2 в направлении глубины резания. Выходной сигнал ошибки по положению режущего инструмента передается с выхода первого сумматора 7 через первый вход второго сумматора 8 на первый вход пятого сумматора 23. При появлении сигнала на выходе датчика 24, что соответствует появлению усилия резания, блок 25 интегрирования посредством коммутаторов 26, 27 своим входом подключается к выходу сумматора 8, а выходом - ко второму входу пятого сумматора 23, соответственно. При этом регулятор положения режущего инструмента, образованный пятым сумматором 23 (пропорциональная часть) и блоком 25 интегрирования (интегральная часть), становится пропорционально - интегральным, а при пропадании усилия резания (обнуление сигнала на выходе датчика 24), пропорциональным.
При точении очередной детали к сигналу ошибки в сумматоре 8 прибавляется корректирующий сигнал с выхода второго буферного регистра 12, сформированный в запоминающем устройстве 22 при точении предыдущей детали. Этот корректирующий сигнал направлен на снижение ошибок формообразования, вызываемых ограниченным быстродействием электропривода 1 перемещения режущего инструмента 2 в направлении глубины резания и другими причинами.
Считывание текущего значения корректирующего сигнала с запоминающего устройства 22 и передача его с шины данных последнего на выход второго буферного регистра 12 происходит одновременно с передачей с входа первого буферного регистра 11 на его выход кода адресного пространства, формируемого выходными сигналами датчика 4 угла поворота шпинделя и датчика 5 продольного перемещения режущего инструмента.
В последующий момент времени по более раннему, чем текущий, адресу через третий буферный регистр 13 происходит считывание находящихся в памяти запоминающего устройства 22 данных и передача их с шины данных на выход четвертого буферного регистра 14. Смещение адреса в сторону более раннего осуществляется на третьем сумматоре 9, а величина смещения пропорциональна значению выходного сигнала датчика 6 угловой скорости вращения детали. И, наконец, на последнем временном интервале по указанному выше более раннему, чем текущий, адресу в запоминающее устройство 22 с выхода четвертого сумматора 10 через пятый буферный регистр 15 записывается значение корректирующего сигнала для последующей детали. Описанная процедура в виде трех последовательных временных интервалов управления элементами структурной схемы, представленной на чертеже, повторяется на каждом адресе адресного пространства, описывающего поверхность детали в блоке 21 задания формы.
Таким образом, по окончании точения очередной детали в запоминающем устройстве 22 по всем адресам адресного пространства будут записаны значения корректирующего сигнала, которые будут использованы при точении следующей детали.
Значение корректирующего сигнала формируется на выходе четвертого сумматора 10 в виде суммы выходных сигналов четвертого 14 и шестого 16 буферных регистров. При этом сигнал ошибки формы, получаемый на выходе первого сумматора 7 в виде разности выходных сигналов блока 21 задания формы детали и датчика 3 перемещения режущего инструмента 2 в направлении глубины резания, с входа шестого буферного регистра 16 на его выход беспрепятственно передается только при наличии на его управляющем входе разрешающего сигнала.
Компаратор 19 выполнен таким образом, что его выходной сигнал является разрешающим для буферного регистра 16 при условии, когда сигнал на его втором входе превышает сигнал на первом входе. При этом значение сигнала на втором входе компаратора 19 равно среднеквадратичному, например, значению сигнала ошибки формы, сформированному на выходе вычислительного устройства 20 по окончании точения предыдущей детали.
Если формируемое на выходе блока 18 вычисления модуля сигнала ошибки абсолютное значение сигнала ошибки больше значения сигнала на втором входе компаратора 19, разрешающего сигнала на выходе компаратора 19 нет и, следовательно, значение выходного сигнала буферного регистра 16 не изменяется, независимо от возможных изменений сигнала на его входе.
Таким образом, шестой буферный регистр 16, в сочетании с блоком вычисления модуля сигнала ошибки 18 и компаратором 19, согласно схеме, выполняет функцию звена ограничения абсолютного значения сигнала текущей ошибки формы, а уровень ограничения определяется среднеквадратичным, например, значением сигнала ошибки формы, сформированным на выходе вычислительного устройства 20 по окончании точения предыдущей детали.
При точении первой детали сигналы на выходах второго 12, четвертого 14, пятого 15, шестого 16, седьмого 17 буферных регистров равны нулю и, следовательно, в запоминающее устройство 22 с выхода сумматора 10 по всем более ранним, чем текущие, адресам записываются нулевые значения корректирующего сигнала. При точении второй детали сигналы на выходе второго 12, четвертого 14 буферных регистров также равны нулю, но в запоминающее устройство 22, по более ранним, чем текущие, адресам уже записываются значения корректирующего сигнала для последующей детали, что связано с появлением на выходе шестого буферного регистра 16 сигнала ошибки в моменты подачи разрешения на его управляющий вход с выхода компаратора 19. При этом если ошибки формы имеют систематический, от детали к детали, характер, в том числе ошибки, связанные с реакцией электропривода 1 на процессы сброса-наброса нагрузки в зонах прерывистого резания, то предлагаемое устройство работает аналогично прототипу, снижая указанные ошибки до минимального значения.
При появлении случайных ошибок во время обработки текущей детали сигнал на входе шестого буферного регистра 16 увеличивается, но на его выходе изменяется мало вследствие действий звена ограничения. Это связано с тем, что уровень ограничения абсолютного значения сигнала ошибки был определен по окончании обработки предыдущей детали и при меньших ошибках. Следовательно, корректирующий сигнал для последующей детали также мало изменится и система будет по-прежнему работать с минимальными ошибками, а случайные ошибки формы останутся только на текущей детали.
Однако если случайным воздействием является лишь смещение от детали к детали зон прерывистого резания, то в предлагаемом устройстве это не приведет к возникновению заметных ошибок формы даже для текущей детали. Этот эффект достигается посредством добавления в схему известного устройства датчика 24 контроля наличия усилия резания, обеспечивающего переключение структуры ПИ-регулятора положения в зависимости от реального расположения зон прерывистого резания. При этом интегральная составляющая регулятора, представленная в виде блока 25 интегрирования, при отсутствии резания временно отключается от остальной схемы устройства.
Таким образом, в предлагаемом устройстве, по сравнению с известным, будут существенно снижены ошибки формы детали, вызываемые случайным расположением зон прерывистого резания, и, следовательно, в целом уменьшится количество бракованных изделий.
Устройство для токарной обработки некруглых деталей, содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, первый, второй, третий, четвертый сумматоры, первый, второй, третий, четвертый, пятый, шестой, седьмой буферные регистры, блок вычисления модуля сигнала ошибки, компаратор, вычислительное устройство, блок задания формы детали, выходом соединенный с первым входом первого сумматора, второй вход которого подключен к выходу датчика перемещения режущего инструмента в направлении глубины резания, выход первого сумматора соединен с первым входом второго сумматора и одновременно с входами шестого буферного регистра, блока вычисления модуля сигнала ошибки и вычислительного устройства, выполненного с возможностью формирования на выходе среднеквадратичного значения сигнала ошибки, запоминающее устройство, причем выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен с входом первого буферного регистра и одновременно, через первый вход третьего сумматора, со входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, выполненного с возможностью записи по адресам корректирующего сигнала, шина данных запоминающего устройства одновременно соединена со входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу четвертого сумматора, выход четвертого буферного регистра подключен к первому входу четвертого сумматора, выход второго буферного регистра подключен ко второму входу второго сумматора, выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора, второй вход четвертого сумматора подключен к выходу шестого буферного регистра, выход блока вычисления модуля сигнала ошибки соединен с первым входом компаратора, выход седьмого буферного регистра соединен со вторым входом компаратора, выход вычислительного устройства подключен к входу седьмого буферного регистра, выход компаратора соединен с управляющим входом шестого буферного регистра, отличающееся тем, что оно дополнительно снабжено пятым сумматором, датчиком наличия усилия резания, блоком интегрирования, первым и вторым коммутаторами, причем выход второго сумматора одновременно соединен с первым входом пятого сумматора и входом первого коммутатора, выход первого коммутатора соединен со входом блока интегрирования, выход блока интегрирования через второй коммутатор соединен со вторым входом пятого сумматора, выход которого подключен ко входу электропривода перемещения режущего инструмента в направлении глубины резания, а выход датчика наличия усилия резания подключен к управляющим входам обоих коммутаторов.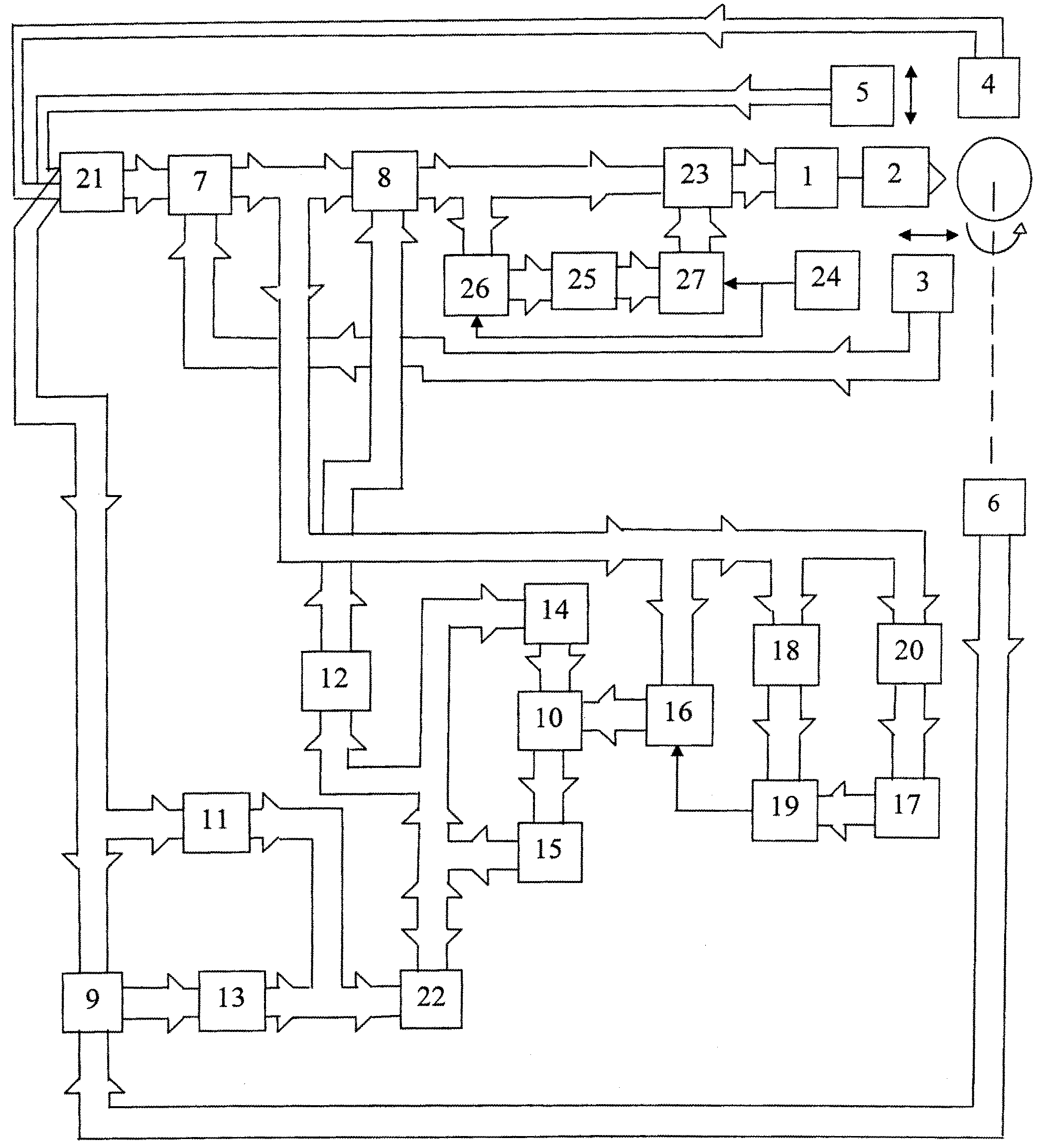
Способ защиты ядерного реактора от тепловой нагрузки расплавленной активной зоны и устройство для его осуществления
Способ определения параметров волнового твердотельного гироскопа
Способ нанесения нанокомпозитного покрытия на поверхность изделия из жаропрочного никелевого сплава
Устройство управления ветроэнергетической установкой
Система генерирования электроэнергии в судоходном шлюзе
Способ получения водорастворимого стекла
Генератор водорода
Способ нанесения защитного покрытия на поверхность стального изделия
Устройство для токарной обработки некруглых деталей
Способ измерения формы поперечных сечений на кругломерах
Устройство для токарной обработки некруглых деталей

