Результат интеллектуальной деятельности: СБОРНАЯ КОНЦЕВАЯ ФРЕЗА
Вид РИД
Изобретение
Изобретение относится к области резания труднообрабатываемых материалов, а конкретнее к проектированию и изготовлению сборных концевых фрез.
Аналогом заявляемого изобретения является фреза, содержащая корпус, круглые пластины, установочные канавки и крепежные винты (см. Сборник трудов ВНИИ - М.: 1962, №7).
Прототипом заявляемого изобретения является сборная концевая фреза, содержащая корпус с посадочными местами, выполненными в виде пазов, расположенных под углом к оси в плоскости резания, в которых размещены сменные режущие пластины, закрепленные посредством винтов (см. US 6048140 А В23С 5/10, 11.04.2000).
Недостатками прототипа являются отсутствие возможности регулирования положения режущих кромок в радиальном и осевом направлениях, что приводит к более интенсивному износу пластин и инструмента, отсутствие возможности установки на фрезе перешлифованных по наружному диаметру сменных круглых пластин, что снижает ее ресурс и повышает затраты на инструмент в целом.
Другим недостатком фрезы является то, что данная конструкция не позволяет использовать круглые негативные сменные пластины, что снижает ее технологические возможности при обработке твердых и высокопрочных материалов.
К недостатку можно отнести также и то, что на фрезе нельзя разместить одновременно, например, твердосплавные пластины и пластины из сверхтвердых материалов, что увеличивает вспомогательное время на их установку, простой дорогостоящего автоматизированного оборудования, станков с ЧПУ и ГПМ при их эксплуатации.
Техническим результатом является повышение стойкости инструмента, расширение технологических возможностей, повышение ресурса пластин и сокращение номенклатуры корпусов фрез, сокращение вспомогательного времени и простоев автоматизированного оборудования, станков с ЧПУ и ГПМ.
Технический результат достигается тем, что в известной фрезе, содержащей корпус с посадочными местами в виде пазов, в которых посредством винтов закреплены сменные режущие пластины, отличающейся тем, что она снабжена сменными вставками, размещенными в упомянутых пазах корпуса с возможностью перемещения вдоль оси паза и предназначенными для установки на них сменных режущих пластин, при этом пазы выполнены под углом к оси корпуса, а в качестве сменных режущих пластин использованы круглые сменные режущие пластины различной геометрии.
Другим отличием фрезы является то, что сменные вставки закреплены в средней части посредством крепежного и регулировочного винтов, обеспечивающих регулировку положения режущих кромок круглых сменных пластин в осевом и радиальном направлениях.
Фреза отличается также тем, что в ней используют круглые сменные режущие пластины, выполненные из различных марок инструментальных материалов.
Отличительной особенностью фрезы является также то, что сменные вставки выполнены с базовыми канавками, геометрия которых соответствует геометрии круглых сменных режущих пластин.
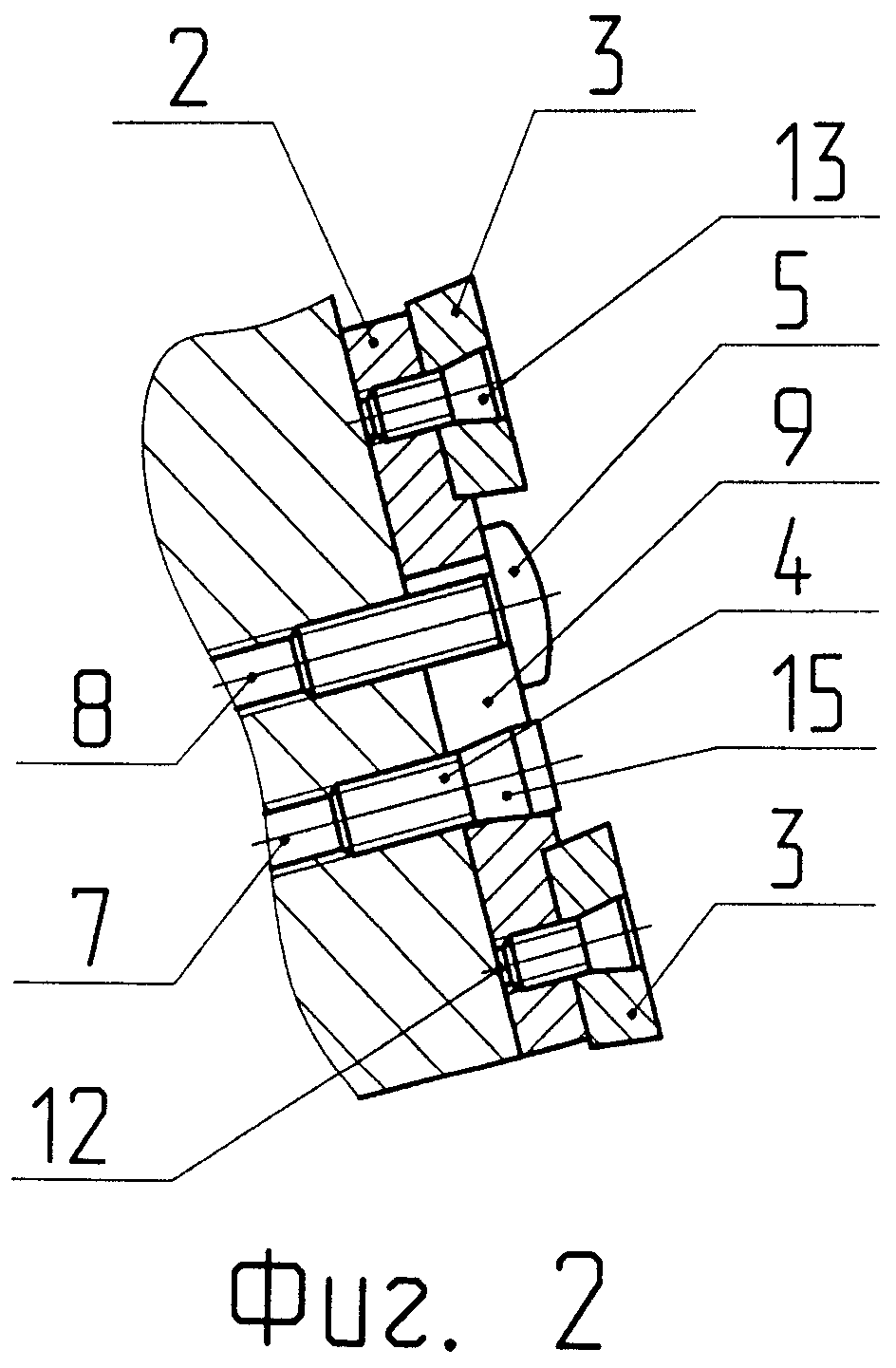
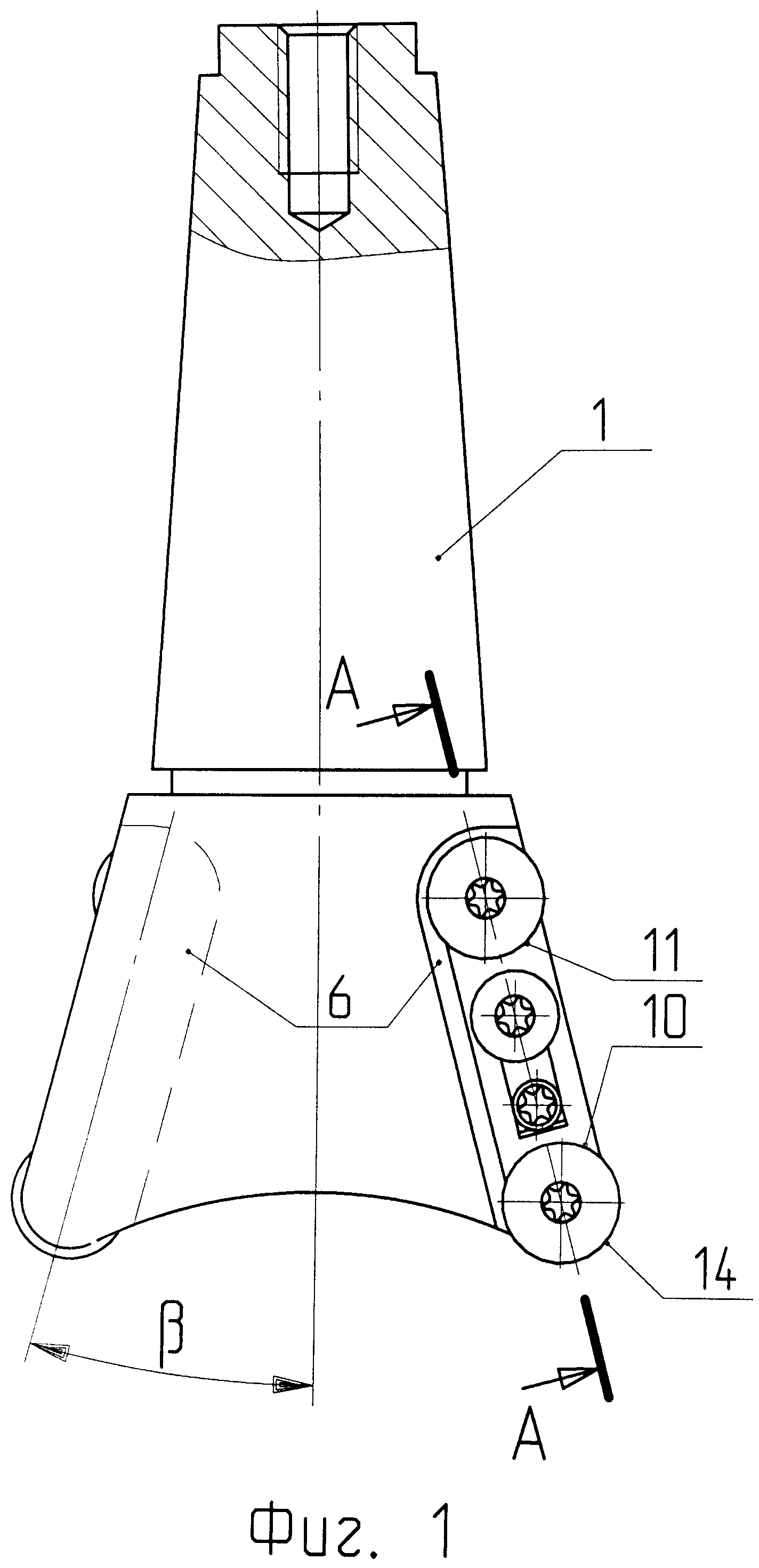
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид сборной концевой фрезы, на фиг. 2 - разрез А-А, показанный на фиг. 1.
Сборная концевая фреза содержит корпус 1, сменные вставки 2, сменные круглые режущие пластины 3. На рабочей части корпуса выполнены пазы 6 под углом и резьбовые отверстия 7 и 8 соответственно под регулировочные винты 4 и крепежные винты 5. На сменных вставках 2 выполнены в ее средней части продольные сквозные прорези 9, а на концах базовые канавки 10 и 11 и резьбовые отверстия 12 соответственно для установки и крепления пластин через центральное отверстие крепежными винтами 13 впотай. Позиционирование режущих кромок 14 пластин в радиальном и осевом направлениях осуществляется при перемещении вставок по пазам корпуса посредством конической части 15 регулировочных винтов 4. В базовых канавках 10 и 11 устанавливаются и закрепляются одновременно новые и перешлифованные круглые режущие пластины различного диаметра как позитивные, так и негативные сменные круглые режущие пластины, сменные режущие пластины различной геометрии при соответствующей геометрии базовых канавок сменных вставок 2.
Очевидно, что во фрезе согласно изобретению количество режущих пластин, которые можно устанавливать в пазы для вставок, неограниченно, при этом количество режущих зубьев ограничивается лишь физическими свойствами материалов, из которых изготовлена фреза.
Фреза работает следующим образом: при закреплении режущих пластин 3 винтами 13 усилие передается на вставку 2 посредством базовых канавок 10 и 11. Фиксация вставок 2 на корпусе фрезы 1 осуществляется с использованием крепежных винтов 5 и регулировочных винтов 4, взаимодействующих с боковыми поверхностями прорезей 9. Посредством конической поверхности 15 регулировочного винта 4 вставка 2 плотно прижимается к установочной поверхности паза 6 и позволяет обеспечить перемещение вставки 2 вдоль оси паза, расположенного под углом В к оси фрезы, таким образом реализовав точное позиционирование режущей кромки 14 как в осевом, так и в радиальном направлении. Окончательная фиксация вставки 2 производится затяжкой крепежного винта 5. Собранная фреза устанавливается в шпиндель металлообрабатывающего оборудования для дальнейшего использования в процессе фрезерной обработки.
Таким образом, изобретение позволяет добиться снижения радиального и осевого биения режущих кромок пластин, расширяет свои технологические возможности, повышает ресурс использования пластин и сокращает номенклатуру корпусов фрез, улучшает качество обработанной поверхности.
Технический результат: создание производительного и стойкого инструмента при минимальных затратах на его изготовление и эксплуатацию. Фреза снабжена сменными вставками, расположенными в пазах корпуса под углом к его оси, обеспечивающих регулировку положения режущих кромок в осевом и радиальном направлениях. На концах сменных вставок выполнены разноразмерные базовые канавки для установки в них новых и перешлифованных режущих сменных пластин из различных марок инструментальных материалов как позитивные, так и негативные сменные круглые режущие пластины, сменные режущие пластины различной геометрии при соответствующей геометрии базовых канавок регулировочных вставок.
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная резьбообразующая плашка
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная дисковая фреза
Способ бесконтактного фрактального контроля шероховатости гидрофобной поверхности
Способ изготовления имплантата позвонка анатомической формы из костного материала, совместимого с иммунной системой больного

