Результат интеллектуальной деятельности: ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм
Вид РИД
Изобретение
Изобретение относится к трубопрокатному инструменту, а именно к способу калибровки валков пилигримовых станов для прокатки бесшовных горячекатаных труб размером 508×10-16 мм с повышенной точностью по стенке, и может быть использовано на трубопрокатной установке 8-16" с пилигримовыми станами ОАО "ЧТПЗ". Трубопрокатная установка 8-16" с пилигримовыми станами - единственная в России, на которой в данный момент производят трубы диаметром от 273 до 550 мм из гильз диаметром до 680 мм, т.е. с обжатием по диаметру от 120 до 170 мм. В существующую клеть пилигримового стана 8-16" можно задать гильзу диаметром до 720 мм и длиной не более 3500 мм, а на прошивном стане прошить гильзу диаметром не более 690 мм. Поэтому для производства бесшовных горячекатаных труб размером 508×10-16 мм необходимы гильзы размером 650-660хвн.515-525×3200±50мм или полые слитки-заготовки ЭШП размером 650-670хвн.500-510×3200±50 мм.
В практике ТПУ с пилигримовыми станами известен валок пилигримового стана, содержащий по окружности бочки ручей с последовательно расположенными по длине бойком, полирующим участком, углом продольного выпуска и холостым участком, при этом боек выполнен радиусом гребня валка увеличивающейся величины, а полирующий участок выполнен в виде полукруга с тангенциальными выпусками (Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин. “Горячая прокатка труб”, изд. Металлургия, Москва, 1962, с.314-328).
Недостатком этих валков является то, что они позволяют прокатывать трубы диаметром 508 мм с относительно толстыми стенками, т.е. с отношением D/S≤30.
Известен валок пилигримового стана, содержащий по окружности бочки ручей круглого поперечного сечения с выпусками, длина которого составлена из последовательно расположенных бойка, образованного радиусом гребня валка увеличивающейся величины, полирующего участка, имеющего постоянный радиус калибра валка, угла продольного выпуска и холостого участков, причем выпуски поперечного сечения изменяются по длине бойка от 32-37° до 20-25° в сечении перехода на полирующий участок (Ю.Ф. Шевакин, А.З. Глейберг. “Производство труб”. Металлургия, Москва, 1968, с.139-140, 160).
Недостаток данных валков, как и вышеуказанного аналога, заключается в невозможности прокатки качественных по толщине стенки труб размером 508×10-16 мм, т.е. с отношениями D/S≥35. Производство котельных труб из стали марки 15Х1М1Ф и труб из стали 15Х5М для нефтеперерабатывающей промышленности размером 508×12-16 мм приходится производить путем механической обработки - обточки и расточки горячекатаных труб размером 522×26-32 мм.
Известен валок пилигримового стана для прокатки тонкостенных труб, содержащий по окружности бочки ручей круглого поперечного сечения с выпусками, состоящий по длине из последовательно расположенных бойка с увеличивающимся радиусом гребня, полирующего участка, конусность которого в развертке ручья равна конусности дорна и противоположна ей по направлению, угла продольного выпуска и холостого участка (патент РФ №2294250 от 27.07.2007, Кл. В21В 21/02, Бюл. №6).
Использование данных валков направлено на снижение продольной разностенности труб из-за прокатки их на конусных дорнах и не решает технологические вопросы производства труб размером 508×10-16 мм с повышенным качеством по стенке за счет снижения поперечной разностенности.
В трубной промышленности известен также способ калибровки валков пилигримовых станов для прокатки тонкостенных труб, включающий калибровку рабочих участков валков, состоящих из бойков, полирующих участков с углами продольных выпусков, а полирующие участки верхних валков выполнены увеличенной длины, значения которых определяют из выражения Lв.в.=πRкα/180+km µ, где Rк - катающий радиус валка на полирующем участке, мм; α - угол полирующего участка нижнего валка, град.; m - величина подачи металла в очаг деформации, мм; µ - коэффициент вытяжки при прокатке наименьшей толщины стенки труб данного диаметра; k=0,25-0,30 - коэффициент, меньшее значение которого принимают для труб размером 273×8, а большее для труб 426×9 мм (патент РФ №2243045, Кл. В21В 21/00 от 27.12.2004 г.).
Изобретение обеспечивает исключение образования “гофров” в нижней части гильз - труб размером 273×8 и 427×9 при откате их валками, снижение поперечной разностенности, образуемой за счет полной раскатки “гофров” верхним валком, снижение допуска по стенке и выпуск труб на ТПА 8-16" с пилигримовыми станами с отношением D/S=40-53, но не решает технологические и качественные вопросы при производстве труб размером 508×10-16 мм, т.е. не учитывает влияния масштабного фактора.
В трубной промышленности известен валок пилигримового стана для прокатки тонкостенных труб, содержащий по окружности бочки ручей с последовательно расположенными по длине бойком, полирующим участком, углом продольного выпуска и холостым участком, при этом боек выполнен увеличивающимся радиусом гребня, а полирующий участок с постоянным сечением в виде полукруга с тангенциальными выпусками 22° (А.В. Сафьянов, Л.И. Лапин и др. / Определение оптимального угла поперечного выпуска валков пилигримового стана для прокатки тонкостенных труб. // Сборник ВЗМИ. №6. с.126-134. 1976).
Данные валки при прокатке труб диаметром до 426 мм с отношением D/S от 25 до 53 дают возможности вести процесс прокатки с увеличением дозированной подачи на 5,0-8,0%, но прокатка труб размером 508×10-16 мм с подачей гильзы в очаг деформации более 10 мм приводит к переполнению калибра и образованию на теле труб “бугров”, “закатов” и повышенной поперечной разностенности, а следовательно, к браку, т.к. с увеличением диаметра прокатываемых труб в валках с диаметром бочки 1045 мм значительно снижается длина рабочей части валка. Прокатка труб данного размера с подачами гильз в очаг деформации менее 10 мм приводит к увеличению продолжительности прокатки труб более 5,5 минут, что в свою очередь приводит к снижению температуры гильзы в конце прокатки ниже 800°C, к снижению производительности, поломкам предохранительных болтов и шпинделей пилигримового стана.
Наиболее близким техническим решением является валок пилигримового стана, содержащий по окружности бочки ручей круглого поперечного сечения с тангенциальными выпусками, длина которого составлена из последовательно расположенных бойка, образованного радиусом гребня валка, увеличивающейся величины, полирующего участка, имеющего постоянный радиус калибра валка, угла продольного выпуска (переходного) и холостого участков, выпуски поперечного сечения ручья на одной трети протяженности бойка выполнены постоянными по величине, а на остальной части бойка плавно уменьшающимися до значения выпусков полирующего участка, при этом радиус гребня валка в конце участка с постоянной величиной выпуска составляет 1,3 радиуса гребня его начала (авт. свид. СССР №554019, бюллетень ОИПОТЗ №14, 1977 г.).
Использование данных валков обеспечивает прокат труб диаметром до 426 мм из гильз с большими отклонениями диаметров от номинала, т.е. прокат труб из гильз большего диаметра, прокатку труб с большими вытяжками, за счет чего снижается расходный коэффициент металла, исключаются потери времени на перевалки валков. Данные валки не дают возможности вести процесс прокатки качественных по толщине стенки труб размером 508×10-16 мм по ГОСТ 8732 “Трубы общего назначения”, по ТУ 14-3Р-55-2001 “Трубы бесшовные для паровых котлов и трубопроводов”, ТУ 14-3Р-6202002 “Трубы из стали марки 15Х5М для нефтеперерабатывающей промышленности” и труб для других назначений.
Недостаток прототипа заключается также в том, что он не решает вопрос прокатки труб размером 508×10-16 мм в валках с диаметром бочки 1045 мм с малыми обжатиями диаметра гильз на участке бойка и не увязывает геометрические размеры труб с изменением поперечного сечения ручья по длине рабочей части.
Задачей изобретения является освоение производства бесшовных горячекатаных труб размером 508×10-16 мм из гильз размером 650-660хвн.515-525×3200±50мм или из полых слитков - заготовок ЭШП размером 650-670хвн.500-510×3200±50 мм с геометрическими параметрами, отвечающими требованиям ГОСТ или ТУ, без потери производительности пилигримового стана.
Техническое решение достигается тем, что валок пилигримового стана для прокатки труб размером 508х10-16 мм, содержащий по окружности бочки диаметром 1150 мм ручей круглого сечения с тангенциальными выпусками, состоящий по длине из последовательно расположенных бойка с центральным углом 70°, полирующего участка, с центральным углом 100°, угла продольного выпуска с центральным углом 40° и холостого участка с центральным углом 150°, при этом углы поперечного выпуска на участке бойка от нулевой точки до центрального угла, равного 20°, выполнены постоянными и равными 35°, на участке бойка с центральным углом 50° с переходом на полирующий участок с центральным углом 20° - плавно снижающимися с 35 до 22°, на полирующем участке с центральным углом 80° - постоянными и равными 22°, на участке угла продольного выпуска 40° с переходом на холостой участок с центральным углом 15° - плавно увеличивающимися с 22 до 35°, а на холстом участке 135° с переходом на боек с центральным углом 20° - постоянными и равными 35°.
Сопоставительный анализ с прототипом показал, что заявляемый валок пилигримового стана для прокатки труб общего назначения размером 508×10-16 мм отличается от известного тем, что углы поперечного выпуска на участке бойка от нулевой точки до центрального угла, равного 20°, выполнены постоянными и равными 35°, на участке бойка с центральным углом 50° с переходом на полирующий участок с центральным углом 20° - плавно снижающимися с 35 до 22°, на полирующем участке с центральным углом 80° - постоянными и равными 22°, на участке угла продольного выпуска 40° с переходом на холостой участок с центральным углом 15° - плавно увеличивающимися с 22 до 35°, а на холстом участке 135° с переходом на боек с центральным углом 20° - постоянными и равными 35°. Таким образом, эти отличия позволяют сделать вывод о соответствии условию «изобретательский уровень».
Сравнение заявляемого валка не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый валок от прототипа, что соответствует условию патентоспособности “изобретательский уровень”.
Изобретение осуществлено на ТПА 8-16" с пилигримовыми станами ОАО "ЧТПЗ" при прокатке труб размером 508×12 мм из стали марки 15Х5М для объектов нефтеперерабатывающей промышленности. В валках с диаметром бочки 1150 мм был врезан калибр в соответствии с формулой изобретения. За основу была принята кривая распределения обжатий существующей калибровки валков для прокатки тонкостенных труб с параметрами: боек - 70°; с общим обжатием по диаметру 135 мм и углами поперечного выпуска, плавно изменяющимися с 35 до 22° на участке бойка 50° с переходом на полирующий участок с центральным углом 20°; полирующий участок с центральным углом 100°, на 80° которого углы поперечного выпуска выполнены постоянными и равными 22°, на угле продольного выпуска 40° с переходом на холостой участок с центральным углом 15°, углы поперечного выпуска выполнены плавно увеличивающимися с 22 до 35°, а на холостом участке, равном 135° с переходом на боек с центральным углом 20°, углы поперечного выпуска выполнены постоянными и равными 35°.
Прокатка труб данного размера также производилась в валках существующей калибровки с диаметром бочки 1045 мм с параметрами: боек - 100° с общим обжатием по диаметру до 124 мм с углами поперечного выпуска, изменяющимися с 33 до 20°, полирующий участок 70° с углами поперечного выпуска 20°, угол продольного выпуска - 40° с плавным увеличением углов поперечного выпуска с 20 до 33°, холостой участок - 150° с углами поперечного выпуска 33° с переходом на боек с центральным углом 17° (коррекция). Из-за повышенной бугристости, разностенности и “отесов” (провалы по диаметру) прокатку передельных труб по существующей технологии приходилось производить в валках с калибром 538 мм на размер 522×26 мм для последующей механической обработки - обточки и расточки в товарные размером 508×12 мм.
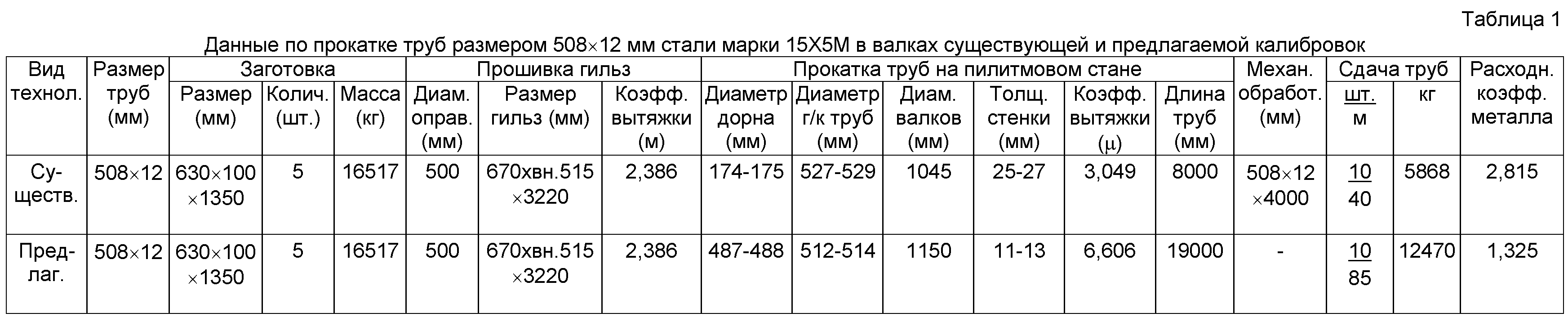
Данные по производству товарных труб размером 508×12 мм из стали 15Х5М для объектов нефтеперерабатывающей промышленности приведены в таблице 1. В производство были заданы 10 заготовок размером 630×100×1350 мм. Пять заготовок общей массой 16517 кг были прокатаны в валках существующей калибровки с диаметром бочки 1045 мм, а пять, общей массой 16517 кг, в валках предлагаемой калибровки с диаметром бочки 1150 мм. Из таблицы видно, что по существующей технологии были прокатаны 5 передельных труб размером 522×26×8000 мм. Так как на существующем станочном оборудовании можно обтачивать и растачивать трубы не длиннее 6000 мм, передельные трубы были порезаны на два крата равной длины и обточены и расточены в товарные трубы размером 508×12×4000 мм. Принято годными 10 труб (40 м) общей массой 5868 кг. Расходный коэффициент металла по трубам данной партии составил 2,815.
По предлагаемой технологии были прокатаны 5 товарных труб размером 508×12×19000 мм, которые были порезаны пилой горячей резки на две трубы размером 508×12×9500 мм. Трубы по геометрическим размерам полностью соответствовали требованиям ТУ 14-3Р-62-2002 “Трубы стальные бесшовные из стали марки 15Х5М для нефтеперерабатывающей промышленности”. Принято годными 10 труб (85 м) общей массой 12470 кг. Расходный коэффициент металла по трубам данной партии составил 1,325.
Таким образом, использование валков пилигримового стана с диаметром бочки 1150 мм для прокатки труб размером 508×10-16 мм из гильз размером 650-660хвн.515-525×3200±50мм или из полых слитков ЭШП размером 650-670хвн.500-515×3200±50 мм, скалиброванных по предлагаемой методике, позволяет прокатывать на ТПУ 8-16" с пилигримовыми станами качественные товарные трубы с геометрическими размерами, в соответствии с требованиям ГОСТ и ТУ, значительно снизить расходный коэффициент металла при переделе гильза или полый слиток ЭШП - товарная труба, увеличить длину труб более чем в 2 раза, исключить трудоемкую операцию обточки и расточки передельных труб в товарные.
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности
Способ производства бесшовных горячекатаных длинномерных труб размером 426×90 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш на тпу 8-16" с пилигримовыми станами
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности
Способ производства бесшовных горячекатаных длинномерных труб размером 426×90 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш на тпу 8-16" с пилигримовыми станами

