Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ ОЖИВАЛЬНОЙ ФОРМЫ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к ракетной технике, а именно к способу изготовления сопла жидкостного ракетного двигателя оживальной формы.
Перспективная задача космической промышленности России - создать ракетоноситель и мощные ракетные двигатели для полета на Луну и другие планеты. Потребуется создание двигателей тягой 250-350 т с крупногабаритными охлаждаемыми соплами до 2500-3500 мм и более в диаметре, высокой прочности, характерной для отечественных двигателей замкнутой схемы.
В настоящее время существующие технологии и оборудование позволяют изготавливать сопла с габаритами до 2000-2500 мм в диаметре. Это предельные возможности прессов, раскатных станов, печей и другого оборудования. Сдвигаемые неохлаждаемые насадки «углерод-углерод» крайне дороги и имеют существенные ограничения по температуре газов.
Известен способ изготовления выходных сопел для ракетных двигателей, включающий в себя установку цельной наружной стенки в заданное положение вокруг цельной внутренней стенки, конфигурацию и установку в требуемое положение множества дистанционирующих элементов между наружной стенкой и внутренней стенкой и их присоединением между собой лазерной сваркой (патент RU №2209994, МПК F02K 9/97, F02K 9/94, 29.09.1999 - ближайший аналог).
Недостатком данного способа является высокая трудоемкость последовательной сварки дистанционирующих элементов, возможное наличие концентраторов напряжений в углах ребер и наружной стенки, ослабляющих конструкцию, необходимость уникального оборудования, ограниченные возможности изготовления по габаритам и прочности.
Таким образом, для изготовления охлаждаемых сопел диаметром 2500-3500 мм и выше необходимо новое техническое решение.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является получение прочной и надежной конструкции крупногабаритного сопла независимо от габаритов, не требующей уникального оборудования и значительных капитальных вложений.
Данный технический результат достигается с помощью способа изготовления сопла жидкостного ракетного двигателя оживальной формы, которое выполнено с конструкцией внутренней стенки, содержащей множество расположенных рядом друг с другом пазов для охлаждения. Сопло состоит из нескольких автономных трапецеидальных секторов оживальной формы, соединенных в осевом направлении. Формообразование оживального профиля пакета внутренней и наружной стенок каждого сектора выполняют взрывом. На наружной поверхности внутренней стенки каждого сектора фрезерованием выполняют пазы переменной ширины с образованием ребер каналов охлаждения. Каждую внутреннюю стенку сектора оживального профиля накрывают отформованной тонкостенной наружной стенкой и соединяют их. После чего проводят гидропневмоиспытания секторов. Затем их торцы подвергают механической обработке и секторы сваривают продольными профильными швами в готовое сопло с последующим неразрушающим контролем сварных швов и гидропневмоиспытанием секторов.
Изготовить сопло жидкостного ракетного двигателя можно по другому варианту из нескольких плоских трапецеидальных секторов, соединенных в осевом направлении. При этом фрезерование пазов переменной ширины с образованием ребер каналов охлаждения в каждом секторе и их соединение выполняют в плоском виде. Механическую обработку торцов секторов и сварку продольных швов секторов, гибку в конус и формообразование оживального профиля сопла выполняют после соединения плоских секторов с последующим неразрушающим контролем сварных швов и гидропневмоиспытанием каждого сектора.
Формообразование оживального профиля сопла выполняют штамповкой взрывом или разжимными пуансонами.
Для обоих вариантов соединение наружной и внутренней стенок осуществляют пайкой или лазерной сваркой, количество секторов определяют шириной листа заготовки и диаметром сопла, сварку секторов выполняют лазерной или электронно-лучевой сваркой.
Сущность изобретения поясняется чертежами.
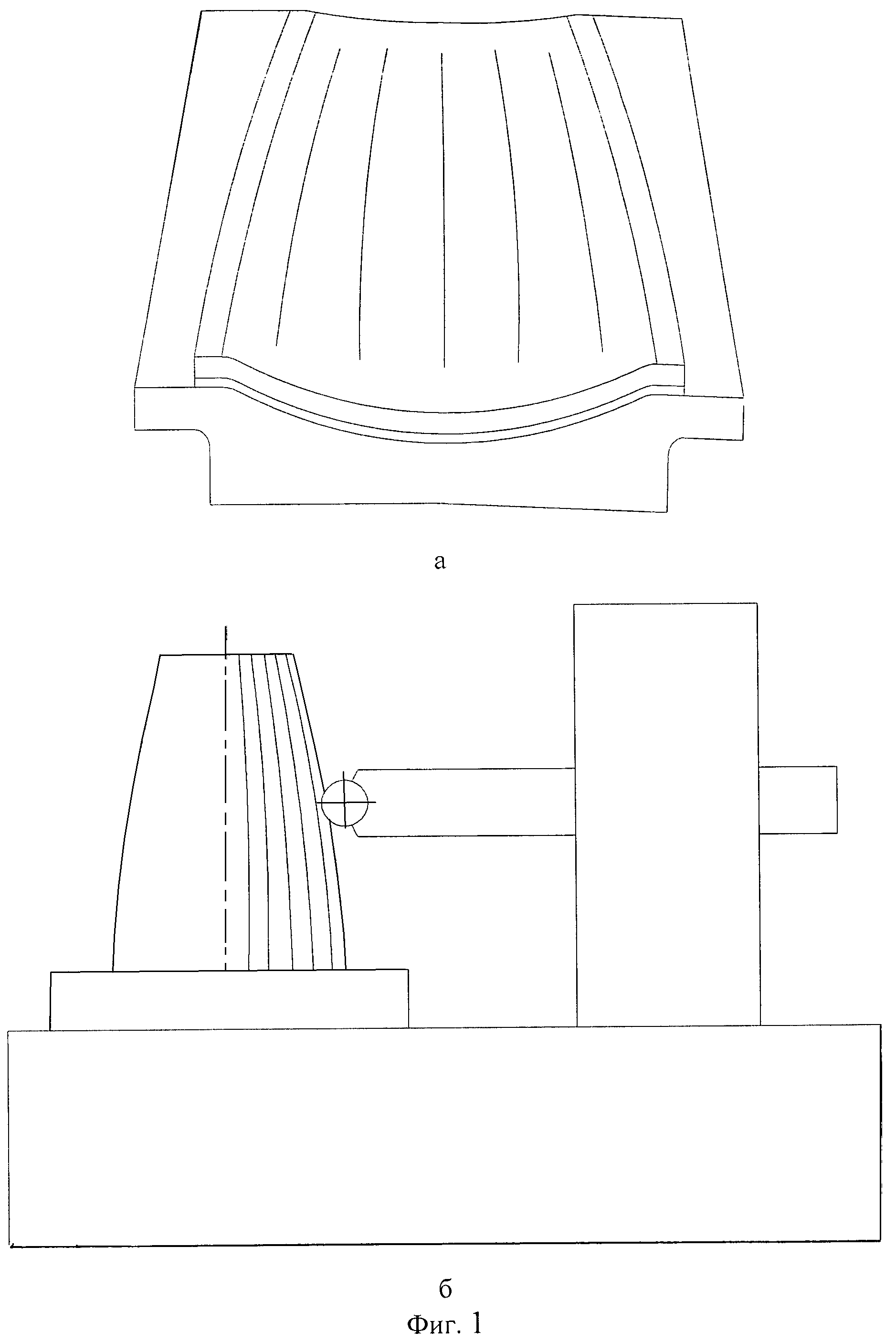
На фиг.1а - матрица для взрыва сектора с отформованным пакетом сектора оживального профиля; б - станок для фрезерования ребер на секторах криволинейного профиля.
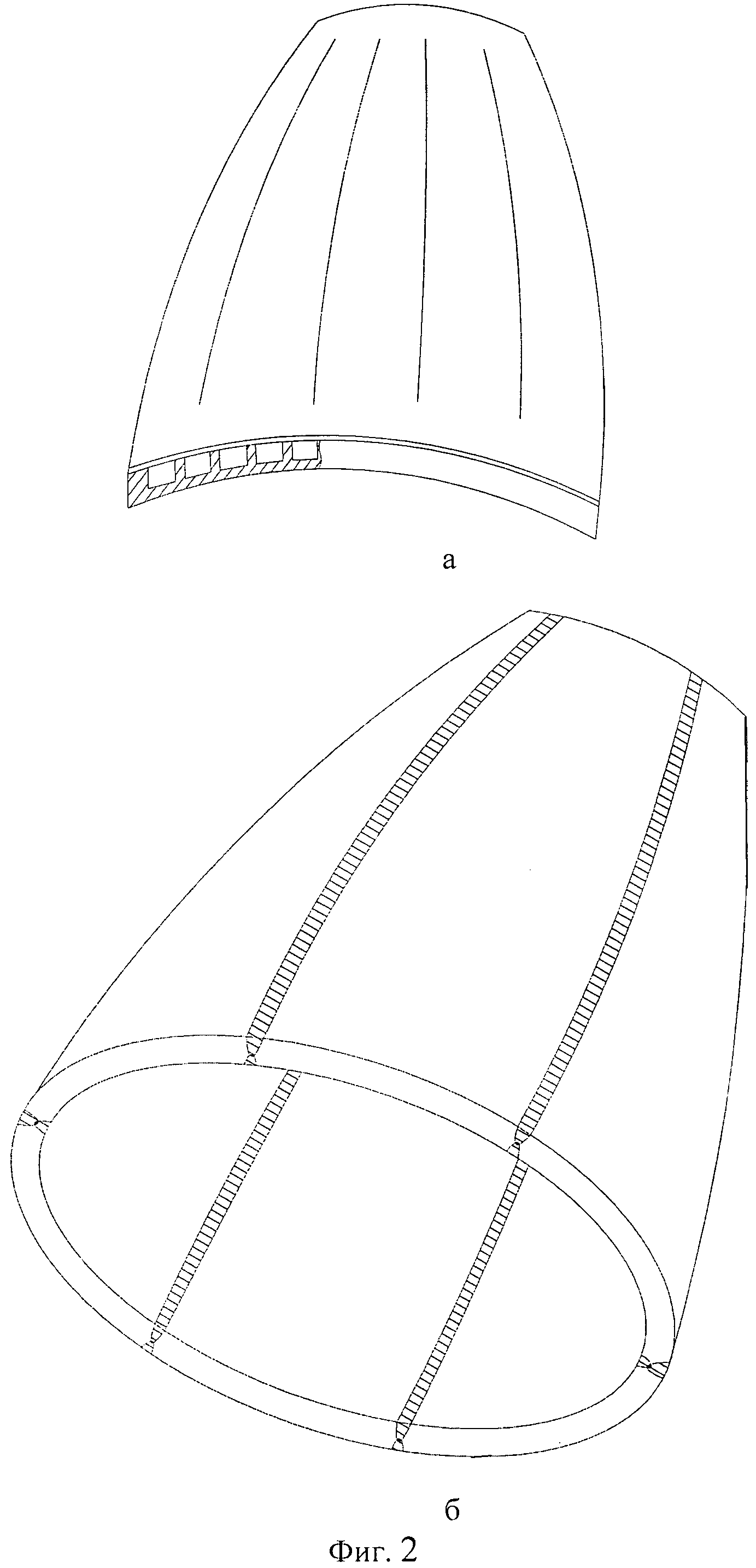
На фиг.2а - паяный или соединенный лазерной сваркой сектор оживального профиля с отфрезерованными криволинейными торцами; б - готовое сопло после сварки продольных криволинейных швов.
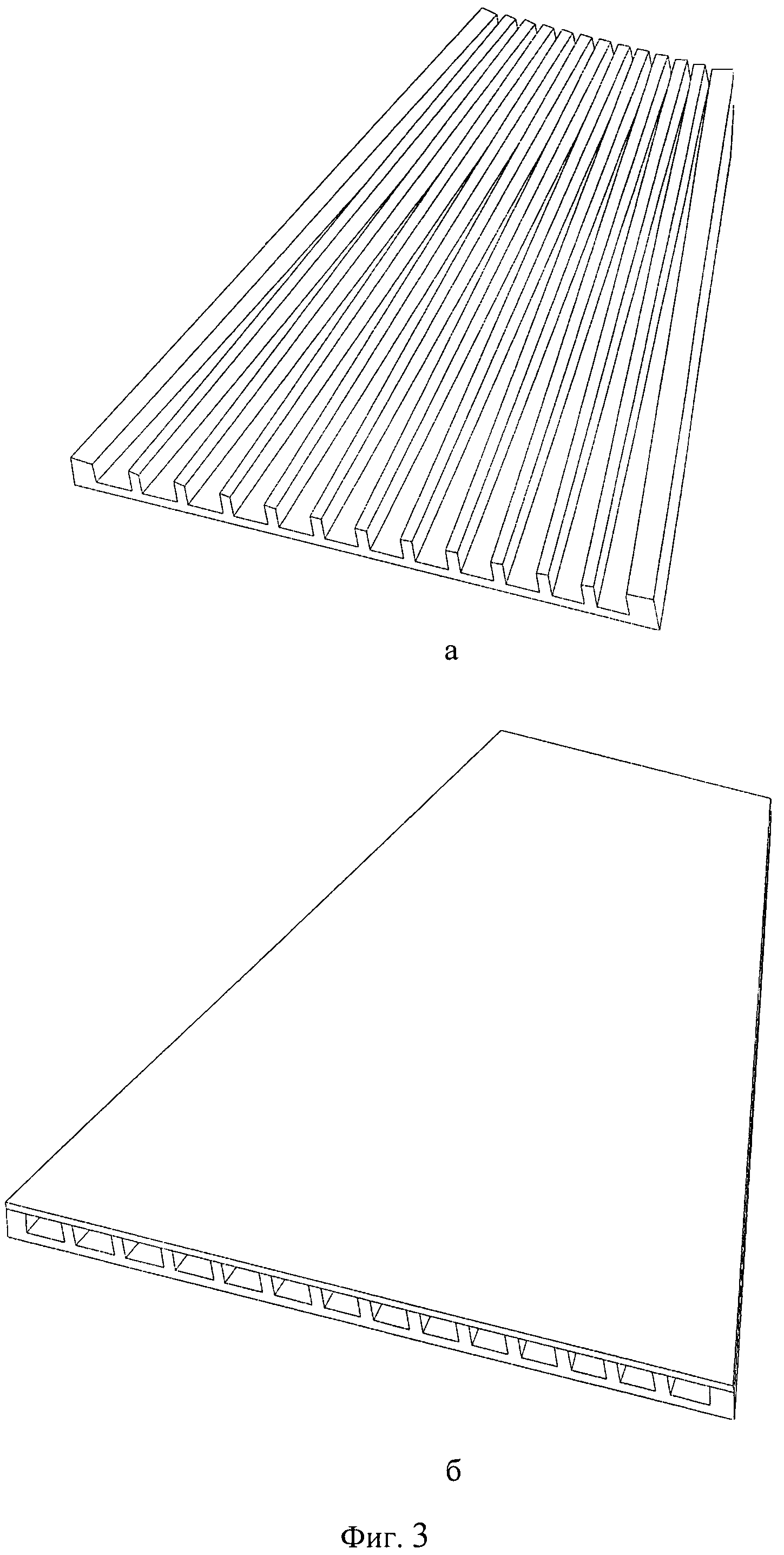
На фиг.3а - плоский сектор с фрезерованными ребрами; б - плоский сектор после пайки (лазерной сварки) с плоской наружной стенкой и испытаний.
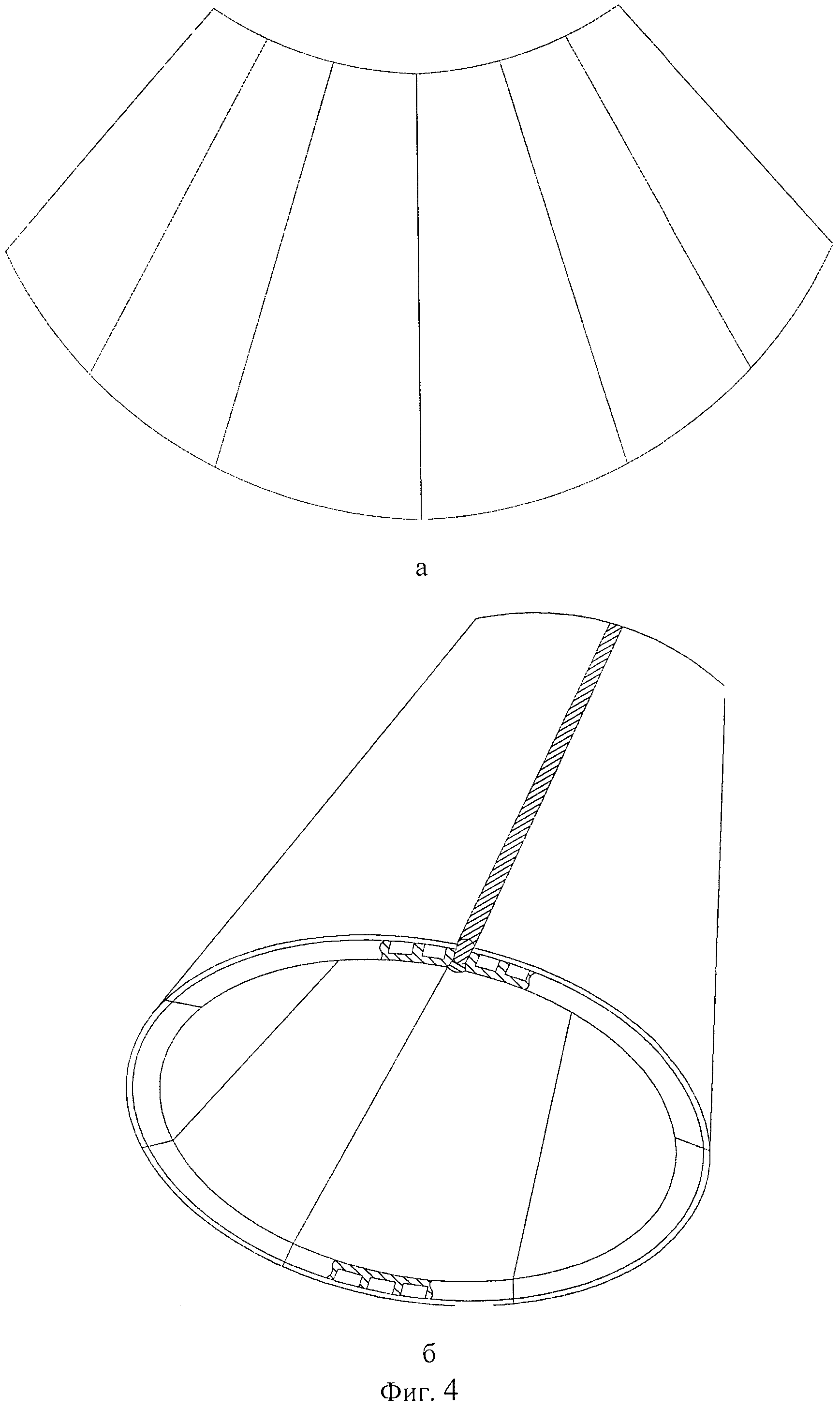
На фиг.4а - плоская развертка сваренных секторов сопла продольными швами; б - конусное сопло после гибки-вальцовки и сварки заключительного продольного шва.
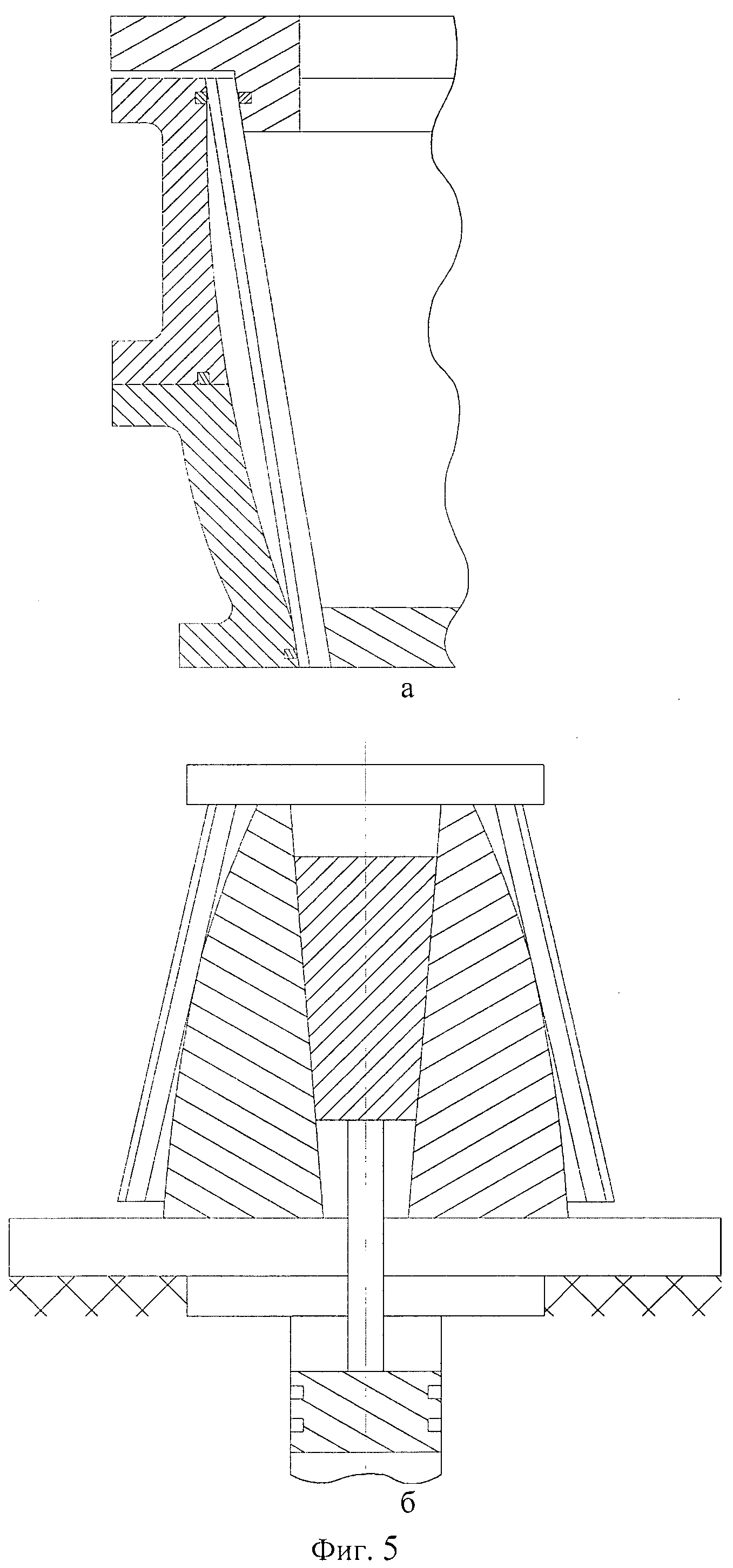
На фиг.5а - матрица для взрыва с установленной конусной заготовкой сопла перед формообразованием; б - пресс для формообразования разжимными пуансонами с установленной конусной заготовкой сопла перед формообразованием.
Способ осуществляют следующим образом.
Конструкция сопла жидкостного ракетного двигателя оживальной формы представляет собой пакет из наружной и внутренней стенок нескольких автономных трапецеидальных секторов оживальной формы.
Заготовками для наружной и внутренней стенок сопла является стандартный лист из нержавеющей стали, высокопрочных сплавов или титана.
Лист раскраивают по форме трапецеидальных секторов. Количество секторов определяют шириной листа заготовки и диаметром сопла. Формообразование оживального профиля пакета внутренней и наружной стенок каждого сектора выполняют штамповкой взрывом. На наружной поверхности внутренней стенки каждого сектора фрезерованием выполняют пазы переменной ширины с образованием ребер каналов охлаждения.
Каждую внутреннюю стенку сектора оживального профиля накрывают отформованной тонкостенной наружной стенкой. Внутреннюю и наружную стенки соединяют пайкой или лазерной сваркой. Проводят гидропневмоиспытания секторов. Затем торцы секторов подвергают механической обработке, окончательно сваривают продольными профильными швами в готовое сопло с последующим неразрушающим контролем сварных швов и гидропневмоиспытанием секторов (фиг.1 и 2).
Для изготовления сопла жидкостного ракетного двигателя оживальной формы возможен другой вариант из нескольких трапецеидальных секторов плоской формы. По сравнению с изготовлением цельных сопел сборка и пайка секторов достаточно проста. В частности, не требуется вращения сопла при пайке. Фрезерование пазов с образованием ребер каналов охлаждения в каждом секторе и их соединение выполняют в плоском виде. После пайки торцы секторов обрабатывают механически под сварку продольных швов. Сами сектора подвергают гидропневмоиспытаниям. Соединенные пайкой или лазерной сваркой и испытанные сектора сваривают между собой лазерной или электронно-лучевой сваркой. Заключительный продольный сварной шов выполняют после вальцевания в конусе (фиг.4б). Конус, состоящий из соединенных спаяных или соединенных лазерной сваркой секторов, подвергают формообразованию в оживальный профиль штамповкой взрывом или на прессе разжимными пуансонами. Окончательная операция изготовления сопла - неразрушающий контроль сварных швов и гидропневмоиспытания каждого сектора (фиг.3, 4 и 5).
Таким образом, данное изобретение позволяет получить прочную и надежную конструкцию крупногабаритного сопла оживальной формы независимо от габаритов, изготовление которой не требует уникального оборудования и значительных капитальных вложений.
Немаловажно, что в случае выхода из строя одного из секторов конструкция позволяет сохранить остальную часть сопла, заменив сектор на годный, что особо существенно с ростом габаритов и стоимости сопла.
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки
Устройство для засветки фотоэлектрических преобразователей солнечной батареи космического аппарата
Электрод для изготовления конфузорного участка в отверстии форсунки
Разъединитель колонны
Способ групповой прошивки отверстий и устройство для его реализации
Способ разделения электродом-проволокой металлических деталей из материалов с анизотропными свойствами и устройство для его использования
Способ поддержания влажностного режима во внутренней полости транспортируемого изделия и устройство для его осуществления
Способ изготовления полых деталей полусферической формы из труднодеформируемого титанового сплава вт6-с
Способ штамповки детали полусферической формы из труднодеформируемого титанового сплава вт6-с в одном штампе
Способ электронно-лучевой сварки кольцевых соединений титановых сплавов
Способ поддержания влажностного режима во внутренней полости транспортируемого изделия и устройство для его осуществления
Способ изготовления полых деталей полусферической формы из труднодеформируемого титанового сплава вт6-с
Способ штамповки детали полусферической формы из труднодеформируемого титанового сплава вт6-с в одном штампе
Способ электронно-лучевой сварки кольцевых соединений титановых сплавов
Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью
Способ ротационной вытяжки оживальных и конических изделий
Способ изготовления многоэлектродного инструмента и устройство для его осуществления
Турбонасосный агрегат
Способ форсирования по тяге жидкостного ракетного двигателя и жидкостный ракетный двигатель
Способ воспламенения компонентов топлива в камере сгорания ракетного двигателя и устройство для его осуществления (варианты)

