Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ОБРАЗОВАНИЯ УПАКОВКИ ФОРМОВАННЫХ КУСКОВ ТАБАКА
Вид РИД
Изобретение
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Обеспечен способ формования и упаковки порционных табачных продуктов. Способ включает помещение табачного материала в форму, имеющую полости, ориентированные так, чтобы обеспечить возможность извлечения формованных кусков табака в контейнер, и извлечение формованных кусков табака из полостей в контейнер. Способ может дополнительно содержать экструдирование табачной массы в полости формы и/или прессование влажного бездымного табачного материала в полости. Способ также может включать нарезание формованных кусков табака на вертикально выровненные ломтики посредством прохождения одного или более лезвий горизонтально через полости. Выталкивающий элемент может применяться для извлечения формованных кусков из полостей. Предпочтительно, форма содержит полости, разнесенные на достаточное расстояние, чтобы избежать контакта формованных кусков табака во время одновременного извлечения формованных кусков из полостей. Контейнер содержит цилиндрическую банку, и формованные куски табака имеют по существу идентичные прямоугольные формы, которые одновременно извлекаются из формы в банку, после чего крышка размещается на банку. Предпочтительно по меньшей мере пять формованных кусков табака формуются и извлекаются одновременно. Формованные куски табака имеют размеры, которые позволяют множеству формованных кусков, предпочтительно шесть или более формованных кусков, одновременно извлекаться в один слой в банку.
В предпочтительном варианте осуществления, форма выполнена из нержавеющей стали и включает по меньшей мере одну группу полостей, предпочтительно имеющую по меньшей мере пять полостей. Полости предпочтительно ориентированы таким образом, что: (a) торцевые стенки одной из полостей являются параллельными боковым стенкам еще одной другой из полостей; (b) по меньшей мере три полости выровнены в одном направлении, и две полости выровнены в другом направлении; (c) четыре полости выровнены в одном направлении, и одна из полостей выровнена в направлении, перпендикулярном одному направлению; (d) одна из полостей имеет одну торцевую стенку, смежную боковым стенкам двух полостей, и другую торцевую стенку, смежную боковым стенкам двух других полостей; (e) четыре полости выровнены в одном направлении, и две другие полости выровнены в направлении, перпендикулярном одному направлению; или (f) четыре полости расположены бок о бок с выровненными торцевыми стенками и параллельными друг другу боковыми стенками.
Также обеспечено устройство для формования и упаковки формованных кусков табака. Устройство содержит форму, имеющую полости, ориентированные так, чтобы обеспечить возможность извлечения формованных кусков табака непосредственно в контейнер. Форма выполнена из материала, выбранного из группы, состоящей из пластиков, древесины, металлов и их комбинаций. Предпочтительно, форма выполнена из нержавеющей стали и включает по меньшей мере одну группу из по меньшей мере пяти полостей. Форма может включать множество частично соединенных слоев, при этом каждый слой имеет множество вертикально выровненных полостей. Предпочтительно, форма включает заднюю плиту. Полости включают боковые стенки, образованные отверстиями в формовочной плите, и нижнюю стенку, образованную задней плитой. Полости предпочтительно имеют прямоугольную форму с более короткими торцевыми стенками и более длинными боковыми стенками с размерами, которые позволяют множеству (предпочтительно шесть или более) формованных кусков одновременно извлекаться в банку. Полости предпочтительно ориентированы таким образом, что: (a) торцевые стенки одной из полостей являются параллельными боковым стенкам еще одной другой из полостей; (b) по меньшей мере три полости выровнены в одном направлении, и две полости выровнены в другом направлении; (c) четыре полости выровнены в одном направлении, и одна из полостей выровнена в направлении, перпендикулярном одному направлению; (d) одна из полостей имеет одну торцевую стенку, смежную боковым стенкам двух полостей, и другую торцевую стенку, смежную боковым стенкам двух других полостей; (e) четыре полости выровнены в одном направлении, и две другие полости выровнены в направлении, перпендикулярном одному направлению; или (f) четыре полости расположены бок о бок с выровненными торцевыми стенками и параллельными друг другу боковыми стенками. Предпочтительно, полости разнесены на достаточное расстояние, чтобы избежать контакта формованных кусков табака во время одновременного извлечения формованных кусков из полостей в банку. В варианте осуществления, форма может быть покрыта пластиком.
В предпочтительном варианте осуществления, устройство может включать выталкивающий элемент для извлечения формованных кусков табака из полостей, когда формовочная плита перемещена в такое положение, что задняя плита больше не блокирует нижние отверстия в формовочной плите для того, чтобы обеспечить возможность прохождения формованных кусков через формовочную плиту. Кроме того, устройство может включать режущее устройство, содержащее по меньшей мере два лезвия для разрезания формованных кусков табака на вертикально выровненные части посредством прохождения одного или более лезвий горизонтально через полости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
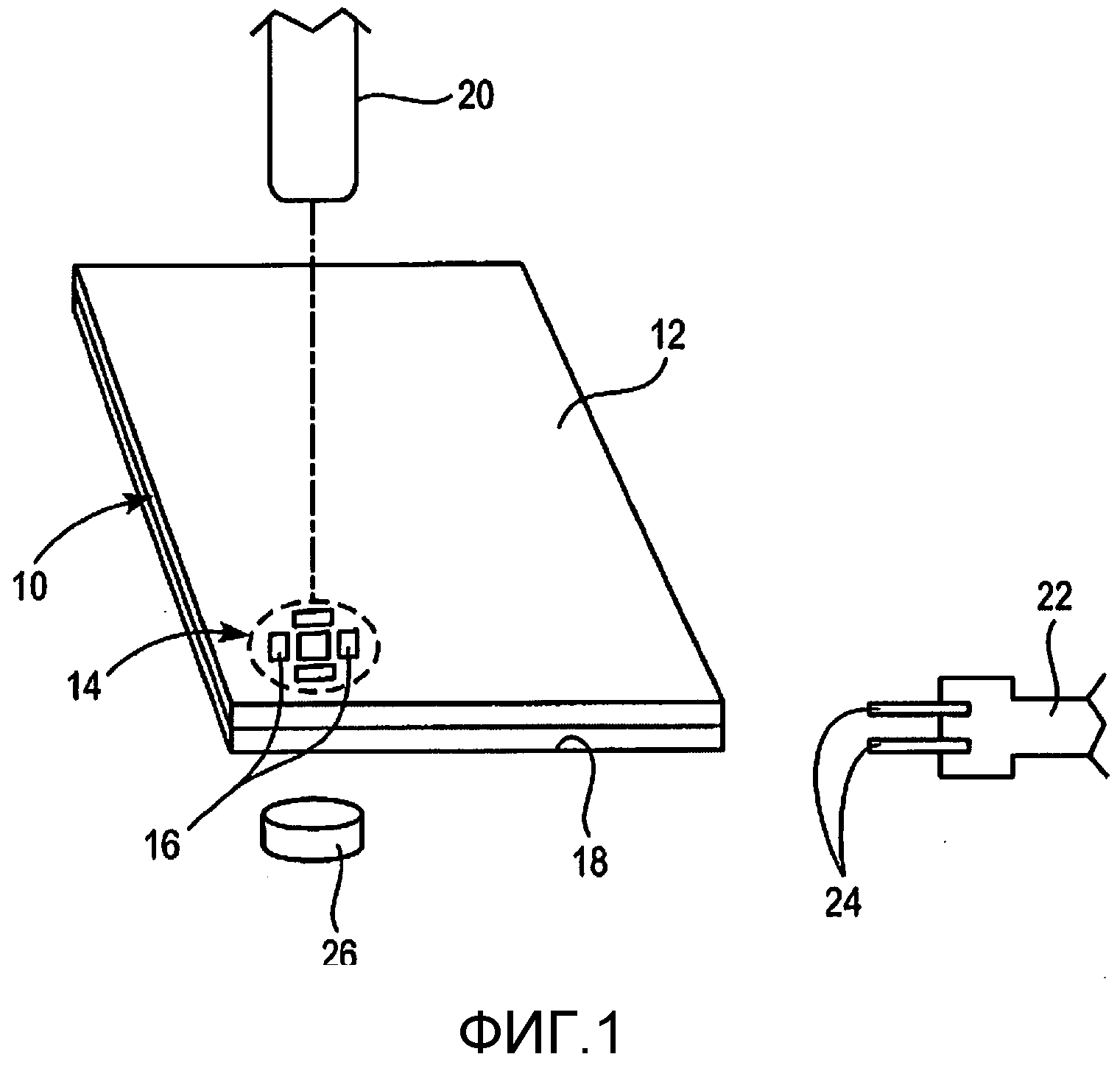
Фиг.1 - вид устройства, включающего форму с полостями для формования и упаковки формованных кусков табака.
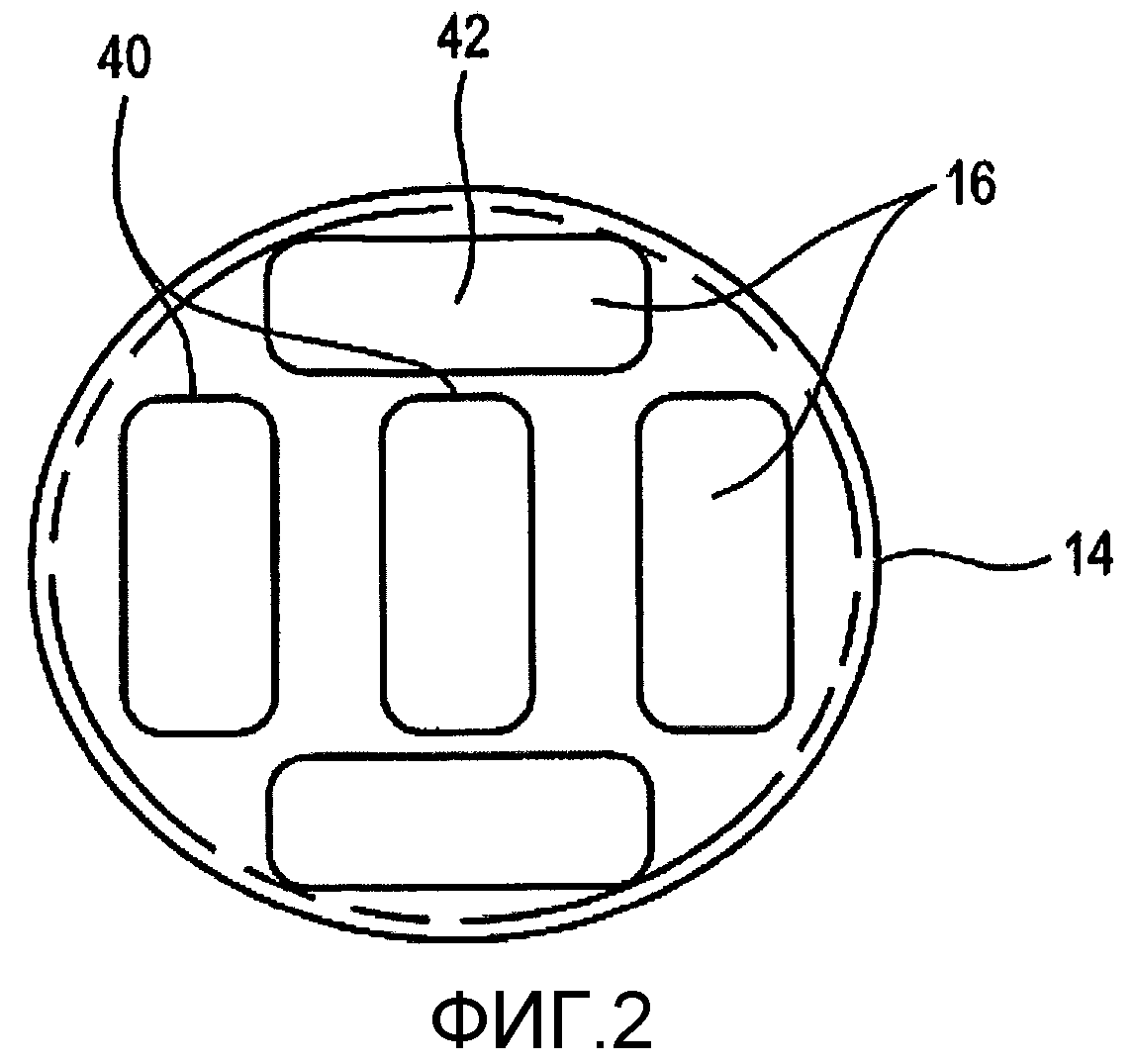
Фиг.2 - вид сверху первой группы полостей в форме.
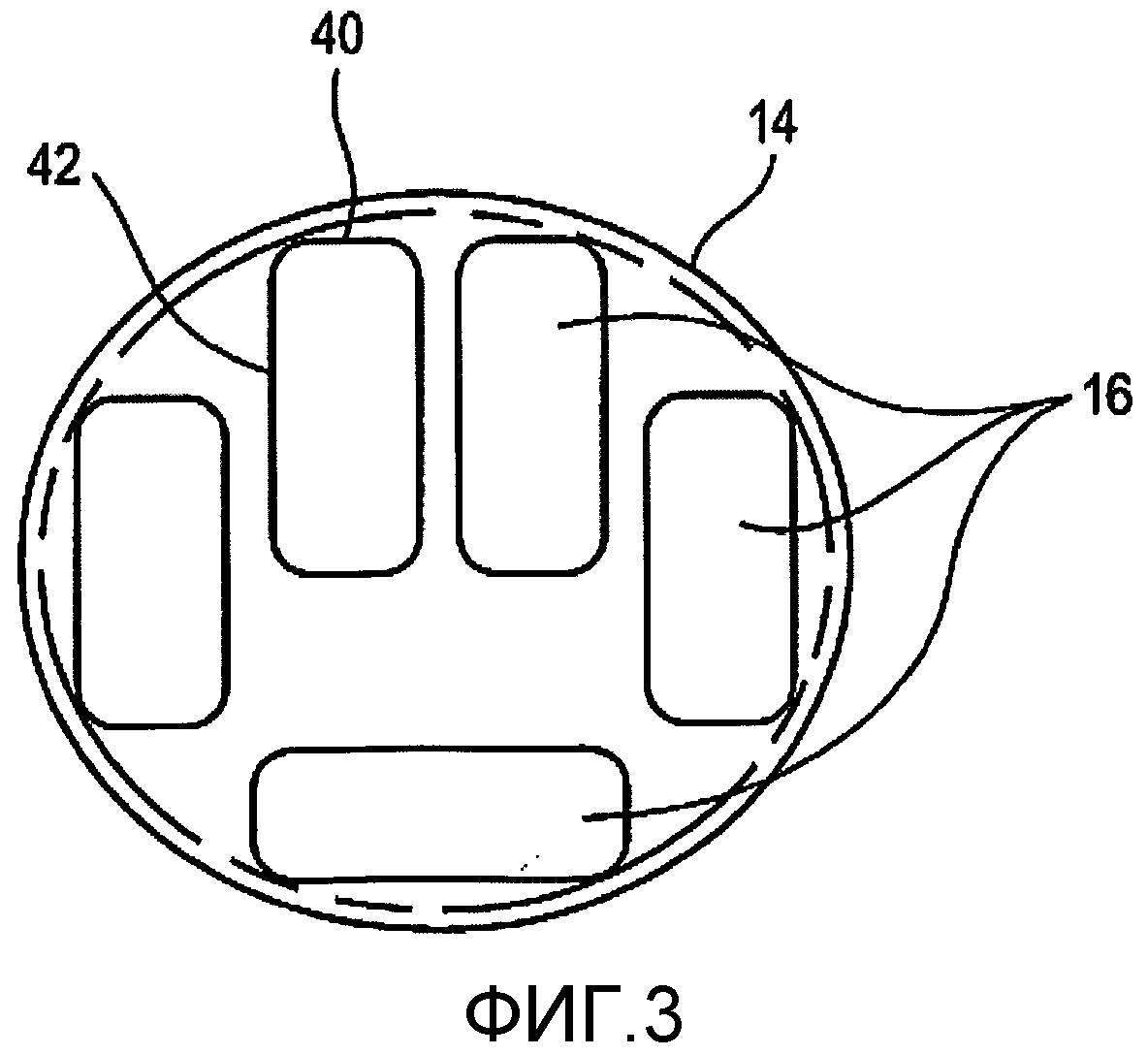
Фиг.3 - вид сверху второй группы полостей в форме.
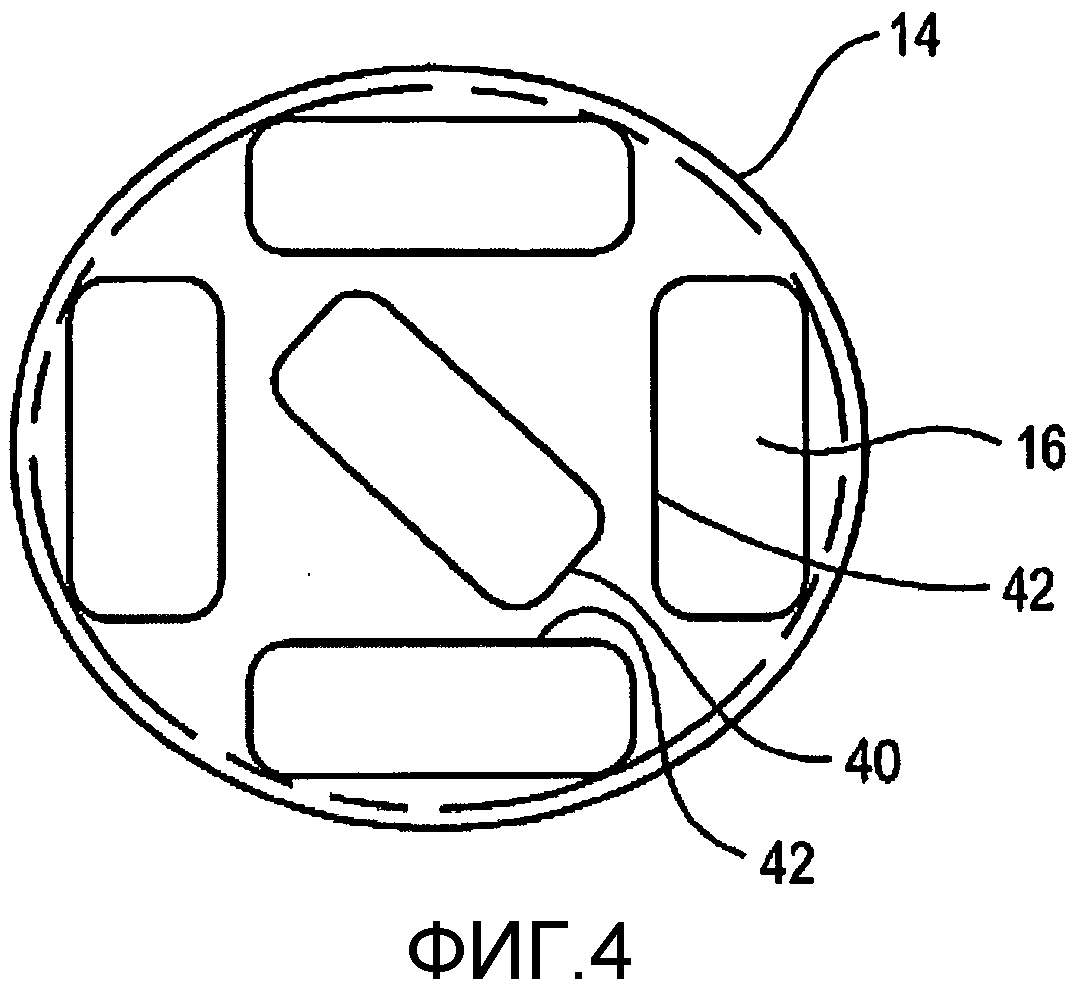
Фиг.4 - вид сверху третьей группы полостей в форме.
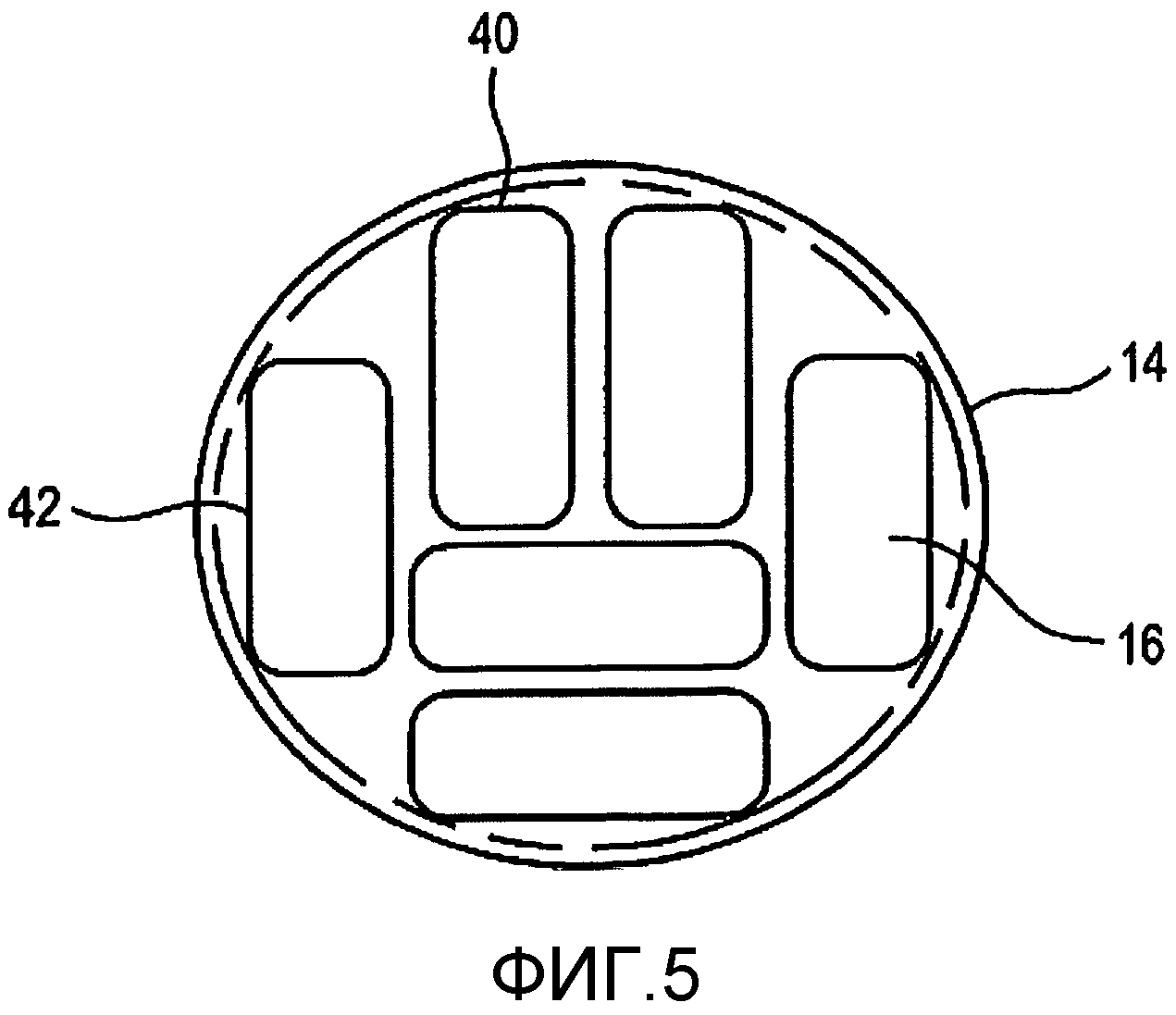
Фиг.5 - вид сверху четвертой группы полостей в форме.
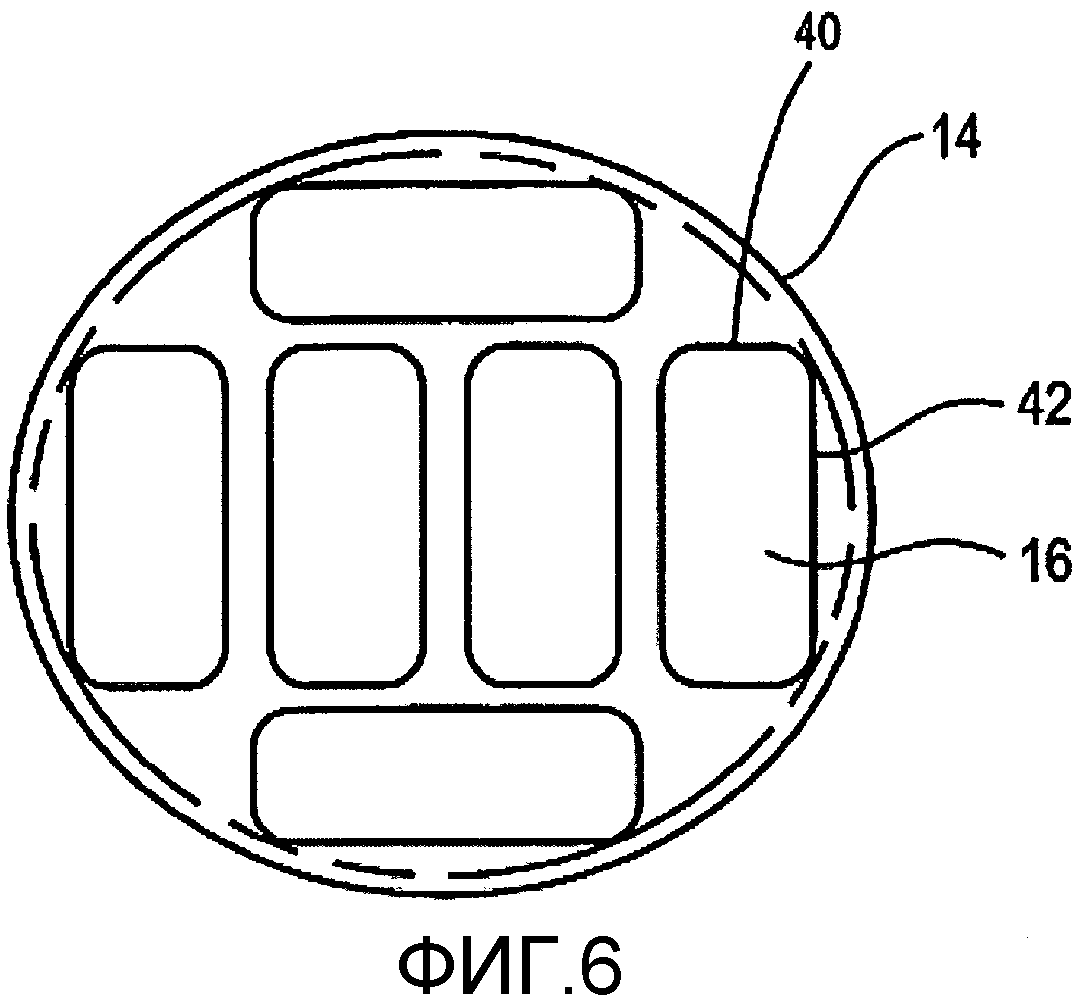
Фиг.6 - вид сверху пятой группы полостей в форме.
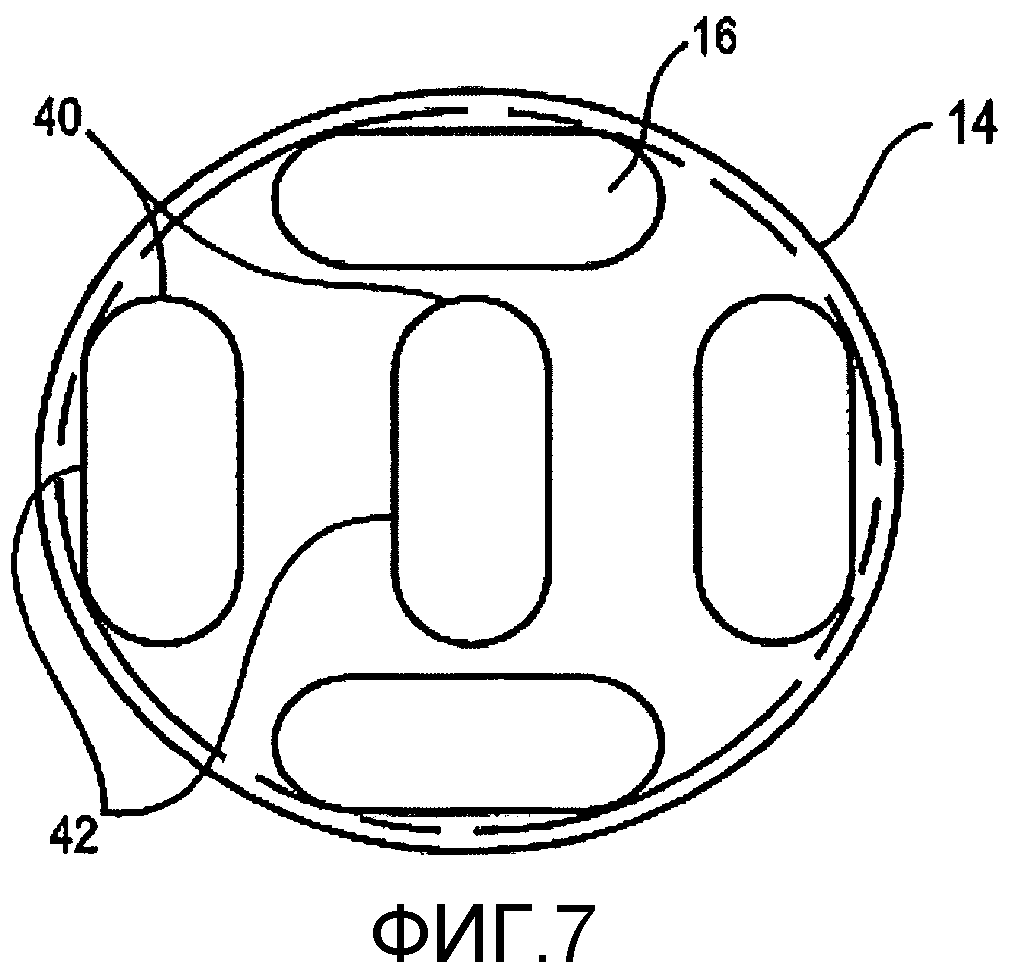
Фиг.7 - вид сверху шестой группы полостей в форме.
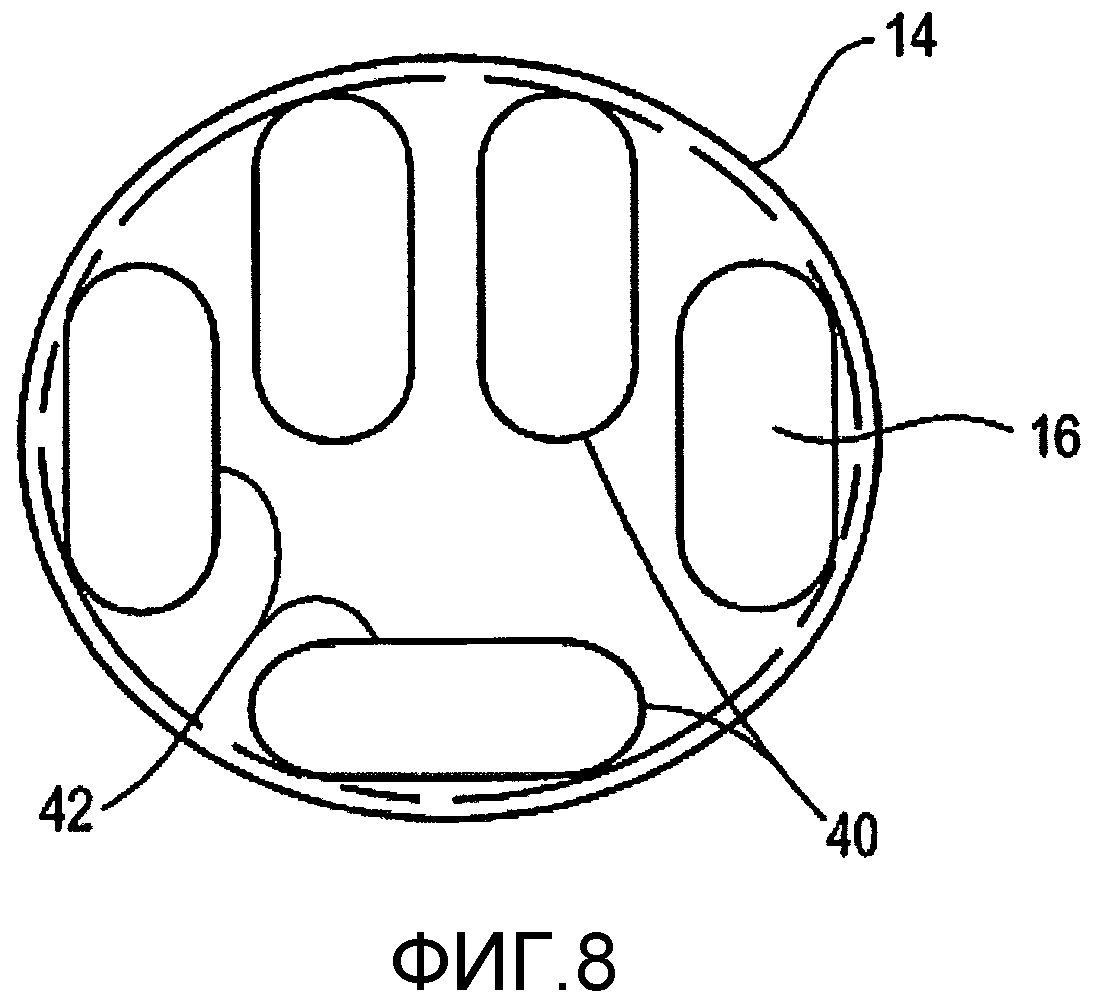
Фиг.8 - вид сверху седьмой группы полостей в форме.
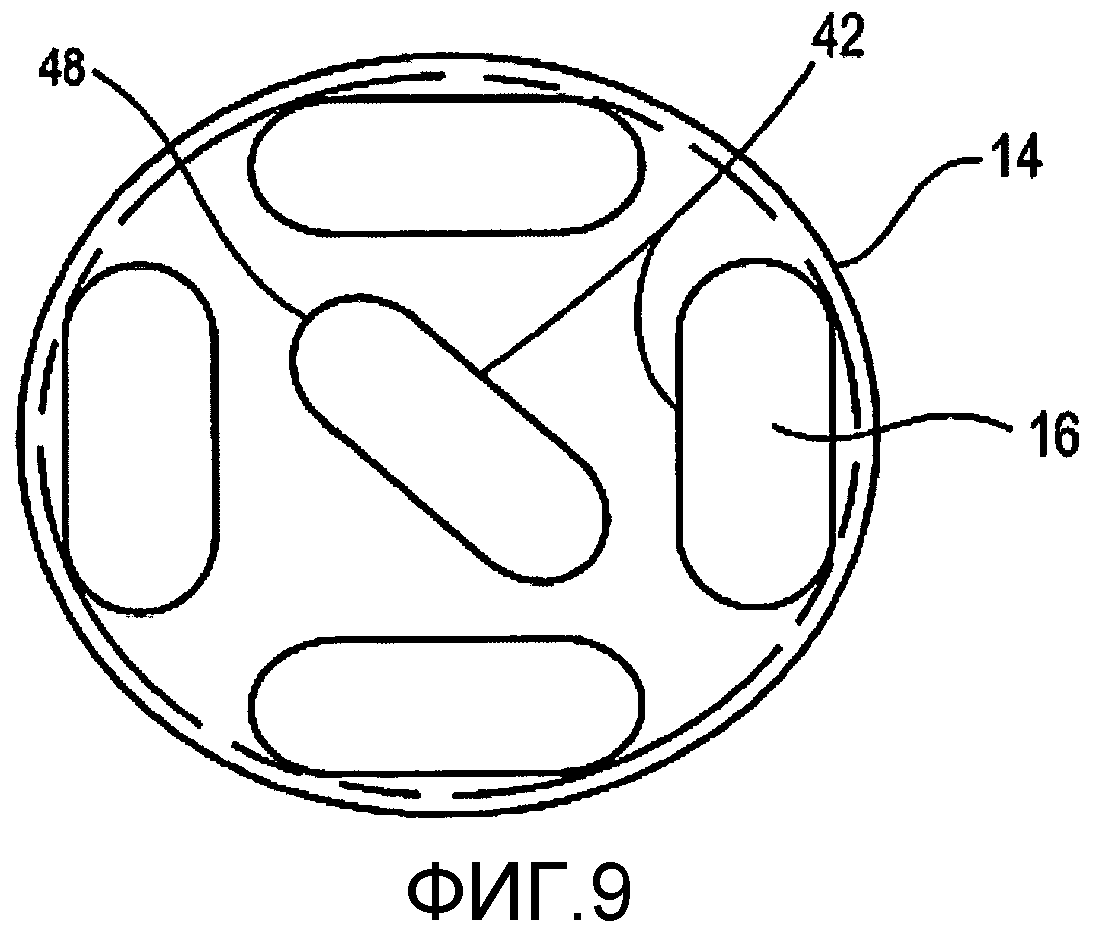
Фиг.9 - вид сверху восьмой группы полостей в форме.
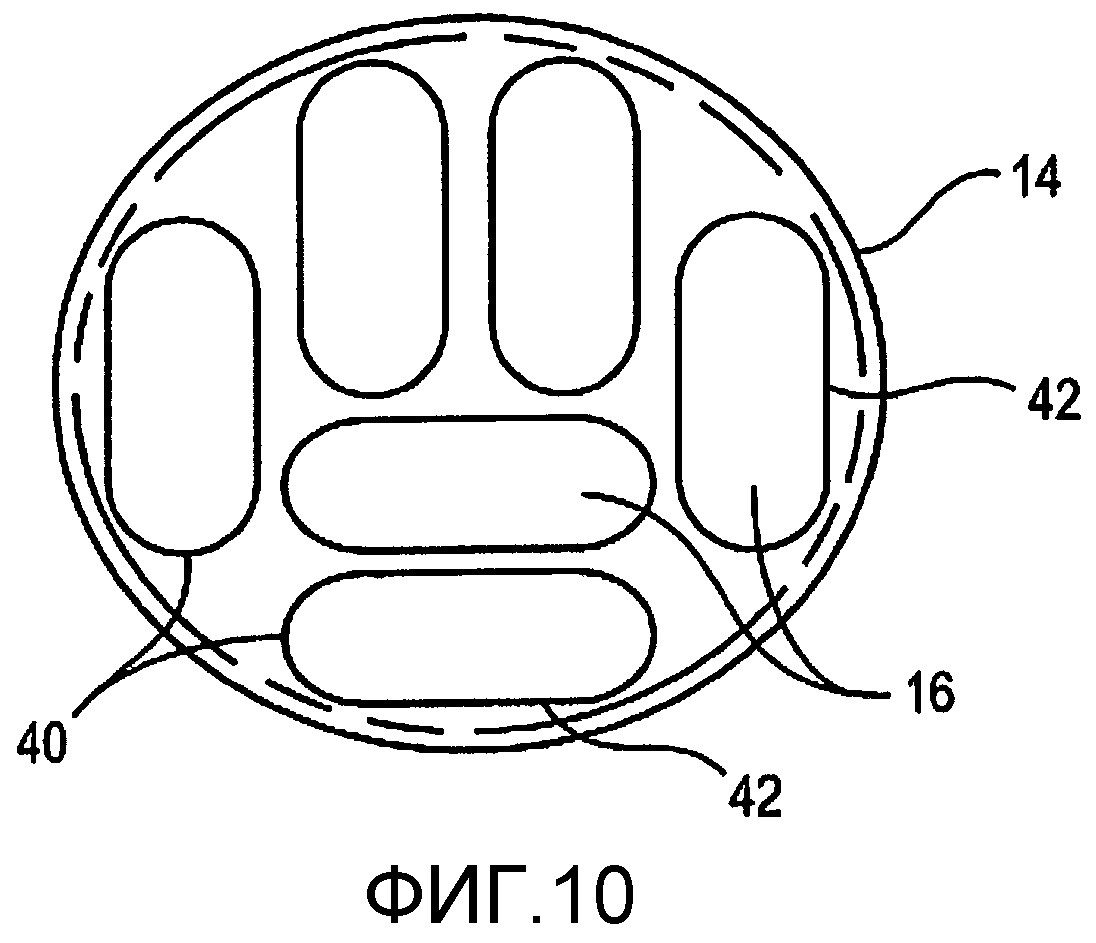
Фиг.10 - вид сверху девятой группы полостей в форме.
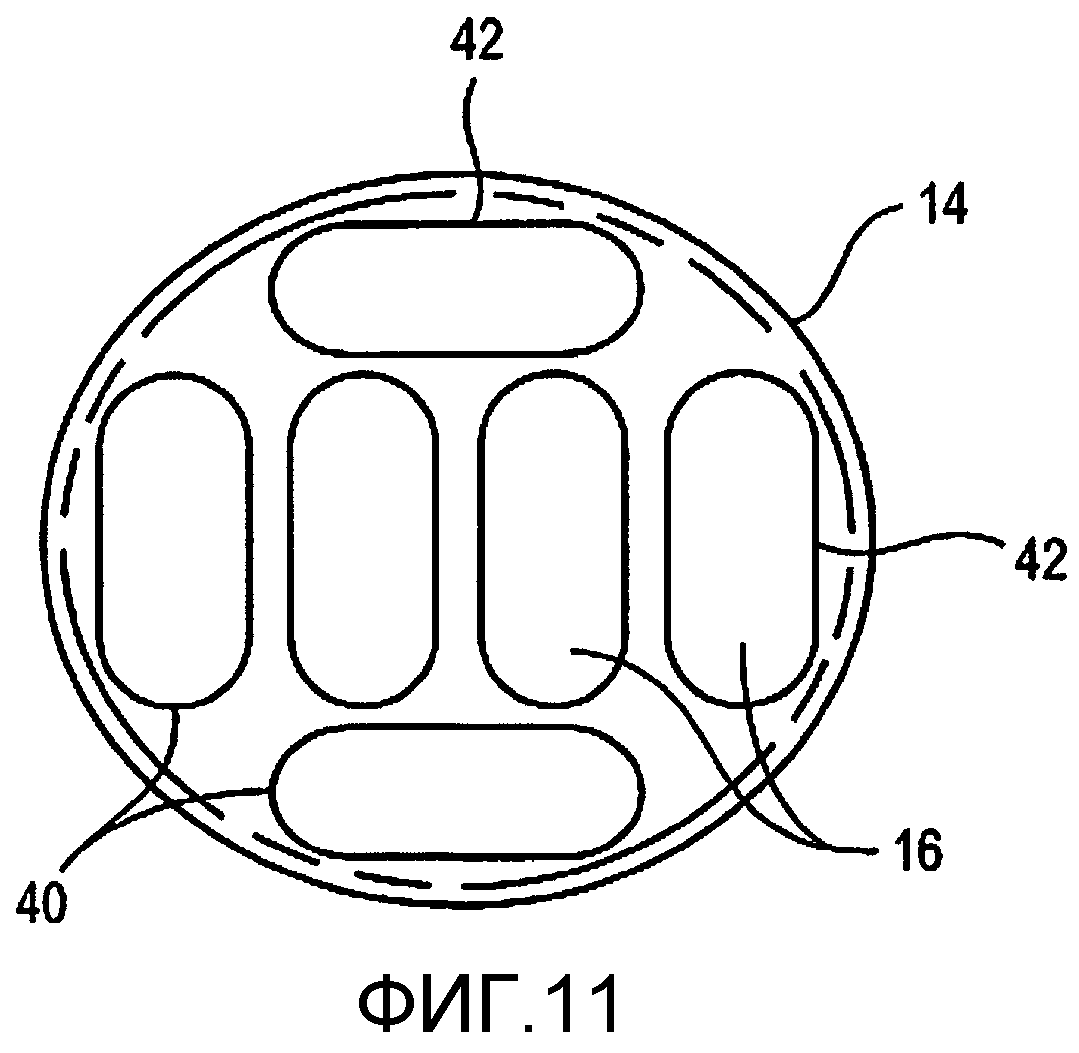
Фиг.11 - вид сверху десятой группы полостей в форме.
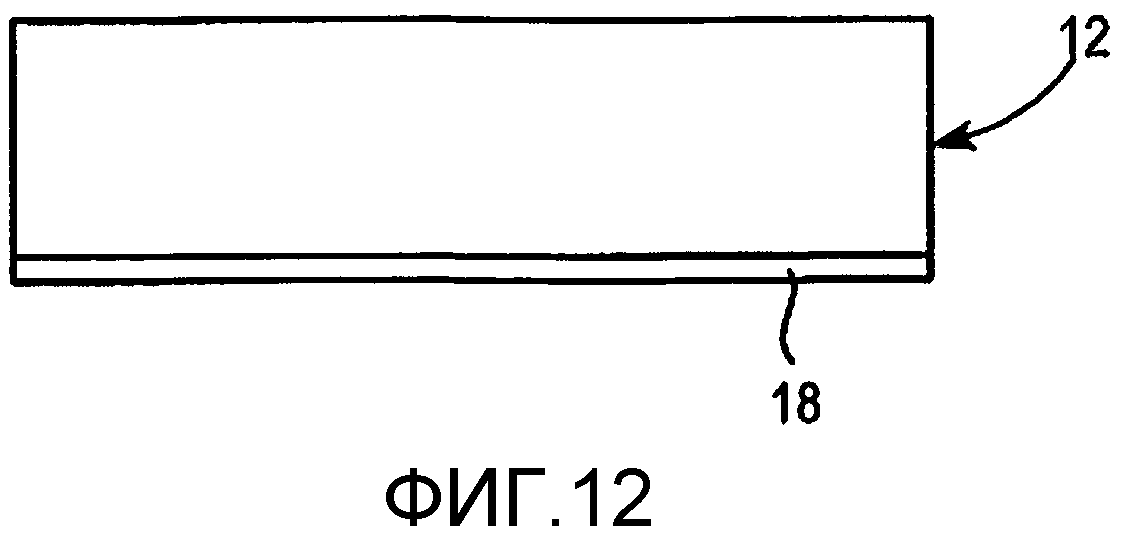
Фиг.12 - вид сбоку формы, имеющей один слой и нижнюю плиту.
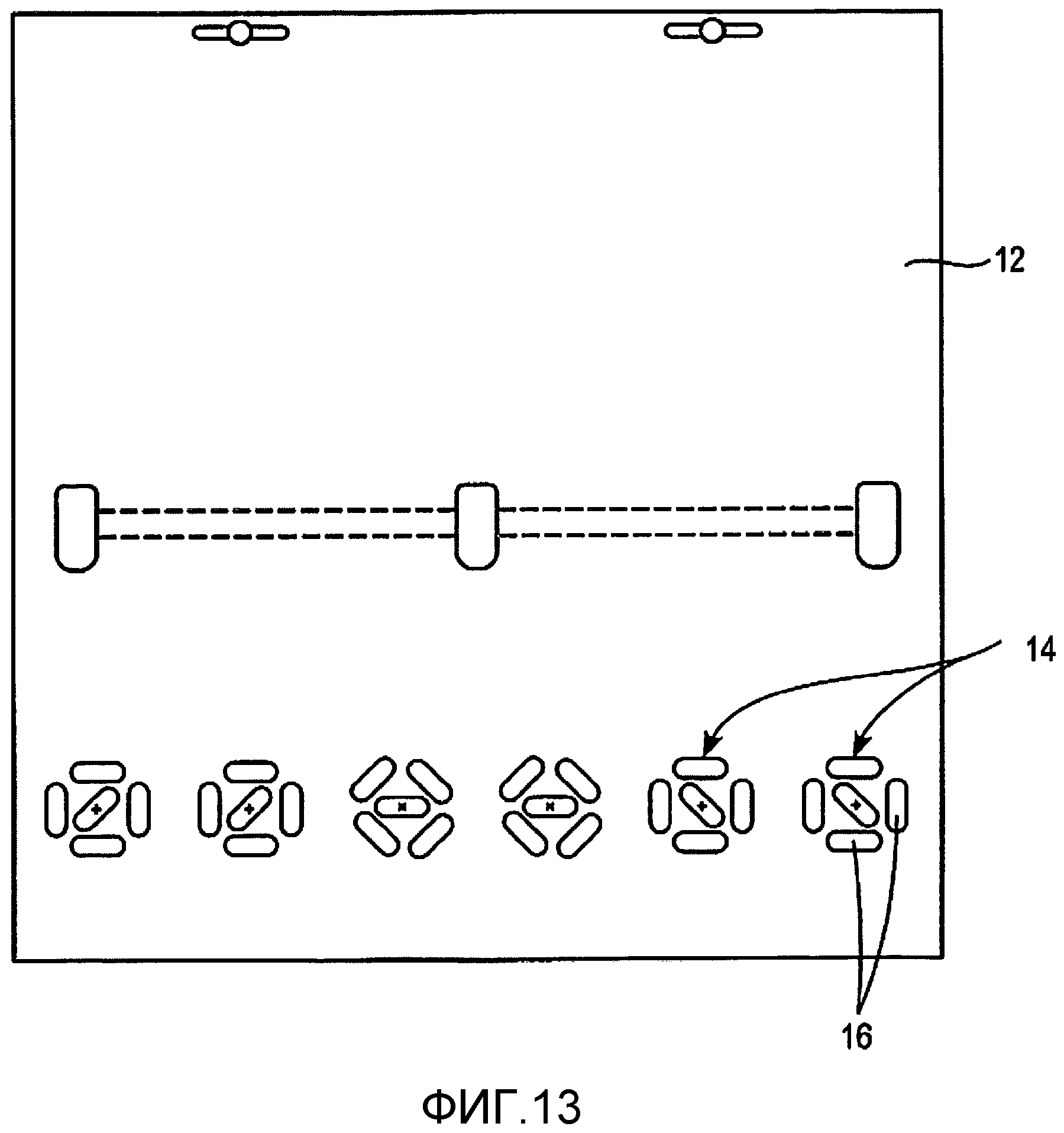
Фиг.13 - вид формовочной плиты, имеющей множество групп полостей в ней.
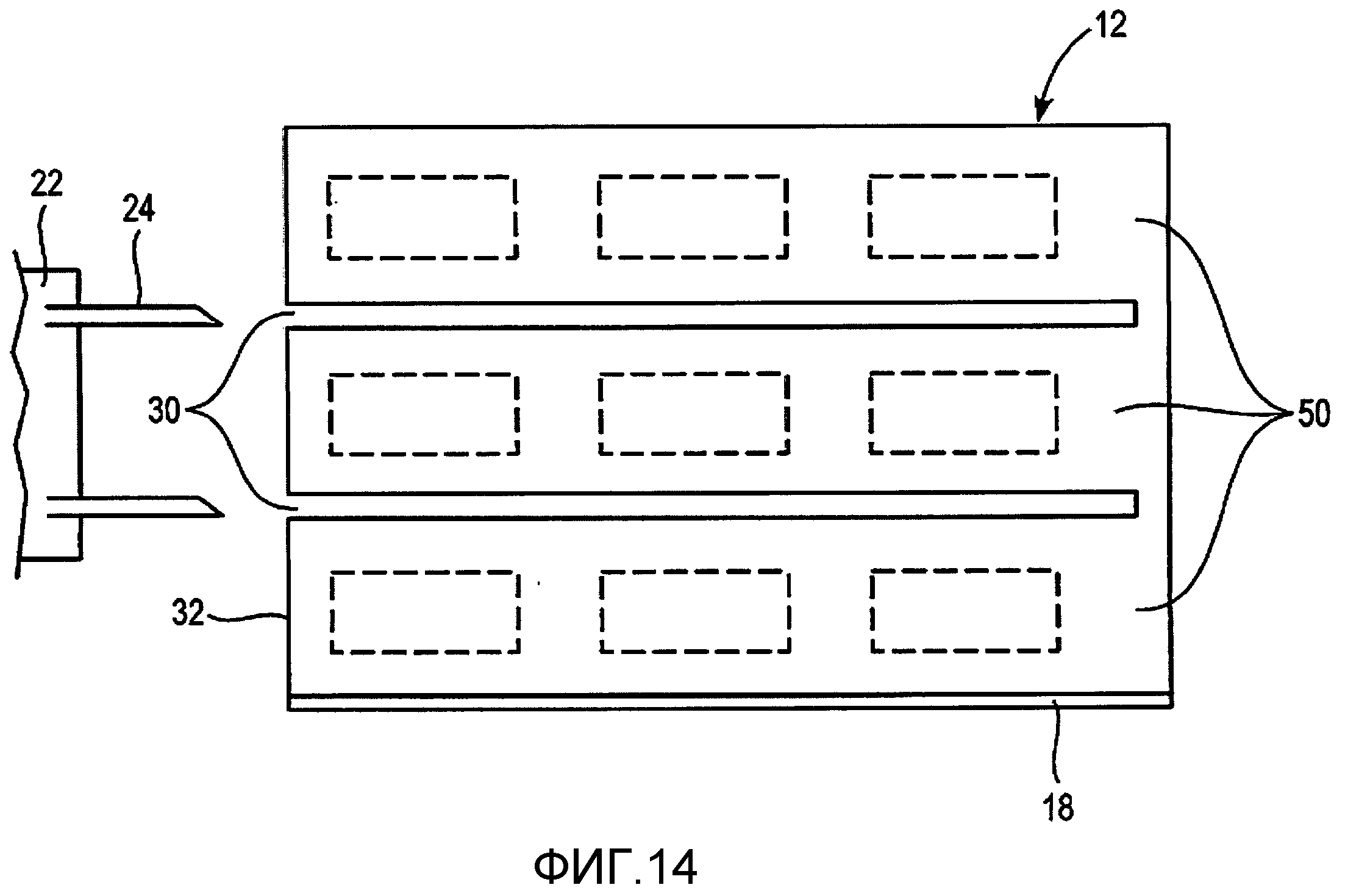
Фиг.14 - вид сбоку формы, имеющей множество частично соединенных слоев.
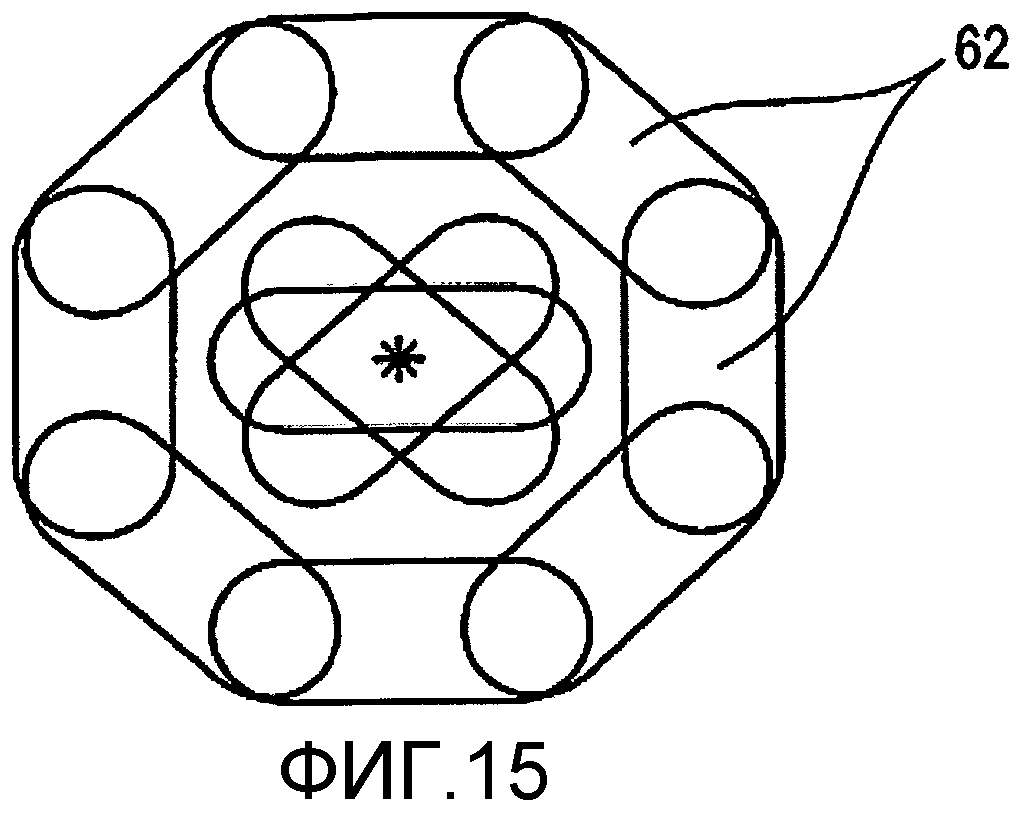
Фиг.15 - вид, показывающий ориентации трех слоев формованных кусков табака после извлечения из формовочной плиты в контейнер.
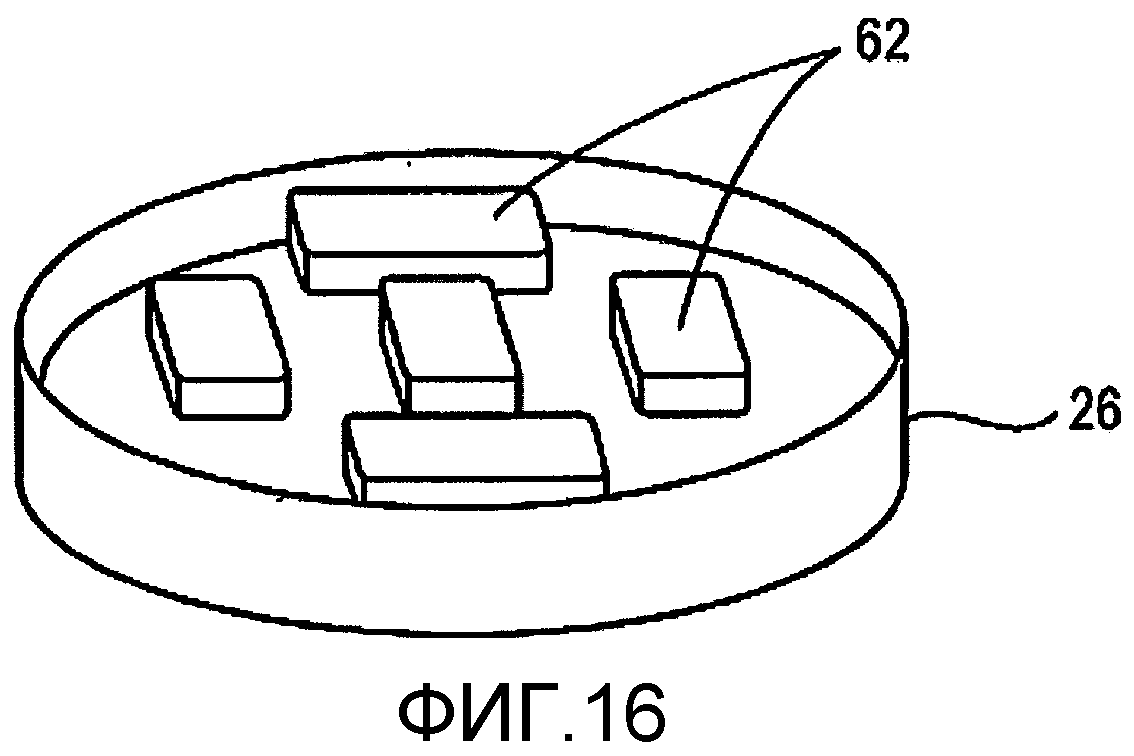
Фиг.16 - вид одного слоя формованных кусков табака, расположенных в контейнере, после извлечения из первой группы полостей по фиг.2.
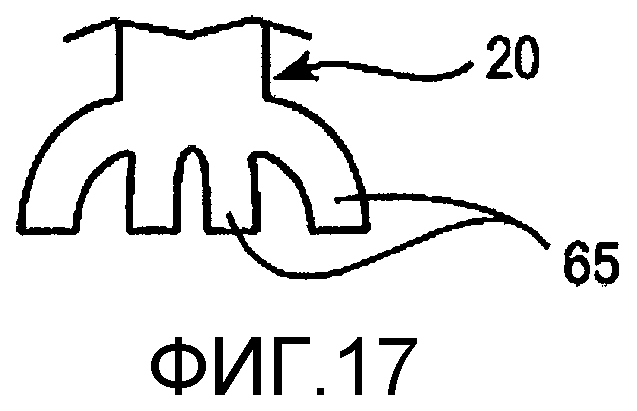
Фиг.17 - вид выталкивающего элемента, имеющего выступы.
ПОДРОБНОЕ ОПИСАНИЕ
Обеспечены способ и устройство для формования табачного материала для образования формованных кусков табака и упаковки формованных кусков табака. Способ и устройство, описанные здесь, уменьшают сложности получения упакованных формованных кусков табака (влажный снафф) посредством выполнения групп полостей формовочной плиты в соответствии с конечными требуемыми ориентациями упаковки (конфигурацией) и извлечения ориентированных групп формованных кусков табака непосредственно в контейнеры. Предпочтительно, формованные куски табака имеют размеры, которые позволяют множеству, предпочтительно около шести формованных кусков или больше, одновременно извлекаться в каждую банку. Таким образом, при извлечении формованных кусков табака из формы, куски автоматически укладываются в контейнер с предпочтительной ориентацией без необходимости дополнительного манипулирования и регулировок.
Предпочтительно, формованные куски табака представляют собой бездымные табачные продукты, такие как влажные бездымные табачные продукты. Влажные бездымные табачные продукты могут включать табак и по меньшей мере одну добавку.
Примеры применимых типов табачных материалов, которые могут использоваться, включают, но не ограничиваясь этим, табак трубоогневой сушки, табак воздушной сушки, Дарк Файед, табак Берли, табак Мэриленд, ориентальный табак, редкий табак, специальный табак, восстановленный табак, агломерированную табачную мелочь, их смеси и тому подобное. Предпочтительно, табачный материал ферментирован. В альтернативном варианте осуществления, некоторая часть или весь табачный материал может быть пастеризован.
Табачный материал может быть обеспечен в любой подходящей форме, включая нарезку и/или частицы табачного листа, обработанные табачные материалы, например увеличенный в объеме или распухший табак, или измельченный табак, обработанные табачные стебли, например стебли с нарезкой "cut-rolled" или "cut-puffed", восстановленные табачные материалы, их смеси и тому подобное. Также может использоваться генетически модифицированный табак.
Кроме того, табачный материал также может включать дополнительное количество овощных или растительных волокон или частиц, например частицы нарезки латука, хлопка, льна, волокна свеклы, целлюлозные волокна, их смеси и тому подобное.
Предпочтительно, табачный материал содержит влажный бездымный табак, имеющий содержание влаги от около 35% до около 65%. Табачный материал содержит влажный бездымный табак, имеющий активность воды от около 0,85 aw до около 0,87 aw.
Добавки выбираются из группы, состоящей из связующих веществ, полимеров, воды, вкусоароматических веществ, красителей, увлажнителей, консервантов, нутрицевтиков, антиоксидантов, витаминов, минералов и их комбинаций.
Влажные бездымные табачные продукты могут быть липкими на ощупь. Табачный материал может прессоваться и/или экструдироваться в формовочную плиту, как описано здесь, для образования формованных кусков табака. Предпочтительно, табачные продукты, как сформованные здесь, имеют такие размеры, чтобы помещаться в рот пользователя.
Как показано на фиг.1, устройство 10 для формования и упаковки табака включает формовочную плиту 12. Формовочная плита 12 может включать одну или более групп 14 полостей 16 и по меньшей мере одну заднюю плиту 18. Полости 16 включают боковые стенки, образованные отверстиями в формовочной плите, и нижнюю стенку, образованную задней плитой 18. В предпочтительном варианте осуществления, влажный бездымный табачный материал может прессоваться в полости 16 формовочной плиты 12. В качестве альтернативы, табачная масса экструдируется в полости 16 формовочной плиты 12. Как только табачный материал сформован, формовочная плита 12 перемещается вперед, таким образом задняя плита 18 больше не располагается под формовочной плитой 12, и формованные куски табака имеют возможность проходить через формовочную плиту 12. Предпочтительно, выталкивающий элемент 20 используется для того, чтобы заставить формованные куски табака выходить из полостей 16 непосредственно в контейнер 26 без крышки. В альтернативном варианте осуществления, задняя плита 18 может представлять собой подвижную заднюю плиту 18, которая перемещается после формования и до извлечения, чтобы обеспечить возможность прохождения формованных кусков табака через формовочную плиту 12. Выталкивающий элемент 20 используется, так как формованный табачный материал может быть липким и, таким образом, трудным для извлечения из формовочной плиты 12. В предпочтительном варианте осуществления, выталкивающий элемент 20 может включать множество выступов 65 (показанных на фиг.17), выполненных так, чтобы сопрягаться с полостями 16 формовочной плиты 12. Для облегчения выхода формованных кусков табака, стенки, задающие каждую формовочную полость, могут быть незначительно наклонены (на или около 3 градусов), таким образом полости являются незначительно более открытыми в направлении извлечения формованных кусков.
В варианте осуществления, форма включает формовочную плиту 12, включающую множество слоев 50 (как показано на фиг.14), и устройство может включать режущий элемент 22. Предпочтительно, режущий элемент 22 включает по меньшей мере два лезвия 24 (например, по меньшей мере три лезвия, по меньшей мере четыре лезвия или по меньшей мере пять лезвий) и является приводимым в действие для разрезания формованных кусков табака на вертикально выровненные части посредством прохождения одного или более лезвий 24 горизонтально через щели 30 в боковых стенках 32 (также показано на фиг.14) полостей 16. В предпочтительном варианте осуществления, каждый слой 50 включает по меньшей мере три полости 16 для образования по меньшей мере трех формованных кусков табака на слой 50. Предпочтительно, полости 16 каждого слоя вертикально выровнены таким образом, что табачный материал проходит через верхнюю полость к нижним полостям во время формования. Как только формованные куски табака разрезаны на части, лезвия режущего элемента 22 отводятся, и множество слоев формованных кусков табака извлекается из полостей 16 и в контейнер 26.
В предпочтительном варианте осуществления, формовочная плита 12 может быть выполнена из материала, выбранного из группы, состоящей из пластиков, металлов, древесины и их комбинаций. Применимые пластики включают, без ограничения, полипропилен, полиэтилен и тому подобное. Предпочтительно, пластики являются высокоплотными пластиками. Когда выполнена из пластика, формовочная плита 12 может быть получена литьем под давлением методом впрыска. Применимые металлы включают, без ограничения, нержавеющую сталь, алюминий и тому подобное. В предпочтительном варианте осуществления, формовочная плита 12 выполнена из нержавеющей стали. Металлические формовочные плиты являются предпочтительными из-за нагрузки, прикладываемой к плите во время формования и извлечения формованных материалов.
В варианте осуществления, металлические формовочные плиты могут по желанию включать материал покрытия, который способствует легкому извлечению формованных кусков табака, которые могут быть липкими, из полостей 16 формовочной плиты 12. Применимые покрытия включают полимерные покрытия, такие как Teflon®, Silverstone® и тому подобное. Покрытия, нанесенные на металлы, такие как нержавеющая сталь, способствуют образованию металлических формовочных плит с высокой износостойкостью.
Формовочная плита 12 может иметь длину от около 18 дюймов до около 20 дюймов. В предпочтительном варианте осуществления, формовочная плита 12 имеет длину около 18,5 дюймов. Также в предпочтительном варианте осуществления, формовочная плита 12 включает по меньшей мере около двух групп 14 полостей 16, предпочтительно по меньшей мере около трех групп 14, более предпочтительно по меньшей мере около четырех групп 14, еще более предпочтительно по меньшей мере около пяти групп 14 и наиболее предпочтительно по меньшей мере около шести групп 14 полостей 16.
В предпочтительном варианте осуществления, формовочная плита 12 включает множество групп 14 полостей 16. Также предпочтительно, каждая группа 14 включает по меньшей мере две полости 16, более предпочтительно по меньшей мере три полости 16 и наиболее предпочтительно по меньшей мере четыре полости 16 (например по меньшей мере пять полостей или по меньшей мере шесть полостей или больше). Посредством включения множества полостей 16 множество формованных кусков табака может одновременно образовываться и извлекаться в виде группы в контейнер 26, такой как банка.
Предпочтительно, каждая группа 14 полостей 16 в формовочной плите 12 имеет диаметр от около 2,0 дюймов до около 3,0 дюймов, более предпочтительно от около 2,25 дюймов до около 2,5 дюймов. В предпочтительном варианте осуществления, диаметр группы 14 по существу является таким же, что и диаметр контейнера 26, в который вводятся формованные куски табака.
Предпочтительно, каждая полость 16 имеет размеры и выполнена так, чтобы образовать формованный кусок табака, который может быть помещен в рот пользователя. Таким образом, в предпочтительном варианте осуществления, каждая полость 16 и каждый получающийся формованный кусок табака имеет длину от около 1,0 дюймов до около 1,5 дюймов (например, длину от около 1,0 до около 1,25 дюймов или от около 1,1 до около 1,5 дюймов) и ширину от около 0,25 дюймов до около 1,0 дюймов (например, ширину от около 0,30 до около 0,9 дюймов). Кроме того, каждая полость 16 имеет глубину от около 0,2 дюймов до около 0,5 дюймов, более предпочтительно глубину от около 0,2 дюймов до около 0,3 дюймов. Высота каждого формованного куска табака составляет от около 0,2 дюймов до около 0,5 дюймов, более предпочтительно от около 0,2 дюймов до около 0,3 дюймов. Таким образом, каждая полость 16 изготавливает формованный кусок табака, имеющий объем от около 0,05 кубических дюймов до около 1,05 кубических дюймов.
Предпочтительно, формованные куски табака помещаются в контейнер 26, такой как банка, имеющий внутренний диаметр от около 2,25 дюймов до около 2,75 дюймов, более предпочтительно от около 2,4 дюймов до около 2,5 дюймов. Также предпочтительно, банка имеет внутреннюю глубину от около 0,6 дюймов до около 0,8 дюймов. В предпочтительном варианте осуществления, банка имеет внутреннюю глубину около 0,7 дюймов. Предпочтительно, один или более слоев формованных кусков табака могут быть расположены в банке таким образом, что общая высота слоев формованных кусков табака меньше, чем внутренняя глубина банки, для того, чтобы избежать сжатия формованных кусков табака в банке для предотвращения прилипания друг к другу формованных кусков табака в банке. Как только формованные куски табака введены в банку, крышка может быть помещена на банку, и банка может быть герметизирована.
В предпочтительном варианте осуществления, геометрия контейнеров является такой, что формованные куски табака не разместятся в них, если не расположены определенным образом. Также предпочтительно, формованные куски табака имеют размеры, которые позволяют предварительно выбранному количеству кусков, предпочтительно шесть, семь, восемь кусков или больше, одновременно извлекаться в контейнер с определенным расположением в один слой. Однако контейнер может быть выполнен так, чтобы размещать множество слоев формованных кусков табака, при этом каждый слой содержит множество формованных кусков, предпочтительно около шести, семи, восьми кусков или больше, которые одновременно извлекаются в контейнер. Таким образом, устройство исключает необходимость дополнительного манипулирования формованными кусками табака до герметизации контейнера.
Полости 16 и/или формованные куски табака могут быть выполнены с любой формой или размерами. Применимые формы включают, без ограничения, прямоугольники, квадраты, вытянутые формы, окружности, овалы, звезды, листообразные формы, лунообразные формы, полумесяцы, их комбинации и тому подобное. В некоторых вариантах осуществления, большие и/или меньшие полости и/или формованные куски табака могут быть включены в одну группу для образования формованных кусков табака, имеющих множество размеров, которые могут укладываться в одну банку для получения банки формованных кусков табака, предлагающей множество размеров порции. Независимо от формы полости и получающихся формованных кусков табака, полости должны располагаться и, соответственно, опустошаться с определенной конфигурацией таким образом, что формованные куски табака разместятся в контейнер без дополнительного манипулирования формованными кусками табака. Формованные куски табака могут быть одинаковыми по размеру или варьироваться в размере в одном контейнере.
Фиг.2 представляет собой иллюстрацию первой конфигурации группы 14 полостей 16. Предпочтительно, полости 16 ориентированы таким образом, что формованные куски табака могут извлекаться непосредственно в контейнер 26 (показанный на фиг.1) без необходимости дополнительного манипулирования формованными кусками табака. Как показано, полости 16 по существу являются прямоугольными со скругленными углами. Торцевые стенки 40 одной из полостей 16 являются параллельными боковым стенкам 42 еще одной другой из полостей 16. Предпочтительно, как показано, по меньшей мере три полости 16 выровнены их длинными осями в одном направлении, и две полости 16 выровнены их длинными осями в другом направлении.
Предпочтительно, ширина торцевых стенок 40 и ширина боковых стенок 42 полостей 16 является достаточно большой для предотвращения разрушения полостей 16 во время заполнения и формования и для предотвращения прилипания друг к другу табачного материала, помещенного в полости 16, во время заполнения, формования и извлечения. Предпочтительно, торцевые стенки 40 и боковые стенки 42 полостей имеют толщину по меньшей мере от около 0,080 дюймов до около 0,200 дюймов, более предпочтительно толщину от около 0,082 дюймов до около 0,150 дюймов.
Как показано на фиг.3, во второй группе 14, полости 16, имеющие по существу прямоугольную форму со скругленными углами, выровнены длинными осями четырех полостей в одном направлении, и длинная ось одной из полостей 16 выровнена в направлении, перпендикулярном одному направлению.
На фиг.4 показана третья группа 14 прямоугольных полостей 16, в которой одна из полостей 16 имеет одну торцевую стенку 40, смежную боковым стенкам 42 двух полостей 16, и другую торцевую стенку 40, смежную боковым стенкам 42 двух других полостей 16.
В четвертой группе 14, показанной на фиг.5, длинные оси четырех из полостей 16 выровнены в одном направлении, и длинные оси двух других полостей 16 выровнены в направлении, перпендикулярном одному направлению.
Как показано на фиг.6, в пятой группе 14, четыре полости 16 расположены бок о бок с выровненными торцевыми стенками 40 и параллельными друг другу боковыми стенками 42. Две другие полости расположены с их длинными осями, перпендикулярными длинным осям четырех расположенных бок о бок полостей 16.
Как показано на фиг.7, полости 16 имеют боковые стенки 42, которые по существу являются прямолинейными, и торцевые стенки 40, которые по существу являются полукруглыми. Торцевые стенки 40 одной из полостей 16 расположены рядом с боковыми стенками 42 других полостей 16. Предпочтительно, как показано по меньшей мере три полости 16 выровнены в одном направлении, и две полости 16 выровнены в другом направлении, перпендикулярном трем полостям 16.
На фиг.8 показана группа 14, в которой полости 16, имеющие по существу вытянутую форму, выровнены длинными осями четырех полостей 16 в одном направлении, и длинная ось одной из полостей 16 выровнена в направлении, перпендикулярном одному направлению.
На фиг.9 показана группа, в которой полости 16 являются вытянутыми, одна из полостей 16 имеет одну торцевую стенку 40, смежную боковым стенкам 42 двух полостей 16, и другую торцевую стенку 40, смежную боковым стенкам 42 двух других полостей 16.
На фиг.10 показана группа 14, в которой длинные оси четырех из вытянутых полостей 16 выровнены в одном направлении, и длинные оси двух других вытянутых полостей 16 выровнены в направлении, перпендикулярном одному направлению.
На фиг.11 показана группа 14, в которой четыре полости 16 расположены бок о бок с торцевыми стенками 40 между боковыми стенками двух других полостей. Две другие вытянутые полости расположены с их длинными осями, перпендикулярными длинным осям четырех расположенных бок о бок полостей.
Вид сбоку формовочной плиты 12 показан на фиг.12. Формовочная плита 12 включает заднюю плиту 18. Задняя плита 18 может быть подвижной или неподвижной относительно формовочной плиты 12. При использовании, задняя плита 18 полностью располагается под полостями 16 во время заполнения полостей. После заполнения полостей, формовочная плита 12 перемещается для извлечения формованных кусков табака из нее. В других вариантах осуществления, после заполнения полостей, задняя плита 18 перемещается для извлечения формованных кусков табака из формовочной плиты 12. Как только формованные куски табака извлечены из полостей 16, формовочная плита 12 может быть расположена обратно поверх задней плиты 18.
Если задняя плита 18 представляет собой подвижную заднюю плиту 18, подвижная задняя плита 18 может скользить на свое место и из своего места. В качестве альтернативы, задняя плита 18 может быть шарнирно соединена с формовочной плитой 12, или задняя плита 18 может быть вращаемой относительно формовочной плиты 12.
Если формовочная плита 12 является подвижной и задняя плита 18 является неподвижной, формовочная плита 12 может скользить на свое место и из своего места.
Как показано на фиг.13, для обеспечения одновременного заполнения банок, одна формовочная плита 12 может включать множество групп 14 полостей 16. Таким образом, одна формовочная плита 12 может использоваться для формования табачных продуктов и упаковки формованных табачных продуктов в несколько контейнеров на одну форму. Предпочтительно, формовочная плита 12 включает шесть групп 14. Каждая группа 14 может иметь одинаковую конфигурацию полостей 16. В качестве альтернативы, каждая группа 14 может иметь разную конфигурацию полостей 16. Предпочтительно, центр первой группы 14 находится на около 3,25 дюймов от центра второй группы 14 на формовочной плите 12, когда группы 14 расположены бок о бок на ней.
Фиг.14 представляет собой вид сбоку формовочной плиты 12, имеющей множество слоев 50 с вертикально выровненными полостями 16, которые по меньшей мере частично соединены. Тонкие щели 30 в боковой стенке 32 отделяют слои 50 формовочной плиты. Как только табачные продукты сформованы, лезвия 24 режущего элемента 22 входят в щели 30 между слоями 50 и разрезают формованные куски табака на вертикально выровненные части.
Формовочные плиты 12 могут использоваться совместно с конвейерной системой. Контейнеры могут проходить под и рядом с формовочными плитами 12, когда формованные куски табака извлекаются из формовочных плит 12, таким образом, что формованные куски табака падают в контейнер. Одна форма, имеющая множество групп 14 полостей 16, может использоваться для образования слоев формованных кусков табака со смещенным и/или выровненным расположением в одном контейнере. В качестве альтернативы, одна форма, имеющая множество групп 14 полостей 16, может заполнять ряд контейнеров.
Фиг.15 представляет собой вид сверху расположения трех слоев формованных кусков табака в банке. Такое расположение может быть образовано благодаря наличию формовочных плит 12 с изменяющимися группами 14, предусмотренных на конвейерной системе. Первая формовочная плита 12, имеющая первую группу 14 полостей 16, может использоваться для формования первого слоя формованных кусков и укладывания первого слоя в контейнер. Вторая формовочная плита 12, имеющая вторую группу 14 полостей 16, может использоваться для формования второго слоя формованных кусков и укладывания второго слоя поверх первого слоя в контейнер. В заключение, третья формовочная плита 12, имеющая третью группу 14 полостей 16, может использоваться для формования третьего слоя формованных кусков и укладывания третьего слоя поверх второго слоя в контейнер.
В других вариантах осуществления, слои формованных кусков табака выровнены в банке. Такое расположение может быть образовано, используя формовочную плиту 12, имеющую множество слоев 50 (показанную на фиг.14), или формовочную плиту 12, имеющую множество групп 14 полостей 16 (показанную на фиг.13), при этом каждая группа 14 имеет одинаковую конфигурацию.
Фиг.16 представляет собой иллюстрацию формованных кусков 62 табака, помещенных в цилиндрический контейнер 26. Контейнер 26 может иметь диаметр от около 2,0 дюймов до около 3,0 дюймов. Также могут использоваться другие контейнеры, включая, без ограничения, квадратные и прямоугольные контейнеры.
Предпочтительно, полости 16 формовочной плиты 12 ориентированы таким образом, что формованные куски 62 табака могут извлекаться непосредственно в контейнер 26 без необходимости расположения и/или манипулирования формованными кусками 62 табака до герметизации контейнера 26. Как показано, каждый слой формованных кусков 62 табака может быть смещен от других слоев. В других вариантах осуществления, слои формованных кусков 62 табака могут быть вертикально выровнены в контейнере.
В настоящем описании изобретения, слово "около" часто используется во взаимосвязи с численным значением для обозначения того, что математическая точность такого значения не подразумевается. Соответствующим образом подразумевается, что, где "около" используется с численным значением, отклонение в 10% предполагается для этого численного значения.
Сверх того, когда выражения "в общем смысле" и "по существу" используются во взаимосвязи с геометрическими формами, подразумевается, что точность геометрической формы не требуется, а что свобода для формы находится в пределах объема описания изобретения. Когда используются с геометрическими терминами, подразумевается, что выражения "в общем смысле" и "по существу" охватывают не только признаки, которые соответствуют узким определениям, но и также признаки, которые в некоторой степени аппроксимируют узкие определения.
Хотя вышеприведенное подробно описывает устройство и способ формования и упаковки формованных кусков табака, для специалиста в данной области будет очевидным, что различные изменения и модификации могут быть выполнены в раскрытом устройстве и способах и, более того, что могут быть использованы эквиваленты, которые по существу не отступают от идеи и объема изобретения. Соответственно, все такие изменения, модификации и эквиваленты, которые подпадают под идею и объем изобретения, как определено прилагаемой формулой изобретения, тем самым подразумеваются охватываться.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения

