Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления изделий из полимерных материалов, и может быть применено для изготовления фильтров, например маслосистем газотурбинных установок.
Известен способ, позволяющий изготавливать фильтры в пресс-формах (см., например, И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр.156-159, 165-167).
Данный способ возможно использовать при изготовлении фильтров, включающих металлическую сетку, скрепленную по периферии с кольцами из легкоплавкого материала, например полиамида, методом спекания материала колец с сеткой при нагреве под давлением в пресс-форме.
Известен также способ изготовления фильтров, включающий размещение периферийной части металлической сетки между кольцами из легкоплавкого материала, например полиамида, скрепление сетки с кольцами и колец между собой (см. патент РФ №111478), являющийся наиболее близким аналогом предлагаемого технического решения.
Изготовление фильтров производят в пресс-форме под воздействием температуры и давления.
Известный способ позволяет при изготовлении фильтров достаточно прочно скрепить периферийную часть металлической сетки с кольцами из легкоплавкого материала за счет проникновения в сетку, под воздействием давления, материала колец, расплавленного при нагреве до температуры, превышающей температуру плавления материала колец, с последующим его спеканием с сеткой при отверждении в процессе охлаждения.
Применение известного способа для изготовления фильтров маслосистем крупногабаритных газотурбинных установок показало, что в процессе спекания расплавленного материала колец с сеткой возможен перегрев металлической сетки под воздействием высокой температуры с ухудшением фильтрующих свойств изделия.
При изготовлении фильтров возможно, вместо расплавления при нагреве легкоплавкого материала, применение серной кислоты для размягчения материала колец, что позволяет достаточно быстро и качественно размягчить материал на обработанных кислотой поверхностях колец для последующего их скрепления между собой и с периферийной частью металлической сетки, при этом исключается перегрев металлической сетки.
Однако при практическом применении данного способа обнаружено, что под воздействием серной кислоты происходит окисление металла сетки с возможным ее частичным разрушением.
Указанные недостатки приводят к снижению прочности и ухудшению качества изготовления фильтров известными способами и в ряде случаев приводят к недопустимому снижению надежности работы фильтров.
Технической задачей данного изобретения является улучшение качества изготовления и повышение надежности работы фильтров.
Технический результат достигается тем, что в способе изготовления фильтров, включающем размещение металлической сетки между кольцами из легкоплавкого материала и скрепление сетки с кольцами и колец между собой, выкраивают из ткани две кольцевые заготовки, соответствующие по конфигурации посадочному месту металлической сетки в кольцах из легкоплавкого материала, склеивают металлическую сетку с обеих сторон с кольцевыми заготовками, наносят слой концентрированной серной кислоты на скрепляемые поверхности колец из легкоплавкого материала и размещают между ними металлическую сетку, затем помещают полученный пакет в пресс, создают давление 9-12 кгс/см2 и выдерживают пакет под этим давлением в течение 24 часов, после чего сбрасывают давление, извлекают пакет из пресс-формы и выдерживают его в свободном состоянии не менее 72 часов.
В качестве легкоплавкого материала используют полиамид, а в качестве ткани используют бязь.
Склеивание металлической сетки с обеих сторон с кольцевыми заготовками из ткани позволяет защитить металл сетки от воздействия серной кислоты, применяемой для размягчения материала колец, при этом клеевой слой дополнительно препятствует проникновению серной кислоты в металлическую сетку, что полностью исключает возможность окисления металла сетки.
Эмпирически, в результате опробования различных материалов, определено, что оптимальным, для обеспечения эффективной защиты металла сетки от воздействия серной кислоты и обеспечения надежного скрепления с размягченным материалом колец из легкоплавкого материала, является использование ткани.
Воздействие в прессе на пакет фильтра давления 9-12 кгс/см2 в течение 24 часов является оптимальным для полного завершения процесса проникновения размягченного материала колец в ткань и обеспечения ее прочного сцепления с кольцами после затвердевания размягченного материала колец.
Выдержка пакета после извлечения из пресса в свободном состоянии в течение не менее 72 часов позволяет окончательно завершить формирование структуры фильтра, что необходимо для качественного его изготовления.
В результате многочисленных экспериментов, при проведении которых варьировались параметры процесса изготовления фильтра (давление, время выдержки и др.) разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющих обеспечить прочное скрепление металлической сетки с кольцами из легкоплавкого материала в прессе, без воздействия серной кислоты на сетку.
Сущность способа поясняется рисунками.
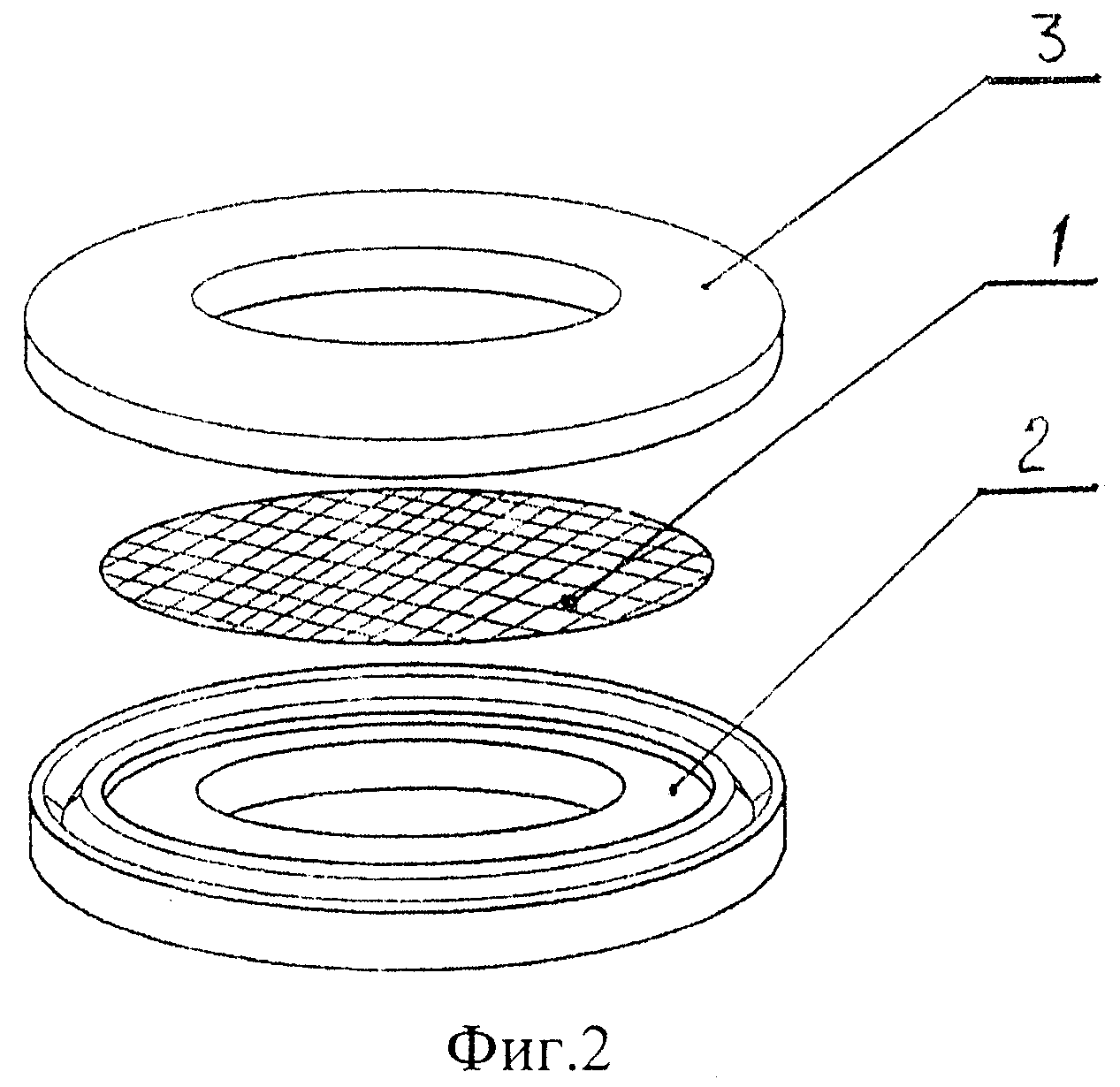
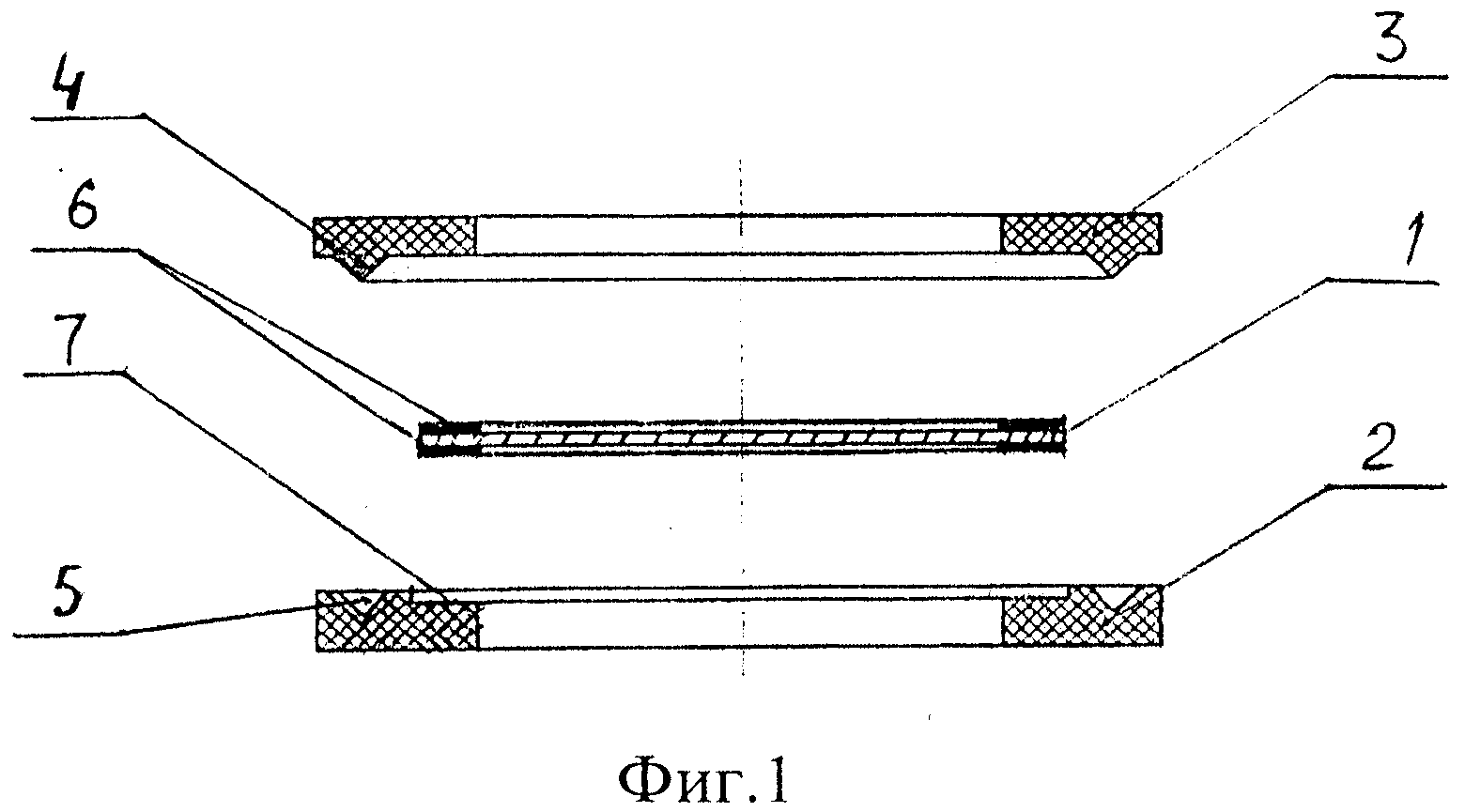
На фиг. 1, 2 приведены составляющие элементы конструкции фильтра.
Способ изготовления фильтра заключается в следующем.
Из полотна сетки, изготовленной из нержавеющей стали марки 12Х18Н10Т ГОСТ 3826-82, выкраивают по шаблону металлическую сетку 1, выполненную в виде круговой заготовки требуемого наружного диаметра.
Изготавливают из легкоплавкого материала нижнее кольцо 2 и верхнее кольцо 3 фильтра.
В качестве легкоплавкого материала используют полиамид марки ПА 6 ТУ 6-05-998-87.
На поверхности кольца 3 выполнен кольцевой выступ 4, а на ответной поверхности кольца 2 выполнена кольцевая проточка 5.
Выкраивают из ткани две кольцевые заготовки 6, соответствующие по конфигурации посадочному месту 7 сетки 1 в кольцах 2 и 3.
В качестве ткани используют бязь.
На одну из сторон каждой кольцевой заготовки 6 наносят слои клея марки 8СА ТУ 38 1051760-89 так, чтобы клей не проступал на вторую сторону ткани.
Приклеивают к поверхности периферийной части сетки 1 с обеих сторон по заготовке 6, совмещая заготовки 6 и сетку 1 по периметру.
Подготавливают требуемое количество серной кислоты H2SO4 94% концентрации.
Обезжиривают поверхности колец 2 и 3, протирая их бязевой салфеткой, смоченной в бензине-растворителе ТУ 38.401-67-108-92, и сушат при температуре 18-25°C в течение 2-3 минут.
Наносят кисточкой слой подготовленной серной кислоты на скрепляемые между собой поверхности колец 2, 3 и на поверхности посадочного места под сетку 1.
Выдерживают при комнатной температуре в течение 30 секунд.
Затем размещают металлическую сетку 1 с приклеенными заготовками 6 из ткани в посадочное место нижнего кольца 2 и устанавливают на него верхнее кольцо 3, при этом выступ 4 входит в проточку 5, что позволяет четко зафиксировать кольца 2 и 3 относительно друг друга, исключить возможность их смещения при сборке пакета и в процессе воздействия на полученный пакет усилия пресса.
После размещения сетки 1 между кольцами 2, 3 и предварительного скрепления с ними фиксируют кольца 2 и 3 относительно друг друга при помощи ленты фторопластовой и ленты липкой полиэтиленовой, что позволяет исключить возможность смещения колец и сетки относительно друг друга в собранном пакете при установке в пресс.
Помещают полученный пакет, не позднее чем через 20 минут после размещения металлической сетки 1 между кольцами 2 и 3, на пресс и создают давление 9-12 кгс/см2.
Выдерживают пакет под давлением в течение 24 часов.
После чего сбрасывают давление, извлекают пакет из пресса и выдерживают в свободном состоянии без приложения нагрузки в течение 72 часов.
Снимают ленту фторопластовую, ленту липкую полиэтиленовую и оценивают состояние готового фильтра.
Предлагаемое изобретение позволяет повысить качество изготовления фильтров маслосистем газотурбинных установок при обеспечении требуемой технологичности.
Ракетный двигатель твердого топлива
Система запуска ракетного двигателя твердого топлива и заборник давления ракетного двигателя твердого топлива
Устройство герметизации сопла ракетного двигателя
Воздухоочистительное устройство
Звукопоглощающий кожух газотурбинной установки
Корпус твердотопливного ракетного двигателя из композиционных материалов
Ракетный двигатель твердого топлива
Корпус твердотопливного ракетного двигателя из композиционного материала
Устройство связи и отделения двух отсеков
Раздвижное сопло ракетного двигателя
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

