Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке круговых и арочных зубьев цилиндрических зубчатых колес.
Известен инструмент в виде дискового шевера, имеющего режущие кромки на боковых эвольвентных винтовых поверхностях зубьев и выполненного со смещением исходного контура рейки, при этом режущие кромки образованы пересечением винтовых поверхностей зубьев шевера Z с винтовыми поверхностями стружечных канавок, при этом Zc=Z±1, где Zc - число стружечных канавок [Пат. РФ №2230635, МПК7 B23F 21/28, Бюл. №17, 2004].
Недостатками являются узкие технологические возможности инструмента, а также то, что его конструктивные особенности накладывают ограничения, не позволяющие использовать инструмент за пределами ограниченной области его применения - обработки цилиндрических колес с винтовыми зубьями.
Известен инструмент для чистовой обработки цилиндрических зубчатых колес, который представляет собой цилиндрическое зубчатое колесо, на боковых поверхностях круговых зубьев которого выполнены режущие кромки, образованные пересечением поверхностей зубьев с винтовыми поверхностями стружечной канавки трапецеидального профиля, смещенные в осевом направлении друг относительно друга на величину  , где P - шаг винтовой стружечной канавки, z - число зубьев инструмента, и наклоненные к торцам под углами
, где P - шаг винтовой стружечной канавки, z - число зубьев инструмента, и наклоненные к торцам под углами  . Инструмент образует с обрабатываемой заготовкой-колесом зубчатую пару внеполюсного зацепления [Пат. РФ №75978, МПК8 B23F 21/04, Бюл. №25, 2008]
. Инструмент образует с обрабатываемой заготовкой-колесом зубчатую пару внеполюсного зацепления [Пат. РФ №75978, МПК8 B23F 21/04, Бюл. №25, 2008]
Существенным недостатком является ухудшение точности и качества обработки, проявляющееся вследствие неравномерного протекания процессов резания и поверхностного пластического деформирования, обусловленного широким диапазоном изменения величин передних углов режущих клиньев инструмента по длине линии контакта его зубьев с зубьями обрабатываемой заготовки-колеса.
Задача изобретения - повышение точности и качества обработки за счет улучшения равномерности протекания процессов резания и поверхностного пластического деформирования за счет существенного сокращения диапазона изменения величин передних углов режущих клиньев инструмента по длине линии контакта его зубьев с зубьями обрабатываемой заготовки-колеса.
Поставленная задача решается за счет того, что обработка осуществляется инструментом для чистовой обработки цилиндрических зубчатых колес, представляющим собой цилиндрическое зубчатое колесо, на боковых поверхностях круговых зубьев которого выполнены режущие кромки, образованные пересечением боковых поверхностей круговых зубьев с поверхностями стружечной канавки трапецеидального профиля, смещенными в осевом направлении друг относительно друга, причем боковые линии, очерчивающие контур каждой стружечной канавки в плоскости развертки начальной окружности инструмента, являются отрезками нормалей, ограниченными дугами окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, проведенных к вспомогательной окружности, радиус которой определяется как полуразность радиусов окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, прибавляемая к радиусу меньшей или вычитаемая из радиуса большей из них, через точки, равноудаленные от точки пересечения проекции одно- или многозаходной винтовой линии, ось которой совпадает с осью вращения инструмента на плоскость развертки начального цилиндра инструмента и вспомогательной окружности.
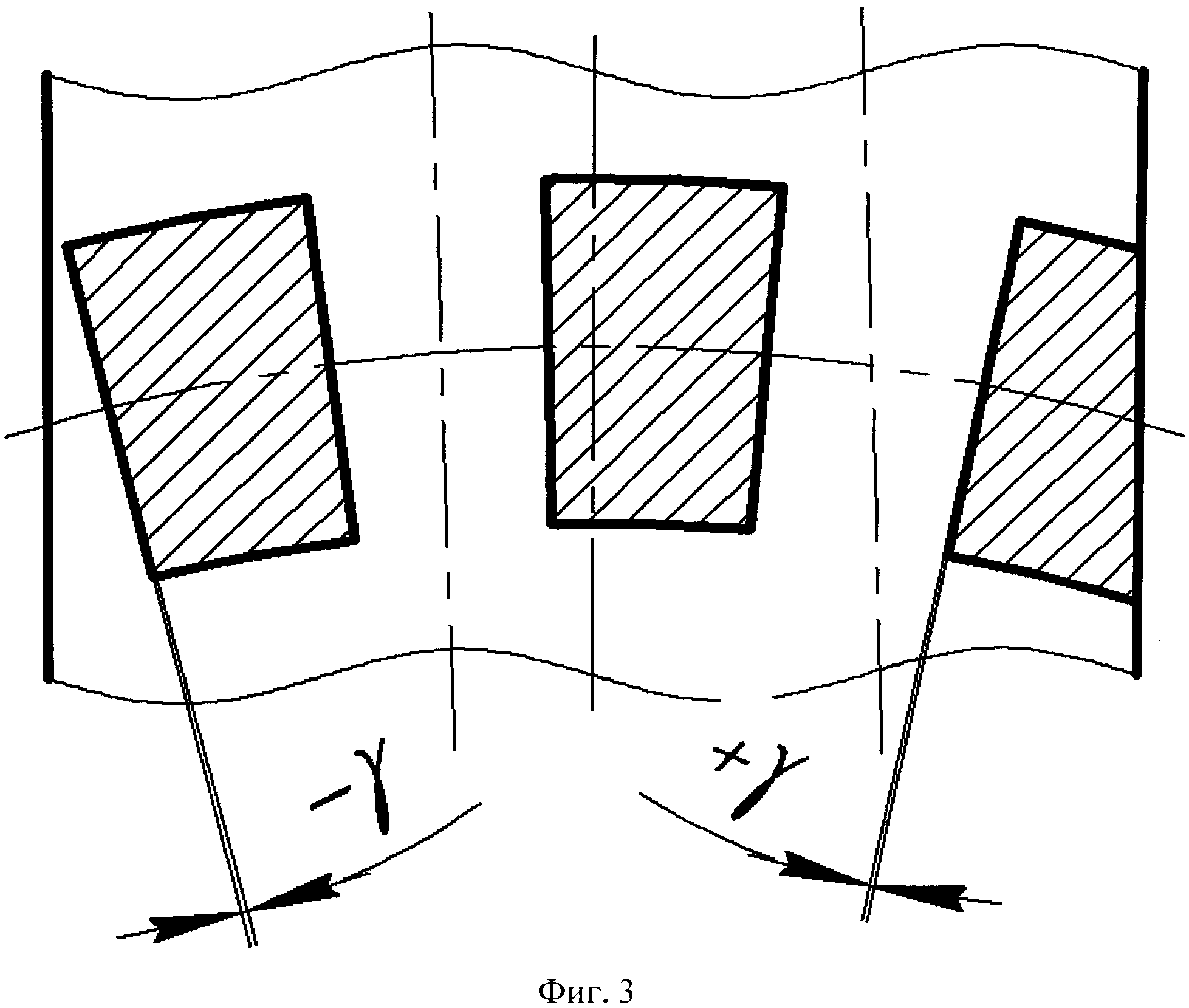
На фиг.1 изображена развертка начального цилиндра инструмента для чистовой обработки цилиндрических зубчатых колес. На фиг.2 изображен увеличенный фрагмент развертки начального цилиндра ближайшего аналога (прототипа) инструмента для чистовой обработки цилиндрических зубчатых колес. На фиг.3 изображен увеличенный фрагмент развертки начального цилиндра инструмента для чистовой обработки цилиндрических зубчатых колес.
Инструмент для чистовой обработки цилиндрических зубчатых колес представляет собой цилиндрическое зубчатое колесо, линиями зубьев которого являются дуги окружностей радиусов R0e и R0i, определяющих форму выпуклой и вогнутой сторон зубьев. Посередине между данными окружностями расположена вспомогательная окружность, радиусом R0в, который может быть определен по одной из следующих зависимостей:
 ;
;
 .
.
Одно- или многозаходная винтовая линия, ось которой совпадает с осью вращения инструмента, является координирующей для семейства стружечных канавок 1, расположенных на зубьях 2 инструмента. За счет такого конструктивного решения режущие кромки 3 смещены в осевом направлении друг относительно друга на величину Δ, что обеспечивает возможность обработки зубьев заготовки-колеса по всей их длине. Точка пересечения C проекции 4-винтовой линии на плоскость развертки начального цилиндра инструмента и вспомогательной окружности является опорной. На равном удалении от нее на вспомогательной окружности расположены точки CL и CR, из которых к вспомогательной окружности проведены нормали NL и NR. Боковые линии, очерчивающие контур каждой стружечной канавки в плоскости развертки начальной окружности инструмента, являются отрезками данных нормалей, ограниченными дугами окружностей, определяющих форму выпуклой и вогнутой сторон зубьев инструмента.
Все эти конструктивные меры позволяют добиться такого расположения передних поверхностей всех режущих клиньев инструмента, при котором диапазон изменения величин их передних углов γ, по длине линии контакта его зубьев с зубьями обрабатываемой заготовки-колеса, по сравнению с ближайшим аналогом сокращается не менее чем на порядок. Величина указанного диапазона определяется разностью величин радиусов R0e и R0i окружностей, определяющих форму выпуклой и вогнутой сторон зубьев инструмента, а также шириной его зубчатого венца b0, то есть параметрами, напрямую зависящими от конкретных конструктивных особенностей обрабатываемой детали.
Боковые поверхности зубьев инструмента являются эвольвентными. Режущие кромки инструмента образованы пересечением поверхностей стружечной канавки трапецеидального профиля и боковых поверхностей зубьев инструмента.
Инструмент для чистовой обработки цилиндрических зубчатых колес работает следующим образом. Заготовку-колесо и инструмент устанавливают на параллельных осях. Заготовку-колесо с предварительно формообразованными методом литья, пластического деформирования, механической обработки и др. зубьями вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментом, образуя предполюсное или заполюсное зацепление. Обработку осуществляют способом свободного обката. Срезание припуска осуществляется за счет создания по всей высоте боковых поверхностей зубьев 2 инструмента скорости скольжения в контактных точках режущих кромок 3 и зубьев заготовки-колеса и имеющей значение больше нуля.
За счет существенного сокращения диапазона изменения величин передних углов γ режущих клиньев инструмента при зубообработке, протекание процессов резания и поверхностного пластического деформирования по всей длине линии контакта его зубьев с зубьями обрабатываемой заготовки-колеса становится более равномерным. За счет чего достигается повышение точности и качества обработки. Обработка боковых поверхностей зубьев заготовки-колеса по всей их длине обеспечивается при соблюдении двух условий: во-первых, наличием одно- или многозаходной винтовой линии, ось которой совпадает с осью вращения инструмента, являющейся координирующей для семейства стружечных канавок 1, расположенных на зубьях 2 инструмента; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемой заготовки-колеса. При этом обработка осуществляется без дополнительного движения подачи в осевом направлении. Это достигается за счет того, что режущие кромки инструмента конструктивно смещены в осевом направлении друг относительно друга.
После совершения инструментом количества оборотов, равного или кратного числу зубьев обрабатываемой заготовки-колеса, для обеспечения одинаковых условий резания на противоположных боковых поверхностях зубьев заготовки-колеса производят реверсирование направления вращения зубчатой пары инструмент - заготовка-колесо, и также совершается количество оборотов, равное или кратное числу зубьев заготовки-колеса. На этом заканчивается один проход. После каждого прохода производят врезание - сближение осей инструмента и обрабатываемой заготовки-колеса вплоть до достижения номинального межосевого расстояния. Для улучшения качества обработанной поверхности на конечном этапе цикла обработки осуществляют выхаживание - вращение пары инструмент - заготовка-колесо в прямом и обратном направлениях при номинальном межосевом расстоянии.
Рассматриваемый инструмент для чистовой обработки цилиндрических зубчатых колес был апробирован при обработке цилиндрических зубчатых колес с круговыми зубьями с модулем m=2 мм, числом зубьев z=11, коэффициентом смещения исходного контура χ=0, номинальным радиусом кривизны арки зуба R01=27 мм, выполненных из стали 20X. Ширина зубчатого венца инструмента b0=15 мм, заготовки-колеса - b1=10 мм. Предварительное формообразование зубьев заготовки-колеса осуществлялось одной резцовой головкой.
В результате моделирования установлено, что при идентичных параметрах конструкция инструмента, описанная в ближайшем аналоге (прототипе), дает диапазон изменения передних углов у режущих клиньев по длине линии контакта от -11°46| до +12°25|, то есть 24°11|, а предлагаемая конструкция - от -29| до +°24|, то есть 53|, что, примерно, в тридцать раз меньше.
В результате экспериментальных работ были получены следующие результаты. Шероховатость боковых поверхностей зубьев колеса после обработки шевингованием-прикатыванием инструментом, конструкция которого описана в ближайшем аналоге (прототипе): в зоне левого торцевого сечения - Ra=1,2 мкм, в зоне правого - Ra=1,45 мкм. Шероховатость после обработки шевингованием-прикатыванием предлагаемым инструментом: в зоне левого торцевого сечения - Ra=1,3 мкм, в зоне правого - Ra=1,32 мкм. Суммарная площадь пятна контакта на боковых поверхностях зубьев колеса после обработки шевингованием-прикатыванием инструментом, конструкция которого описана в ближайшем аналоге (прототипе): 54…62%. Суммарная площадь пятна контакта на боковых поверхностях зубьев колеса после обработки предлагаемым инструментом 66…73%.
Представленные данные свидетельствуют о возможности применения предлагаемого инструмента для эффективной обработки цилиндрических зубчатых колес, при которой достигается повышение точности и качества боковых поверхностей зубьев обрабатываемых колес, что, в конечном итоге, приводит к повышению их эксплуатационных характеристик.
Инструмент для чистовой обработки цилиндрических зубчатых колес, представляющий собой цилиндрическое зубчатое колесо, на боковых поверхностях круговых зубьев которого выполнены режущие кромки, образованные пересечением боковых поверхностей круговых зубьев с поверхностями стружечной канавки трапецеидального профиля, смещенными в осевом направлении друг относительно друга, отличающийся тем, что боковые линии, очерчивающие контур каждой стружечной канавки в плоскости развертки начальной окружности инструмента, являются отрезками нормалей, ограниченными дугами окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, проведенных к вспомогательной окружности, радиус которой определяется как полуразность радиусов окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, прибавляемая к радиусу меньшей или вычитаемая из радиуса большей из них, через точки, равноудаленные от точки пересечения проекции одно- или многозаходной винтовой линии, ось которой совпадает с осью вращения инструмента на плоскость развертки начального цилиндра инструмента и вспомогательной окружности.
Устройство для заточки взаимозаменяемых резцов
Способ управления ракетой и система управления его реализующая
Способ определения пеленга источника звука при размещении акустической антенны акустического локатора на наклонных площадках поверхности земли
Устройство для выгрузки кускового материала из бункера
Способ компенсации движения в цифровых динамических видеоизображениях
Компенсационный акселерометр
Устройство для ротационной вытяжки тонкостенных малогабаритных деталей
Способ определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин
Устройство для управления точностью зубообработки цилиндрических колес
Наномодифицированный бетон и способ его получения
Способ нарезания зубчатых колес с криволинейной формой зубьев
Способ управления реактивным снарядом
Способ отделочной обработки цилиндрических зубчатых колес
Способ управления щитом тоннелепроходческого комплекса и следящая система для его реализации
Способ обработки пары цилиндрических зубчатых колес
Пускоотсечной электропневмоклапан постоянного низкого давления
Способ стрельбы управляемым артиллерийским снарядом
Компенсационный акселерометр
Компенсационный акселерометр
Синтетический композиционный шихтовой материал для производства высококачественной стали

