Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ СТРУКТУР И ИЗГОТОВЛЕННАЯ ИЗ НИХ ВТУЛКА (ВАРИАНТЫ)
Вид РИД
Изобретение
Область техники
Настоящее изобретение, в общем, относится к литым фторполимерным пленкам для втулок.
Предпосылки к созданию изобретения
Композитные материалы подшипников скольжения, состоящие из несущего нагрузку субстрата и перекрывающего слоя скольжения, широко известны.
Композитные материалы подшипников скольжения могут использоваться для того, чтобы изготавливать множество различных подшипников, таких как втулка подшипника скольжения, используемая, например, в автомобильной промышленности. Такие втулки подшипников скольжения могут использоваться для дверных петель, петель капота и моторного отсека, для сидений, рулевых колонок, маховиков, подшипников балансира, и т.д. Кроме того, втулки подшипников скольжения, выполненные из композитных материалов подшипников скольжения, также могут использоваться для неавтомобильных целей.
В настоящее время существует потребность в усовершенствованных подшипниках.
Раскрытие изобретения
В иллюстративном варианте осуществления способ согласно изобретению может предусматривать нанесение уменьшающего трение слоя на подложку и нанесение клеевого слоя, перекрывающего уменьшающий трение слой, для образования многослойной литой пленки. Способ может далее предусматривать наслоение многослойной литой пленки на несущий нагрузку субстрат для образования композитной структуры и придание формы композитной структуре. Несущий нагрузку субстрат может быть ближе к клеевому слою, чем к уменьшающему трение слою.
В другом иллюстративном варианте осуществления способ может предусматривать нанесение первого и второго уменьшающих трение слоев на первую и вторую стороны полиимидной подложки и нанесение первого и второго клеевых слоев, перекрывающих первый и второй уменьшающие трение слои для образования первой и второй многослойных литых пленок. Способ может дополнительно предусматривать наслоение первой и второй многослойных литых пленок на первый и второй несущие нагрузку субстраты для образования первой и второй композитной структуры и придания формы композитным структурам.
В каждой композитной структуре несущий нагрузку субстрат может быть ближе к клеевому слою, чем к уменьшающему трение слою.
В дополнительном варианте осуществления способ может предусматривать нанесение клеевого слоя на поверхность несущего нагрузку субстрата и нанесение уменьшающего трение слоя, перекрывающего клеевой слой, для образования композитной структуры, содержащей многослойную литую пленку. Способ может дополнительно предусматривать придание формы композитной структуре.
В другом иллюстративном варианте осуществления втулка может содержать несущий нагрузку субстрат, содержащий первую основную поверхность, и литую фторполимерную пленку, наслоенную на первую основную поверхность несущего нагрузку субстрата. Литая фторполимерная пленка может содержать уменьшающий трение слой и клеевой слой. Несущий нагрузку субстрат может быть ближе к клеевому слою, чем к уменьшающему трение слою.
В еще одном дополнительном варианте осуществления втулка может содержать несущий нагрузку субстрат, содержащий первую основную поверхность, и литую фторполимерную пленку, наслоенную на первую основную поверхность несущего нагрузку субстрата. Литая фторполимерная пленка может содержать уменьшающий трение слой и клеевой слой. Несущий нагрузку субстрат может быть ближе к клеевому слою, чем к уменьшающему трение слою. Втулка может дополнительно содержать покровный слой, перекрывающий литую фторполимерную пленку.
Краткое описание чертежей
Настоящее изобретение может быть лучше понято, а его многочисленные признаки и преимущества могут стать очевидными для специалистов в области техники благодаря ссылкам на сопутствующие чертежи.
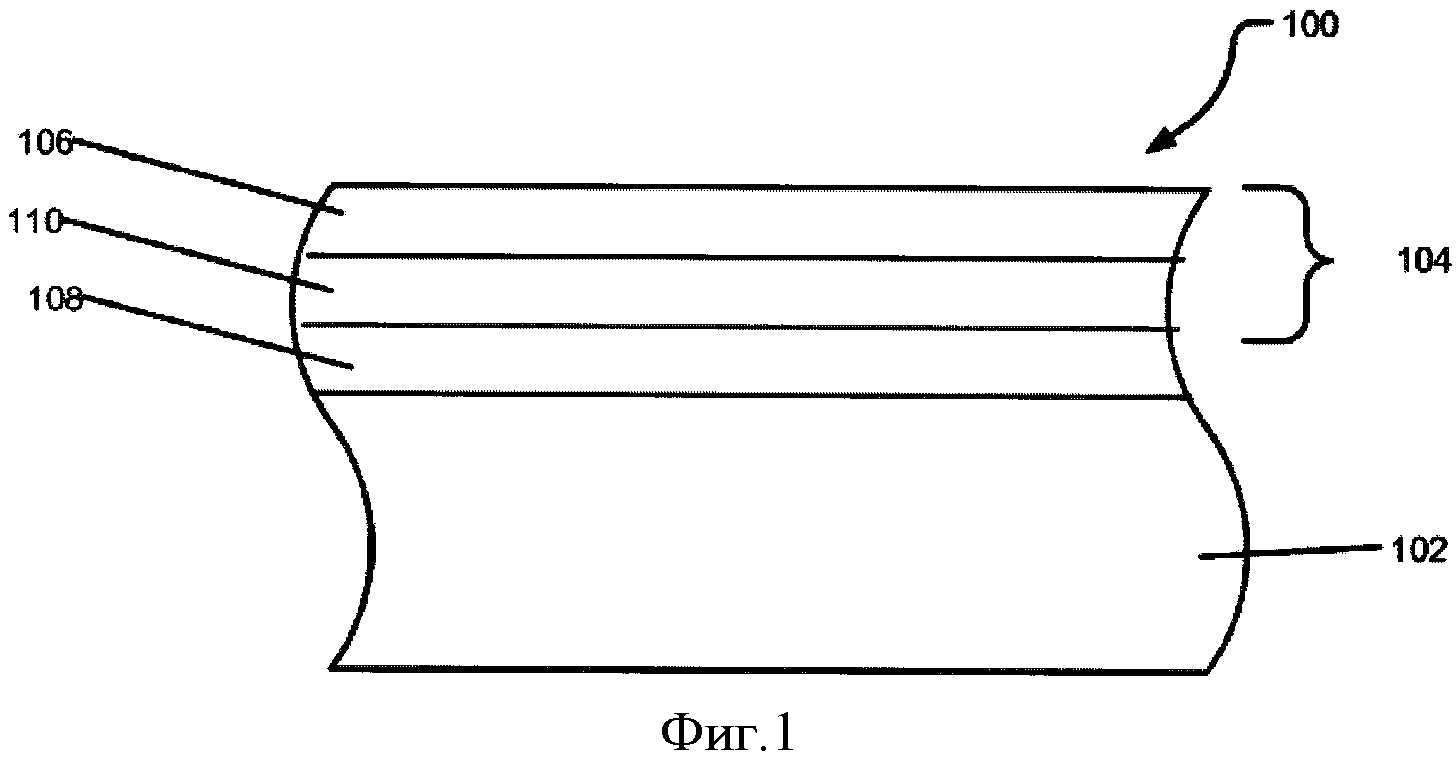
На фиг.1 представлено изображение слоистой структуры иллюстративной втулки.
На фиг.2 представлено изображение иллюстративной многослойной литой пленки.
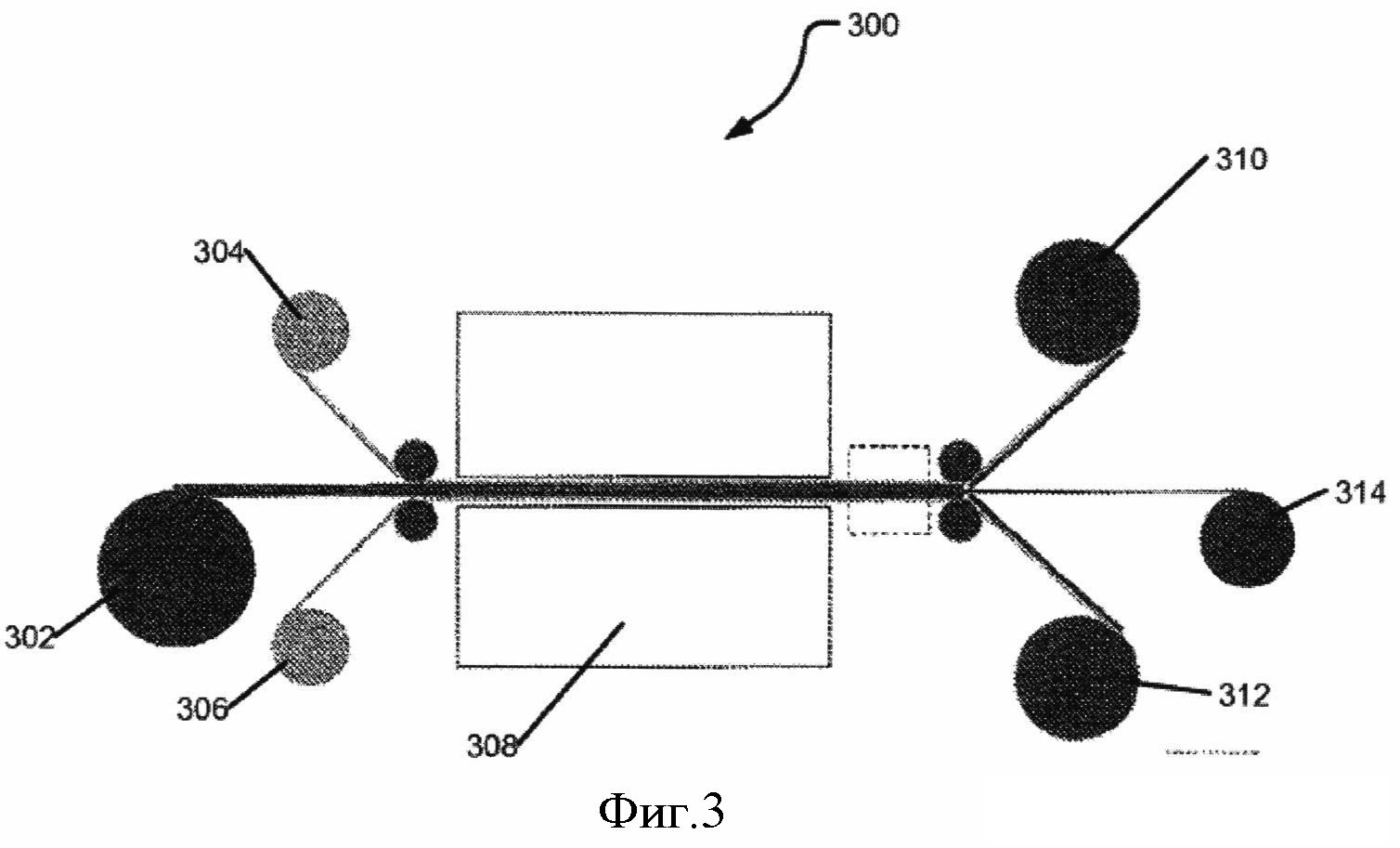
На фиг.3 представлена блок-схема, представляющая иллюстративную систему для образования композитной структуры с использованием многослойной литой пленки.
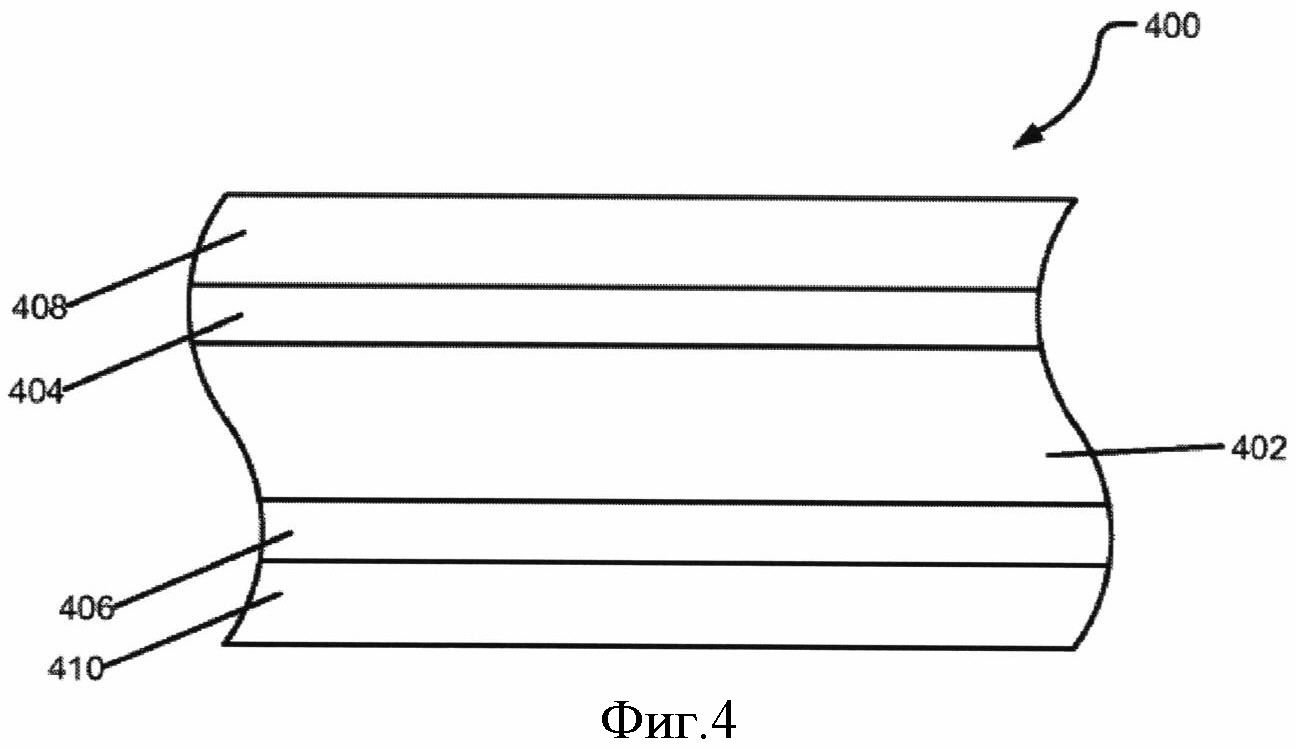
На фиг.4 представлено изображение иллюстративной слоистой структуры во время образования композитной структуры с использованием многослойной литой пленки.
На фиг.5 представлено изображение различных вариантов осуществления втулки.
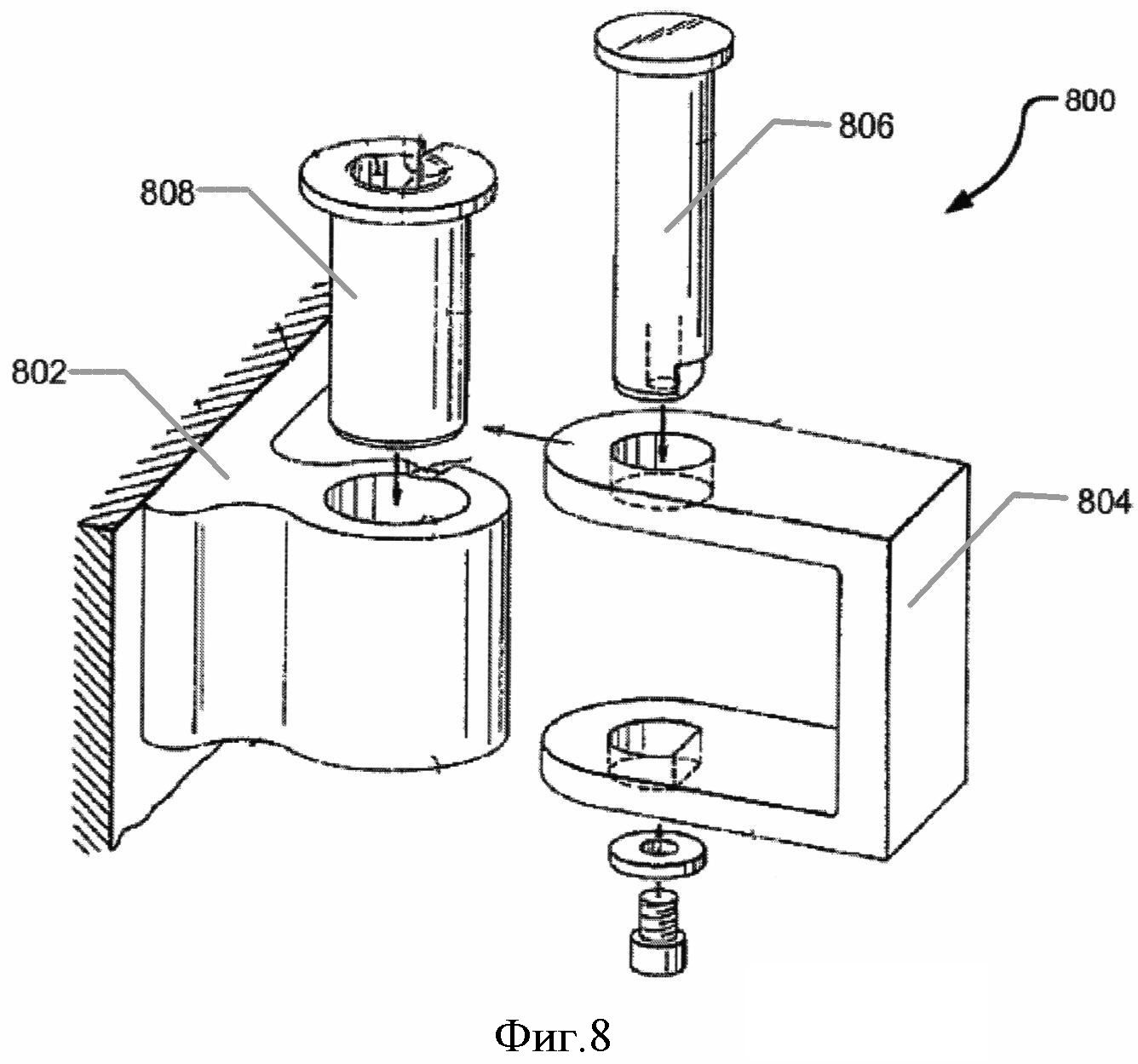
На фиг.6, 7 и 8 представлены изображения иллюстративных петель.
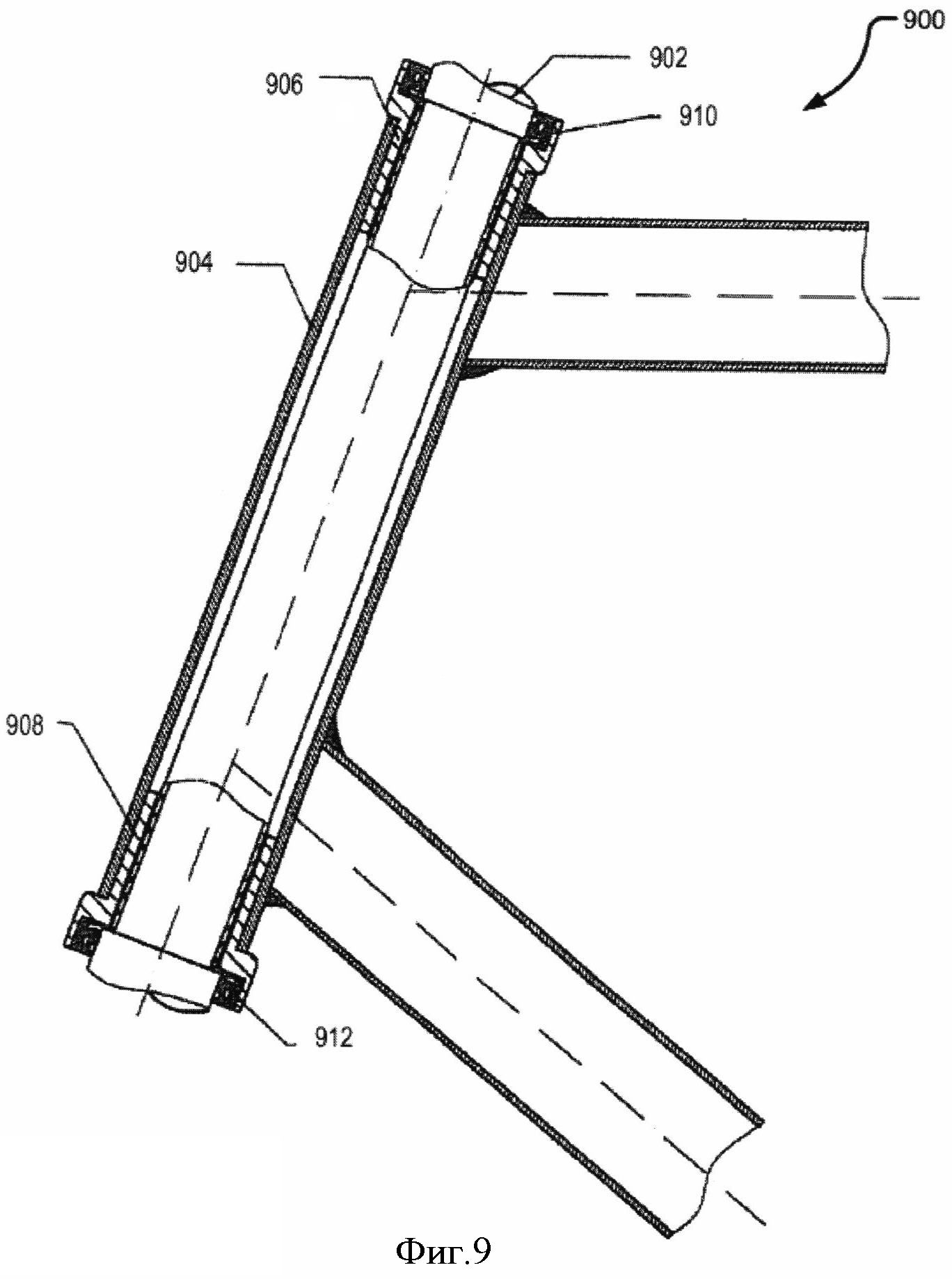
На фиг.9 представлено изображение иллюстративной велосипедной рулевой колонки.
Применение одинаковых ссылочных позиций на разных чертежах указывает на сходные или идентичные элементы.
Подробное описание изобретения
В иллюстративном варианте осуществления втулка может содержать несущий нагрузку субстрат, содержащий первую основную поверхность, и литую полимерную пленку, такую как литая фторполимерная пленка, наслоенная на первую основную поверхность несущего нагрузку субстрата. Литая полимерная пленка может содержать уменьшающий трение слой и клеевой слой. Несущий нагрузку субстрат может быть ближе к клеевому слою, чем к уменьшающему трение слою. Втулка может обеспечивать скользящее зацепление между двумя компонентами, при этом по существу снижая уровень шума и вибрации, передаваемых между двумя компонентами. Уменьшающий трение слой литой пленки может находиться в контакте с поверхностью одного из компонентов.
На фиг.1 показано поперечное сечение, иллюстрирующее различные слои композитной структуры, в общем обозначенной как 100. В варианте осуществления композитной структурой 100 может быть втулка. Альтернативно, композитной структуре может придаваться форма различных других структур, таких как листы-основы или поддоны, кровельные листы и тому подобное. Композитная структура 100 может содержать несущий нагрузку субстрат 102. Несущим нагрузку субстратом 102 может быть металлический опорный слой. Металлический опорный слой может содержать металл или металлический сплав, такой как сталь, включая углеродистую сталь, пружинную сталь и тому подобное, железо, алюминий, цинк, медь, магний или любое их сочетание.
Многослойная литая пленка 104 может быть наслоена на несущий нагрузку субстрат 102. Многослойная литая пленка 104 может содержать уменьшающий трение слой 106, клеевой слой 108 и необязательно промежуточный полимерный слой 110. Уменьшающий трение слой 106 может содержать фторполимер, такой как политетрафторэтилен (PTFE), фторированный этилен-пропилен (FEP), поливинилиденфторид (PVDF), политрифторхлорэтилен (PCTFE), этилентрифторхлорэтилен (ECTFE), перфторалкокси полимер или любое их сочетание. В варианте осуществления уменьшающий трение слой 106 может иметь коэффициент трения, не превышающий примерно 0,4, такой как не превышающий примерно 0,2, даже не превышающий примерно 0,15.
Кроме того, уменьшающий трение слой 106 может содержать наполнители, такие как уменьшающий трение наполнитель. Примеры наполнителей, которые могут использоваться в уменьшающем трение слое 106, включают стекловолокна, углеволокна, кремний, графит, РЕЕК, дисульфид молибдена, ароматический полиэфир, частицы углерода, бронзу, фторполимер, термопластические наполнители, карбид кремния, оксид алюминия, полиамидимид (PAI), PPS, полифениленсульфон (PPSO2), ароматические полиэфиры, включая жидкокристаллические полимеры (LCP), и минеральные частицы, такие как волластонит и сульфат бария, или любое их сочетание. LCP представляет собой частично ориентированный ароматический полиэфир, способный к образованию высокоориентированных участков, когда находится в жидкой фазе. Наполнители могут быть представлены в виде шариков, волокон, порошка, сетки или любого их сочетания. В отдельном примере уменьшающий трение слой может содержать наполнители с частицами пластинчатой формы, такие как графит, нитрид бора, слюда или любые их сочетания. Наполнители с частицами пластинчатой формы могут быть ориентированы так, чтобы выравниваться с уменьшающим трение слоем 106. А именно, направление толщины наполнителя с частицами пластинчатой формы может быть по существу параллельным направлению толщины уменьшающего трение слоя 106.
Клеевой слой 108 может содержать клей, содержащий фторполимер, эпоксидную смолу, акрилатную смолу, полиимидную смолу, сополимер полиэфира/полиамида, этиленвиниловый ацетат или любое их сочетание. Примерами фторполимеров, содержащихся в клеевом слое 108, могут быть плавкие фторполимеры, включая, например, сополимер этилена и тетра-фторэтилена (ETFE), фторированный этиленпропилен (FEP), перфторалкоксил (PFA) или любые их сочетания. Кроме того, клей может содержать по меньшей мере одну функциональную группу, выбранную из -С=O, -C-O-R, -СОН, -СООН, -COOR, -CF2=CF-OR или любого их сочетания, где R это циклическая или линейная органическая группа, содержащая от 1 до 20 атомов углерода.
В варианте осуществления клеевой слой 108 может иметь толщину, не превышающую примерно 0,5 мил, такую как не превышающую примерно 0,4 мил, такую как не превышающую примерно 0,3 мил, даже не превышающую примерно 0,2 мил. В конкретном варианте осуществления клеевой слой 108 может иметь толщину, по меньшей мере, примерно 0,1 мил.
Промежуточный полимерный слой 110 может содержать фторполимер, такой как PTFE, FEP, PVDF, PCTFE, ECTFE, ETFE, PFA или любое их сочетание. В примере промежуточный полимерный слой 110 может содержать смесь фторполимеров, таких как смесь PTFE и PFA. Кроме того, промежуточный полимер 110 может содержать наполнитель, такой как уменьшающий трение наполнитель, пигмент, создающий запах наполнитель, создающий шум наполнитель или любое их сочетание.
В варианте осуществления пигмент может быть включен в промежуточный полимерный слой 110 для обеспечения визуальной индикации глубины износа. Например, промежуточный полимерный слой 110 может содержать красный пигмент. По мере того как втулка изнашивается, цвет поверхности может постепенно меняться на красный. При визуальном осмотре втулки может быть легко определена необходимость замены втулки.
В другом варианте осуществления создающий запах наполнитель может быть включен в промежуточный полимерный слой 110 для обеспечения индикации необходимости замены втулки. Например, промежуточный полимерный слой 110 может содержать наполнитель, который в открытом состоянии производит едкий запах, обеспечивая возможность определения того, что втулка нуждается в замене, не останавливая процесс для визуальной проверки втулки.
В другом варианте осуществления создающий шум наполнитель может быть включен в промежуточный полимерный слой 110 для обеспечения индикации необходимости замены втулки. Например, промежуточный полимерный слой 110 может содержать наполнитель, который производит звуковую индикацию в ответ на движение, когда промежуточный полимерный слой 110 открыт, обеспечивая возможность определения того, что втулка нуждается в замене, не останавливая процесс для визуальной проверки втулки.
В дополнительном варианте осуществления трибологические свойства уменьшающего трение слоя 106 и промежуточного полимерного слоя 110 могут быть модифицированы, например, путем изменения типа и количества наполнителей, типа полимера или посредством других соответствующих подходов. Например, слой, близкий к поверхности износа втулки, такой как уменьшающий трение слой 106, может иметь низкий коэффициент трения, тогда как слой, близкий к несущему нагрузку субстрату, такому как промежуточный полимерный слой 110, может иметь сниженную скорость износа, тем самым обеспечивая поверхность с низким коэффициентом трения для нормальной работы, при этом защищая противоположную поверхность от соприкосновения с несущим нагрузку субстратом в конце срока службы втулки.
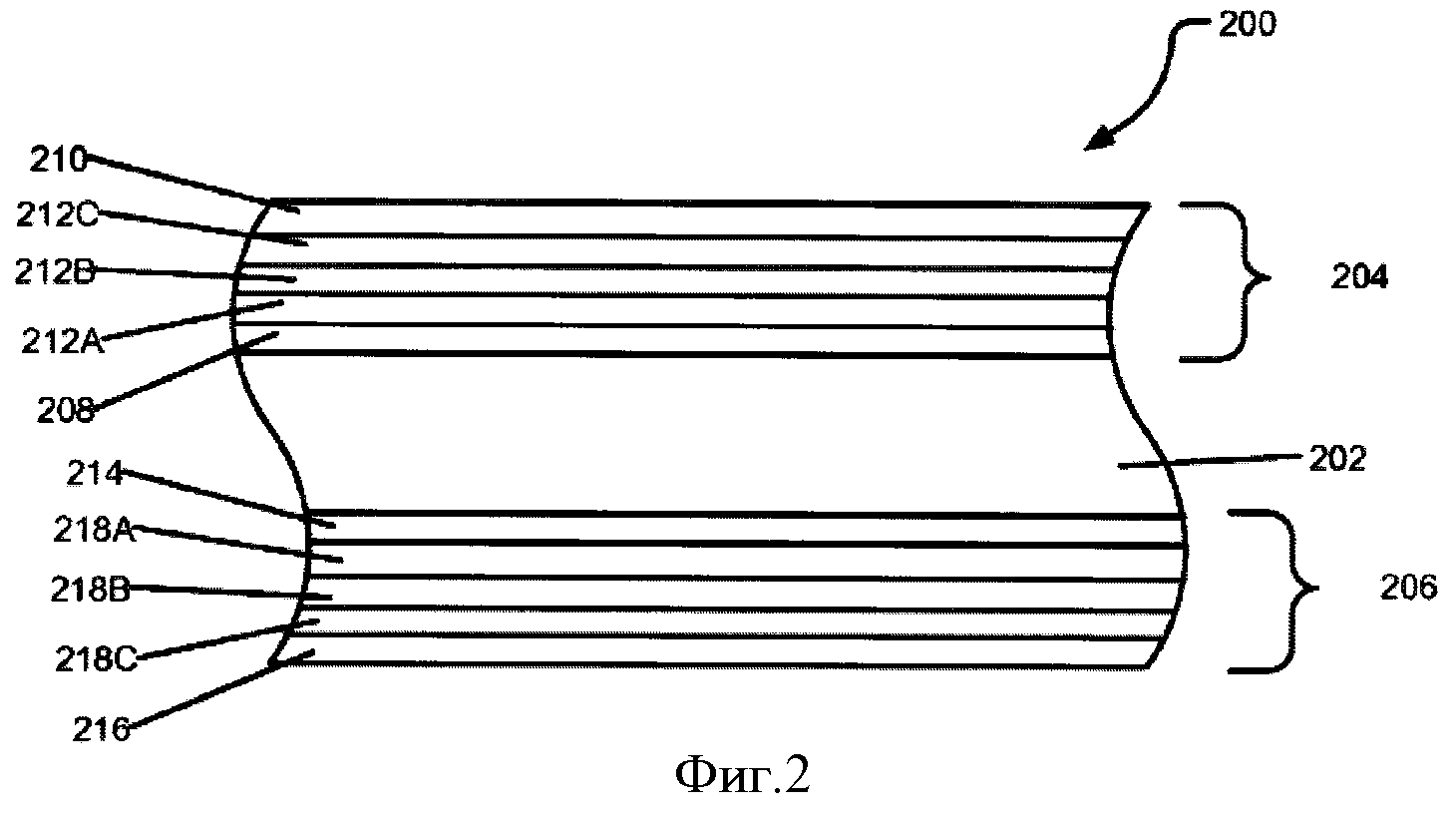
На фиг.2 показано поперечное сечение другого иллюстративного варианта осуществления многослойной структуры 200. Многослойная структура 200 может содержать удаляемую подложку 202 и многослойную литую пленку 204. Многослойная литая пленка 204 может быть наслоена на несущий нагрузку субстрат и удалена с удаляемой подложки 202. Многослойная структура может необязательно содержать многослойную литую пленку 206. Подложка 202 может быть термостойкой при температуре спекания литой пленки и может содержать полимер или металл. В варианте осуществления подложкой 202 может быть алюминиевый лист. В другом варианте осуществления подложкой может быть полиимидный лист или ткань с силиконовым покрытием, такая как стеклоткань. В примере многослойная литая пленка 204 может содержать уменьшающий трение слой 208, находящийся в контакте с подложкой 202, клеевой слой 210, образующий внешнюю поверхность на многослойной структуре, и один или более промежуточных полимерных слоев 212A, 212B и 212C между ними. Аналогично, многослойная литая пленка 206 может содержать уменьшающий трение слой 214, находящийся в контакте с подложкой 202, клеевой слой 216, образующий внешнюю поверхность на многослойной структуре, и один или более дополнительных промежуточных полимерных слоев 218A, 218B и 218C между ними. Уменьшающие трение слои 208 и 214 могут быть аналогичны уменьшающему трение слою 106, клеевые слои 212 и 216 могут быть аналогичны клеевому слою 108, и промежуточные полимерные слои 218A, 218B и 218C могут быть аналогичны промежуточному полимерному слою 110.
Согласно способу образованию втулки многослойная литая пленка может быть образована путем нанесения дисперсии полимеров на подложку. Подложка может выдерживать условия обработки, такие как температура спекания литой пленки. В отдельном примере подложкой может быть полиимидная подложка. Нанесенная дисперсия полимеров может быть высушена для удаления растворителя и обожжена для сплавления полимера в полимерный слой. Необязательно, полимерный слой может быть каландрирован. Кроме того, полимерный слой может быть спечен для снижения пористости полимерного слоя. Этот процесс могут повторять для последующих слоев. В отдельном варианте осуществления клеевой слой может добавляться без спекания. В общем, уменьшающий трение слой будет нанесен на подложку в качестве первого слоя, и клеевой слой будет нанесен на подложку в качестве последнего слоя, так чтобы клеевой слой был открыт для контакта с несущим нагрузку субстратом во время последующего наслаивания.
Многослойная литая пленка может быть наслоена на несущий нагрузку субстрат для образования листа композитной структуры. На фиг.3 показана иллюстративная система, в общем обозначенная как 300, для наслаивания многослойной литой пленки на несущий нагрузку субстрат. Система 300 может содержать подающий валок 302 многослойной литой пленки и подающие валки 304 и 306 несущего нагрузку субстрата. Подающий валок 302 многослойной литой пленки может подавать многослойную литую пленку на обе стороны подложки, и каждый из подающих валков 304 и 306 несущего нагрузку субстрата может подавать несущий нагрузку субстрат. Система 300 может дополнительно содержать установку 308 для нанесения слоев, такую как печь или горячие валки, для совместного наслаивания многослойный литых пленок и несущих нагрузку субстратов для образования двух листов композитного материала.
На фиг.4 показано размещение слоев 400, временно образованных во время наслаивания. Размещение 400 может содержать подложку 402, многослойную литую пленку 404, перекрывающую подложку 402, и многослойную литую пленку 406, проходящую под подложкой 402. Субстрат 408 может перекрывать многослойную литую пленку 404, и субстрат 410 может проходить под многослойной литой пленкой 406.
Возвращаясь к фиг.3, листы композитной структуры могут быть отделены от подложки и перемещены на принимающие валки 310 и 312 листов композитной структуры. Кроме того, подложка может быть перемещена на принимающий валок 314 подложки. Подложка может быть повторно использована для образования дополнительных многослойных литых пленок, и листы композитной структуры могут быть взяты для дальнейшей обработки.
В альтернативном варианте осуществления дисперсия полимеров, содержащая фторполимерный клей, может быть нанесена на несущий нагрузку субстрат. Дисперсия может быть высушена для удаления растворителя для того, чтобы образовать клеевой слой. Необязательно, промежуточная дисперсия полимеров может быть нанесена, перекрывая клеевой слой, и высушена для образования промежуточного полимерного слоя. Кроме того, уменьшающая трение дисперсия полимеров может быть нанесена, перекрывая клеевой слой или промежуточный слой. Уменьшающая трение дисперсия полимеров может быть высушена для удаления растворителя для образования уменьшающего трение полимерного слоя, тем самым образуя лист композитной структуры, содержащий многослойную литую полимерную пленку, содержащую клеевой слой, уменьшающий трение слой и, необязательно, промежуточный полимерный слой.
В варианте осуществления несущий нагрузку субстрат может быть обеспечен подающим барабаном и нанесение многослойной литой пленки может выполняться в непрерывном процессе. Композитную структуру могут возвращать на принимающий барабан. Композитная структура может подаваться с принимающего барабана на режущее или придающее форму оборудование. Альтернативно, композитную структуру могут подавать на поточное режущее или придающее форму оборудование без необходимости возвращения на принимающий барабан.
Лист композитной структуры может быть порезан на полосы или заготовки, из которых может быть сформирована втулка. Из заготовок может быть сформирована втулка, например, путем обкатки и отбортовки слоистого изделия для образования полуготовой втулки желаемой формы. В варианте осуществления втулка может содержать часть цилиндрической формы. В другом варианте осуществления втулка может иметь коническую форму. Дополнительно, втулка может содержать отбортованную часть на одном или более концах. Кроме того, слой скольжения может быть расположен на внутренней поверхности втулки или на внешней поверхности втулки. Альтернативно, лист композитной структуры может быть порезан, и ему может придаваться форма других подходящих структур, таких как противень или кровельный лист.
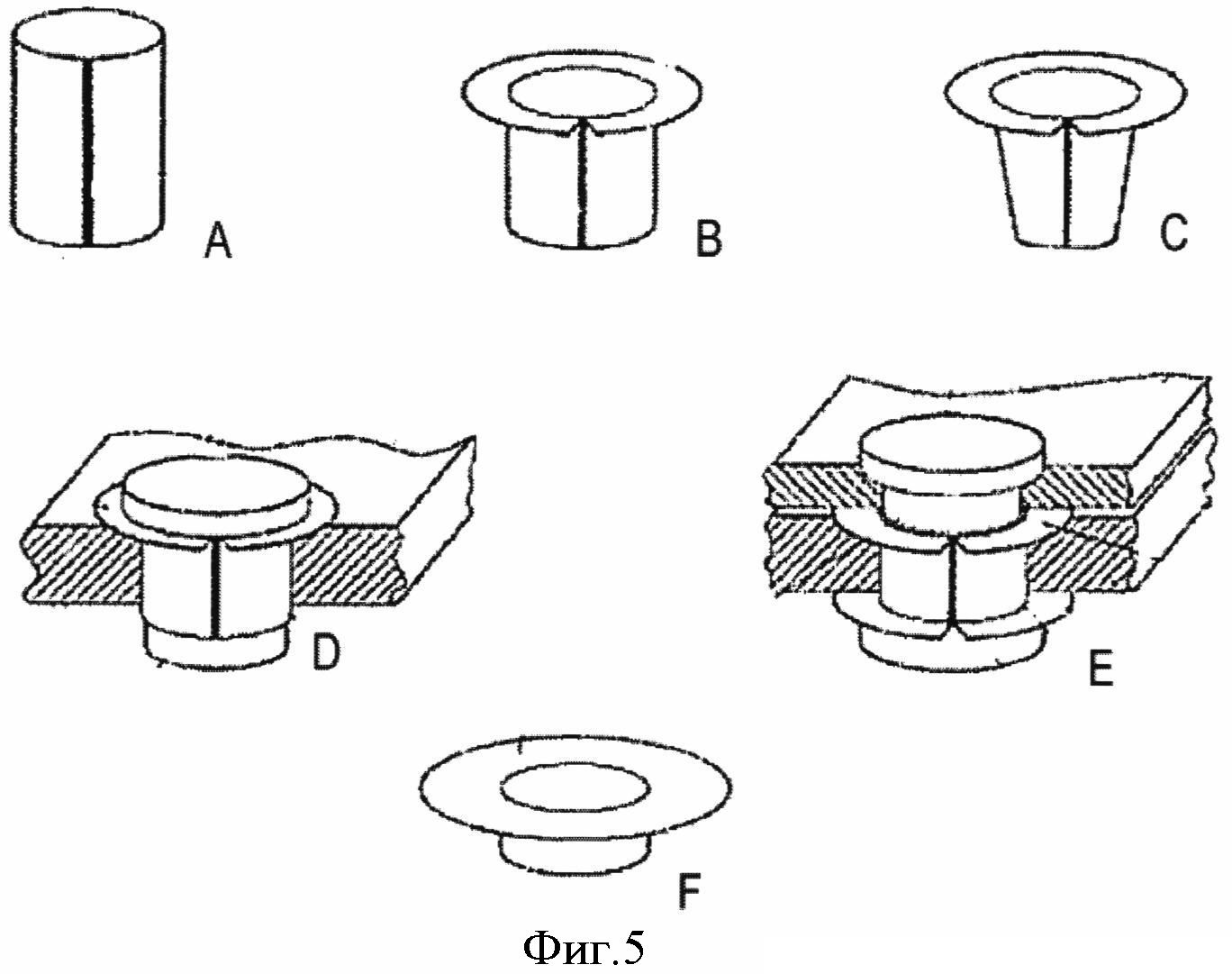
На фиг.5A-5F показано несколько форм втулок, которые могут быть образованы из заготовок. На фиг.5A показана цилиндрическая втулка, которая может быть образована путем обкатки. На фиг.5B показана отбортованная втулка, которая может быть образована путем обкатки и отбортовки. На фиг.5C показана отбортованная втулка, содержащая конусовидную цилиндрическую часть, которая может быть образована путем обкатки конусовидной части и отбортовки конца. На фиг.5D показана отбортованная втулка, установленная в отверстии, причем через отбортованную втулку проходит цилиндрический штифт. На фиг.5E показана двусторонняя отбортованная втулка, установленная в отверстии, причем через двустороннюю отбортованную втулку проходит цилиндрический штифт. На фиг.5F показана Г-образная втулка, которая может быть образована с использованием процесса штампования и холодного глубокого волочения, а не обкатки и отбортовки.
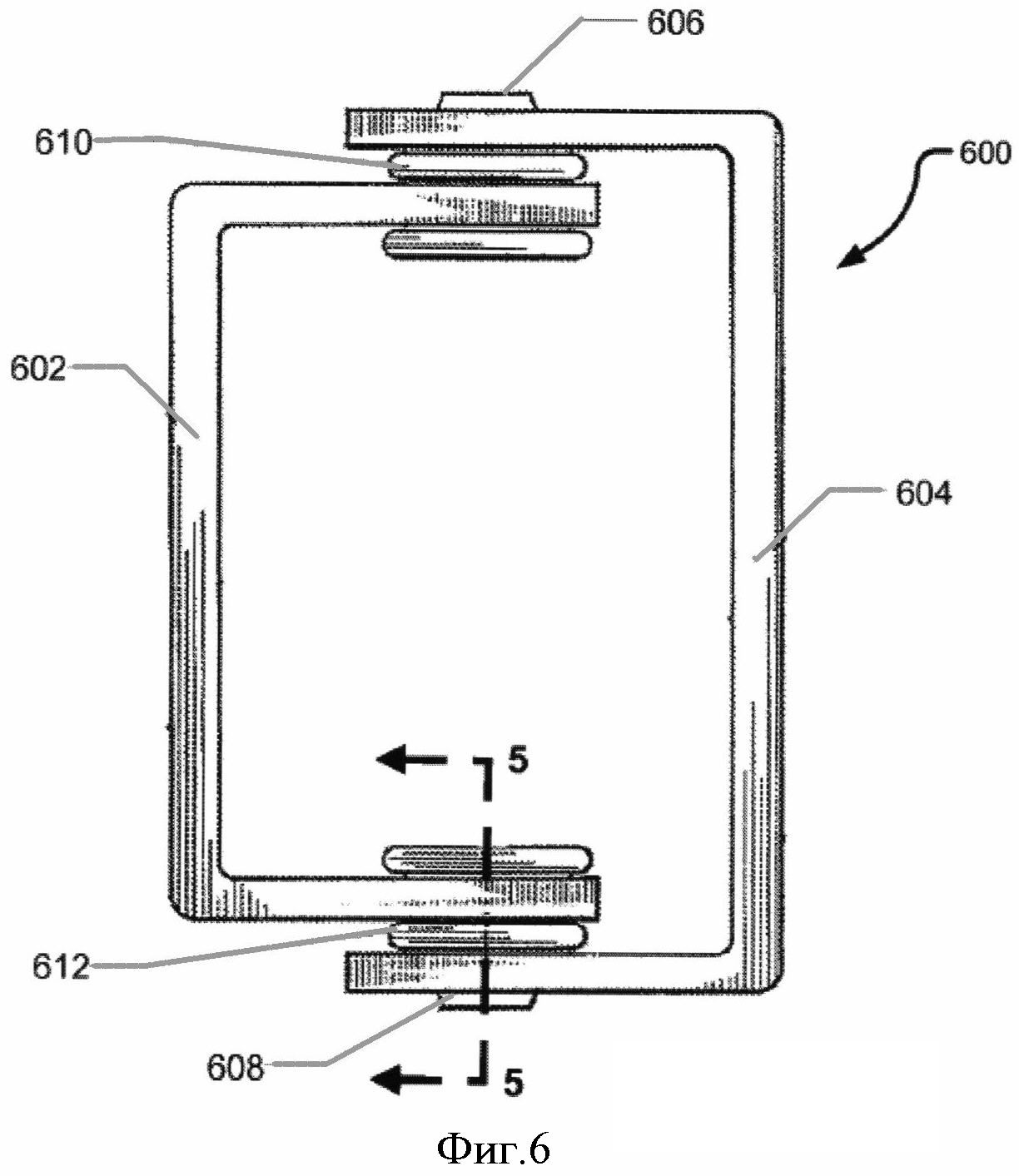
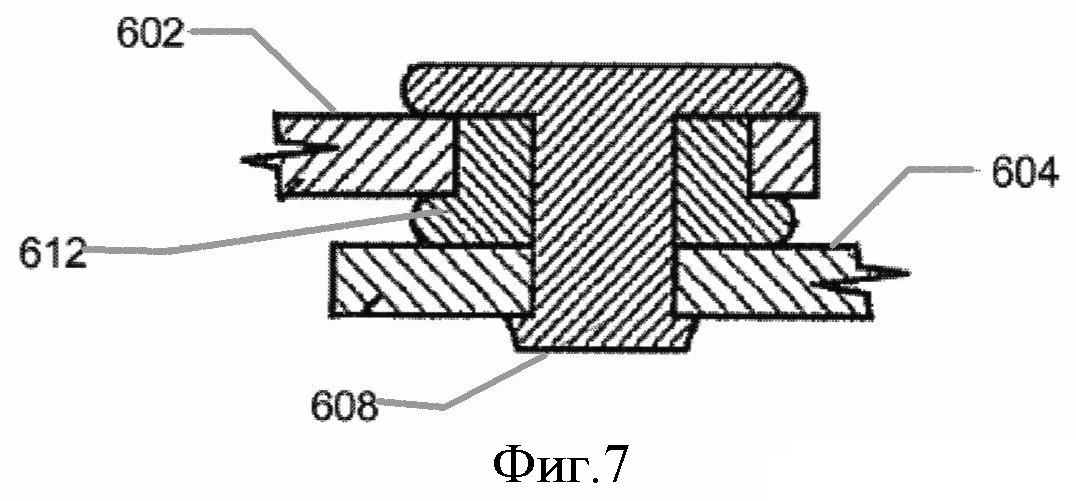
В конкретном примере втулка может быть применена в петле. Например, на фиг.6 и 7 показана иллюстративная петля 600, такая как петля автомобильной дверцы, петля капота, петля моторного отсека и тому подобное. Петля 600 может содержать внутреннюю часть 602 петли и внешнюю часть 604 петли. Части 602 и 604 петли могут быть соединены заклепками 606 и 608 и втулками 610 и 612. Втулками 610 и 612 могут быть гасящие вибрацию втулки, как описывалось ранее. На фиг.7 показано поперечное сечение петли 600, показывающее заклепку 608, и втулки 612 более подробно.
На фиг.8 показана другая иллюстративная петля 800, такая как петля автомобильной дверцы, петля капота, петля моторного отсека и тому подобное. Петля 800 может содержать первую часть 802 петли и вторую часть 804 петли, соединенные штифтом 806 и втулкой 808. Втулкой 808 может быть гасящая вибрацию втулка, как описывалось ранее.
В другом примере втулка может быть применена в рулевой колонке. Например, на фиг.9 показана иллюстративная рулевая колонка 900 для двухколесного транспортного средства, такого как велосипед. Рулевой вал 902 может быть вставлен в головную трубу 904. Втулки 906 и 908 могут помещаться между рулевым валом 902 и головной трубой 904 для поддержания выравнивания и препятствования контакту рулевого вала 902 с головной трубой 904. Кроме того, уплотнения 910 и 912 могут препятствовать засорению поверхности скольжения втулки грязью и другим твердыми частицами.
В варианте осуществления применение многослойной литой пленки может обеспечивать определенные преимущества по сравнению со строганой полимерной пленкой. В общем, строганую полимерную пленку изготавливают из вальцованной заготовки, которую изготавливают путем спекания большого количества полимера зернистой структуры в единую массу. Процесс изготовления вальцованной заготовки может ограничивать использование некоторых наполнителей, которые могут быть нестабильными при температуре спекания или могут производить газы во время процесса спекания. Использование литой пленки может существенно сократить время спекания и сделать возможным отведение газов, производимых определенным наполнителем. Кроме того, литая пленка может обладать усовершенствованными механическими свойствами, такими как прочность на разрыв и сопротивление разрушению, по сравнению со строганой пленкой. Далее, трибологические свойства литой пленки могут контролироваться лучше, чем в массе твердых полимеров вальцованной заготовки. В результате применения литая пленка может дать более плотное изделие, и трибологические свойства могут варьироваться в разных слоях многослойной литой пленки.
В дополнительном варианте осуществления применение многослойной литой пленки может обеспечивать определенные преимущества по сравнению с применением композита металл-полимер. Композит металл-полимер может быть образован путем каландрирования полимера зернистой структуры с металлической сеткой или покрытия пористого металла дисперсией полимеров и спекания композита металл-полимер. Многослойная литая пленка может обеспечивать больший контроль трибологических свойств, например, путем послойного варьирования трибологических свойств и может давать более тонкое изделие.
В другом примере втулка содержит несущий нагрузку субстрат, содержащий первую основную поверхность, и литую фторполимерную пленку, наслоенную на первую основную поверхность несущего нагрузку субстрата. Литая фторполимерная пленка может содержать уменьшающий трение слой и клеевой слой, причем несущий нагрузку субстрат проходит ближе к клеевому слою, чем к уменьшающему трение слою. Втулка может дополнительно содержать покровный слой, перекрывающий литую фторполимерную пленку.
В одном варианте осуществления покровный слой содержит смазывающее вещество. Смазка может быть выбрана из масла, воска, жира, политетрафторэтилена, графита, наноалмазов, детонационных наноалмазов, дисульфида молибдена, частиц углерода, минералов или любого их сочетания.
В другом варианте осуществления покровный слой содержит частично отвержденный реактопласт. Частично отвержденный реактопласт содержит прекурсоры неотвержденого реактопласта. Частично отвержденный реактопласт может быть выбран из эпоксидной смолы, полиимидной смолы, полиуретановой смолы, кремнийорганической смолы, полиэфирной смолы, меламино-формальдегидной смолы, фенолформальдегидной смолы или любого их сочетания.
В другом варианте осуществления покровный слой может содержать наполнитель.
В вариантах осуществления покровный слой может иметь толщину, равную по меньшей мере примерно 0,5 микрон, такую как по меньшей мере примерно равную 1 микрон, по меньшей мере примерно равную 2 микрона, по меньшей мере примерно равную 4 микрона, по меньшей мере примерно равную 8 микрон, по меньшей мере примерно равную 10 микрон, по меньшей мере примерно равную 20 микрон, по меньшей мере примерно равную 100 микрон или даже по меньшей мере примерно равную 500 микрон.
В другом варианте осуществления покровный слой может иметь толщину, не превышающую примерно 5000 микрон, такую как не превышающую примерно 2000 микрон, не превышающую примерно 1500 микрон, не превышающую примерно 1000 микрон, не превышающую примерно 800 микрон, не превышающую примерно 500 микрон, не превышающую примерно 200 микрон, не превышающую примерно 100 микрон, не превышающую примерно 80 микрон, не превышающую примерно 50 микрон, не превышающую примерно 40 микрон, не превышающую примерно 20 микрон или даже не превышающую примерно 10 микрон.
Варианты осуществления, предусматривающие наличие покровного слоя, помогут поддерживать в определенном состоянии контртела втулки или подшипника во время работы. Это происходит путем стабилизации переносимой пленки, которая вырабатывается на противоположной поверхности во время работы. Переносимая пленка еще больше снижает трение или минимизирует абразивное действие противоположной поверхности на слои подшипника или втулки. Это снижение скорости износа и/или коэффициента трения благодаря поддержанию в определенном состоянии контртела оптимизирует долгосрочное использование подшипника или втулки.
Покровный слой может быть нанесен во время или после процесса наслаивания материала субстрата. Например, покровный слой может быть нанесен на подшипник и втулку после процесса придания формы или формования. Альтернативно, покровный слой может быть нанесен незадолго до или вскоре после установления подшипника или втулки.
Некоторыми пригодными материалами для поддержания в определенном состоянии являются твердые смазки в виде субмикронных наполнителей. Такие субмикронные наполнители могут содержать детонационный наноалмаз (DND). В вариантах осуществления субмикронные наполнители могут быть диспергированы в покровном слое. Например, субмикронные наполнители могут быть диспергированы в PTFE или смоле, которая содержит PTFE.
В другом варианте осуществления покровный слой может содержать материал, который отверждается во время работы. Здесь теплота трения нагревает подшипник и покровный слой прилипает и отверждается на противоположной поверхности.
Применяемыми материалами являются частично отвержденные полимеры, такие как частично отвержденные реактопласты. В одном варианте осуществления частично отвержденный реактопласт содержит неотвержденный реактопласт. Например, могут использоваться неотвержденные или частично отвержденные смолы, такие как эпоксидная смола, полиимидная смола, полиуретановая смола, кремнийорганическая смола, полиэфирная смола, меламино-формальдегидная смола, фенолформальдегидная смола или любое их сочетание.
В одном дополнительном варианте осуществления частично отвержденная или неотвержденная смола может содержать смазки, такие как PTFE, субмикронные наполнители, такие как DND, или другие смазки, как описывается в данной заявке или обычно используется.
Более того, покровный слой может содержать средства поддержания в определенном состоянии. Средства поддержания в определенном состоянии реагируют с контртелом и помогают переносимой пленке связываться или приклеиваться. В одном варианте осуществления для контртел, выполненных из металла, средствами поддержания в определенном состоянии могут быть химикаты, такие как фосфаты, органические фосфаты, или хелатообразующие агенты, такие как EDTA.
Примеры
Образец 1 представляет собой строганую пленку, изготовленную из вальцованной заготовки, содержащей наполненный PTFE.
Образец 2 представляет собой литую пленку, изготовленную путем нанесения PTFE на полиимидную подложку.
Механические свойства образцов были измерены в соответствии с ASTM D1708 и D882. Таблица 1 показывает результаты.
|
Литая пленка (Образец 2) демонстрирует улучшенные механические свойства по сравнению со строганой пленкой (Образец 1). Кроме того, разница между продольным направлением и поперечным направлением ниже для Образца 2.
Следует отметить, что не все действия, описанные выше в общем описании или примерах, являются необходимыми, что часть определенного действия может не быть необходимой и что одно или более дальнейшее действие может выполняться в дополнение к описанным. Кроме того, порядок, в котором перечислены действия, не обязательно является порядком, в котором они выполняются.
Способ формования уплотнительного кольца (варианты)
Уплотнительное кольцо
Уплотнение, содержащая его система и способ изготовления уплотнения
Фторполимерный содержащий порошковый наполнитель защитный лист
Антиадгезионный материал и устройство для приготовления пищи
Литейная форма для формования под давлением и способ ее формования
Уплотнение (варианты) и способ его формирования
Гибкая трубка и изделие
Способ приготовления мясного продукта
Способ формования уплотнительного кольца (варианты)
Уплотнительное кольцо
Уплотнение, содержащая его система и способ изготовления уплотнения
Фторполимерный содержащий порошковый наполнитель защитный лист
Антиадгезионный материал и устройство для приготовления пищи
Литейная форма для формования под давлением и способ ее формования
Уплотнение (варианты) и способ его формирования
Гибкая трубка и изделие
Способ приготовления мясного продукта

