Результат интеллектуальной деятельности: СПОСОБ ОДНОВРЕМЕННОГО ФОРМИРОВАНИЯ НА ДВУХСТОРОННИХ ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖКАХ ТОНКИХ ПЛЕНОК YBaCuO
Вид РИД
Изобретение
Изобретение относится к способам формирования сверхпроводящих пленок с двух сторон диэлектрических подложек. Необходимость создания сверхпроводящих YBCO пленок с двух сторон подложки обусловлена возможностью более полного использования площадей подложки для изготовления на ней элементов сверхпроводниковой электроники.
Известен способ одновременного напыления ВТСП пленки с двух сторон подложки, в котором использован метод скрещенных лазерных лучей, позволяющий проводить напыление от двух мишеней (В.Г. Прохоров и др. //СФХТ, 1992, №3, с.505-509).
Недостатком способа является необходимость в двух лазерах и возможное образование новых сложных не сверхпроводящих частиц в плазме двух скрещенных факелов и в связи с этим неидентичность электрофизических параметров полученных пленок с разных сторон подложки.
Наиболее близким к заявляемому изобретению является способ формирования многослойных структур из материала YBaCuO с двух сторон подложки с помощью держателя со смещенным центром тяжести (патент РФ 2189090). Недостатком способа является зависимость способа от смещение центра тяжести, при котором происходит смещение подложки относительно лазерного факела, что обуславливает неоднородность напыляемой пленки по составу и толщине.
Задачей изобретения является создание способа формирования пленок YBaCuO с двух сторон подложки: однородных по толщине или с заданным распределением толщины по подложке в одном технологическом цикле (in situ) без изменения установленного перед началом напыления давления в камере.
Указанный технический результат достигается тем, что в способе формирования тонкой сверхпроводящей пленки с двух сторон подложки методом лазерной абляции вращение подложки осуществляют так, что каждая сторона подложки поочередно обращена к мишени YBa2Cu3O7 в течение времени τ=5÷7 секунд, при расстоянии до мишени L=25÷30 мм.
При этом на фиг.1 подложку 1 устанавливают внутри цилиндрической кварцевой печи 2 на нихромовом держателе звездчатой формы 3 на расстоянии 1-3 см от мишени 4, который соединен со штоком 5 с постоянным магнитом 6 на конце, выходящем из печи с нагревателем 7. Управление вращением осуществляют перемещением штока 5 постоянным магнитом 8, расположенным вне вакуумной камеры и соединенным с реечным шаговым двигателем 9, управляемым компьютером. Это позволяет осуществлять как вращение подложки на 360 градусов и обратно с заданной частотой, так и фиксированный наклон ее под определенным углом к лазерному факелу с целью получения необходимого распределения толщины пленки по поверхности подложки. Для получения сверхпроводящей пленки температура подложки может достигать внутри печи 850 и более градусов Цельсия. Поэтому все детали держателей подложки, мишени, механизмов перемещения должны быть сделаны из огнеупорного материала, стойкого к окислению при указанных температурах, например нихрома (фехраля) или керамики (шамотной, кордиеритовой, глиноземной и др.) или их сочетания. В качестве подложек можно использовать монокристаллические материалы SrTiOз, LaAlO3, MgO. Регулирование температуры подложки осуществляется варьированием мощности питания вакуумной печи с контролем температуры термопарным датчиком 10 (хромель-алюмель, платина - платина-родий). Время поочередного обращения подложки τ=5÷7 секунд получено экспериментально и косвенно связано с такими параметрами, как температура подложки 800÷840°С, температура мишени 600-700°С, давление в вакуумной камере 50-100 Па, расстояние мишень-подложка 25-30 мм, плотность мощности лазерного излучения на поверхности YBCO мишени (3-5)·108 Вт/см.
Таким образом, в процессе проведенных исследований создан способ формирования сверхпроводящих пленок YBaCuO как полностью однородных по толщине, так и с необходимым распределением толщины по поверхности подложки. Экспериментально установлены параметры лазерного излучения, геометрического расположения и температурного режима для напыления качественных сверхпроводящих пленок.
Устройство, при помощи которого реализуется предлагаемый способ, включает в себя импульсный лазер, кварцевую вакуумную камеру, систему линз для фокусировки лазерного луча на мишень. Установка имеет также систему вакуумной откачки с контролем вакуума и регулируемого напуска воздуха или кислорода. Вакуумная камера имеет кварцевое окно для прохождения лазерного излучения и контроля за ходом эксперимента. Предложенный способ можно пояснить примером получения ВТСП пленок с двух сторон подложки со следующими параметрами: критический ток 106 А/см2; критическая температура 92,3 К; ширина сверхпроводящего перехода 0,8-1,0 К.
Пример 1. Мишень состава YBa2Cu3О6,88-6,92, приготовленная по пиролизной керамической технологии, устанавливается на нихромовом держателе внутри вакуумной кварцевой цилиндрической печи.
Подложки типа SrTi3, LaAlO, отполированные с двух сторон, фиксируются на нихромовом держателе звездчатой формы по нормали к поверхности мишени на расстоянии 25-30 мм. Вакуумная камера откачивается до давления 50-100 Па, включается печь и подложка нагревается до температуры 800-840°С. Далее включается механизм перемещения штока постоянным магнитом, соединенным с шаговым двигателем, управляемым компьютером, который осуществляет возвратно-поступательные движения, поворачивая подложку к мишени то одной, то другой стороной. Такой режим позволяет напылять однородные пленки с двух сторон подложки как одинаковой толщины (одинаковое время нахождения поверхности перед распыляемой мишенью), так и разной толщины (разное время нахождения поверхностей перед распыляемой мишенью). Более того, фиксируя положение поверхностей перед распыляемой мишенью под разными углами, можно напылять пленки с заданным распределением толщины по поверхности подложки. Включается импульсный лазер с длительностью импульса 5-20 нс, сфокусированный на мишени в пятно диаметром 0,1-1 мм, плотностью мощности излучения 108-109 Вт/см и с частотой следования импульсов 10-15 Гц. При этих характеристиках излучения лазера пленка напыляется со скоростью 20-40 нм/мин. После получения пленки необходимой толщины на разных сторонах подложки лазер отключается, камера наполняется воздухом и напыленная подложка извлекается из камеры после охлаждения печи. Проведенные исследования показали, что качество, морфология и электрофизические свойства полученных пленок соответствуют эпитаксиальному росту без микробрызг. Морфология поверхности пленок наблюдалась на туннельном и атомно-силовом микроскопе, а электрофизические свойства измерялись четырехзондовым методом и бесконтактным индуктивным методом.
Способ формирования сверхпроводящих пленочных структур из материала YBaCuO с двух сторон подложки методом лазерной абляции, отличающийся тем, что вращение подложки осуществляют так, что каждая сторона подложки поочередно обращена к мишени YBaCuO в течение времени τ=5÷7 секунд, при расстоянии до мишени L=25÷30 мм.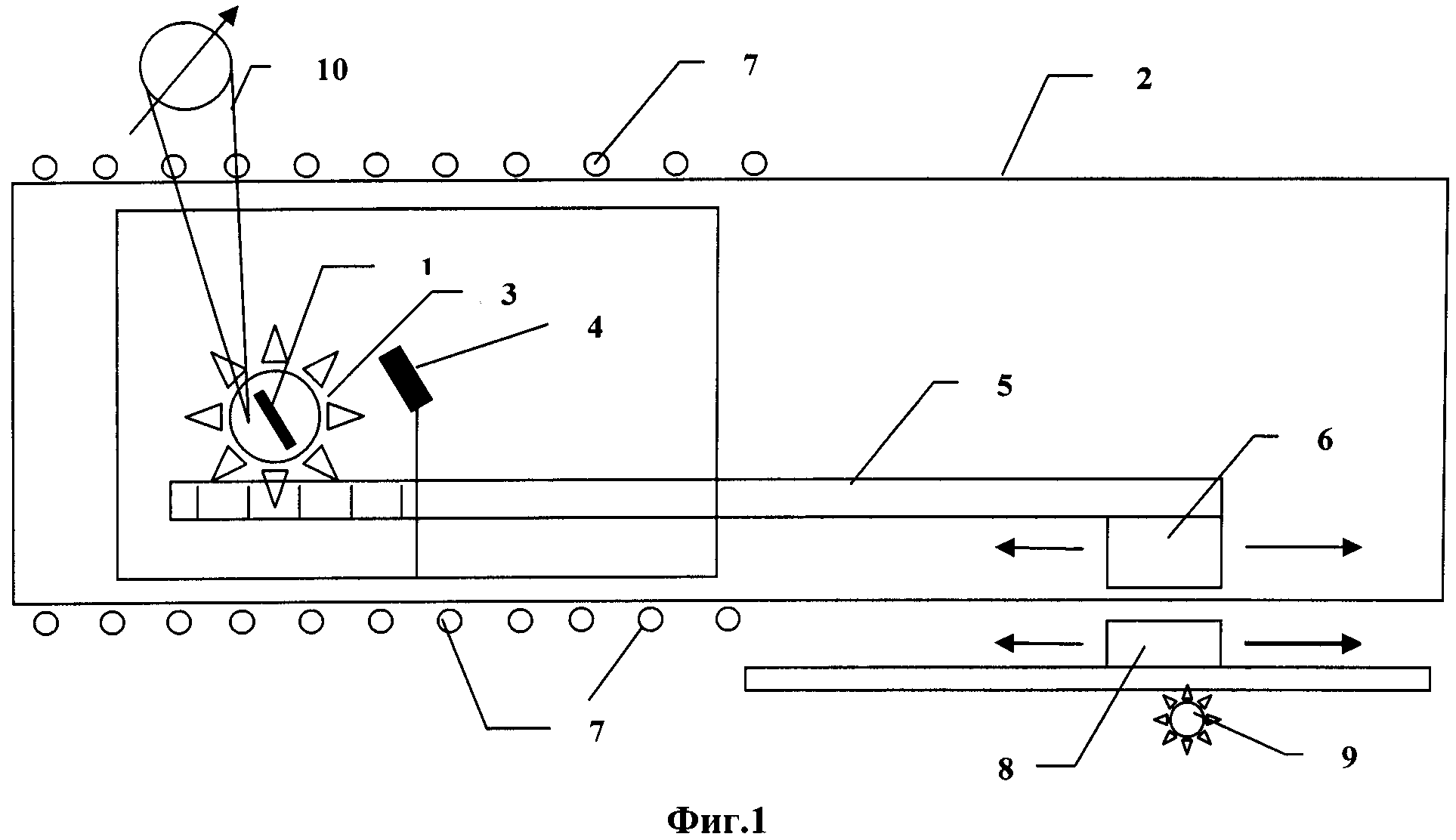
Вертикальный алюминиевый профиль для изготовления дверей шкафов-купе и/или офисных перегородок (варианты)
Вертикальный алюминиевый профиль для изготовления дверей шкафов-купе и/или офисных перегородок (варианты)
Способ формирования сверхпроводящей тонкой пленки, имеющей области с различными значениями плотности критического тока
Машина непрерывного литья заготовки
Способ охлаждения слябов легированной стали

