Результат интеллектуальной деятельности: КОНТЕЙНЕР ДЛЯ СПРЕССОВЫВАНИЯ ПОРОШКА В ЗАГОТОВКУ (ВАРИАНТЫ) И СПОСОБ ОПТИМИЗАЦИИ ИСПОЛЬЗОВАНИЯ МАТЕРИАЛА ВО ВРЕМЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Область техники
[0001] Объект изобретения, описанный в данной документе, относится в целом к усовершенствованному способу и контейнеру для формования заготовок с помощью горячего изостатического прессования и, более конкретно, к способу и контейнеру, обладающими признаками, которые обеспечивают регулирование деформаций контейнера во время воздействия высоких температур и давлений при такой обработке для обеспечения получения заготовки с заданной формой или расположением сторон.
Предпосылки изобретения
[0002] Для создания металлической заготовки или другого изделия из металлических порошков, частицам которых придан заданный размер, например, путем микролитья или атомизации, в металлургической промышленности были разработаны различные способы. Обычно данные порошки, сильно легированные Ni, Cr, Co и Fe, объединяют в плотную массу, плотность которой приближается к 100% теоретической плотности. Полученные в результате заготовки имеют однородный состав и плотную микроструктуру, что обеспечивает производство компонентов с повышенными жесткостью, прочностью, сопротивлением излому и коэффициентами теплового расширения. Такие улучшенные свойства могут быть особенно полезны при изготовлении, например, вращающихся компонентов турбины, работающих в условиях повышенных температур и/или высоких напряжений.
[0003] Соединение этих металлических порошков в плотную массу обычно происходит под воздействием высоких давлений и температур во время процесса, называемого горячим изостатическим прессованием (ГИП). Обычно указанные порошки помещают в герметизированный контейнер (иногда называемый «банкой»), содержимое которого находится под действием вакуума. Контейнер также подвергают воздействию повышенной температуры и давлению снаружи с использованием инертного газа, такого как аргон, для предотвращения химической реакции. Например, для обработки металлического порошка могут использоваться температуры в диапазоне от 4800°C до 13150°C и давления в диапазоне от 51 МПа до 310 МПа или даже выше. При подвергании контейнера, содержащего порошок, действию повышенного давления выбранная текучая среда (например, инертный газ) оказывает давление на порошок со всех сторон и во всех направлениях.
[0004] Оборудование, необходимое для обработки с помощью ГИП, обычно является весьма дорогостоящим и требует специальных конструкторских работ. Вследствие воздействия экстремальных температур и давлений контейнер по существу деформируется или разрушается по мере уменьшения объема порошка во время процесса ГИП, при этом контейнер присоединяется к поверхности заготовки, созданной из спрессованного порошка. В зависимости от требуемой формы получаемой заготовки поверхность контейнера может быть полностью или частично срезана, то есть механически обработана после процесса ГИП. Кроме того, части заготовки также могут быть срезаны в зависимости от требуемой формы и характера деформаций, возникших в процессе ГИП. С учетом того, что порошок, используемый для изготовления заготовки, обычно является весьма дорогостоящим, удаление частей заготовки нежелательно. Поэтому необходим способ, обеспечивающий возможность регулирования формы во время прессования с одновременной оптимизацией удаления материала с заготовки.
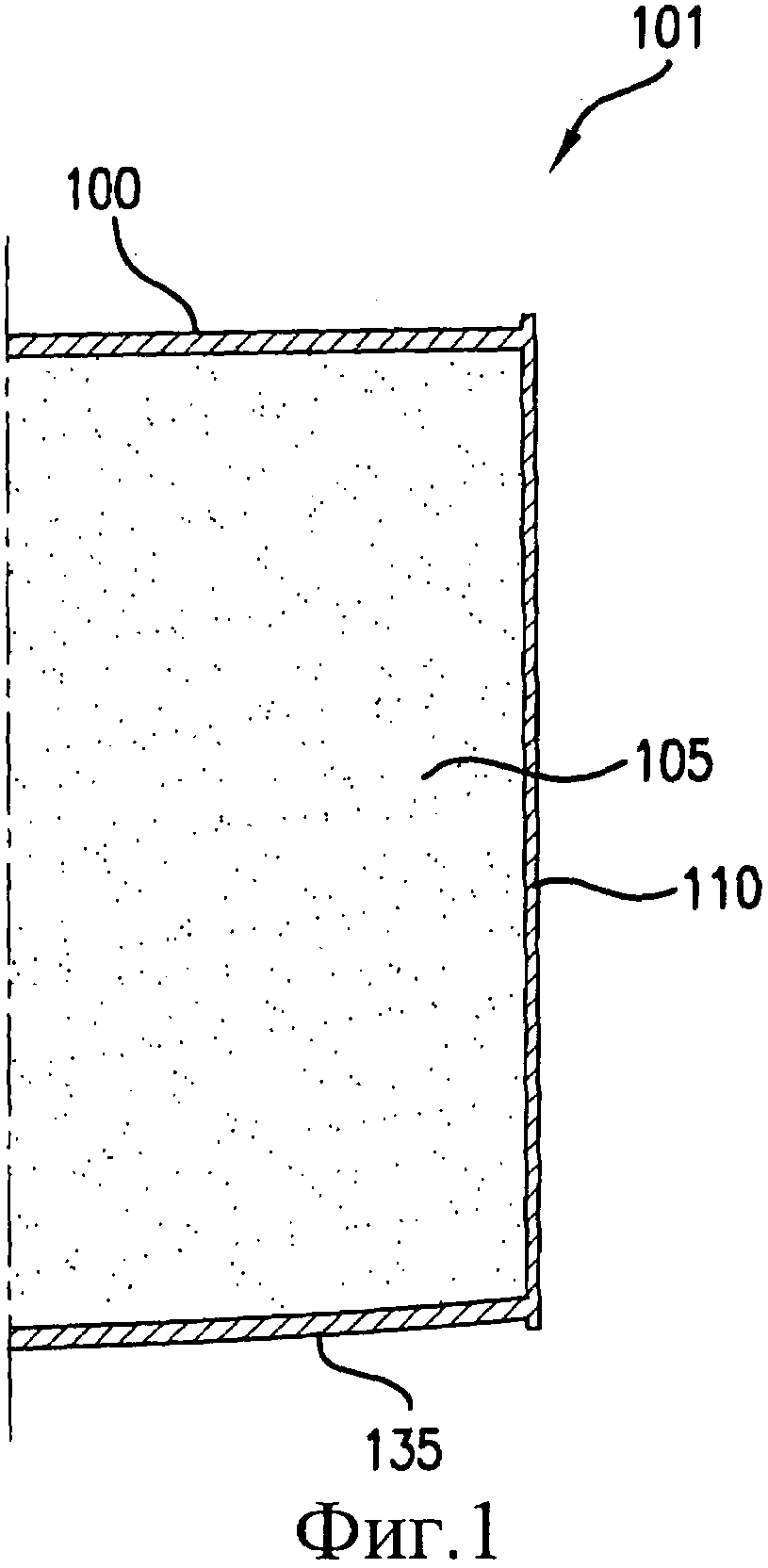
[0005] Фиг.1 и 2 иллюстрируют примеры проблем, возникающих при использовании обычных контейнеров в процессе ГИП. На фиг.1 схематически изображена часть контейнера 101 перед воздействием на него экстремальной температуры и давления в процессе ГИП. Контейнер 101 содержит порошковую смесь 105, предназначенную для спрессовывания, и обеспечивает герметизацию, препятствующую проникновению текучей среды, используемой для создания давления, например аргона, во время процесса ГИП. Перед воздействием давления стенки 110, расположенные между верхней частью 100 и нижней частью 135, являются по существу прямыми и/или недеформированными. Верхняя часть 100 и нижняя часть 135 также не деформированы перед процессом ГИП.
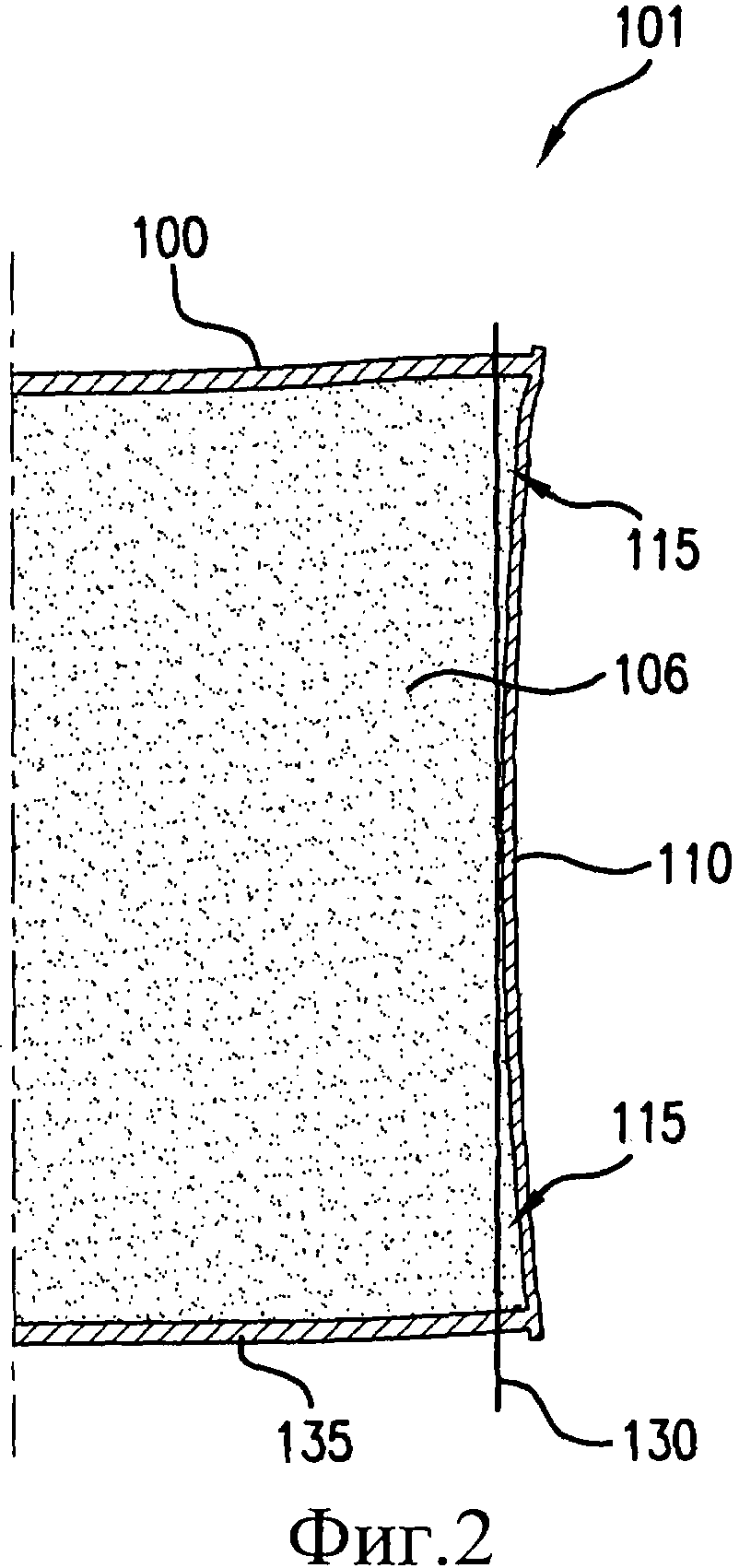
[0006] На фиг.2 изображена та же часть контейнера 101 после ее подвергания процессу ГИП. В результате условий процесса ГИП произошло преобразование порошка в металлическую заготовку 106. Однако изменение плотности при переходе от порошка к цельному металлу также привело к очень сильному изменению объема. По мере уменьшения объема порошка контейнер 101 также деформировался при переходе порошка 105 в состояние заготовки 106. Фиг.2 иллюстрирует, что стенка 110 приняла теперь дугообразную форму, при этом верхняя часть 100 и нижняя часть 135 также могут подвергаться деформациям. В результате заготовка 106 также приобретает аналогичную форму, иногда называемую формой песочных часов.
[0007] К сожалению, в зависимости от требуемой формы заготовки 106 (или формы конечного компонента, создаваемого из заготовки 106) деформации, проиллюстрированные на фиг.2, могут быть нежелательными, поскольку полученная в результате форма заготовки 106 может потребовать удаления дорогостоящего материала с ее поверхности. Например, если необходимо наличие цилиндрической внешней поверхности вдоль стенки 110 заготовки 106, то может потребоваться срезание контейнера 101 и заготовки 106, т.е. их механическая обработка вдоль линии 130 для получения необходимой внешней поверхности. Однако вдобавок к разрушению контейнера 101 имеет место потеря значительных объемов заготовки 106 на участках 115, расположенных вдоль верхней и нижней частей контейнера 101. Вследствие существенной стоимости исходного порошка эта потеря является нежелательной. Кроме того, несмотря на их меньшую стоимость по сравнению со стоимостью порошка в результате механической обработки также теряются части контейнера 101. В некоторых областях применения может быть желательным сохранение материала контейнера 101 на полученной заготовке для включения его в готовое изделие. В таких случаях необходимо избегать снятия контейнера, придающего форму заготовке.
[0008] Таким образом, имеется необходимость в усовершенствованных способе и устройстве, обеспечивающих снижение или исключение потери порошка вследствие обработки процессом ГИП. Кроме того, имеется необходимость в усовершенствованных способе и устройстве, также обеспечивающих заготовку заданной формы, например, с по существу параллельными, выпуклыми или вогнутыми сторонами. Наконец, также имеется необходимость в усовершенствованных способе и устройстве, которые могут обеспечить возможность сохранения всех или необходимых частей контейнера на заготовке для их включения в предполагаемое изделие.
Сущность изобретения
[0009] В данном изобретении предложены усовершенствованные способ и контейнер для формования заготовок с помощью горячего изостатического прессования и, более конкретно, способ и контейнер, обладающие признаками, которые обеспечивают регулирование деформаций контейнера во время воздействия высоких температур и давлений при такой обработке для обеспечения получения заготовки с заданной формой, например, с по существу параллельными, выпуклыми или вогнутыми сторонами. Дополнительные аспекты и преимущества данного изобретения изложены в последующем описании, или могут быть очевидны из указанного описания, или могут быть установлены при реализации данного изобретения на практике.
[0010] В одном иллюстративном варианте выполнения предложен контейнер для спрессовывания порошка в заготовку. Указанный контейнер задает осевое направление и имеет верхнюю часть, нижнюю часть и наружную стенку. Наружная стенка расположена между верхней и нижней частями контейнера и соединяет их с образованием внутреннего пространства для вмещения порошка. Наружная стенка имеет верхний участок и нижний участок. Верхний и нижний участки наружной стенки отходят под углом наружу от внутреннего пространства контейнера с образованием ненулевого угла α к осевому направлению. Угол α выбран так, что после обработки прессованием верхний и нижний участки располагаются в заданных положениях с обеспечением получения выбранной формы заготовки.
[0011] В другом иллюстративном аспекте данного изобретения предложен способ оптимизации использования материала во время горячего изостатического прессования. Данный иллюстративный способ включает этапы создания контейнера для вмещения порошка, предназначенного для спрессовывания. Указанный контейнер задает осевое направление и имеет верхнюю часть, нижнюю часть и наружную стенку, соединяющую верхнюю и нижнюю части с образованием внутреннего пространства контейнера. Наружная стенка имеет верхний участок и нижний участок. Верхний и нижний участки наружной стенки отходят под углом наружу от внутреннего пространства контейнера с образованием ненулевого угла α к осевому направлению. Данный иллюстративный способ включает определение ненулевого значения угла α так, что во время процесса горячего изостатического прессования верхний и нижний участки контейнера деформируются до заданных положений относительно осевого направления контейнера.
[0012] В еще одном иллюстративном варианте выполнения данного изобретения предложен контейнер для спрессовывания порошка в заготовку. Указанный контейнер задает осевое направление и имеет среднюю часть. Контейнер имеет верхнюю часть, нижнюю часть и наружную стенку, расположенную между указанными верхней и нижней частями и соединяющую их с образованием внутреннего пространства для вмещения порошка. Наружная стенка имеет верхний участок и нижний участок, каждый из которых постепенно сужается, так что его толщина уменьшается вдоль осевого направления к средней части контейнера.
[0013] В еще одном иллюстративном варианте выполнения данного изобретения предложен способ оптимизации использования материала во время горячего изостатического прессования. Указанный способ включает этапы создания контейнера для вмещения порошка, предназначенного для спрессовывания. Указанный контейнер задает осевое направление и имеет верхнюю часть, нижнюю часть и наружную стенку, соединяющую верхнюю и нижнюю части с образованием внутреннего пространства контейнера, причем контейнер имеет среднюю часть. Наружная стенка имеет верхний участок и нижний участок. Вдоль каждого из указанных участков выполняют постепенное сужение, так что толщина каждого участка уменьшается вдоль осевого направления к средней части контейнера. Каждое сужение определяет угол α между внутренней и наружной поверхностями наружной стенки. Способ включает определение ненулевого значения угла α так, что после процесса горячего изостатического прессования верхний и нижний участки контейнера деформируются до заданных положений относительно осевого направления контейнера.
[0014] Эти и другие особенности, аспекты и преимущества данного изобретения станут более понятны из последующего описания и прилагаемой формулы изобретения. Сопроводительные чертежи, которые включены в данное описание и являются его частью, иллюстрируют варианты выполнения изобретения и совместно с описанием служат для объяснения принципов изобретения.
Краткое описание чертежей
[0015] Ниже приведено полное и доступное описание иллюстративных вариантов выполнения данного изобретения, адресованное специалистам в данной области техники и выполненное со ссылкой на сопроводительные чертежи, на которых:
[0016] Фиг.1 изображает схематический разрез вдоль одной стороны контейнера перед подверганием его процессу ГИП.
[0017] Фиг.2 изображает схематический разрез вдоль одной стороны контейнера, показанного на фиг.1, после воздействия давления и температуры процесса ГИП.
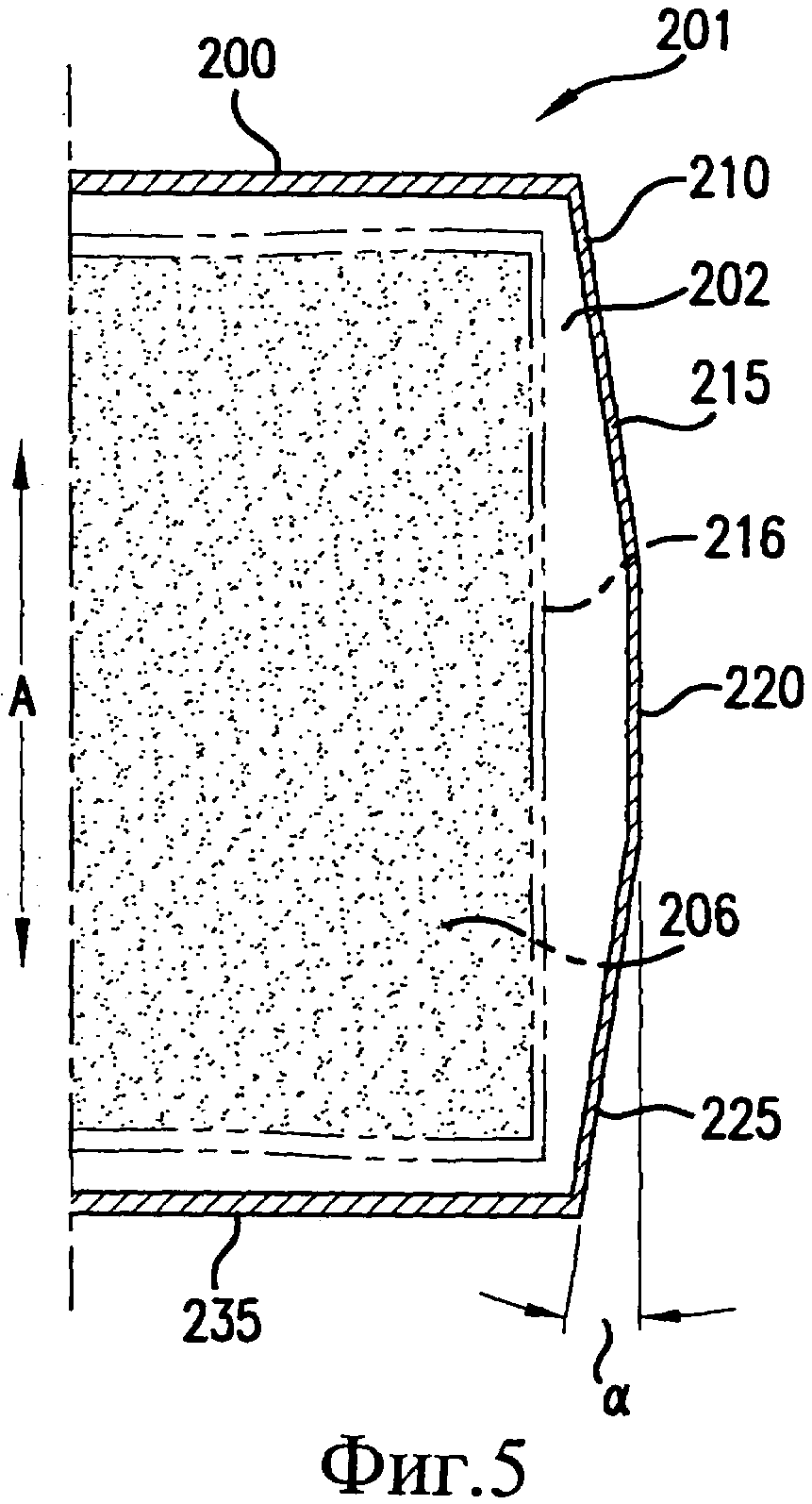
[0018] Фиг.3, 4 и 5 изображают схематические разрезы иллюстративных вариантов выполнения контейнера в соответствии с данным изобретением. На каждом чертеже изображена только одна сторона контейнера. Пунктирные линии изображают контейнер после обработки прессованием.
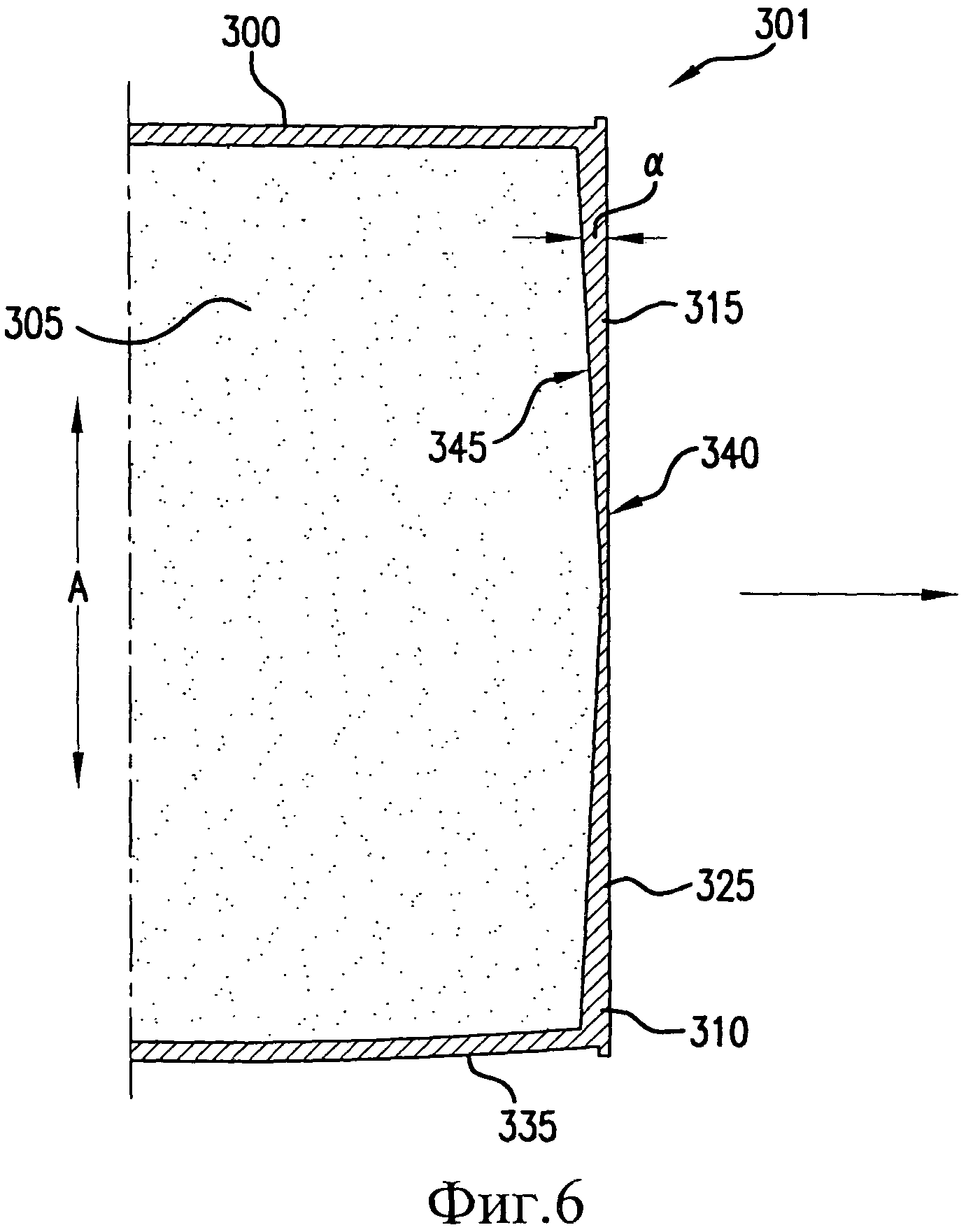
[0019] Фиг.6 изображает схематический разрез иллюстративного варианта выполнения контейнера в соответствии с данным изобретением. На чертеже изображена только одна сторона контейнера.
[0020] Фиг.7 изображает схематический разрез иллюстративного варианта выполнения контейнера, показанного на фиг.6, после его подвергания процессу ГИП.
Подробное описание изобретения
[0021] Для достижения преимущественных усовершенствований, описанных в данном документе, в данном изобретении предложены усовершенствованные способ и контейнер для формования заготовок с помощью горячего изостатического прессования и регулирования деформаций контейнера во время воздействия высоких температур и давлений при такой обработке для обеспечения получения заготовки с заданной или выбранной формой. В целях описания изобретения делается подробная ссылка на его варианты выполнения, один или более примеров которых показаны на чертежах. Каждый пример приведен для объяснения изобретения и не является ограничивающим. Фактически специалистам в данной области техники должно быть очевидно, что возможно выполнение различных модификаций и изменений данного изобретения без отклонения от его объема или идеи. Например, признаки, изображенные или описанные как часть одного варианта выполнения, могут использоваться в другом варианте выполнения для получения в результате еще одного варианта выполнения. Таким образом, подразумевается, что данное изобретение охватывает такие модификации и изменения, а также их эквиваленты, как находящиеся в рамках объема прилагаемой формулы изобретения.
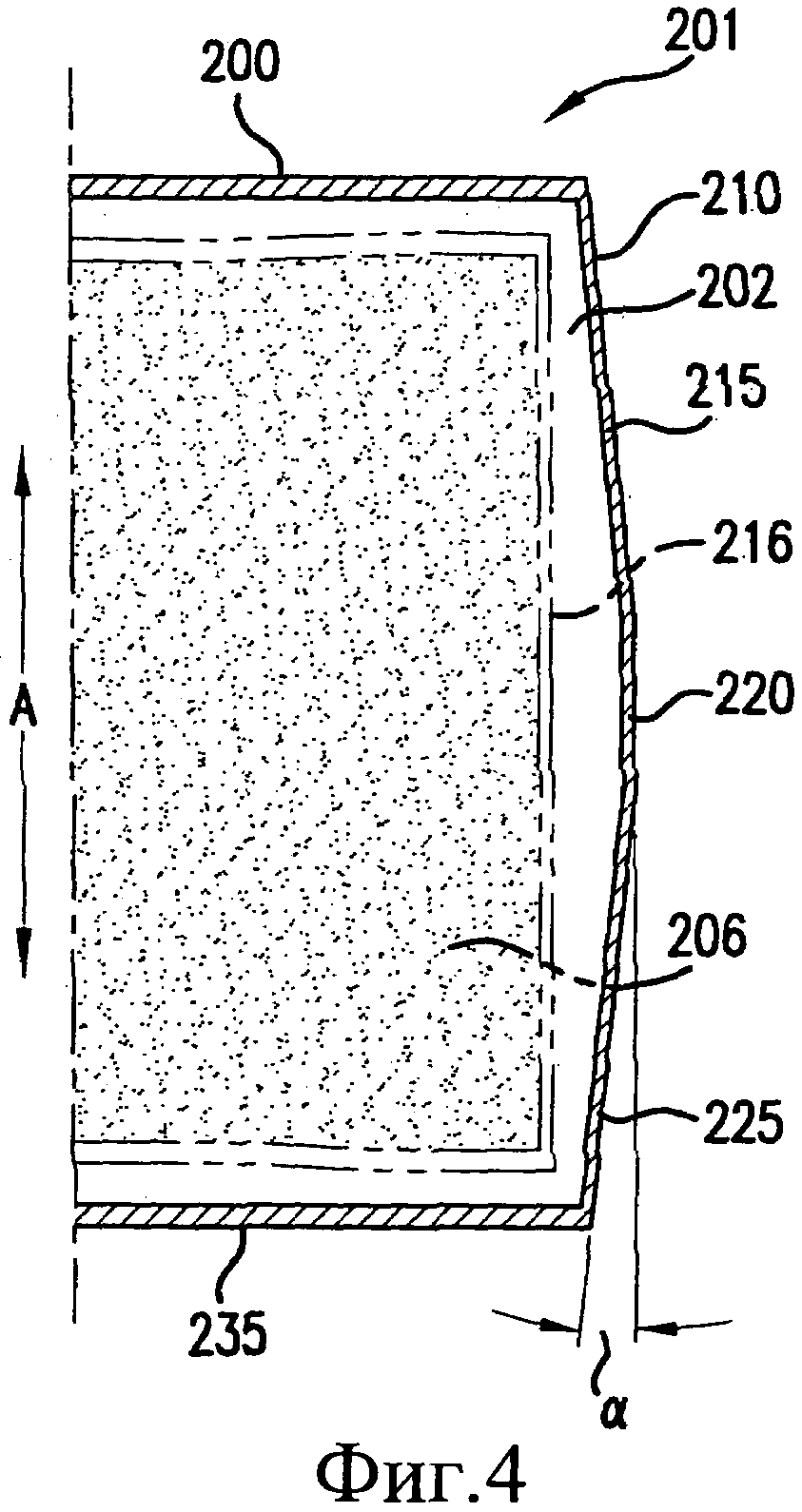
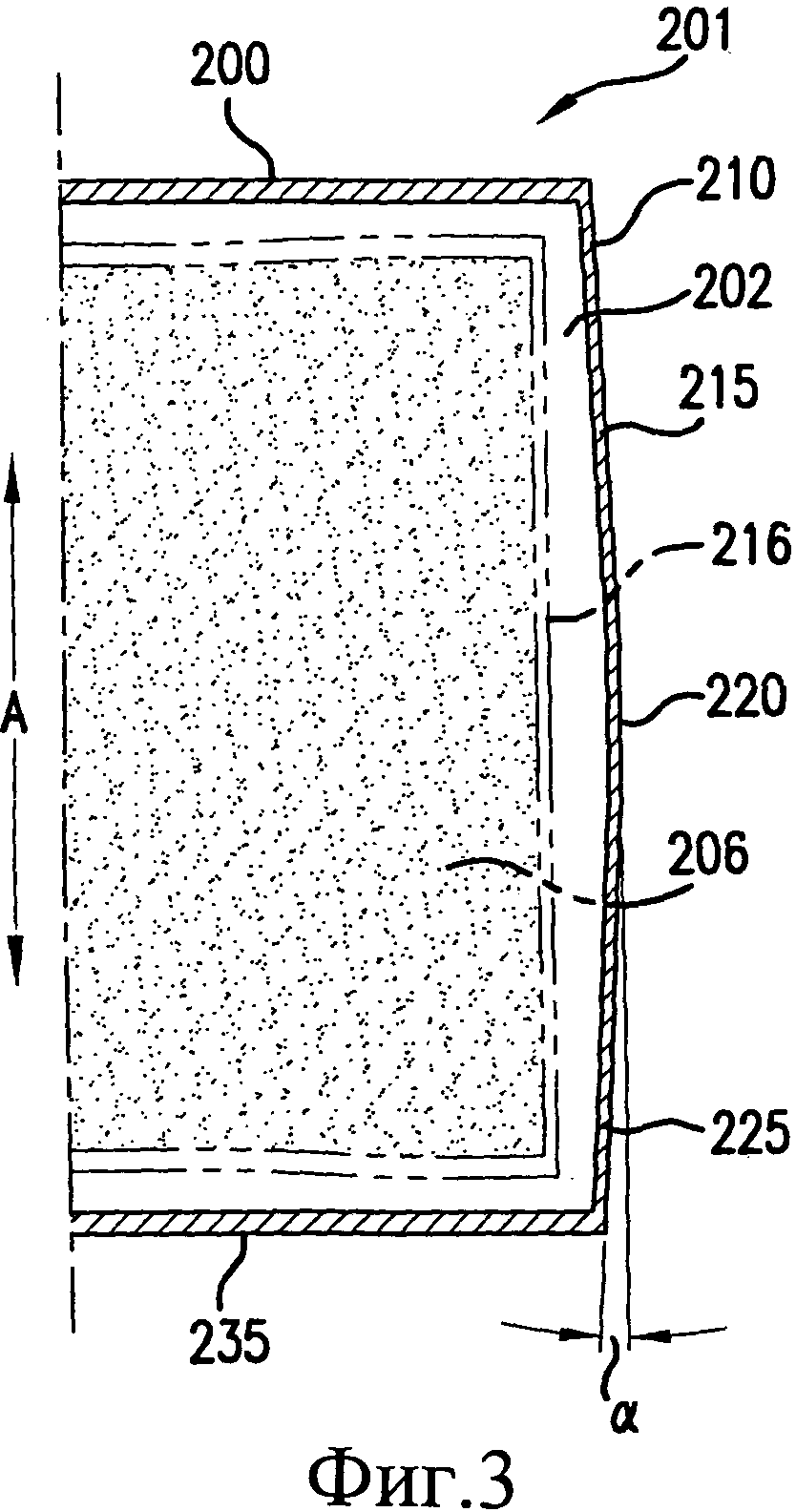
[0022] Фиг.3, 4 и 5 изображают иллюстративные варианты выполнения контейнера 201 в соответствии с данным изобретением. На каждом чертеже показана в разрезе одна сторона контейнера 201. Контейнер 201 выполнен таким образом, что деформации, возникающие во время уплотнения в процессе ГИП, приводят к созданию заготовки 206 с по существу прямой стороной 216, что также обеспечивает по существу параллельные стороны 216 заготовки 206 цилиндрической формы. Форма контейнера 201 после процесса деформации показана на фиг.3, 4 и 5 пунктирными линиями.
[0023] Контейнер 201 имеет наружную стенку 210, проходящую между его верхней частью 200 и нижней частью 235 с образованием внутреннего пространства 202. Бочкообразная форма контейнера 201 задает осевое направление A, которое в данном документе используется для определения угла α, как описано далее. Во внутреннем пространстве 202 находится порошок, который необходимо спрессовать во время обработки ГИП с получением заготовки 206, имеющей по существу параллельные стороны и/или по существу цилиндрическую форму.
[0024] В данном иллюстративном варианте выполнения наружная стенка 210 контейнера 201 разделена на три участка, к которым относятся верхний участок 215, нижний участок 225 и центральный участок 220, расположенный между верхним и нижним участками 215 и 225. Центральный участок 220 ограничен частью наружной стенки 210, которая по существу параллельна осевому направлению A. Несмотря на то что это не показано на чертежах, центральный участок 220 может иметь, например, слегка дугообразную форму для содействия регулированию деформации во время процесса ГИП.
[0025] Как показано на фиг.3, 4 и 5, как верхний участок 215, так и нижний участок 225 расположены под ненулевым углом α к осевому направлению A. Значение угла α выбирается так, что в результате деформации наружной стенки 210 во время прессования стороны 216 контейнера 201 становятся по существу параллельными, благодаря чему, в свою очередь, получаемая в результате заготовка 206 имеет по существу параллельные стороны. Более конкретно, по мере уменьшения объема порошка в контейнере 201 во время процесса ГИП стенки 210 толкаются внутрь по направлению к внутреннему пространству 202 контейнера 201. При выборе соответствующего значения угла α, под которым верхний и нижний участки 215 и 225 проходят в направлении наружу до проведения процесса ГИП, деформации во время процесса ГИП приводят к перемещению указанных участков 215 и 225 по направлению к внутреннему пространству контейнера 201 так, что после процесса ГИП угол α становится приблизительно равен нулю, что обеспечивает получение заготовки 206 с по существу параллельными сторонами или придание ей цилиндрической формы. При необходимости после этого контейнер 201 может быть механически обработан или срезан с заготовки 206. Как вариант, поскольку теперь контейнер 201 обеспечивает сохранение по существу равномерной формы заготовки 206, может быть желательным оставить контейнер 201 на месте для его использования на предполагаемом изделии или готовом продукте.
[0026] В контейнере 201 могут использоваться различные выбранные углы α. В целях иллюстрации на фиг.3 показан угол α в 3°, на фиг.4 - угол α в 6°, а на фиг.5 - угол α в 10°. Значение угла α, используемое для какого-либо конкретного случая применения, зависит, например, от ожидаемого объема прессования, свойств порошка, геометрических параметров контейнера 201, а также материала (материалов) и толщин, используемых для создания контейнера 201. В каждом случае значение угла α определено таким образом, что после обработки ГИП верхний и нижний участки 215 и 225 деформируются до заданных положений. Например, участки 215 и 225 могут быть перемещены от внутреннего пространства 202 контейнера 201 так, что после прессования наружные стенки 210 становятся по существу параллельными. В этом случае в некоторых вариантах выполнения угол α обычно составляет от приблизительно 0° до приблизительно 10°. В других вариантах выполнения угол α составляет от приблизительно 1° до приблизительно 10°. Однако также возможен выбор других заданных положений верхнего и нижнего участков 215 и 225 для обеспечения получения заготовки 206 с заданной или выбранной формой. Например, угол α может быть выбран таким образом, что после деформации верхний участок 215 и/или нижний участок 225 обеспечивают вогнутую, выпуклую или иную необходимую форму наружной стенки 210.
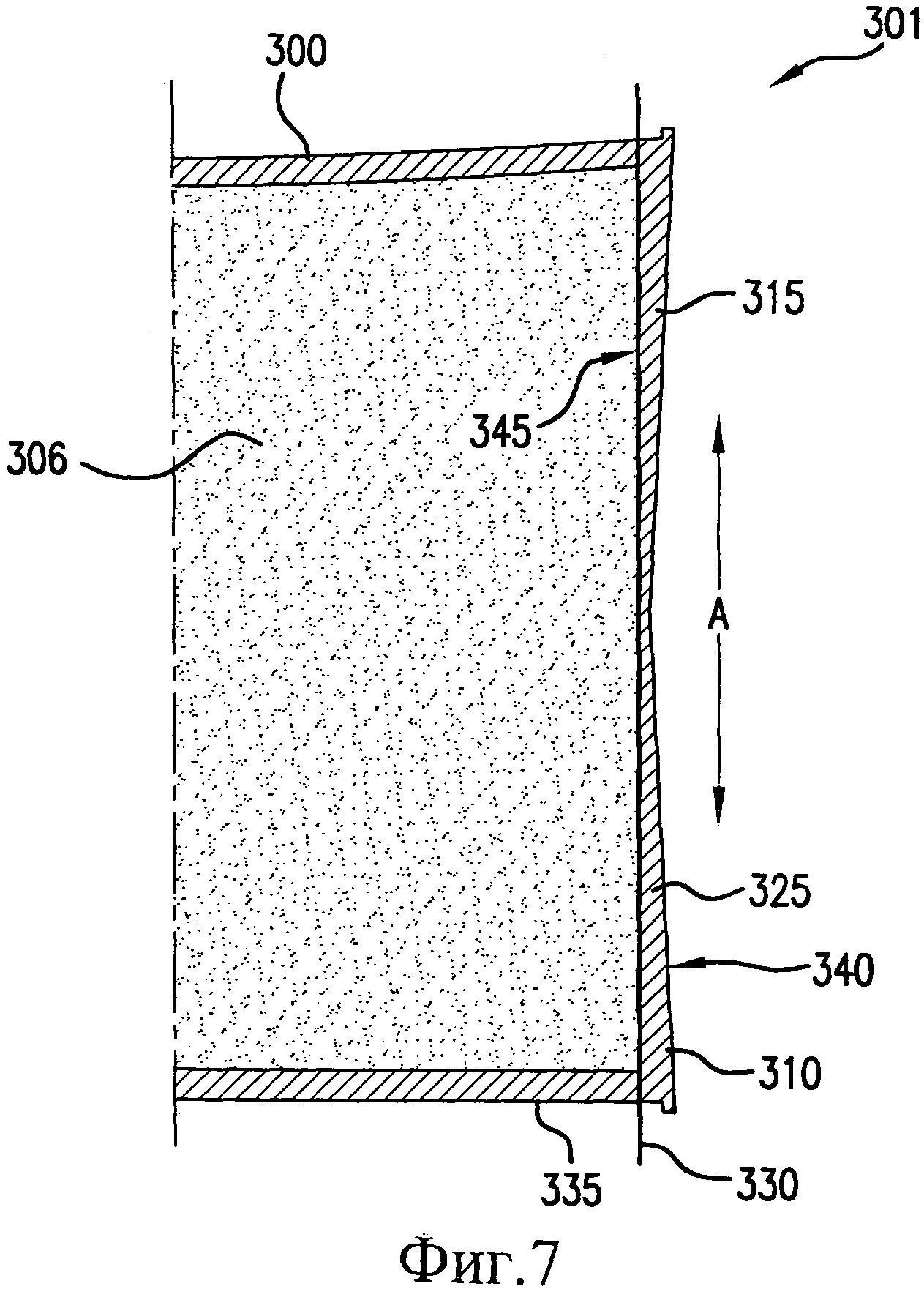
[0027] Фиг.6 и 7 изображают дополнительные иллюстративные варианты выполнения контейнера 301 в соответствии с данным изобретением. На каждом чертеже показана одна сторона контейнера 301 в разрезе. На фиг.6 изображен контейнер 301 перед обработкой ГИП, тогда как на фиг.7 изображен контейнер 301 после обработки ГИП. Как и в случае варианта выполнения, показанного на фиг.3-5, контейнер 301 выполнен таким образом, что в результате деформаций, возникающих во время прессования в процессе ГИП, заготовка 306 имеет по существу прямую сторону вдоль внутренней поверхности 345 контейнера 301, что также обеспечивает по существу параллельные стороны в случае заготовки 306 цилиндрической формы.
[0028] Контейнер 301 имеет наружную стенку 310, проходящую между верхней частью 300 и нижней частью 335 контейнера с образованием внутреннего пространства для порошка 305, который необходимо спрессовать во время обработки ГИП в заготовку 306, имеющую по существу параллельные стороны и/или по существу цилиндрическую форму. В данном иллюстративном варианте выполнения наружная стенка 310 контейнера 301 разделена на два участка, к которым относятся верхний участок 315 и нижний участок 325.
[0029] Как показано на фиг.6, каждый участок 315 и 325 наружной стенки 310 имеет наружную поверхность 340 и внутреннюю поверхность 345. До деформации наружная поверхность 340 является по существу плоской и параллельной осевому направлению A контейнера 301, так что контейнер 301 имеет по существу цилиндрическую форму вдоль наружной поверхности 340. Однако до деформации внутренняя поверхность 340 расположена под ненулевым углом α к осевому направлению A. Более конкретно, каждый участок 315 и 325 наружной стенки 310 постепенно сужается так, что внутренняя поверхность 345 расположена под ненулевым углом α к осевому направлению A или наружной поверхности 340. Сужение каждого участка 300 и 335 выполнено так, что толщина наружной стенки 310 уменьшается в направлении от верхней части 300 или от нижней части 335 к средней части контейнера 301.
[0030] Как проиллюстрировано на фиг.7, значение угла α выбрано таким образом, что после обработки прессованием в результате деформации наружной стенки 310 внутренняя поверхность 345 контейнера 301 становится по существу параллельна осевому направлению A. Более конкретно, при выборе соответствующего угла α, под которым происходит сужение верхнего участка 315 и нижнего участка 325, деформации во время процесса ГИП приводят к перемещению участков 315 и 325 по направлению к внутреннему пространству контейнера 301, так что после процесса ГИП заготовка 306 имеет по существу параллельные стороны или цилиндрическую форму, а также по существу прямой профиль вдоль линии 330. При необходимости после этого контейнер 301 может быть механически обработан или срезан с поверхности заготовки 306 по линии 330 без потерь или с минимальными потерями материала заготовки 306. По сравнению с линией 130 срезания, показанной на фиг.2, экономия материала может быть существенной.
[0031] В контейнере 301 могут использоваться различные выбранные углы α. В целях иллюстрации на фиг.6 показан угол α в 3°. Однако значение угла α, используемое для какого-либо конкретного случая применения, зависит, например, от ожидаемого объема прессования, свойств порошка, геометрических параметров контейнера 301, а также материала (материалов) и толщин, используемых для создания контейнера 301. В каждом случае значение угла α определено таким образом, что после обработки ГИП верхний и нижний участки 315 и 325 деформируются до заданных положений. В некоторых вариантах выполнения угол α составляет от приблизительно 0° до приблизительно 10°. В других вариантах выполнения угол α составляет от приблизительно 1° до приблизительно 10°. Кроме того, также возможен выбор других заданных положений верхнего и нижнего участков 315 и 325 для обеспечения получения заготовки 306 с заданной или выбранной формой. Например, угол α может быть выбран таким образом, что после деформации верхний участок 315 и/или нижний участок 325 обеспечивают вогнутую, выпуклую или иную необходимую форму наружной стенки 310.
[0032] Несмотря на то что данный объект изобретения подробно описан применительно к конкретным иллюстративным вариантам его выполнения и способам его осуществления, специалистам в данной области техники должно быть понятно, что на основании вышеизложенного могут быть выполнены модификации, изменения и технические эквиваленты таких вариантов выполнения. Соответственно, содержание данного описания приведено в качестве примера, а не в качестве ограничения, при этом объект описания не препятствует включению таких модификаций, изменений и/или дополнений в данный объект изобретения, что должно быть очевидно специалисту в данной области техники.
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
|
Система терморегулирования для опорного элемента подшипника ротора, паровая турбина и энергетическая установка
Система и способ предсказания задевания в турбине
Роторный узел, турбинный двигатель и способ сборки роторного узла
Система для оценки эффективности секций паровой турбины (варианты)
Упругое зажимное приспособление (варианты) и способ абразивной электрохимической доводки пластинчатого сегмента дугообразной полосы
Система датчиков рабочей текучей среды для систем генерации электроэнергии
Тканевое уплотнение
Способ передачи топлива
Камера сгорания (варианты) и способ распределения топлива в камере сгорания
Несущая колесная система, колесный узел и способ сборки колеса
Клапанная система с потоком, ориентированным в окружном направлении
Ротор турбины, имеющий впускной и выпускной вкладыши для формирования охлаждающего контура, и турбина
Энергоустановка
Защитный слой для титановых лопаток турбины последней ступени
Поворотная пластина
Система терморегулирования для опорного элемента подшипника ротора, паровая турбина и энергетическая установка
Система и способ предсказания задевания в турбине
Роторный узел, турбинный двигатель и способ сборки роторного узла
Система для оценки эффективности секций паровой турбины (варианты)
Упругое зажимное приспособление (варианты) и способ абразивной электрохимической доводки пластинчатого сегмента дугообразной полосы

