Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к изготовлению поковок с фланцем с глухой полостью, открытой со стороны фланца.
Известен способ изготовления поковок с фланцем с глухой полостью, открытой со стороны фланца (см. Н.Л. Соколов «Горячая штамповка выдавливанием стальных деталей», «Машиностроение», Москва, 1967 г., стр. 120-122), принятый за прототип. Способ включает изготовление исходной заготовки и последующую объемную штамповку в закрытых штампах (ручьях) за четыре операции (перехода): фасонную осадку заготовки в первой операции; предварительную прошивку отверстия во второй операции; прямое выдавливание полой поковки с формированием фланцевой части в третьей операции и окончательную штамповку фланца в четвертой операции.
Недостатки прототипа:
1. Способ сложен в производстве, так как требуется точное исполнение поковки по переходам во избежание просечки или деформации донной части поковки;
2. Способ ограничен возможностью изготовления поковок высотой менее 0,5 хода ползуна пресса в третьей операции и менее 0,65 хода ползуна пресса в четвертой операции (из условия удаления поковки из штампа);
3. Для изготовления поковок с фланцем с глухой полостью, открытой со стороны фланца и глубиной полости 90 мм и более, как правило, необходимо использовать дорогие, громоздкие энергоемкие кривошипные горячештамповочные прессы (КГШП) с большим ходом ползуна и выталкивателя и сложные в изготовлении и эксплуатации штампы.
Предлагаемым изобретением решается задача: снижение себестоимости изготовления поковок с фланцем с глухой полостью, открытой со стороны фланца.
Технический результат, получаемый при использовании предложенного технического решения, заключается в изготовлении на чеканочных прессах цилиндроконических поковок с фланцем с глухой полостью, открытой со стороны фланца, высотой более 0,65 хода ползуна пресса.
Указанный технический результат достигается тем, что в способе изготовления поковок с фланцем и глухой полостью, включающем изготовление исходной заготовки, ее нагрев и пластическое деформирование на прессе, новым является то, что пластическое деформирование осуществляют за две операции, на первой из которых получают поковку-полуфабрикат высотой менее 0,5 хода ползуна пресса, имеющей фланец и глухую полость, путем осуществления в закрытом штампе совмещенных осадки исходной заготовки, прошивки полости и формовки фланца, а на второй операции обратным выдавливанием в открытом штампе окончательно формуют полость и дно поковки.
Для обеспечения фиксации фланца от перекоса в процессе обратного выдавливания на наружной поверхности поковки-полуфабриката могут быть сформованы по меньшей мере три выступа, расположенные равномерно по окружности поковки-полуфабриката от нижнего торца его фланца вдоль оси.
При обратном выдавливании для обеспечения вхождения пуансона в глухую полость поковки-полуфабриката перед второй операцией пластического деформирования ее предпочтительно растачивать до дна концентрично наружной поверхности.
Изготовление поковки с фланцем и глухой полостью, открытой со стороны фланца, за две операции (перехода), когда в первой операции в закрытом штампе осуществляют осадку, прошивку полости и формовку фланца, возможно изготовление поковки-полуфабриката с фланцем цилиндроконической формы с глубокой конической полостью у открытого торца, а выполнение второй операции методом обратного выдавливания в окончательные размеры полости в открытом штампе позволяет изготавливать поковку высотой более 0,65 хода ползуна пресса, и, как следствие, появляется возможность ряд поковок изготавливать на чеканочных прессах, ход ползуна которых в 1,75 раза меньше, чем у равных им по усилию КГШП, при этом значительно снижаются затраты на изготовление поковки.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность предлагаемого технического решения поясняется чертежами, где
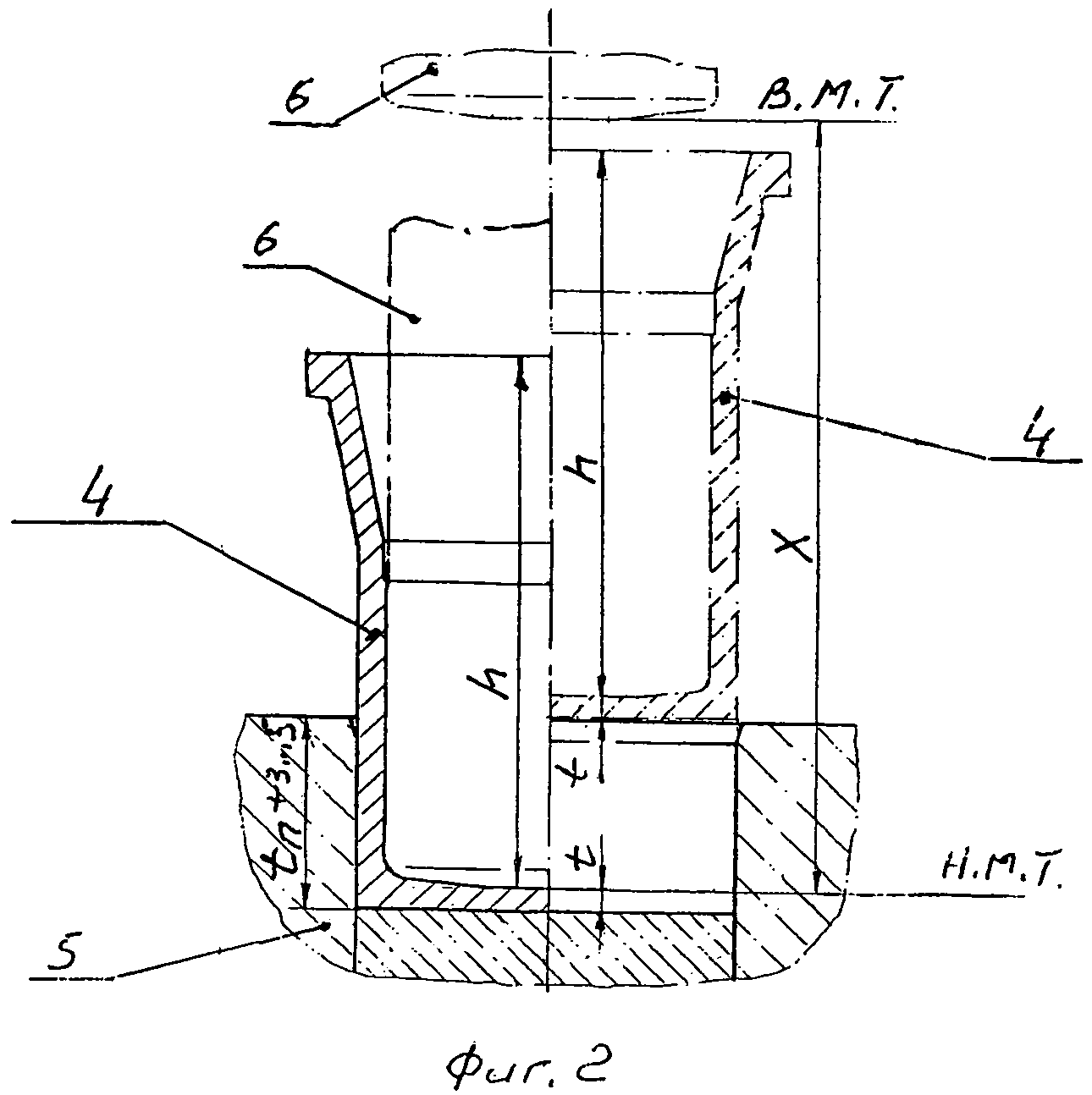
- на фиг. 1 изображена поковка-полуфабрикат с фланцем и глухой конической полостью, открытой со стороны фланца (находящаяся в закрытом штампе и в момент ее извлечения из штампа),
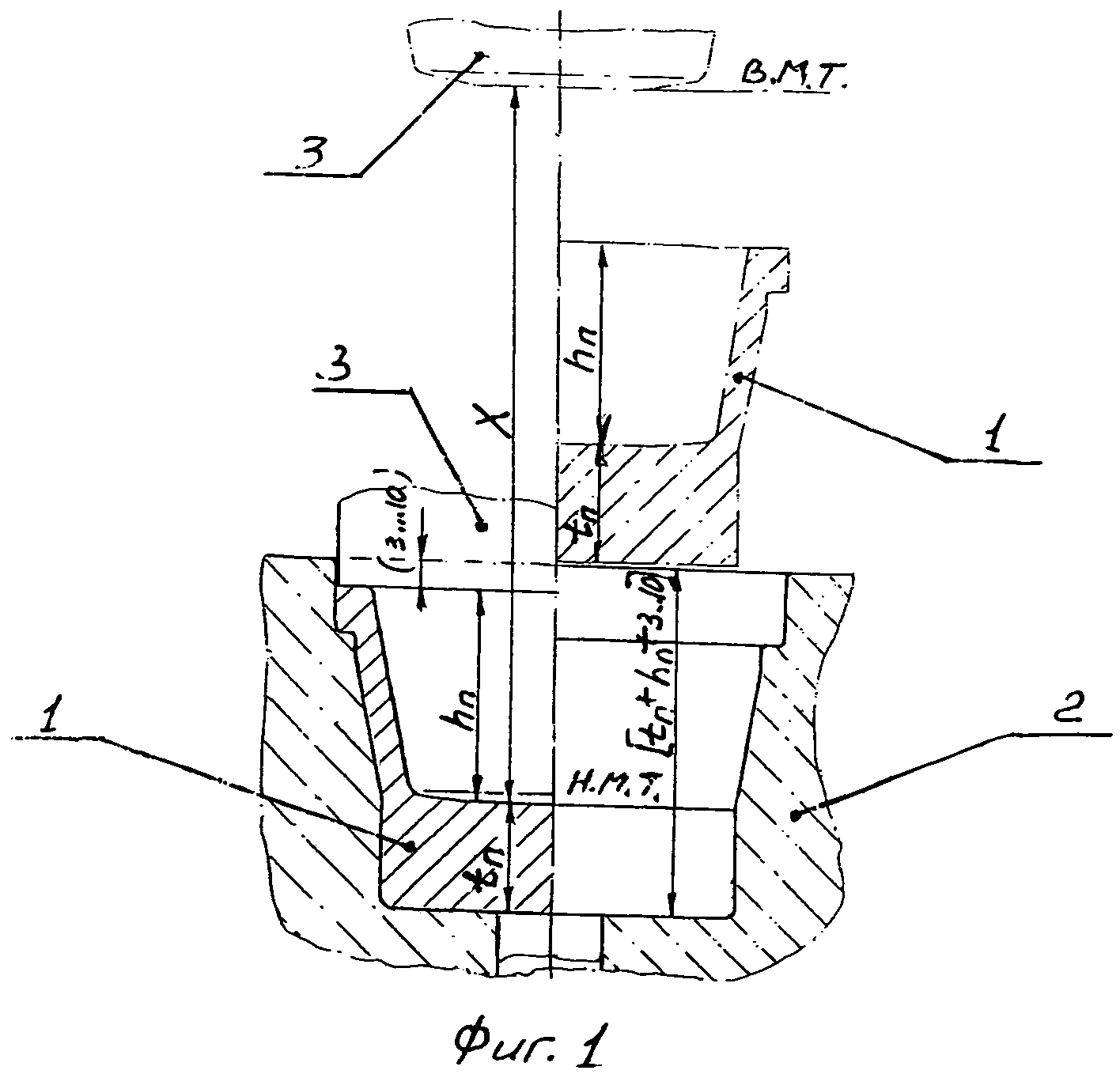
- на фиг. 2 изображена поковка с фланцем и глухой полостью, открытой со стороны фланца (находящаяся в открытом штампе и в момент ее извлечения из штампа).
1. В левой части чертежа (фиг. 1) поковка-полуфабрикат 1 находится в закрытом штампе в полости, образованной стенками матрицы 2 и пуансона 3, находящегося в нижней мертвой точке (Н.М.Т.), в правой части чертежа изображена поковка-полуфабрикат 1 между верхним торцом матрицы 2 и нижним торцом пуансона 3, находящегося в верхней мертвой точке (В.М.Т.), в момент ее извлечения из штампа.
Извлечение поковки-полуфабриката из закрытого штампа возможно при соблюдении соотношения

где Х - ход ползуна пресса,
tП - толщина дна поковки-полуфабриката,
hП - глубина полости поковки-полуфабриката,
(tП+hП) - высота поковки-полуфабриката,
[tП+hП+(3-10)] - глубина полости в матрице.
2. В левой части чертежа (фиг. 2) поковка 4 находится в открытом штампе между стенками матрицы 5 и пуансона 6, находящегося в нижней мертвой точке (H.М.Т.), в правой части чертежа изображена поковка 4 между верхним торцом матрицы 5 и нижним торцом пуансона 6, находящегося в верхней мертвой точке (В.М.Т.) в момент ее извлечения из штампа.
Извлечение поковки из открытого штампа возможно при соблюдении соотношения

где Х - ход ползуна пресса,
t - толщина дна поковки,
h - глубина полости поковки,
(t+h) - высота поковки,
[tП+(3-5)] - глубина полости в матрице, необходимая для реализации обратного выдавливания.
Способ реализуется следующим образом:
Проектируют чертеж поковки с фланцем и глухой полостью, открытой со стороны фланца, с дном t и глубиной полости h.
Из равенства объемов проектируют чертеж полой поковки-полуфабриката с фланцем, которую необходимо изготовить в первой операции.
Согласно зависимостям 1 и 2 проверяют возможность извлечения поковки-полуфабриката и поковки из закрытого (фиг. 1) и открытого (фиг. 2) штампов. Определяют исходную заготовку.
Пример изготовления на чеканочном прессе К849А усилием 2000 т с ходом ползуна пресса Х=200 мм поковки с фланцем с глухой полостью, открытой со стороны фланца, с полостью цилиндроконической формы, как на фиг. 2 из ст.30ХГСА с геометрическими размерами:
t=5 мм; h=145 мм; (высота поковки = 0,75 хода ползуна пресса), внутренний диаметр конуса у открытого торца ⌀105 мм; диаметр фланца ⌀124,5 мм; толщина фланца 14 мм; наружный диаметр конуса под фланцем ⌀113 мм; угол наклона образующей конуса 6°; диаметр цилиндрического участка внутренней полости ⌀87 мм; наружный диаметр цилиндрического участка ⌀97,5 мм. На наружной поверхности равномерно по окружности от нижнего торца фланца вдоль оси расположены четыре выступа, являющиеся конструктивными элементами поковки, фиксирующими фланец от перекоса.
Мерный отрезок прутка с размерами ⌀103×53 мм нагревают до температуры 870°С, помещают в полость матрицы штампа и, совмещая осадку, прошивку полости и формовку фланца, изготавливают полую поковку-полуфабрикат (как на фиг. 1) цилиндроконической формы наружной поверхности с глухой конической полостью, открытой со стороны фланца, с диаметром конической полости у открытого торца ⌀105 мм, глубиной полости 60 мм, размерами фланца ⌀124,5×14 мм, наружным диаметром конуса под фланцем ⌀113 мм, диаметр цилиндрической части ⌀97 мм, толщина дна 33 мм. Высота поковки-полуфабриката с торцевым заусенцем 98 мм.
На наружной поверхности поковки-полуфабриката равномерно по окружности от нижнего торца фланца вдоль оси расположены четыре выступа. После охлаждения у поковки- полуфабриката точением на токарном станке удаляют торцовый заусенец и растачивают концентрично наружному диаметру внутреннюю полость диаметром ⌀88 мм заподлицо с торцом полости для обеспечения свободного вхождения пуансона на второй операции. Заготовку нагревают до температуры 840°С, устанавливают в матрицу открытого штампа, совмещая выступы на наружной поверхности поковки-полуфабриката с соответствующими им пазами в матрице, и выдавливают цилиндрический участок поковки диаметром ⌀87 мм до толщины дна t=5 мм, при этом глубина полости h=145 мм. После выдавливания поковку подвергают термообработке и обработке резанием.
Способ изготовления штампового инструмента и форм литья под давлением из литых заготовок мартенситностареющих сталей
Датчик контроля горизонта
Датчик контроля горизонта
Способ размещения и проведения испытаний аппаратуры спутниковой навигации на подвижном объекте
Установка стрелкового оружия
Способ изготовления пружины сжатия
Способ изготовления одногофрового сильфона
Торовый нагреватель жидкости
Оправка для ротационного выдавливания
Шахтная печь сопротивления для термической обработки высокоточных тонкостенных деталей
Способ изготовления пустотелых изделий
Устройство для измерения высот внутренних ребер
Устройство для закрепления пустотелой цилиндрической детали
Способ изготовления ствола
Способ изготовления нарезного ствола

