Результат интеллектуальной деятельности: СПОСОБ СОСТАВЛЕНИЯ И ПОДГОТОВКИ УГОЛЬНОЙ ШИХТЫ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛУРГИЧЕСКОГО КОКСА
Вид РИД
Изобретение
Изобретение относится к получению металлургического кокса из угольной шихты, используемого в доменном производстве, для выплавки черных и цветных металлов в печах шахтного типа, и может быть использовано на коксохимических предприятиях.
Шихта для получения металлургического кокса содержит смесь коксующихся углей разного петрографического состава, состоящей из марок ГЖО, ГЖ, Ж, КЖ, К, КС, КО, КСН, ОС и нефтяного кокса. Для составления угольной шихты используется нефтяной кокс фракции 0-50 мм, и показатели качества определяются по ГОСТ 22898-78 «Коксы нефтяные малосернистые. Технические условия» и ТУ 0258-004-05766540-2008 «Кокс электродный. Технические условия».
Известен способ производства кокса из угольной шихты, содержащей 94-99% смеси углей различных технологических свойств и 0,1-6% нефтекоксовой мелочи [Патент РФ 2124548 С1, 10.01.1999. МПК7 С10В 57/04].
В результате реализации данной технологии получения кокса из угольной шихты с участием нефтяного кокса 5% согласно табл.3 патента технический результат получения доменного кокса с требуемым уровнем показателей, характеризующих прочность кокса, не достигнут:
- при серийных коксованиях (коксовая батарея №4) в базовом периоде показатель М 25 - 81,8%, М 10 - 9,7%. В опытном периоде М 25 - 80,2%, М 10 - 10,4%. Таким образом, ввод нефтекоксовой мелочи повлиял на снижение прочностных свойств кокса: М 25 снижен на 1,6%, М 10 увеличился на 0,7%;
- промышленные коксования показывают, что на коксовых батареях №3-4 при использовании нефтекоксовой мелочи в угольной шихте показатель М 25 составил 81,8% в опытном и базовом периоде 81,8%, а М 10 составил 9,1% в опытном периоде (в базовом 9,9%). При условии снижения содержания золы до 11,6% и увеличении содержания серы до 0,63%.
Прочностные свойства кокса 9 коксовой батареи в опытном периоде имели значения М 25 - 86,3%, М 10 - 8,7%, в базовом М 25 - 86,8%, М 10 - 8,2%.
Во всех случаях при использовании нефтекоксовой мелочи в угольной шихте (табл.2) доля наиболее ценных марок углей ГЖ+Ж достигала 60%, а в базовом и сопоставительном периодах это соотношение составляло 45 и 50% соответственно. Таким образом, технический результат улучшения качества кокса достигается не за счет ввода нефтекоксовой мелочи, а за счет увеличения доли спекающей части газово-жирной шахтогруппы (углей ГЖ+Ж) до 60,0%.
Увеличение долевого участия углей марок ГЖ+Ж влечет за собой увеличение выхода летучих веществ в угольной шихте и, следовательно, приводит к росту расходного коэффициента угольной шихты на производство кокса. Таким образом, добавка нефтекоксовой мелочи в указанном диапазоне 0,1-6,0% к угольной шихте, содержащей смесь каменных углей различных технологических типов, не позволяет получить кокс с необходимыми параметрами прочностных свойств для использования его в доменном производстве.
Недостатком известного способа является также невозможность дозирования малого количества нефтекоксовой мелочи от 0,1%, т.к. точность дозаторов при составлении угольной шихты составляет +/- диапазон 0,5-2,0%.
Ближайшим аналогом является способ получения доменного кокса из шихты, содержащей 6,1-15,0% нефтяной кокс и смеси углей, %: ГЖ+Ж - 60%, К - 25%, КО+ОС+КС - 15%. Согласно предлагаемому способу в шихту вводится нефтекоксовая мелочь с соответствующим уменьшением содержания смеси слабоспекающихся и неспекающихся углей, при этом угольную часть шихты и нефтекоксовую мелочь измельчают совместно [Патент РФ 2174528 C1, 23.03.2000, МПК7 C10B 57/04].
Анализ представленных данных в описании патента табл. 2 показывает, что ввод в угольную шихту нефтекоксовой мелочи 6,5% приводит к некоторому улучшению качества кокса (М 25 - 81,9%, М 10 - 9,5%). Дальнейшее увеличение долевого участия нефтекоксовой мелочи в угольной шихте 10,0 и 15,0% не позволяет говорить об улучшении прочностных свойств кокса. Прочность доменного кокса снижается в сравнении с базовым вариантом угольной шихты: М 25 снижается до 79,8% при 10% участия нефтекоксовой мелочи, а при 15% М 25 снижается до 78,4%. Показатель М 10 возрастает до 9,9% и 10,2% соответственно при 10% и 15% участия нефтекоксовой мелочи.
При реализации состава угольной шихты с участием 10% нефтекоксовой мелочи увеличение расхода кокса в доменном производстве составит в сравнении с базовым составом шихты (с учетом влияния прочностных свойств доменного кокса на его расход в доменном производстве, «Технолог-доменщик. Справочник», г. Москва, «Металлургия», 1986 г., авторы Ю.П. Волков, Л,Я, Шпарбер, А.К. Гусаров, с. 252-253), с учетом снижения содержания золы:
- снижение показателя М 25 на 2% приведет к увеличению расхода кокса на 5,51 кг/т чугуна;
- увеличение показателя М 10 на 0,2% приведет к увеличению расхода кокса на 2,57 кг/т чугуна;
- увеличение содержания серы на 0,12% приведет к увеличению расхода кокса на 1,65 кг/т чугуна;
- снижение содержания золы приведет к снижению расхода кокса на 4,59 кг/т чугуна. Общий перерасход по коксу составит 8,45 кг/т чугуна.
При реализации угольной шихты с 15% участием нефтекоксовой мелочи общий перерасход кокса составит 13,5 кг/т чугуна.
При этом уровень содержания серы в угольной шихте при 10% участии нефтекоксовой мелочи возрастает до 0,60%, а при 15% участия - до 0,66%. Увеличение серы в угольной шихте приводит к росту ее содержания в коксе, что, в свою очередь, окажет влияние на технико-экономические показатели последующего металлургического передела. В доменном производстве будет увеличен расход флюса и снижено качество получаемого чугуна. В сталеплавильном производстве произойдет увеличение затрат на десульфурацию.
Таким образом, долевое участие нефтекоксовой мелочи в угольной шихте более 6,0% не позволяет получить кокс без снижения механической прочности, а снижение расходного коэффициента угольной шихты на кокс и содержания золы в коксе не компенсирует затраты, связанные с увеличением расхода кокса в доменном процессе.
Задачей предлагаемого изобретения является использование нефтяного кокса в угольной шихте коксования исходя из определения оптимального ее участия в зависимости от содержания в нем серы, спекающей основы угольной шихты (участие марок углей Ж и ГЖ), коксовой части (содержание марок КЖ, К, ОС) и отощающей части (марок углей ГЖО, КС, КО, КСН) с целью получения металлургического кокса с высокими прочностными свойствами (М 25 и М 10), горячей прочностью CSR и низкой реакционной способностью CRI.
В соответствии с ТУ1104-076100-00190437-159-96 «Кокс металлургический из углей восточных районов», с. 3-5, Табл. 1 нормируемые значения прочностных свойств металлургического кокса должны соответствовать по показателю М 25 не менее 82,0%, М 10 не более 11,0%. Прочность кокса определяется по ГОСТ 5953.
Поставленная задача решается тем, что в способе составления и подготовки угольной шихты для получения металлургического кокса, содержащей смесь углей различных технологических групп, в отличие от ближайшего аналога угольную шихту формируют из первого и второго компонентов путем их раздельного дозирования и смешения с последующим дроблением полученной угольной шихты, при этом первый компонент угольной шихты, содержащий угли марки ГЖО, ГЖ, Ж и, не обязательно, КЖ, получают на стадии обогащения угля марки Ж путем введения углей марок КС и КО в количестве от 5 до 25%, а второй компонент угольной шихты формируют путем введения нефтяного кокса в смесь коксовых углей разного петрографического состава, включающих марки КЖ, К, КО, КС, КСН, ОС, на стадии складирования и усреднения в штабеле, причем долевое участие нефтяного кокса в смеси коксовых углей для совместного усреднения в штабеле рассчитывают по формуле
Dнкм=[(Sзад-S шт)/(Sнкм-S шт)]*100,
где Dнкм - долевое участие нефтяного кокса в штабеле коксовых углей, %;
Sзад- требуемый уровень содержания серы в штабеле при использовании, задается исходя из условий содержания серы в угольной шихте и коксе, %;
S шт - содержание серы в углях, составляющих штабель без нефтяного кокса, %;
Sнкм - содержание серы в нефтяном коксе, %.
Первый компонент угольной шихты (газово-жирная шахтогруппа) содержит марки КС и КО. Марки КС и КО вводятся на стадии обогащения угля марки Ж при их долевом участии в готовом угольном концентрате «Ж+КС+КО» в диапазоне 5,0-25,0% (отдельно по маркам КО, КС или суммарно). При этом марки КС и КО должны иметь следующие характеристики: Ro не менее 1,06% и ∑ ОК не более 56,0%; спекаемость (У, мм) не менее 10 мм. Готовый угольный концентрат «Ж, КО, КС» имеет показатели качества: Vdaf не менее 32,0%; Ad не более 11,1%; спекаемость (У, мм) не менее 26 мм. Изобретение позволяет подобрать оптимальное соотношение нефтяного кокса в угольной шихте без увеличения содержания серы в коксе с необходимым уровнем прочностных свойств (М 25 на уровне не ниже 82,0%, М 10 не более 10,2%, CSR не менее 45,6%, CRI не более 36,4%). Позволяет решить вопрос малого дозирования нефтяного кокса в смеси с коксовыми углями и долевым участием в технологическом цикле составления угольной шихты к коксованию в диапазоне 0,05 до 7,17%.
Смешение компонентов угольной шихты и дробление угольной шихты производится в молотковых дробилках. Крупность помола угольной шихты контролируется по содержанию класса 0-3 мм в диапазоне 75,0÷85% и насыпной плотностью 700÷810 кг/м3.
Совместное усреднение нефтяного кокса с коксовыми углями в штабеле на угольном складе и при последующем совместном дозировании с коксовыми углями из дозировочного силоса позволяет определить требуемый уровень ее участия в угольной шихте и упрощает операцию дозирования малых объемов (при долевом участии нефтяного кокса от 0,05 до 7,17%).
Для снижения содержания серы в угольной шихте и коксе долевое участие нефтяного кокса в штабеле рассчитывается по формуле
Dнкм=[(Sзад-Sшт)/(Sнкм-Sшт)]*100,
где Dнкм - долевое участие нефтяного кокса в штабеле коксовых углей;
Sзад - необходимый уровень содержания серы в штабеле при использовании нефтяного кокса (задается исходя из условий содержания серы в угольной шихте);
Sшт - содержание серы в штабеле без нефтяного кокса;
Sнкм - содержание серы в нефтяном коксе.
Нефтяной кокс вводится на стадии складирования и усреднения на угольном складе в штабель коксовых углей, включающих в себя марки КЖ, К, КО, КС, КСН, ОС, в зависимости от вариантов компоновки угольной шихты. Составы коксового (или отощающего) компонента угольной шихты с участием нефтяного кокса рассчитываются с учетом диапазона содержания серы. Содержание серы в нефтяном коксе составляет от 1,0% до 5,0%, и в угольных концентратах диапазон содержания серы составляет 0,2÷0,9%. Увеличение серы в угольной шихте приводит к росту ее содержания в коксе, что, в свою очередь, оказывает влияние на технико-экономические показатели последующего металлургического передела. В доменном производстве увеличивается расход флюса и снижается качество получаемого чугуна. В сталеплавильном производстве увеличиваются затраты на десульфурацию.
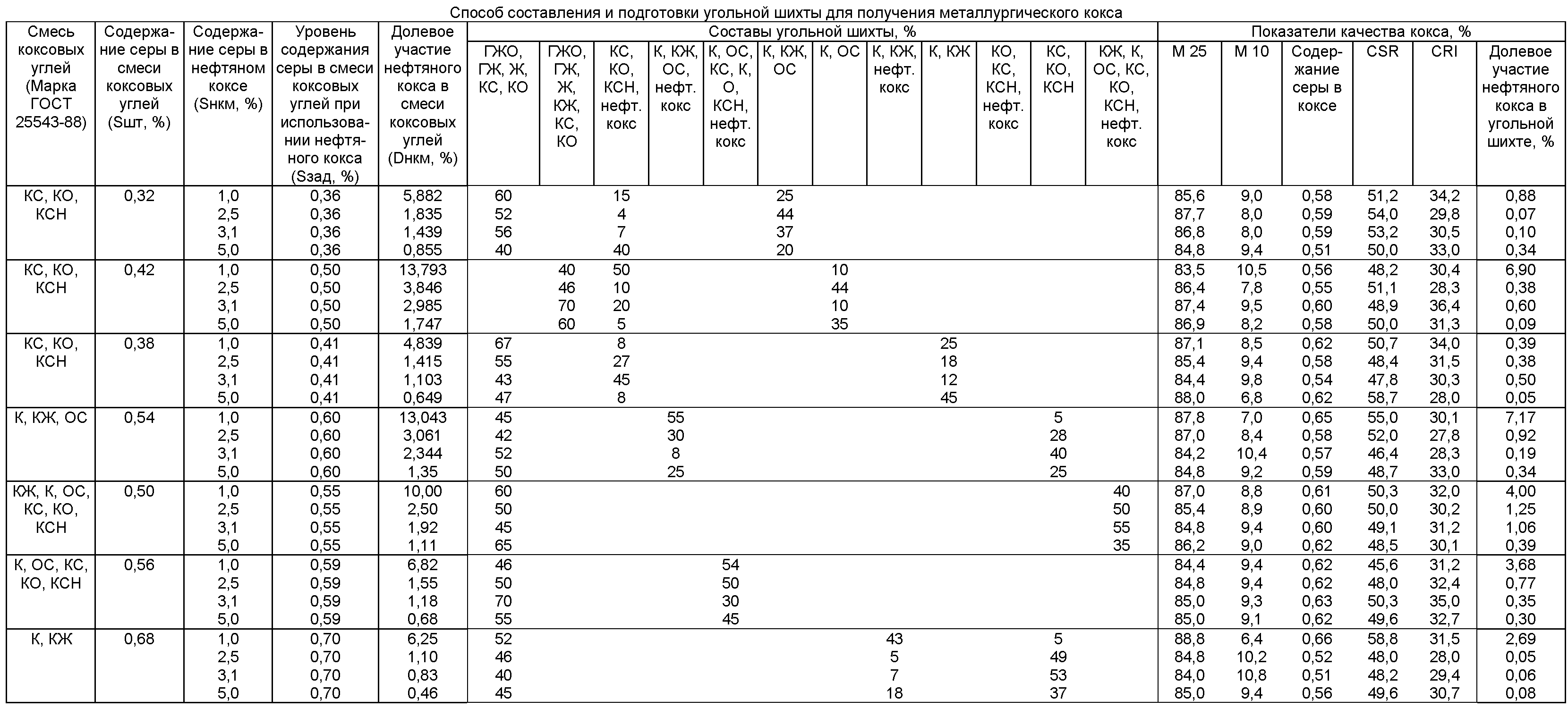
Примеры реализации способа (таблица 1).
Применение данного способа подготовки компонентов угольной шихты коксового (или отощающего) позволяет использовать нефтяной кокс от 0,05 до 7,17% без ухудшения качества кокса как по содержанию серы, так и по прочностным свойствам. Угольная шихта формируется из соотношения компонентов (шахтогрупп):
Первый вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в шихте 40,0-60,0%); К, КЖ, ОС - второй компонент шихты дозируется отдельно (долевое участие в шихте 20,0-44,0%); КС,КО,КСН и нефтяной кокс - третий компонент шихты дозируется отдельно (долевое участие в шихте 4,0-40,0%).
Второй вариант. ГЖО, ГЖ, Ж, КЖ, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в шихте 40,0-70,0%); К, ОС - второй компонент шихты дозируется отдельно (долевое участие в шихте 10,0-44,0%); КО, КС, КСН и нефтекоксовая мелочь - третий компонент шихты дозируется отдельно (долевое участие в угольной шихте 5,0-50,0%).
Третий вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в шихте 43,0-67,0%); К, КЖ - второй компонент шихты дозируется отдельно (долевое участие в шихте 12,0-45,0%); КО, КС, КСН и нефтекоксовая мелочь - третий компонент шихты дозируется отдельно (долевое участие в угольной шихте 8,0-45,0%).
Четвертый вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в угольной шихте 42,0-52,0%); К, КЖ, ОС и нефтяной кокс - второй компонент шихты дозируется отдельно (долевое участие в угольной шихте 8,0-55,0%); КС, КО, КСН - третий компонент дозируется отдельно (долевое участие в угольной шихте 5,0-40,0%).
Пятый вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в угольной шихте 45,0-65,0%); КЖ, К, ОС, КС, КО, КСН и нефтяной кокс - второй компонент шихты дозируется отдельно (долевое участие в угольной шихте 35,0-55,0%).
Шестой вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в угольной шихте 46,0-70,0%); К, ОС, КС, КО, КСН и нефтяной кокс - второй компонент шихты дозируется отдельно (долевое участие в угольной шихте 30,0-54,0%).
Седьмой вариант. ГЖО, ГЖ, Ж, КС, КО - первый компонент шихты дозируется отдельно (долевое участие в угольной шихте 40,0-52,0%); К, КЖ и нефтяной кокс - второй компонент угольной шихты дозируется отдельно (долевое участие в угольной шихте 5,0-43,0%), КС, КО, КСН - третий компонент угольной шихты дозируется отдельно (долевое участие в угольной шихте 5,0-53,0%).
Применение совместного усреднения нефтяного кокса с углями коксовых марок позволяет ограничить рост содержания серы в коксе, снизить затраты на десульфурацию в последующих металлургических переделах и определить оптимальную долю участия нефтяного кокса в угольной шихте в диапазоне 0,05% до 7,17% с целью получения кокса с необходимым уровнем прочностных свойств (М 25 на уровне не ниже 82,0%, М 10 не более 10,2%, CSR не менее 45,6%, CRI не более 36,4%).
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ ведения доменной плавки
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ ведения доменной плавки
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью

