Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
Вид РИД
Изобретение
Группа изобретений относится к технике производства тонких прутков и проволоки, обладающих эффектом «памяти» формы и сверхупругостью из сплавов системы никель-титан с эффектом «памяти» формы, используемых в авиации, радиоэлектронике, медицине, космической технике, машиностроении и других областях техники.
Сплавы системы никель-титан, соответствующие области существования интерметаллида Ni-Ti стехиометрического состава (от 46 до 58 весовых процентов никеля, остальное преимущественно титан), а также тройные сплавы, описываемые формулами TiNixCo1-x, TiNixFe1-x, TiNixCu1-x, TiNixV1-x и TiNixCr1-x, где х - коэффициент, изменяющийся от 0 до 1, обладают, кроме эффекта "памяти" формы, уникальным комплексом физических и механических свойств и находят все более широкое применение в различных областях техники и медицины.
Известен способ получения проволоки из сплавов с памятью формы на основе никеля и титана, предусматривающий, в частности, обработку сплава с "памятью" формы со стадиями холодной обработки и низкотемпературного отжига без повторного сжатия (ЕР 0143580 А1, С22F 1/00, 05.06.1985).
Хотя известный способ и исключает деформацию изделия в перпендикулярном направлении, качество проволоки остается невысоким.
Наиболее близким к предложенным является способ получения прутков из сплавов системы никель-титан с эффектом памяти формы, согласно которому создают сплав с эффектом памяти формы, изготавливают из сплава прессованием или поперечно-винтовой прокаткой полуфабрикаты в виде прутков, нагревают их до температуры 450-950°С и изготавливают из полуфабрикатов прутки ротационной ковкой; и способ получения проволоки из сплавов системы никель-титан с эффектом памяти формы, согласно которому изготавливают прутки по вышеописанному способу и изготавливают из них проволоку теплым или холодным волочением (RU 2162900 С1, опуб. 10.02.2001).
Величина науглероживания металла при плавке составляет 0,02-0,05%. Содержание азота в сплаве не превышает 0,01%. Содержание водорода в сплаве не превышает 0,008%. Содержание кислорода в сплаве не превышает 0,15%. Минимальный диаметр получаемой проволоки 0,1 мм. При циклическом нагружении полученных прутков и проволоки число циклов до разрушения составляет 5000-7000.
Задача изобретения - получение промышленным способом полуфабрикатов из сплавов с памятью формы на основе никелида титана, в частности тонких прутков и тонкой проволоки, обладающих повышенными механическими характеристиками и улучшенными функциональными свойствами, такими как циклическая долговечность при повышенных нагрузках, высокая степень восстановления формы после приложения повышенной нагрузки (малая остаточная деформация после приложения повышенной нагрузки), повышенная пластичность.
Техническим результатом, обеспечивающим решение поставленной задачи, является повышение циклической долговечности прутков и проволоки из указанного сплава, снижение остаточной деформации после приложения повышенной нагрузки и обеспечение возможности получения более тонкой проволоки.
Технический результат достигается способом получения прутка из сплава системы никель-титан с эффектом памяти формы, характеризующимся тем, что изготавливают из сплава системы никель-титан с эффектом памяти формы прессованием или поперечно-винтовой прокаткой заготовку в виде прутка, которую далее нагревают и подвергают ротационной ковке в несколько стадий до требуемого размера со степенью деформации 5-25% на каждой стадии с промежуточным нагревом заготовки между стадиями ковки, при этом нагрев заготовки перед ротационной ковкой и промежуточный нагрев осуществляют до температуры 300-500°С в течение 30-180 минут, а после достижения суммарной деформации 40-90% между стадиями ковки осуществляют дополнительный отжиг заготовки при температуре 300-500°С в течение 30-180 минут.
Достижению технического результата способствуют частные случаи осуществления способа:
- при получении прутка диаметром 20-40 мм нагрев заготовки перед ротационной ковкой и промежуточный нагрев осуществляют в электрической камерной печи в течение 30-180 минут;
- при получении прутков диаметром 1,6-20 мм нагрев заготовки перед ротационной ковкой и промежуточный нагрев осуществляют в электрической камерной печи в течение 30-120 минут, а подачу нагретых заготовок на ротационную ковку осуществляют через трубчатую печь с поддержанием температуры заготовок 300-500°С.
Технический результат также достигается способом получения проволоки из сплава системы никель-титан с эффектом памяти формы, согласно которому получают пруток из сплава системы никель-титан с эффектом памяти формы вышеизложенным способом и подвергают его теплому или холодному волочению.
Достижению технического результата способствуют частные случаи осуществления способа:
- при получении проволоки холодным волочением осуществляют промежуточный отжиг при температуре 200-500°С в течение 0,05-30 минут;
- при получении проволоки теплым волочением нагрев проволоки перед волокой проводят до 200-500°С;
- для волочения проволоки диаметром 0,4-4,0 мм используют волоку из твердых сплавов с углом 2α, равным 6-12 градусов, и длиной калибровочной зоны волоки 40-70% от диаметра волоки;
- для волочения проволоки диаметром 0,02-4,0 мм используют волоку из монокристаллического алмаза с углом 2α, равным 6-12 градусов, и длиной калибровочной зоны волоки 30-80% от диаметра волоки.
Поставленная задача решается тем, что ротационная ковка (РК) при пониженных температурах 300-500 градусах, с низкотемпературными отжигами (300-500°С в течение 30-120 мин) между накопленной деформацией до 90% и на конечном этапе позволяет получить однородную ультрамелкозернистую равномерную по сечению структуру на тонких прутках. Это обеспечивает комплекс повышенных механических характеристик и функциональных свойств полуфабрикатов, по размерам и объему пригодных для изготовления из них либо полуфабрикатов меньших размеров, либо готовых изделий для медицины, робототехники, нефтегазовой промышленности и авиакосмической отрасли. Дальнейшее волочение при пониженных температурах 200-500°С с низкотемпературными отжигами (200-500°С в течение 0,05-30 мин) между накопленной деформацией до 90% обеспечивает сохранение и улучшение полученной структуры и свойств. Применение инструмента (волок) с определенной геометрией позволяет получить тончайшую проволоку диаметром до 0,020 мм, обладающей всеми перечисленными свойствами. Проволока с такими размерами и свойствами незаменима в мини-конструкциях и приборах. Использование сплава, полученного с помощью улучшенной схемы двойного вакуумного переплава - вакуумно-индукционного (ВИП) и электронно-лучевого (ЭЛП), значительно снижает содержание примесей в сплаве и оказывает положительное влияние на циклическую долговечность.
Получение сплава системы никель-титан с эффектом «памяти» формы осуществляли следующим образом.
В качестве исходного сырья (шихты) для производства слитков в вакуумно-индукционных печах использовали:
- титан губчатый марки ТГ-100, ТГ-110 по ГОСТ 17746-79;
- листы из титана марки ВТ1-00; ВТ1-0 по ГОСТ 22178-76 (или обрезь листовая, отрезанная негазовой сваркой);
- йодидный титан;
- никель первичный марки Н0; H1у; H1 по ГОСТ 849-70.
Развес шихты производили на электронных прецизионных весах с дискретностью взвешивания 0,1 грамма, что позволяло точно обеспечить расчетный химический состав при соблюдении остальных технологических режимов.
При укладке шихты в тигель использовали метод первоначальной обкладки стенок и дна тигля никелевыми пластинами (например, никелевые катоды, порубленные на гильотинных ножницах) и закладки остальной шихты внутрь этой никелевой корзины. Плавку начинают при вакууме 10-2-10-3 мм рт.ст. После расплавления всей шихты расплав выдерживали до начала разливки 1-30 минут. Разливку производили в вакууме при температуре 1250-1580°С в стальные, или чугунные, или графитовые изложницы (могут использоваться как разъемные, так и неразъемные изложницы).
Далее в качестве исходного сырья для производства слитков в электронно-лучевой многокамерной печи использовали:
- слитки, полученные в вакуумно-индукционных печах (механически обработанные), сваренные в электроды;
- прутки, полученные из слитков вакуумно-индукционного переплава прокаткой на ПВП станах или прессованием (механически обработанные), сваренные в электроды.
Для электрода отбирали слитки вакуумно-индукционного переплава (ВИП) из одной серии плавок (заданного химического состава) или прутки, полученные из слитков вакуумно-индукционного переплава из одной серии плавок. Заготовки (слитки, прутки) подвергали механической обработке с целью удаления окислов и поверхностных шлаков и включений до чистой поверхности. Диаметр заготовок выбирали в зависимости от используемого кристаллизатора (50-170 мм), длину электрода выбирали достаточной для получения полноценного слитка, годного для последующего передела (1000-2200 мм). Для получения электрода нужной длины заготовки сваривали между собой сваркой в аргоне.
Плавку начинали при вакууме 2×10-5 мм рт.ст. Время плавки зависит от длины электрода и скорости подачи электрода. Скорость подачи электрода выбирали оптимальной для формирования хорошей ванны расплава и формирования слитка и варьировали в пределах от 1,5 мм/мин, до 150 мм/мин. Среднее время плавки для электрода диаметром 60-70 мм и длиной 1500-2200 мм составляет 1,5-3,5 час. Рабочий вакуум в зависимости от скорости плавления и содержания газов в переплавляемом металле составлял не менее 5×10-3 мм рт.ст. Слиток формировали в медном водно-охлаждаемом кристаллизаторе диаметром 65-200 мм.
Электронно-лучевой переплав (ЭЛП) заключается в расплавлении исходной заготовки (слитка, прутка) в вакууме и последующей кристаллизации. Основным механизмом рафинирования металлов в вакууме является испарение легко летучих металлических примесей и удаление летучих окислов СО и СО2 или летучих оксидов металлов, обладающих более высоким давлением пара, чем у расплавляемого металла.
Все это позволяет наиболее полно и быстро производить очистку от примесей и получать хорошую гомогенность слитка, металл высокого качества с точки зрения макроструктуры слитков и содержания газов. Отклонения полученного содержания никеля от расчетного колеблются в пределах ±0,1%. Содержание углерода в сплаве не превышает 0,01%. Содержание водорода в сплаве не превышает 0,003%. Содержание кислорода и азота суммарно в сплаве не превышает 0,032%.
Данные характеристики слитков обеспечивают получение сплавов с температурой фазового превращения, отвечающей определенным свойствам конечного продукта или полуфабриката и обладающего повышенными функциональными свойствами по сравнению с полученными традиционными методами. Снижение уровня примесей по сравнению с ближайшим аналогом: углерода с 0,05% до 0,01%, водорода с 0,008% до 0,003%, кислорода с 0,15% до 0,03% и азота с 0,008 до 0,002% - повышает функциональные свойства полученных из слитков полуфабрикатов (прутки, проволока) в 1,5-2 раза (при циклическом нагружении проволочного элемента (деформация 5%) - число циклов до разрушения возрастает с 5000-7000 до 10000-15000).
Способ получения прутка из сплава системы никель-титан осуществляли следующим образом.
1. Получение прутков методом прессования.
Прутки диаметром 20-50 мм получали прессованием предварительно деформированной заготовки диаметром 85-200 мм. Заготовку получали из слитка путем отрезки литника на отрезном станке и обточки поверхности слитка на токарном станке до снятия всех поверхностных дефектов (газовой пористости, поверхностных трещин и т.п.). Заготовку нагревали в электропечах или индукционных печах до температуры 800-1020°С. Перед нагревом заготовку обмазывали смазкой (стеклографит, тальк и т.п.). Прессование осуществляли в 2-4 перехода в зависимости от первоначального диаметра заготовки. На первом переходе вытяжка не превышала 3, а на последнем могла достигать 30. Скорость прессования не превышала 35 мм/сек.
2. Получение прутков методом ПВП (поперечно-винтовой прокатки).
Поперечно-винтовая прокатка позволяет получить прутки диаметром 8-160 мм непосредственно из слитка. У слитка отрезали литник, а сам слиток обтачивали до удаления поверхностных дефектов. Прокатку осуществляют следующим образом:
- нагрев слитка в электропечи до температуры 750-1000°С;
- прокатка слитка в несколько стадий (проходов) со степенью деформации на каждом проходе 5-25%, с промежуточными подогревами между проходами до нужного размера.
Прессованные или катаные заготовки в виде прутков диаметром 8-40 мм после механической обработки подвергали деформации на трех-шести ротационно-ковочных машинах разной мощности для получения проволочной заготовки или тонкого прутка.
Прутки диаметром 20-39 мм получали из прессованных или катаных заготовок на ротационно-ковочной машине большой мощности. Заготовку нагревали в электропечи до температуры 300-500°С в течение 30-180 мин, после чего осуществляют ковку с деформацией 5-25% на каждом переходе (стадии) до нужного размера. Между переходами производили промежуточный нагрев заготовки до той же температуры. Если суммарная деформация достигала 40-90%, между переходами производили отжиг в электрической камерной печи при температуре 300-500°С в течение 30-180 мин.
Прутки диаметром 1,6-19 мм получали на ротационно-ковочных машинах (РКМ) средней и малой мощности. Заготовку нагревали до температуры 300-500°С в течение 30-120 мин в электрической печи, после чего осуществляли ковку в несколько стадий (переходов) «на проход» с нагревом непосредственно во время подачи заготовки в ротационно-ковочную машину в трубчатой газовой печи или в трубчатой электрической печи, установленной перед ротационно-ковочной машиной, до температуры 300-500°С с деформацией 5-25% на каждом переходе до нужного размера. Если суммарная деформация достигала 40-90%, между переходами производили отжиг в электрической камерной печи при температуре 300-500°С в течение 60-180 мин.
Полученные прутки являются не только промежуточной заготовкой для волочения, но и готовым продуктом - тонким прутком. Качество поверхности обеспечивают применением специального инструмента (финишные бойки - имеют более длинную рабочую поверхность в отличие от рабочих бойков) и шлифованием прутков на бесцентрово-шлифовальном станке. Полученные прутки обладают по сравнению с прутками, полученными известным способом (RU 2162900) повышенными функциональными свойствами - в частности, предел прочности возрастает с 800 МПа до 1300 МПа, а относительное удлинение возрастает с 5% до 25%. Остаточная деформация после нагружения 5 циклами (с деформацией 6%) уменьшается с 1% до 0,3%.
Способ получения тонкой проволоки из сплава системы никель-титан осуществляли следующим образом.
Проволоку из сплавов системы никель-титан диаметром 0,40-4,0 мм получали из промежуточной заготовки - прутка, полученного вышеописанным способом, методом теплого волочения или холодного волочения на линии из двух волочильных одноходовых станов. Проволоку диаметром 0,020-0,40 мм получали методом теплого или холодного волочения на линии из двух волочильных шестиходовых станов. При использовании метода холодного волочения использовали промежуточный отжиг при температурах 200-500°С в течение 0,05-30 мин.
В качестве смазки при холодном волочении использовали графит марки КЛЗ с добавками 1,0-3% мыльного порошка или синтетические смазки. При теплом волочении использовали "аквадаг" (коллоидный раствор графита в воде).
При теплом волочении нагрев проволоки перед волокой осуществляли в щелевой двухзонной электрической печи длиной 1,5-2,0 м до температур 200-500°С. Температуры в зонах регулировали независимо, что позволяло на входе устанавливать более высокую температуру для обеспечения равномерного прогрева проволоки по технологическому режиму. Волочение с диаметра 4,0 до 2,5 мм вели с шагом 0,3-0,15 мм; с диаметра 2,5 до 1,5 мм - с шагом 0,25-0,10 мм; с диаметра 1,5 до 0,4 мм - с шагом 0,20-0,05 мм; с диаметра 0,4 до 0,1 мм - с шагом 0,15-0,01 мм, с диаметра 0,1 до 0,020 мм с шагом 0,009-0,001. Скорость волочения в зависимости от диаметра и химического состава проволоки регулировали в пределах 0,01-1,3 м/сек.
Для волочения проволоки диаметром 4-0,4 мм использовали волоки из твердых сплавов (ВК3, ВК6) с углом 2α, равным 6-12 градусов, и длиной калибровочной зоны волоки, равной 40-70% от диаметра d волоки (ГОСТ 9453-75).
Для волочения проволоки диаметром 0,4-0,020 мм используют волоки из монокристаллических алмазов с допусками по диаметру от -0,0020 мм до -0,0004 с углом 2α, равным 6-12 градусов, и длиной калибровочной зоны волоки, равной 30-80% от диаметра d волоки.
Эта технология позволяет получить тонкую проволоку из сплавов с памятью формы на основе никелида-титана диаметрами до 0,020 мм. Такая проволока широко применяется как исполнительный элемент в актуаторах и мини-устройствах. Одним из основных требований к этим устройствам является высокая циклическая усталость. Проволока, полученная предложенным способом, выдерживает деформацию 8% - более 10×6 раз до разрушения, что более чем на порядок выше по сравнению с проволокой, полученной известным способом (RU 2162900).
Соблюдение требований по технологии получения проволоки из сплавов системы никель-титан обеспечивает высокий уровень ее служебных свойств - степень восстановления формы (100% при деформации до 15%), коррозионную стойкость, износостойкость, биосовместимость, демпфирующие и механические свойства. Выбор химического состава исходного слитка и последующее соблюдение определенного порядка технологических операций, чередование теплого и холодного волочения на конечном этапе позволяет получить проволоку, максимально приближенную по свойствам к конечному изделию, а в ряде случаев - являющуюся таковым.
Ниже приведен пример осуществления изобретения.
Исходным материалом для получения прутков являлись три горячедеформированных прутка диаметром 20 мм сплава NiTi (Ni=55,0% вес.), полученные:
1. Из слитка однократного вакуумно-индукционного переплава прокаткой на станах ПВП при температуре +1000°С (известным способом).
2. Из слитка вакуумно-индукционного переплава и последующего электронно-лучевого переплава прокаткой на станах ПВП при температуре +1000°С (предложенный способ).
3. Из слитка вакуумно-индукционного переплава и последующего электронно-лучевого переплава прокаткой на станах ПВП при температуре +1000°С (предложенным способом.
Прутки 1 и 2 на следующих этапах куют в горячую при температурах +750°С на ротационно-ковочных машинах до диаметра 2,8 мм и далее горячим волочением при температурах +650°С получают проволоку диаметром 0,4 мм. (Температуры, как в известном способе - выше, чем в предложенном способе.)
Пруток 3 на следующих этапах в соответствии с предложенным способом куют при температуре +400°С на ротационно-ковочных машинах до диаметра 2,8 мм с промежуточными отжигами при температуре +400°С в течение 2 ч. Отжиги делали после накопления деформации между проходами 60%. Далее волочили при температуре +400°С до диаметра 0,4 MM с промежуточными отжигами при температуре +400°С в течение 2 ч. Отжиги делались после накопления деформации между проходами 70%.
Образцы проволоки диаметром 0,4 мм, полученные из всех трех прутков, подвергали отжигу перед испытаниями при температуре +450°С в течение 30 мин.
Проволоку, полученную из прутка 3, диаметром 0,4 мм далее волочили на шестикратных станах волочения на волоках из монокристаллического алмаза с углом 2α, равным 6 градусам, и длиной калибровочной зоны волоки, равной 50% от диаметра d волоки (ГОСТ 9453-75) при температуре +300°С до диаметра 0,020 мм с промежуточными отжигами: при температуре +350°С в течение 30 мин. после накопления деформации между проходами 80% (до диаметра 0,18 мм), следующий при температуре +300°С в течение 20 мин после накопления деформации между проходами 90% (до диаметра 0,057 мм), следующий при температуре +250°С в течение 10 мин. после накопления деформации между проходами 88% (до диаметра 0,020 мм). Образец проволоки подвергали отжигу +300°С в течение 0,05 мин.
Сравнительные данные по процентному содержанию примесей в прутках, полученных различными способами выплавки, даны в таблице 1.
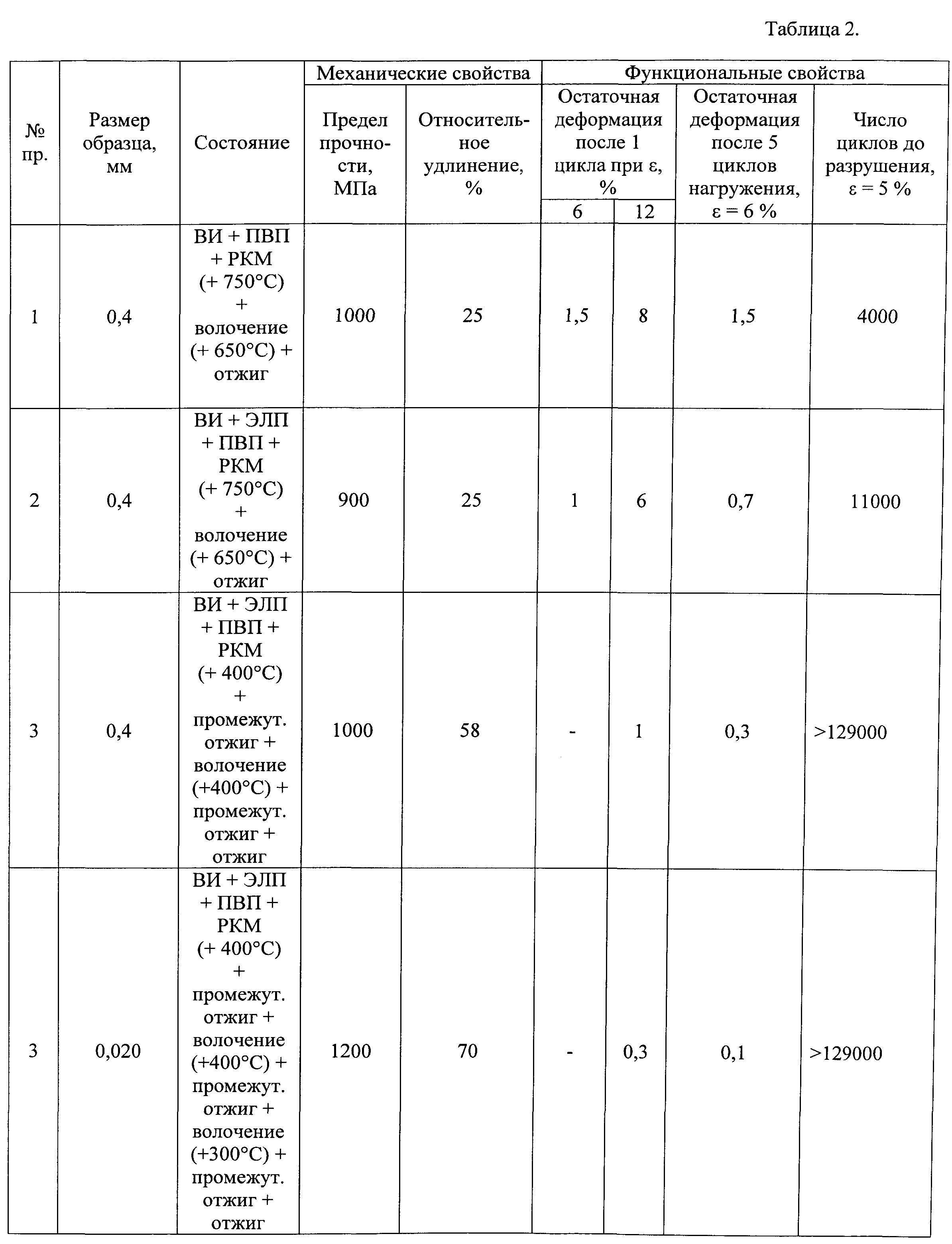
Сравнительные данные по механическим и функциональным свойствам приведены в таблице 2.
Таким образом, предложенный способ получения полуфабрикатов позволяет существенно повысить механические и функциональные свойства тонких прутков и проволоки из сплавов с памятью формы на основе никелида титана и использовать их для изготовления рабочих элементов и деталей в устройствах, ограниченных конструктивно в размерах и весе, но требующих повышенных служебных характеристик. Особенно это относится к миниактуаторам и изделиям, применяемым в медицине.

Способ изоляции зон водопритока в скважине
Способ переработки упорных урановых руд, содержащих браннерит
Способ изоляции водопритока в скважину
Способ построения базовой станции волоконно-эфирной телекоммуникационной системы сети мобильной радиосвязи
Способ андреева психотерапии наркоманий
Стан винтовой прокатки
Способ оценки длины волокна заготовки при плоском деформированном состоянии
Способ получения длинномерных полуфабрикатов из сплавов tinihf с высокотемпературным эффектом памяти формы
Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением

