Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОДОБНЫХ МОДЕЛЕЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ НА СТАНКАХ С ЧПУ
Вид РИД
Изобретение
Изобретение относится к области авиационной техники и касается, в частности экспериментальных исследований проблем аэроупругости летательных аппаратов в аэродинамических трубах.
В процессе проектирования ЛА значительный объем работ проводится по исследованиям опасных явлений аэроупругости: флаттера, бафтинга и реверса элеронов.
Известна упруго-динамически-подобная модель крыла или оперения летательного аппарата и способ ее изготовления (см. Р.Е.Лампер, В.В.Лыщинский. Введение в теорию и моделирование флаттера. Новосибирск, 1999, рис.4.6, стр.63, рис.4.8, стр.65; Р.Л.Бисплингхофф, Х.Эшли, Р.Л.Халфмен. Аэроупругость. М, ИЛ, 1958, рис.12, стр.634-635). Конструкция модели выполнена по так называемой «шашлычной» схеме, при которой на лонжерон, расположенный вдоль оси жесткости крыла или оперения модели, «насажены» и прикреплены к нему в одной точке элементы, создающие заданные обводы (профиль).
Способ изготовления такой модели, включающий много прецизионных операций, относительно сложен и не обеспечивает высокую точность моделирования геометрических характеристик самолета. Еще одним недостатком такого рода моделей является также то, что для их изготовления необходим «ручной» труд и затруднено, к примеру, использование высокопроизводительных станков с числовым программным управлением
Известен способ изготовления неразборной упругоподобной модели, включающий операции фрезерования или формования сердечника модели с нанесением пенопластового покрытия (Р.Е.Лампер, В.В.Лыщинский. Введение в теорию и моделирование флаттера. Новосибирск, 1999, рис.5.12, стр.95; Р.Л.Бисплингхофф, Х.Эшли, Р.Л.Халфмен. Аэроупругость. М., ИЛ, 1958, рис.12-4, стр.622). Способ получил наибольшее распространение благодаря своей простоте и надежности. Но он имеет недостаточную точность воспроизведения жесткостных характеристик.
Известна универсальная аэродинамическая модель и способ ее изготовления (см. патент РФ №2083967, МПК G01M 9/08, 1994 г.). Эта многоцелевая аэродинамическая упругоподобная модель крыла или оперения летательного аппарата.
Способ изготовления данной аэродинамической модели с центральным сердечником основан на итерационной доводке жесткости сердечника, изготовленного из металла, пластика или композиционного материала с поэтапным измерением жесткостных характеристик сердечника в сборе с крышками и без них. Способ обеспечивает возможность широкого использования станков с числовым программным управлением для фрезерования пресс-форм съемных крышек из композиционных материалов.
Основными недостатками модели и способа являются сложность изготовления из-за необходимости изготавливать и крепить две крышки и, во-вторых, из-за наличия ограниченного свободного внутреннего объема модели, затрудняющего операции дренирования, тензометрирования и монтажа систем управления рулями. Качество поверхности и точность воспроизведения геометрии такой модели могут быть повышены за счет использования дорогостоящих пресс-форм, но это приводит к значительному повышению стоимости изготовления модели.
Известен принятый за прототип способ изготовления каркасных УПМ несущих поверхностей. Способ основан на изготовлении силового каркаса из пластины, лонжеронов и нервюр на основе полимерного композиционного материала и формообразующей поверхности (ФОП), выполняющей роль внешней аэродинамической поверхности. Силовой каркас изготавливают методом прессования, а формообразующую поверхность получают путем наклеивания на силовой каркас маложесткого материала (модуль упругости приблизительно в 100 раз меньше, чем у материала силовых элементов) и его механической обработки до необходимых внешних размеров. Эти модели удобны для моделирования несущих поверхностей практически любых авиационных и ракетных изделий. Кроме того, их отличает относительно невысокая трудоемкость. Подобный способ защищен патентом RU 2375265, МПК B64F 5/00, 2008 г.
Недостатком такого способа изготовления моделей несущих поверхностей является недостаточная точность в воспроизведении жесткостных и геометрических характеристик по отношению к конструкциям несущих поверхностей натурной конструкции, а также возможность отрыва приклеенной ФОП при высоких скоростях потока.
Задачей и техническим результатом изобретения является разработка эффективного способа изготовления упругоподобных моделей летательных аппаратов на станках с ЧПУ, обеспечивающего высокую точность геометрического подобия внешней аэродинамической поверхности модели по отношению к натурному объекту (отклонение в пределах от 0,03 до 0,06 мм), а также высокую точность воспроизведения массово-инерционных и жесткостных характеристик.
Решение задачи и технический результат достигаются тем, что в способе изготовления упругоподобных моделей летательных аппаратов на станках с ЧПУ, основанном на изготовлении силового каркаса-лонжерона и формообразующей поверхности, выполняющей роль внешней аэродинамической поверхности, производят предварительный и поверочный расчеты математической модели лонжерона, по результатам которых изготавливают лонжерон из стали или алюминиевого сплава методом высокоскоростного фрезерования на станке с ЧПУ с учетом подобия массово-инерционных и жесткостных характеристик изготавливаемого силового каркаса-лонжерона силовому каркасу натурного агрегата летательного аппарата, при этом нижнюю формообразующую поверхность модели обрабатывают заодно с силовым каркасом-лонжероном на станке с ЧПУ, а для получения внешних обводов верхней формообразующей поверхности модели на предварительно изготовленный лонжерон наносят материал с низким модулем упругости методом напыления расплавленного вещества, окончательное формирование обводов верхней аэродинамической поверхности модели осуществляют в режиме высокоскоростного низкомоментного фрезерования на станке с ЧПУ по созданной полной математической модели.
На фигуре 1 изображена условная математическая модель лонжерона с разделением на зоны.
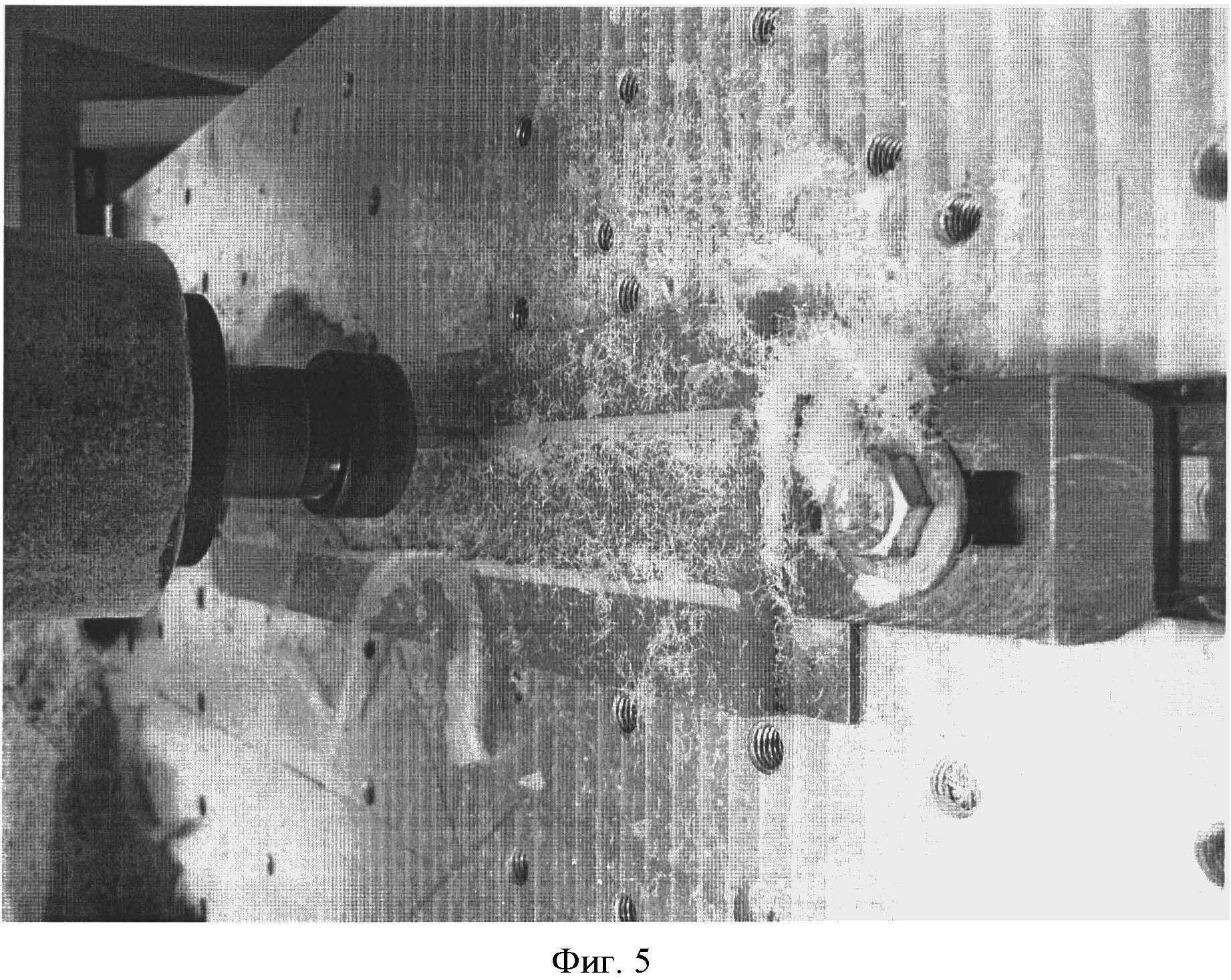
На фигуре 2 приведен упрощенный чертеж лонжерона с зонированием и вынесенными сечениями.
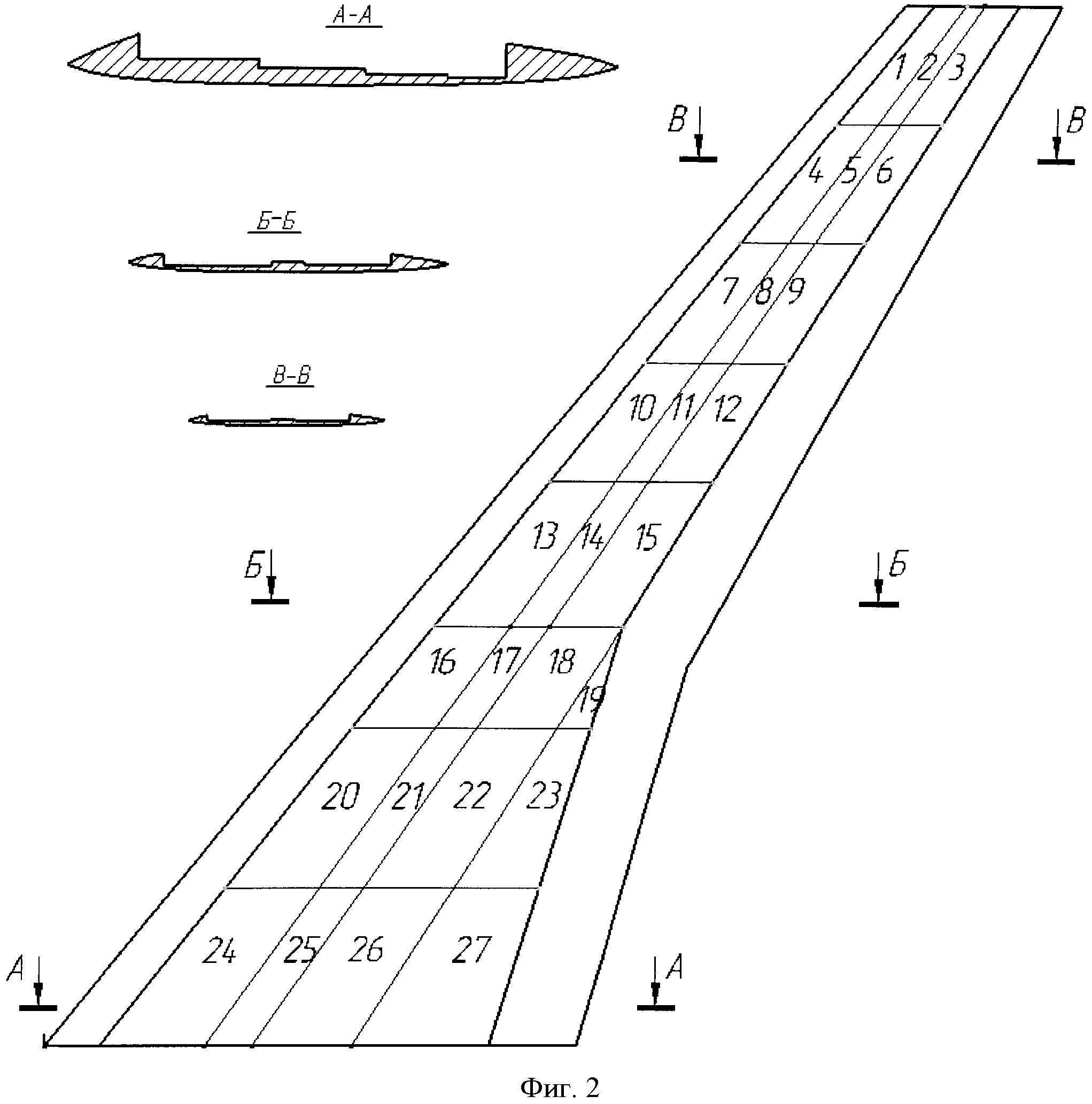
На фигуре 3 представлена полная математическая модель лонжерона.
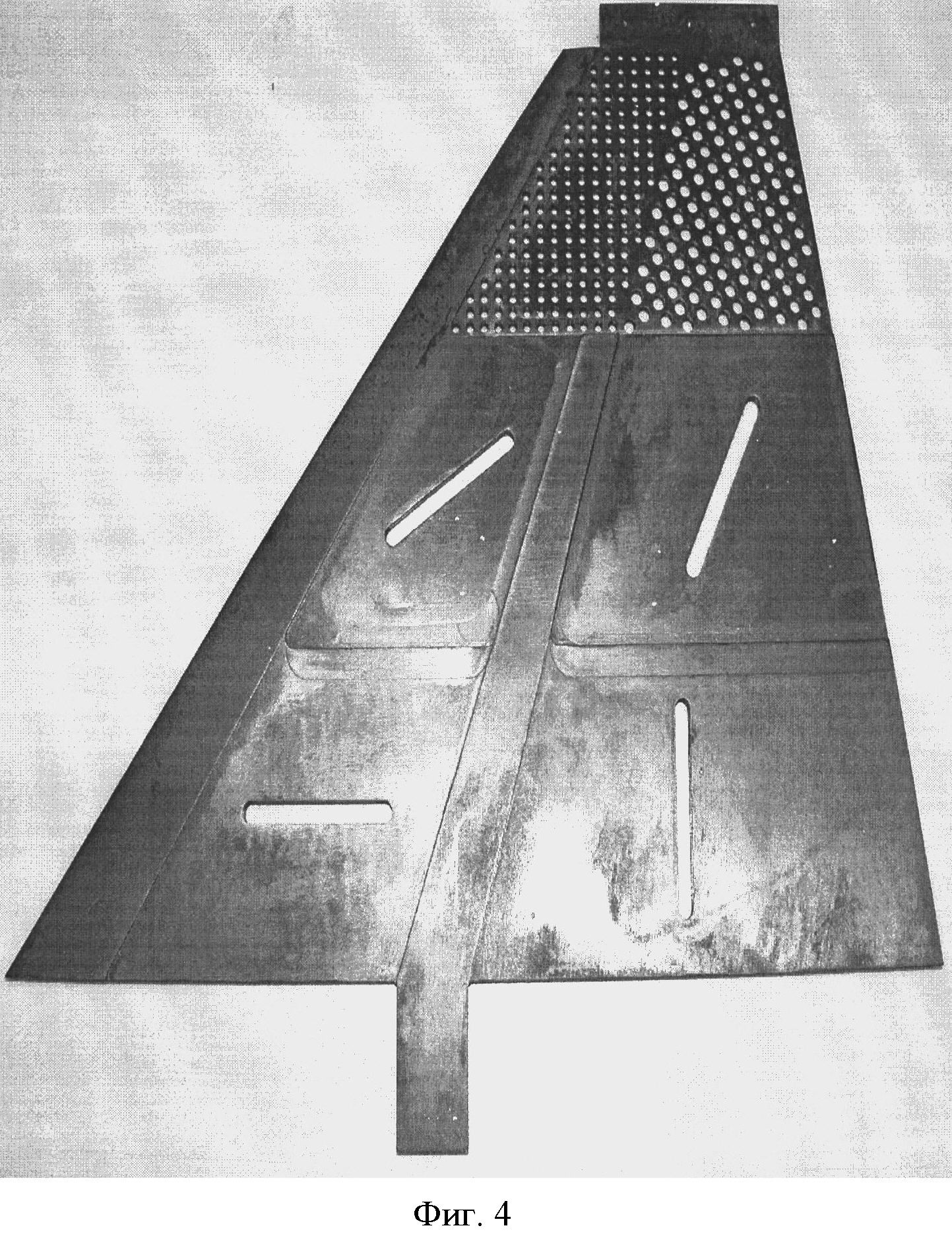
На фигуре 4 представлена фотография обработанного на станке с ЧПУ лонжерона перед напылением расплавленного полиуретана.
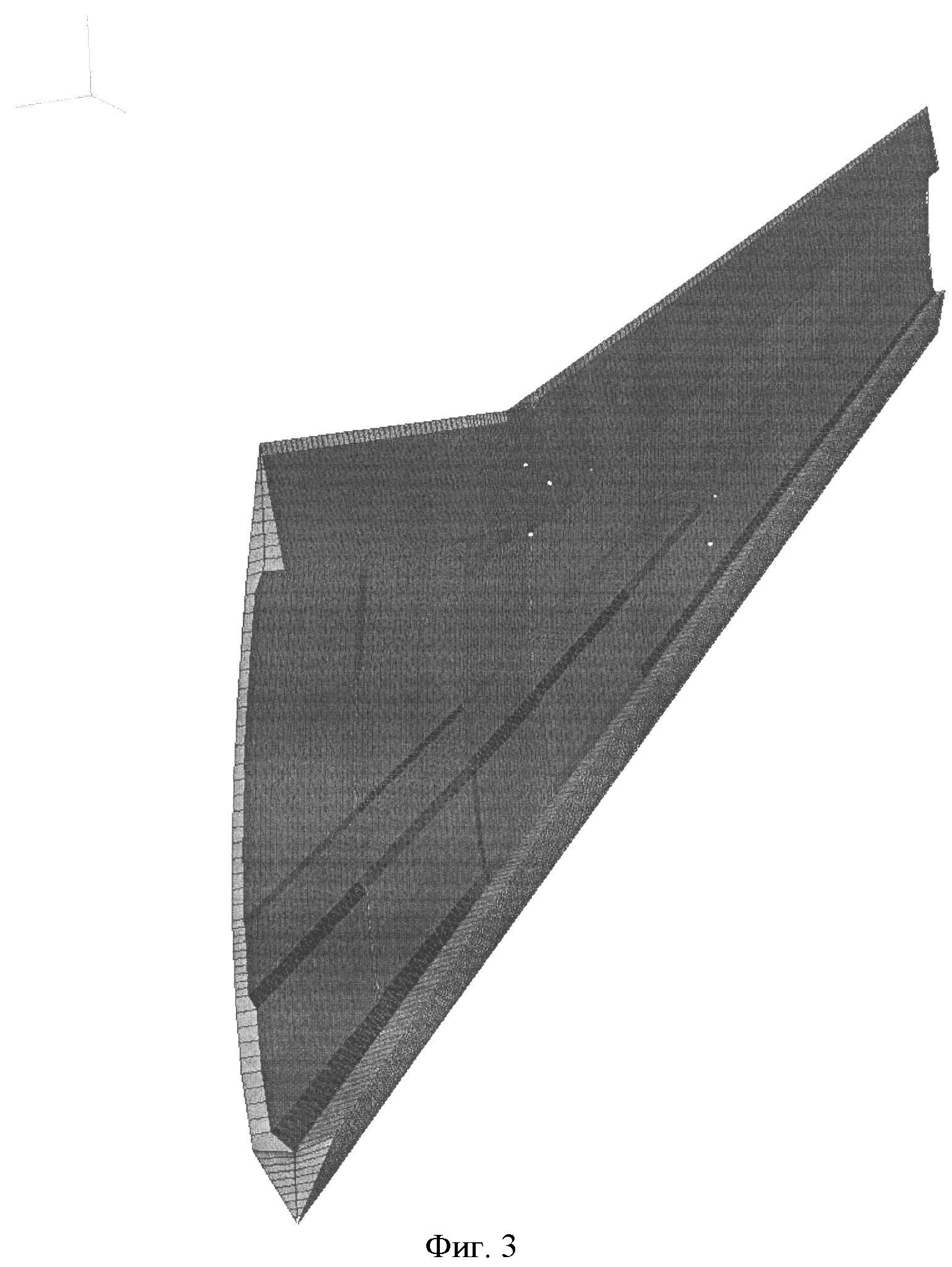
На фигуре 5 представлена фотография обработки упрощенной модели вертикального оперения в виде пластины с различной толщиной и напыленной полиуретановой обшивкой на станке с ЧПУ.
При создании математической модели лонжерона используют расчетный метод, при этом задачу разбивают на два этапа.
На первом этапе определяют положение зон лонжерона, толщины которых устанавливают в расчете, если расчетная относительная толщина лонжерона в сечении слишком мала для обработки на фрезерном станке (менее 1,5 мм), то увеличивают относительную толщину в сечении, а для сохранения подобия по жесткости производят перфорирование некоторого количества отверстий по определенному алгоритму,
На втором этапе на трехмерной модели выполняют уточнение параметров лонжерона (толщину и, если необходимо, перфорацию по зонам). Выбор параметров перфорации связан с определением коэффициентов концентрации напряжений и, следовательно, с анализом прочности лонжерона. Проводят проверку прочности конструкции, задавая усилия, превышающие усилия, действующие на конструкцию в условиях эксперимента в аэродинамических трубах.
На фигуре 1 изображена упрощенная модель лонжерона с разделением на зоны. Зоны определяют при первом предварительном расчете. В ходе второго оптимизационного расчета зоны со сходными жесткостными параметрами объединяют, уточняют относительные толщины в рассматриваемых сечениях для созданной математической модели лонжерона, на фигуре 2 приведен упрощенный чертеж лонжерона с зонированием и вынесенными сечениями. Кроме того, при оптимизационном расчете определяют необходимость увеличения относительной толщины лонжерона в сечении, в том случае, если расчетная толщина слишком мала (менее 1,5 мм), то ее увеличивают до необходимых значений и для сохранения подобия по жесткости вводят перфорирование некоторого количества отверстий. При необходимости перфорации строят промежуточную математическую модель лонжерона для уточнения количества отверстий и оптимизации их расположения на лонжероне. На фигуре 3 представлена полная математическая модель лонжерона, ориентированная на изготовление с использованием станков с ЧПУ, модель соответствует характеристикам, полученным после оптимизационных расчетов. При технологической подготовке изготовления лонжерона на станке с ЧПУ по математической модели (см. фиг.3) были разработаны необходимые управляющие программы для обработки на станке с ЧПУ, разработан чертеж заготовки лонжерона с технологическими платиками для крепления на столе станка. Лонжерон из стали или алюминиевого сплава по созданной в результате предварительного и поверочного расчетов математической модели изготавливают методом высокоскоростного фрезерования на станке с ЧПУ с учетом подобия массово-инерционных и жесткостных характеристик изготавливаемого силового каркаса-лонжерона силовому каркасу натурного агрегата летательного аппарата, при этом внешнюю нижнюю формообразующую поверхность обрабатывают заодно с лонжероном (силовым каркасом) на станке с ЧПУ. На фигуре 4 приведена фотография лонжерона после предварительной обработки на станке с ЧПУ. Для получения внешних обводов верхней формообразующей поверхности на лонжерон с несрезанными платиками напыляют расплавленный материал с низким уровнем упругости, например полиуретан, модуль упругости которого приблизительно в 100 раз меньше, чем у материала силовых элементов, а температура перехода в жидкое состояние 70°C, что обеспечивает хорошее соединение формообразующей поверхности с лонжероном.
Лонжерон с избыточно напыленным полиуретаном устанавливают на станок с ЧПУ и проводят окончательное формирование внешней верхней обводообразующей поверхности изделия в режиме высокоскоростного низкомоментного фрезерования фрезами малого (3-4 мм) диаметра, чтобы силы резания не оторвали обшивку от лонжерона, до необходимых внешних размеров. После фрезерования проводят контроль изготовленной детали на соответствие ее техническому заданию и обрезают платики. На фигуре 5 представлена фотография обработки упрощенной модели вертикального оперения в виде пластины с различной толщиной и напыленной полиуретановой обшивкой.
При поверочном прочностном расчете разрабатываемой упругоподобной модели нагрузки на конструкцию задавались с учетом коэффициента запаса по прочности 4,0, принимаемого для жестких моделей, испытываемых в аэродинамических трубах.
В ходе расчета модели вертикального оперения с заданной нагрузкой максимальное напряжение составило 43,6 кгс/мм2, что укладывается в допустимую величину 100 кгс/мм2, принимаемую для стали.
Таким образом, предложен новый способ изготовления упругоподобных моделей летательных аппаратов на станках с ЧПУ, обеспечивающий высокую точность геометрического подобия внешней аэродинамической поверхности модели по отношению к натурному объекту (отклонение в пределах от 0,03 до 0,06 мм), а также высокую точность воспроизведения массово-инерционных и жесткостных характеристик.
Способ изготовления упругоподобных моделей летательных аппаратов на станках с ЧПУ, основанный на изготовлении силового каркаса-лонжерона и формообразующей поверхности, выполняющей роль внешней аэродинамической поверхности, отличающийся тем, что производят предварительный и поверочный расчеты математической модели лонжерона, по результатам которых изготавливают лонжерон из стали или алюминиевого сплава методом высокоскоростного фрезерования на станке с ЧПУ с учетом подобия массово-инерционных и жесткостных характеристик изготавливаемого силового каркаса-лонжерона силовому каркасу натурного агрегата летательного аппарата, при этом нижнюю формообразующую поверхность модели обрабатывают заодно с силовым каркасом-лонжероном на станке с ЧПУ, а для получения внешних обводов верхней формообразующей поверхности модели на предварительно изготовленный лонжерон наносят материал с низким модулем упругости методом напыления расплавленного вещества, окончательное формирование обводов верхней аэродинамической поверхности модели осуществляют в режиме высокоскоростного низкомоментного фрезерования на станке с ЧПУ по созданной полной математической модели.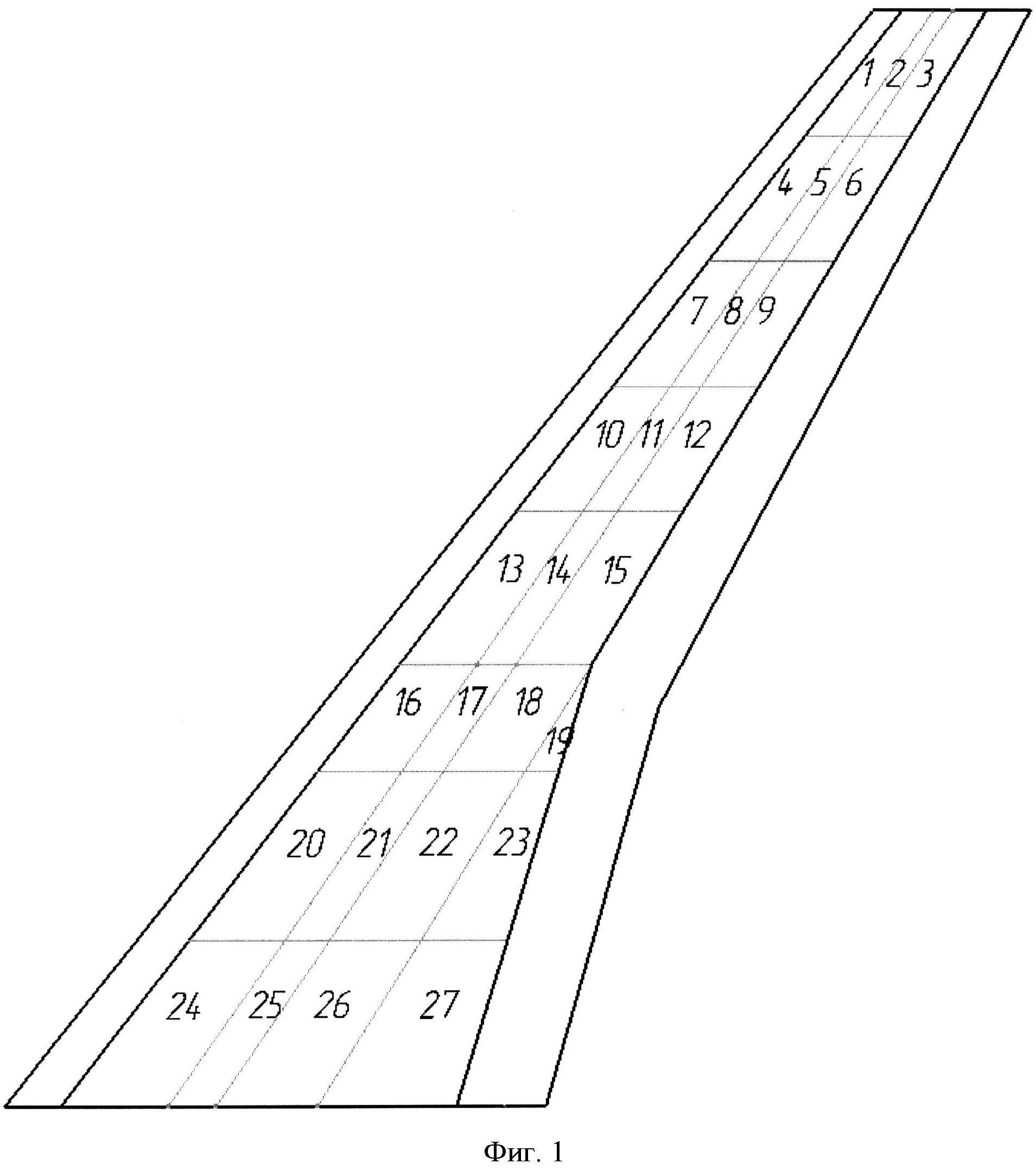
Способ нанесения прозрачного электропроводящего покрытия
Раствор для уплотнения анодно-окисного покрытия алюминиевых сплавов
Способ получения защитных покрытий на магниевых сплавах
Литейный сплав на основе алюминия
Сплав на основе алюминия
Способ адресной доставки остеопластических материалов, содержащих факторы роста и регенерации костной ткани, в область дефекта альвеолярной кости
Состав для барьерного покрытия
Термопластичный эластомерный материал
Конструкционный радиопоглощающий материал
Фиксатор положения лопастей
Способ измерения температуры режущей кромки лезвийного инструмента при высокоскоростном фрезеровании металла
Устройство для испытания панелей
Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с чпу
Способ ингибирования термополимеризации при переработке жидких продуктов пиролиза
Способ исследования макета ламинаризированной поверхности
Способ ремонта изделий из полимерных композиционных материалов

