Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ШЛИФОВКИ ГОЛОВКИ РЕЛЬСА
Вид РИД
Изобретение
Изобретение относится к устройствам для шлифования головки рельсов перед укладкой их на железнодорожный путь для устранения неровностей, в том числе в зоне сварных стыков.
Известен способ и устройство для удаления припуска на шлифование с металлической заготовки, в котором для удаления припуска с поверхности обрабатываемого металлического изделия, например, в местах сварных соединений рельсов железнодорожного пути применяют установку, содержащую вращающийся шлифовальный круг со встроенным контактирующим элементом и датчиком электрического контакта между указанным элементом и обрабатываемым изделием в местах припусков и, что необязательно, в местах, примыкающих к этим припускам, в качестве контрольной поверхности R. Контактирующий элемент, содержащий электрический проводник в изоляторной оболочке, устанавливают параллельно оси вращения шлифовального круга (WO, патент на изобретение №980164 A1, кл. E01B 31/17, опубл. в 1998 г.).
Недостатками способа и устройства для шлифования являются:
- наличие направляющей балки для установки, содержащей шлифовальный круг не обеспечивает шлифовку рельса с большой протяженностью неровностей и установку нескольких шлифовальных кругов;
- отсутствует возможность измерения профиля всей поверхности головки рельса.
Известно устройство для шлифовки стыков рельса, содержащее раму с установленными на ней захватами и прижимами, гидроцилиндры, штоки которых соединены с направляющей, снабженной кареткой с абразивным кругом, взаимодействующим с приводом, а также датчик контроля глубины врезания абразивного круга (датчик касания), на раме установлены с возможностью поворота на 180° планшайбы, на которых закреплены штоки гидроцилиндров, при этом планшайбы жестко связаны между собой балками, а захваты установлены попарно друг против друга в зоне обработки рельса с возможностью сдвижения и зажима подошвы рельса за торцы; датчик контроля глубины врезания абразивного круга расположен в зоне шлифовки стыка рельса (RU, патент на изобретение №2272091, кл. E01B 31/17, опубл. в 2006 г.).
Недостатками устройства для шлифовки стыков рельса являются:
- наличие связанных между собой двух поворотных планшайб и направляющей с кареткой усложняет устройство, снижает жесткость конструкции, точность и чистоту обработки;
- установка каретки на направляющей не обеспечивает обработку неровностей на большой длине рельса и ограничивает технические возможности устройства;
- наличие одной каретки с абразивным кругом снижает производительность и эффективность устройства.
Известен шлифовальной станок для шлифования железнодорожных рельсов, принятый в качестве прототипа, оснащенный копировальной рамой (рамой), которая выполнена с возможностью обкатки рельса при помощи копирующих роликов, имеет шлифовальный орган, выполненный с возможностью перемещения относительно рельса, и расположена на раме агрегата с обкатывающими рельс направляющими роликами с возможностью поворота вокруг поворотной оси, проходящей в продольном направлении рельса, а также оснащенный приводным двигателем, установленным на раме агрегата и соединенным с шлифовальным органом через передачу для передачи мощности, приводной двигатель установлен на вертикальной направляющей, соединенной с рамой агрегата, с возможностью перемещения по высоте; приводной двигатель соединен с копировальной рамой при помощи штанги, которая установлена на копировальной раме с возможностью вращения вокруг оси вращения, проходящей параллельно поворотной оси (RU, патент на изобретение №2245955, кл. E01B 31/17, опубл. в 2002 г.).
Недостатками шлифовального станка являются:
- наличие двух рам - рамы агрегата и рамы копировальной, опирающихся посредством роликов на головку обрабатываемого рельса, и установка двигателя привода на раме для агрегата с соединением его с рамой копировальной не дает возможности установки дополнительных шлифовальных органов, усложняет конструкцию, снижает эффективность, сужает технические возможности и производительность шлифовального станка;
- установка копировальной рамы на раме агрегата посредством осей с направляющими роликами снижает точность и чистоту обработки рельсов.
Техническим результатом изобретения являются упрощение конструкции, повышение точности и чистоты обработки рельсов, расширение технических возможностей и повышение производительности и эффективности устройства.
Устройство для шлифовки головки рельса содержит основание, раму с роликовыми опорами с осями, установленными на направляющих рельсах, закрепленных на основании, как минимум одна из осей оснащена приводом с датчиком перемещения рамы вдоль оси головки обрабатываемого рельса и измерения величины перемещения, шлифовальную головку с приводом вращения шлифовального круга, датчики определения касания шлифовального круга; шлифовальная головка установлена на круговой направляющей с возможностью поворота ее приводом с датчиком измерения угла поворота α с возможностью обработки полного профиля головки обрабатываемого рельса и выполнена с приводом осевого перемещения шлифовального круга с датчиком измерения величины его перемещения, на раме установлены датчики измерения профиля головки обрабатываемого рельса; на раме установлена дополнительная круговая направляющая и шлифовальная головка с возможностью увеличения длины шлифовки неровностей профиля головки обрабатываемого рельса.
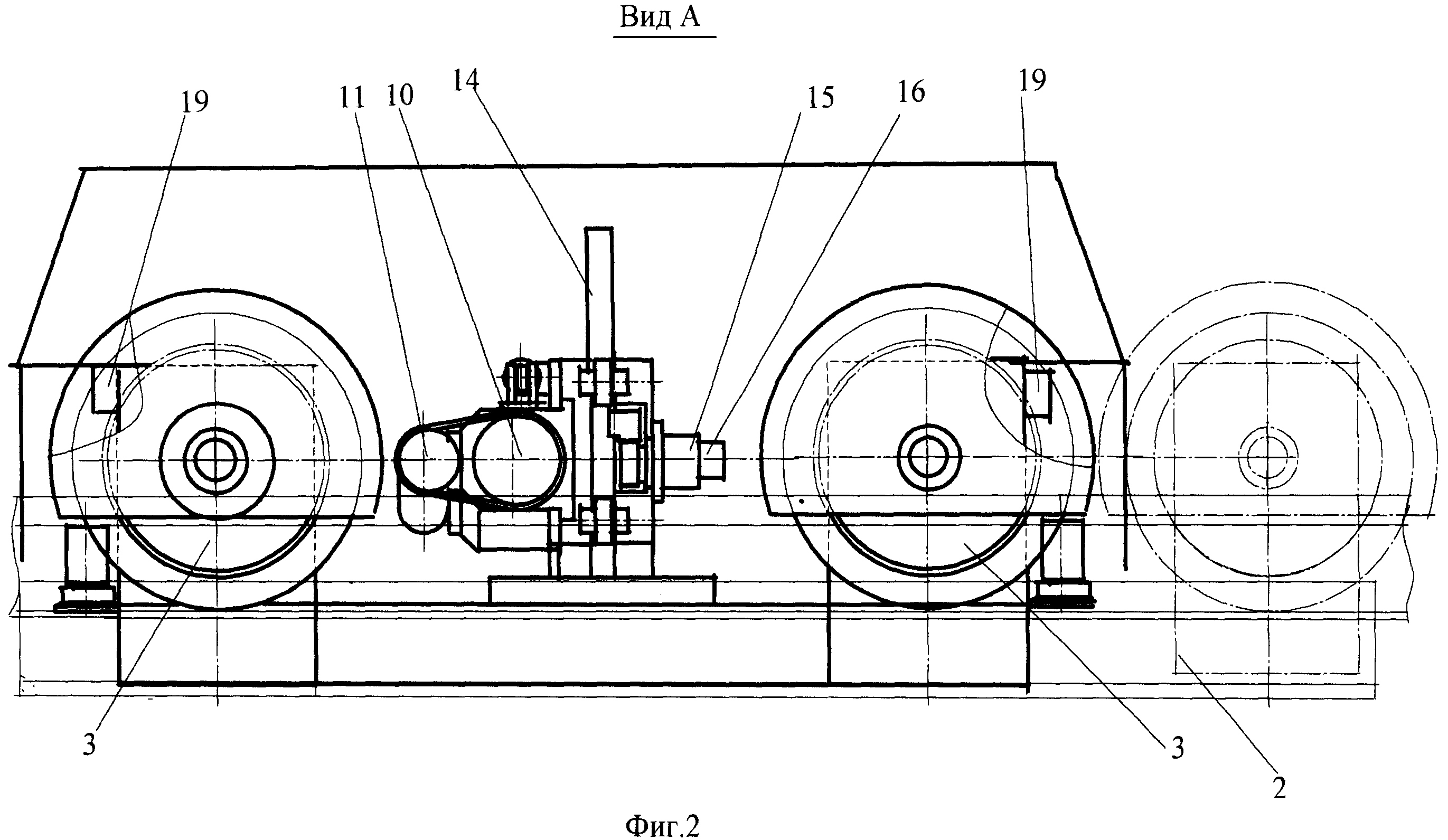
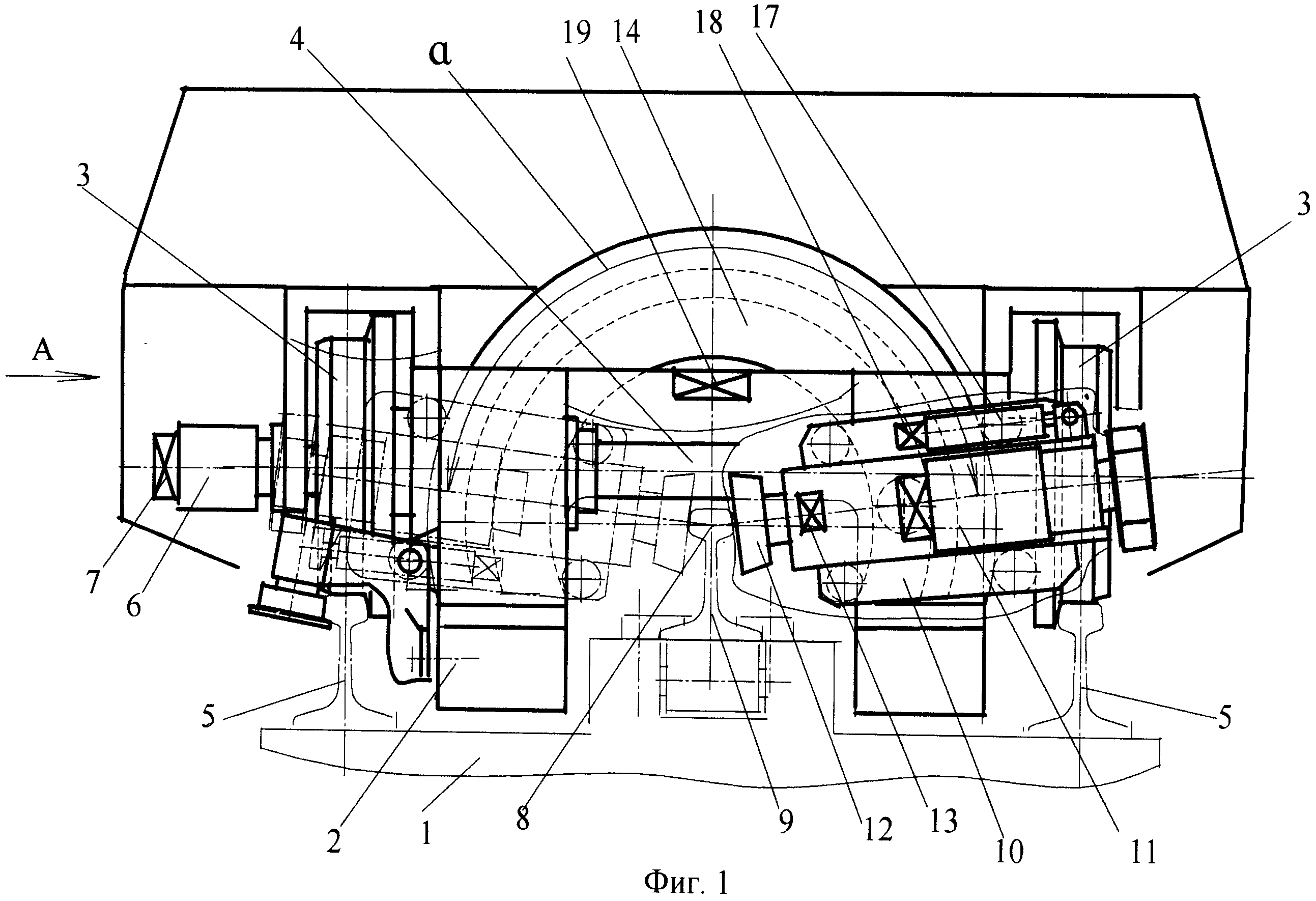
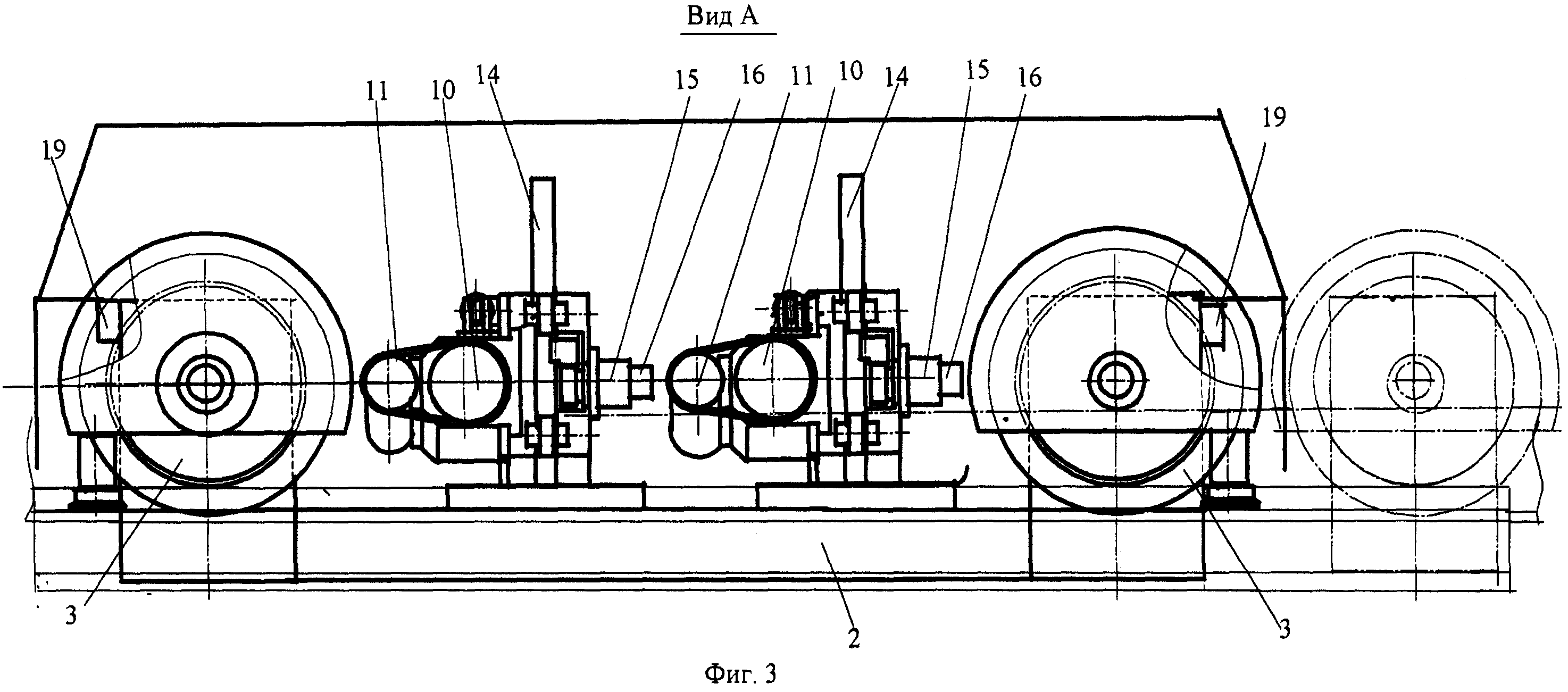
На фиг.1 изображен общий вид устройства, на фиг.2 - вид A на фиг.1 с одной круговой направляющей и на фиг.3 - c двумя круговыми направляющими.
Устройство для шлифовки головки рельса содержит основание 1 (фиг.1 и 2), раму 2 с роликовыми опорами 3 с осями 4, установленными на направляющих рельсах 5, закрепленных на основании 1, как минимум одна из осей 4 оснащена приводом 6 с датчиком 7 перемещения рамы 2 вдоль оси головки 8 обрабатываемого рельса 9 и измерения величины перемещения, шлифовальную головку 10 с приводом 11 вращения шлифовального круга 12, датчики 13 определения касания шлифовального круга 12; шлифовальная головка 10 установлена на круговой направляющей 14 с возможностью поворота ее приводом 15 с датчиком 16 измерения угла поворота α с возможностью обработки полного профиля головки 8 обрабатываемого рельса 9 и выполнена с приводом 17 осевого перемещения шлифовального круга 12 с датчиком 18 измерения величины его перемещения, на раме 2 установлены датчики 19 измерения профиля головки 8 обрабатываемого рельса 9; на раме 2 (фиг.3) установлена дополнительная круговая направляющая 14 и шлифовальная головка 10 с возможностью увеличения длины шлифовки неровностей профиля головки 8 обрабатываемого рельса 9.
Устройство работает следующим образом.
Обрабатываемый рельс 9 поступает в зону обработки на длину, в зависимости от длины неровностей продольного профиля головки 8 обрабатываемого рельса 9 и положения сварного стыка, которые определяют датчиками 19 измерения профиля головки 8 рельса 9, после чего рельс закрепляют на основании 1 в осевом и радиальном направлениях, при этом рама 2 должна находится в начальном положении. Приводом 6 раму 2 перемещают на длину обработки из начального положения в конечное, при этом датчиками 19 выполняют дополнительно измерение продольного и поперечного профиля головки 8 обрабатываемого рельса 9 и на основе измерений определяют длину рабочего перемещения рамы 2, глубину съема металла поверхности профиля головки 8 обрабатываемого рельса 9, количество проходов шлифовального круга 12 и углы α его поворота совместно со шлифовальной головкой 10, а также определяют точки начала и окончания шлифования. После чего включают привод 11 вращения шлифовального круга 12, приводом 6 перемещения рамы 2 и приводом 15 поворота шлифовальной головки 10 устанавливают шлифовальный круг 12 в точке начала шлифования и осевым перемещением от привода 17 выполняют касание его с поверхностью профиля головки 8 обрабатываемого рельса 9. Приводом 6 раму 2 перемещают в точку окончания шлифования и отводят шлифовальный круг 12 в исходное положение. Для нового прохода шлифовального круга 12 по результатам ранее проведенного дополнительного измерения его устанавливают в новое угловое положение и процесс обработки продолжают, после полной обработки головки 8 рельса 9 датчиком 19 проводят контроль обработанной поверхности. При этом управление приводом 6 перемещения рамы 2, приводом 15 поворота шлифовальной головки 10 и приводом 17 осевого перемещения шлифовального круга 12 выполняют в автоматическом режиме с управлением от компьютера. Введение круговой направляющей упрощает устройство и повышает его надежность, точность обработки и чистоту поверхности, а использование направляющих рельсов с роликовыми опорами позволяет обрабатывать длину рельса практически без ее ограничения, что расширяет технические и технологические возможности, а при установке дополнительных круговых направляющих возможно значительно повысить производительность и эффективность устройства.
Тележка подвижного состава железных дорог
Устройство для измерения сил трения между колесом и рельсом
Способ регулирования тока возбуждения тормозящих тяговых электродвигателей тепловоза
Микропроцессорная система регулирования напряжения тягового генератора тепловоза
Система наклона кузова железнодорожного транспорта
Модуль для гашения энергии при соударении транспортных средств
Пульт управления тепловозом
Способ сборки колесно-моторных блоков железнодорожного транспорта
Способ технического обслуживания тепловозного оборудования
Способ регулирования электропередачи тепловозов
Тележка подвижного состава железных дорог
Устройство для измерения сил трения между колесом и рельсом
Способ регулирования тока возбуждения тормозящих тяговых электродвигателей тепловоза
Микропроцессорная система регулирования напряжения тягового генератора тепловоза
Система наклона кузова железнодорожного транспорта
Модуль для гашения энергии при соударении транспортных средств
Пульт управления тепловозом
Способ сборки колесно-моторных блоков железнодорожного транспорта
Способ технического обслуживания тепловозного оборудования
Способ регулирования электропередачи тепловозов

