Результат интеллектуальной деятельности: ПЛЕТЕНАЯ ПРЕФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ
Вид РИД
Изобретение
Область техники.
Изобретение относится к текстильной промышленности и может быть использовано в авиа и машиностроении при изготовления конструкционных деталей сложных форм с ребрами жесткости из полимерных композиционных материалов ПКМ,например шпангоутов, криволинейных балок и панелей, окантовок иллюминаторов и т.д., получаемых методами РТМ формования, инфузии и пултрузии.
Уровень техники.
Известен способ для изготовления тканой оболочки с пересекающимися стенками [заявка на изобретение РФ №2010123619 от 20.01.2012, МПК D03D 11/02], который позволяет получить тканые заготовки с ребрами жесткости для армирования композиционных изделий. Недостатком данного способа является невозможность изготовления оболочек сложных форм из-за отсутствия деформационных свойств получаемого тканого материала.
Известен способ изготовления тканой заготовки с неосевым армированием [заявка на изобретение РФ №2007118467 от 27.12.2008, МПК B29C 70/24], которым можно получать заготовки криволинейной формы на поворотных оправках. Недостатком способа является низкая производительность и сложность изготовления.
Ближайшим аналогом заявляемого решения является способ изготовления цельнотканой оболочки с комбинацией двухниточных и трехниточных переплетений [патент на изобретение РФ №2346092 от 10.02.2009, D03D 13/00]. Способ позволяет получать заготовки с расположением нитей под углом 90° в зонах с двухниточным переплетением и под углом 60° в зонах с трехниточным переплетением. Недостатками данного способа являются сложность изготовления и невозможность получения зон с высокой деформацией материала.
Сущность изобретения.
Технической задачей предлагаемого изобретения является разработка конструкции преформы, которая позволила бы снизить трудоемкость и себестоимость ее изготовления при улучшении качественных характеристик, а также расширить область применения.
Поставленная задача достигается тем, что плетенная преформа для изготовления композиционных конструкционных деталей сложной формы, состоящая из комбинации зон двухниточного и трехниточного переплетения, содержит параллельные в виде лент зоны с двухниточным переплетением, перемежающиеся параллельными зонами с трехниточным переплетением, при этом параллельные зоны с трехниточным переплетением образованы на двухниточном переплетении путем ввода третьей системы параллельных нитей вдоль направления зон.
Кроме того, зоны с двухниточным переплетением могут быть выполнены с расположением нитей под углом, равным 7-45° к продольной оси преформы, или с расположением нитей под углом, равным 45-83° к продольной оси преформы.
Такая конструкция плетеной преформы позволяет изготовить изделие из ПКМ сложной пространственной формы с ребрами жесткости без использования трудоемких швейных и раскройных операций.
Перечень фигур на чертежах.
Изобретения поясняются чертежами, на которых:
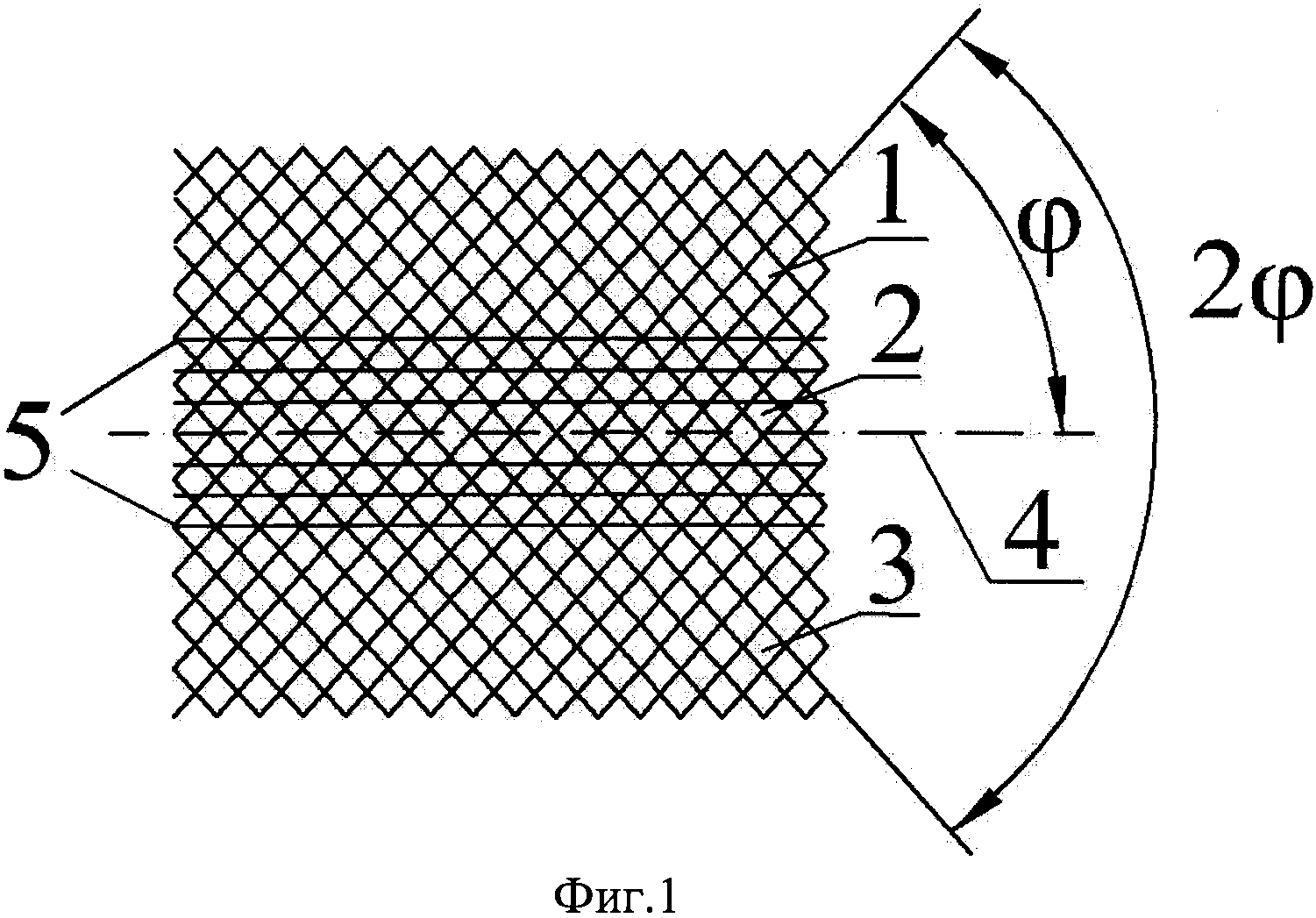
- Фиг.1 показывает общий вид плетенной преформы;
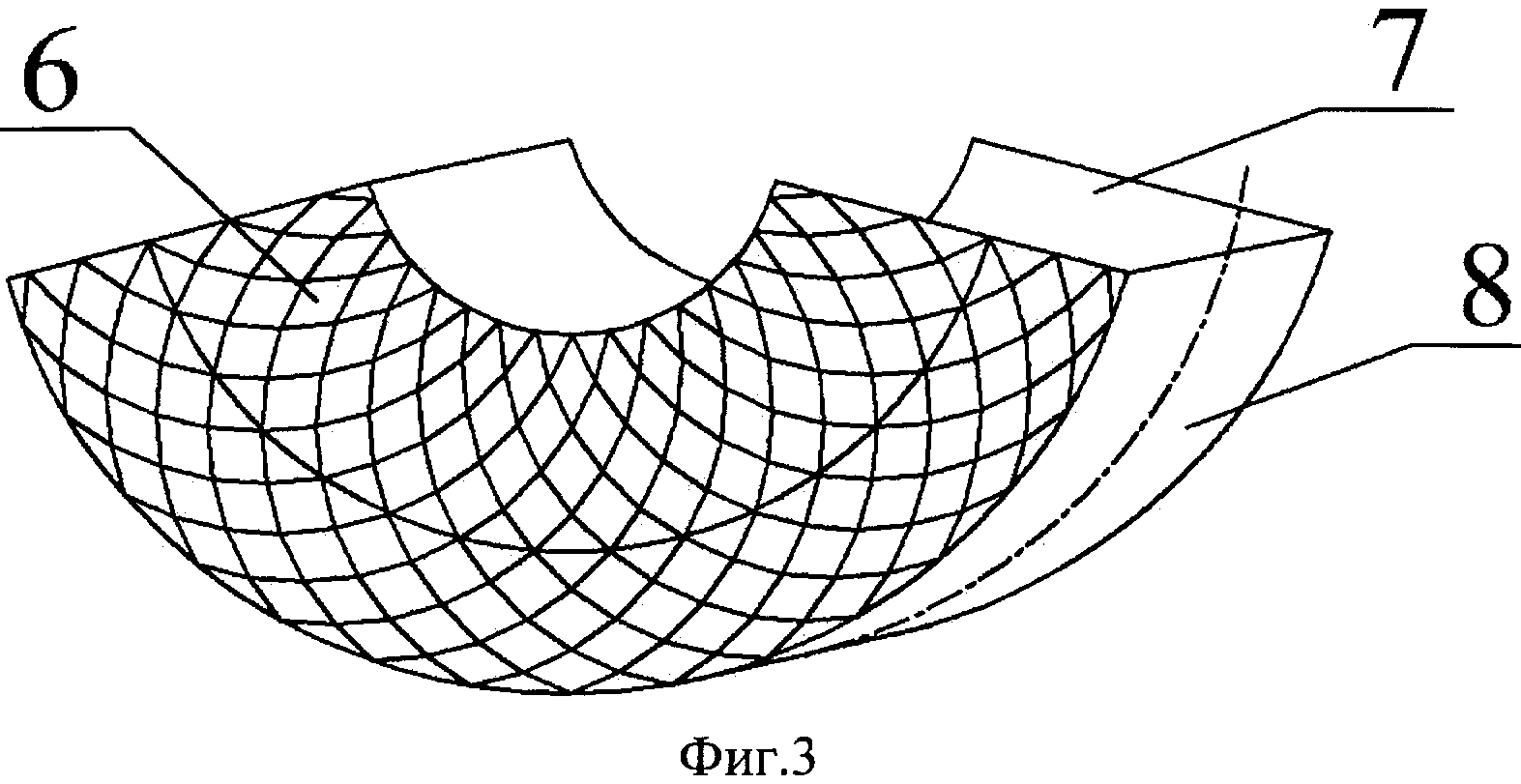
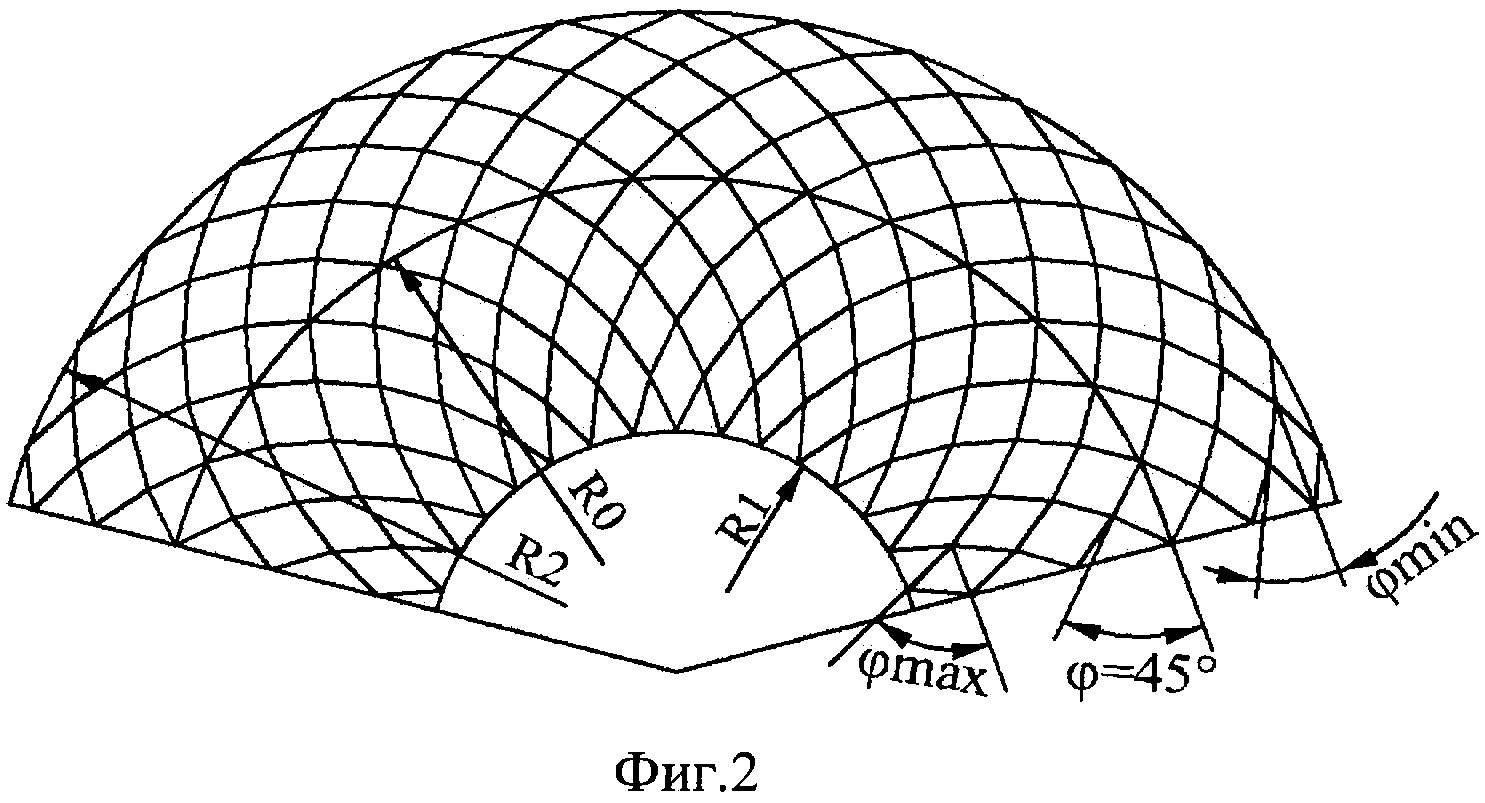
- Фиг.2 и 3 показывает деформацию стенок изделия в виде П-образной балки;
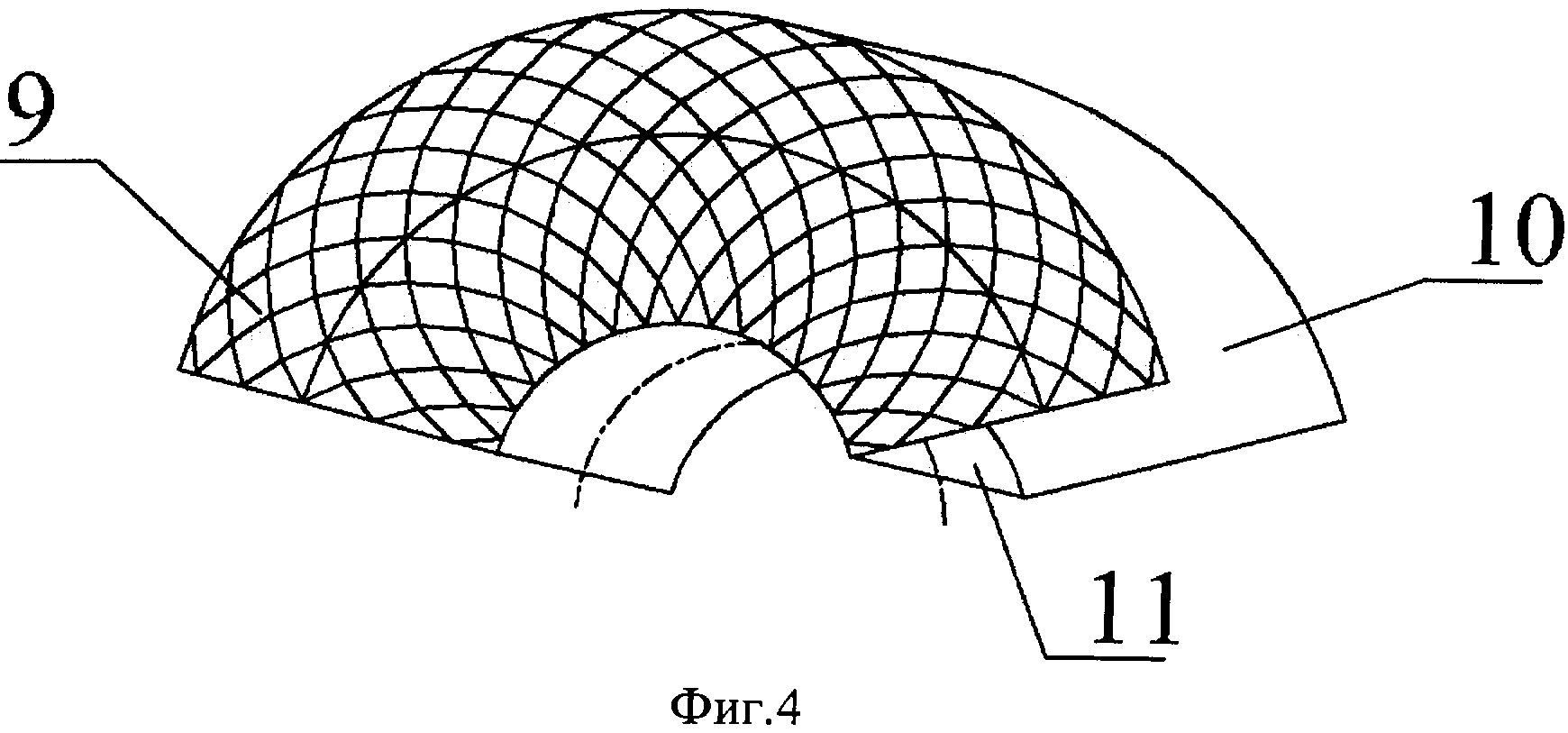
- Фиг.4 показывает образование криволинейной формы балки деформацией растяжения стенок;
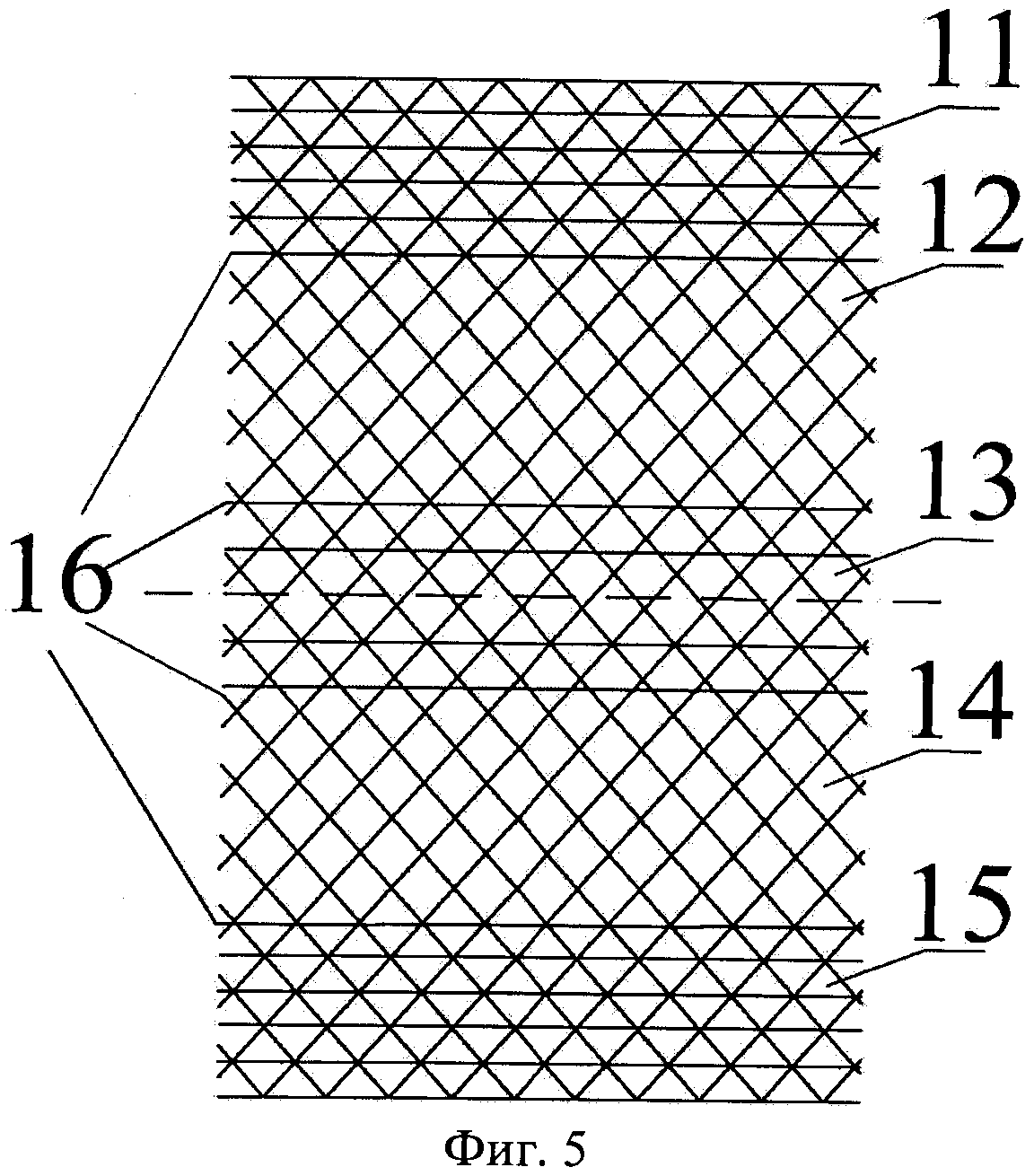
- Фиг.5 показывает общий вид плетенной преформы, предназначенной для изготовления панели с ребрами;
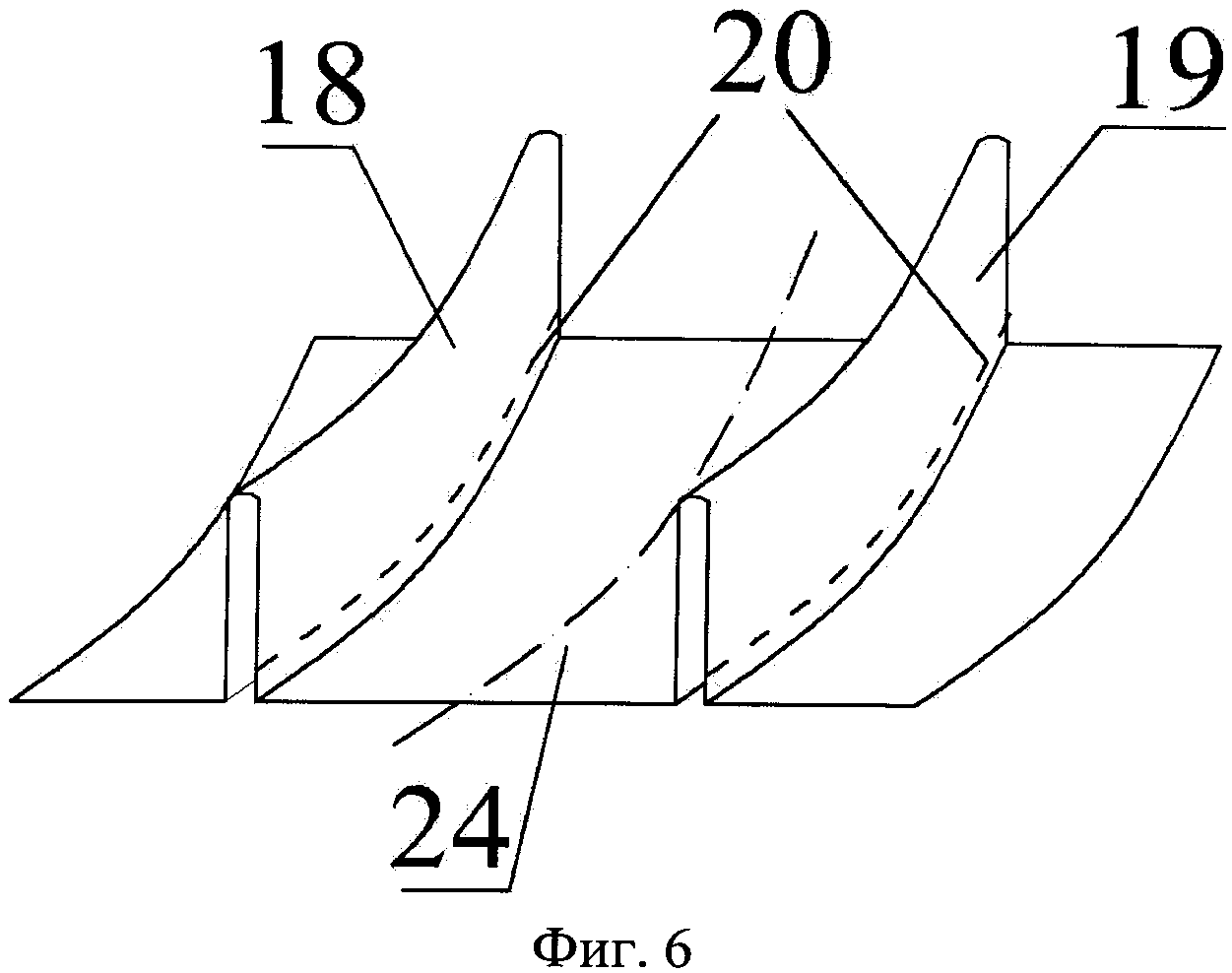
- Фиг.6 показывает образование криволинейной формы панели деформацией растяжения ребер;
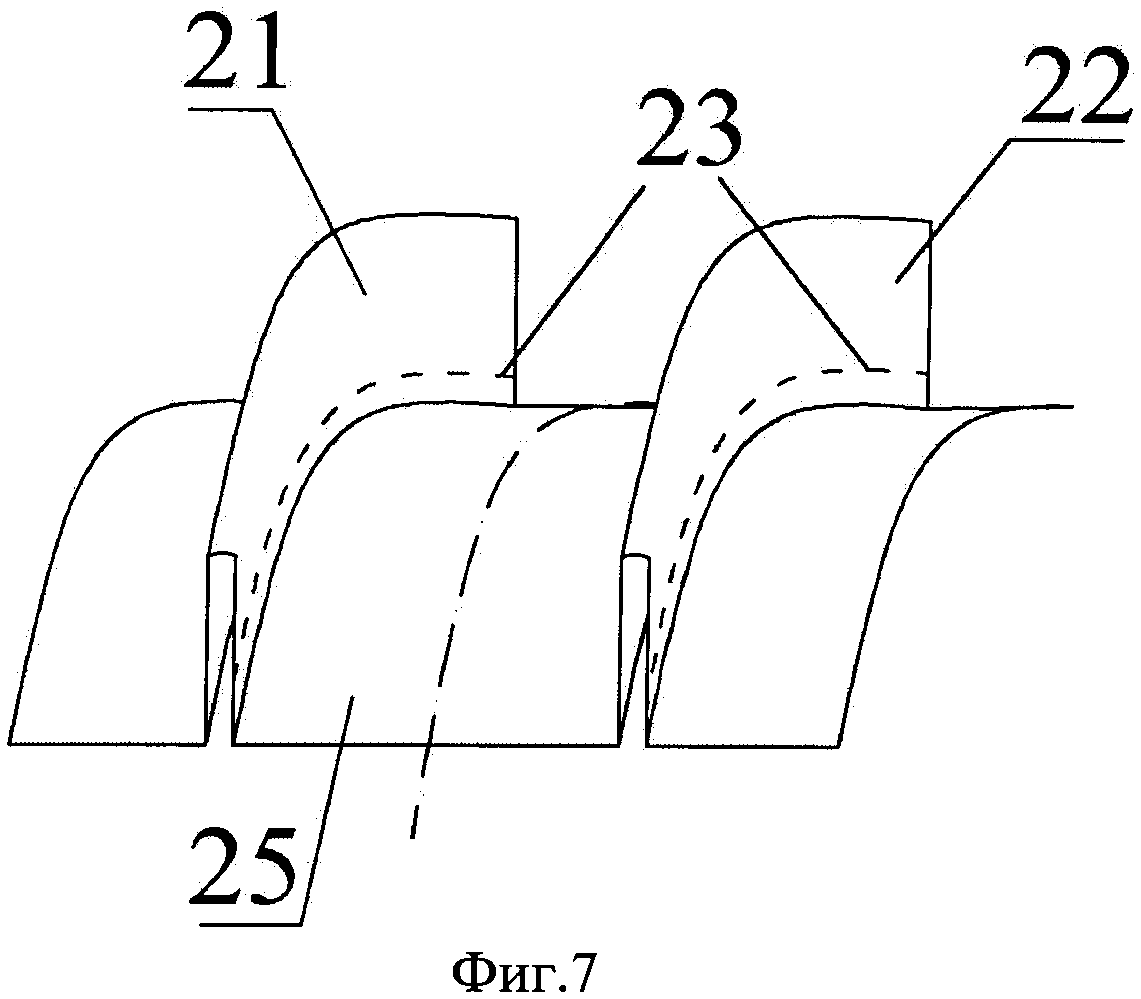
- Фиг.7 показывает образование криволинейной формы панели деформацией сжатия ребер.
Осуществление изобретения.
Изобретение реализуется следующим образом.
Плетеная преформа для изготовления композиционных конструкционных деталей сложной формы состоит из комбинации зон двухниточного и трехниточного переплетения. При этом преформа содержит параллельные в виде лент зоны с двухниточным переплетением, перемежающиеся параллельными зонами с трехниточным переплетением. Параллельные зоны с трехниточным переплетением образованы на двухниточном переплетении путем ввода третьей системы параллельных нитей вдоль направления зон.
Зоны с двухниточным переплетением могут быть выполнены с расположением нитей под углом φ, равным: 7-45° или 45-83° к продольной оси материала.
Плетенная преформа может быть выполнена с различным количеством зон.
Плетеная преформа для изготовления деталей типа балки швеллерного сечения представлена на Фиг.1. Преформа состоит из параллельно расположенных зон 1, 2, 3 с различными видами переплетения. Зоны 1 и 3 имеют двухниточное переплетение, а зона 2 имеет трехниточное переплетение.
В преформе нити располагаются симметрично относительно оси 4 материала под углом φ, при этом сетевой угол переплетения (угол между нитями) равен 2 φ.
Величина деформации стенок преформы определяется максимальным и минимальным уголом φ (фиг.2), который зависит от внутреннего R1 и внешнего радиуса R2 изготавливаемой детали.
Преформу выполняют с углом φ расположения нитей в зонах с двухниточным переплетением равным по формулам:



где R1, R2 - внутренний, внешний радиусы детали, получаемой из преформы, соответственно, мм
Rmin, Rmax - минимальный, максимальной радиусы детали, получаемой из преформы, соответственно мм;
φmax, φmin - минимальный, максимальной углы перекоса нитей материала соответственно, рад;
R0 - средний радиус изделия с углом φ=45°.
Двухниточное переплетение образует структуру материала из ячеек в виде квадрата, прямоугольника, ромба или параллелограмма. Такие ячейки могут изменять свою форму за счет изменения сетевого угла между прилежащими сторонами, величина изменения которого составляет от 7° до 83° и зависит от плотности переплетения нитей в структуре плетеного материала.
Трехниточное переплетение образует структуру из треугольных ячеек, которые не могут изменять свою форму за счет изменения сетевого угла между прилежащими сторонами и в таких материалах деформационная способность отсутствует.
В результате появляется возможность создавать зоны с высокой деформационной способностью материала. Зоны 1 и 3 могут деформироваться путем сжатия или растяжения материала, при этом зона 2 не деформируется.
Преформа изготавливается из углеволокнистых, стекловолокнистых, базальтовых и других видов волокон.
Ширина и длина преформы, количество и расположение зон подбираются в зависимости от размеров и форм изделия.
Плетеную преформу получают на плетельном оборудовании за счет образования параллельных зон комбинациями двухниточного переплетения - зоны 1 и 3 и трехниточного переплетения - зона 2. В зонах префомы с двухниточным переплетением две системы нитей располагают под углом φ от 7 до 83° по отношению к оси 4 вырабатываемого материала путем подбора скорости плетения. Для образования зон с трехниточным переплетением вводят третью систему параллельных нитей параллельно оси материала путем стандартной заправки дополнительных основных нитей.
Преформы по разрабатываемому изобретению могут быть использованы для производства: уголковых криволинейных профилей, панелей сложной пространственной формы, преформ кольцевой и тороидальной формы, например окантовка иллюминатора.
Пример 1
Формообразование сложной формы балки с П-образным сечением (фиг.3) осуществляют путем цилиндрического изгиба зоны с трехниточным плетением и расположения стенок 6, 7 из зон двухниточного плетения перпендикулярно к полке 8.
При изготовлении балки с внутренними стенками производят деформацию сжатия стенок балки, которая увеличивается от полки к краю стенки и зависит от радиуса изгиба полки и высоты стенок. В этом случае в преформе используют переплетение с углом φ в интервале от 7 до 45°, что увеличивает деформационную способность сжатия стенок балки.
При изготовлении балки с внешними стенками 9, 10 (фиг.4) производят деформацию растяжения стенок балки, которая увеличивается от полки 11 к краю стенки и зависит от радиуса изгиба полки и высоты стенок. Поэтому в преформе используют переплетение с углом φ в интервале от 45 до 83°. В обоих случаях изгиб полки балки - зона 2 осуществляется без деформации структуры материала.
Пример 2.
Формообразование панели сложной формы с Ш-образным сечением (фиг.5) осуществляют путем цилиндрического изгиба полок панелей, выполненных из трехниточного плетения, и расположения стенок, выполненных из двухниточного плетения, в плоскостях, перпендикулярных к полке, пересекающих линии 17, обозначающие границы между зонами.
При изготовлении плетеной преформы для оребренной панели формируют необходимое количество параллельных зон с двухниточным - зоны 13, 15 и трехниточным переплетением - зоны 12, 14, 16 в зависимости от числа ребер изделия. При этом ширину стенок (зоны 13 и 15) берут равными двум высотам ребер изделия.
Для получения ребер 18, 19, 21, 22 (фиг.6, 7) зоны складывают по середине и закрепляют после изгиба клеевыми или ниточными соединениями на швейной машине по линиям основания ребер 20, 23 на полках 24, 25.
При изготовлении преформы панели с внутренними ребрами (фиг.6) производят деформацию сжатия ребер панели, которая увеличивается от полки 24 к краю ребер 18, 19 и зависит от радиуса изгиба полки и высоты ребра. В этом случае в преформе используют переплетение с углом φ в интервале от 7 до 45°.
При изготовлении префомы панели с внешними ребрами (фиг.7) производят деформацию растяжения ребер, которая увеличивается от полки 25 к краю ребер и зависит от радиуса изгиба полки и высоты ребер. Поэтому в преформе используют переплетение углом φ в интервале от 45 до 83°.
Изготовленные изложенными способами преформы подвергаются дальнейшей пропитке и полимеризации известными способами формования.
Использование в плетеных преформах комбинированных переплетений с образованием зон с разными деформационными свойствами позволяет создавать преформы сложной формы с зональным изменениями свойств. Это значительно расширяет область применения, создает возможности получения новых видов плетеных преформ для армирования изделий из композиционных материалов. Вследствие этого улучшаются технические, экономические и эксплуатационные характеристики. Кроме того, существенно упрощается технология изготовления, снижается трудоемкость, повышается производительность труда.
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Устройство для изготовления длинномерной панели с ребрами жесткости из полимерного композиционного материала
Оснастка для формования рамы иллюминатора
Ветровой энергетический модуль с вертикальной центростремительной турбиной и высокоэффективная энергетическая установка для производства переменного электрического тока
Токосъемная штанга троллейбуса
Устройство для усиления строительных конструкций с помощью композиционной напрягаемой арматуры
Кессон крыла, армированный полимерным композиционным материалом
Силовая решетка из полимерного композиционного материала
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Термоплавкое связующее, способ получения его, препрег и сотовая панель, выполненные на его основе
Высокоэффективная ветроэнергетическая установка модульного типа и модуль ветрогенератора для нее
Оснастка для формования рамы иллюминатора
Ветровой энергетический модуль с вертикальной центростремительной турбиной и высокоэффективная энергетическая установка для производства переменного электрического тока
Токосъемная штанга троллейбуса
Устройство для усиления строительных конструкций с помощью композиционной напрягаемой арматуры
Кессон крыла, армированный полимерным композиционным материалом
Силовая решетка из полимерного композиционного материала
Способ упрочнения углеродных волокон

