Результат интеллектуальной деятельности: СПОСОБ ОБНАРУЖЕНИЯ ЗАГРЯЗНЕНИЯ ТИТАНОВЫХ СПЛАВОВ ДВУХФАЗНОГО ТИПА С АЛЬФА-ФАЗОЙ И БЕТА-ФАЗОЙ
Вид РИД
Изобретение
Настоящее изобретение относится к способу исследования титанового сплава двухфазного типа с альфа-фазой и бета-фазой.
Альфа-фаза представляет собой одну из фаз, присутствующих в большинстве титановых (Ti) сплавов, и соответствует компактной гексагональной кристаллической решетке атомов Ti.
Титановые сплавы, содержащие альфа-фазу, легко загрязняются другими химическими элементами, с которыми они приходят в контакт. Например, они загрязняются газами (такими как кислород, азот, водород, галогены). По причинам химической кинетики такое загрязнение обычно становится заметным, когда материал подвергают воздействию температуры, близкой к 500°С или выше. Такое загрязнение ведет к охрупчиванию титанового сплава от его открытой поверхности, что обусловливает ухудшение его механических характеристик.
Этим объясняется то, почему термические обработки, которым подвергают титановый сплав во время его изготовления, проводят в вакууме, то есть при достаточно малом воздействии газа для того, чтобы не загрязнять поверхность титанового сплава.
Несмотря на такие предосторожности, загрязнение поверхности сплава все же может происходить. Поэтому важно проверить присутствие или отсутствие загрязнения. В настоящее время используют несколько методов обнаружения загрязнения поверхности.
Первым методом обнаружения является химический анализ сплава. Такой химический анализ выполняют, как известно, с помощью микрозонда. Этот метод обременителен и не очень надежен, а также является качественным (он дает меру степени загрязненности).
Второй метод представляет собой механическое испытание. В качестве примера, известным образом используют сделанный из этого сплава образец с надрезом, который испытывают до разрушения в условиях испытания на растяжение. Этот метод является обременительным, ненадежным и качественным. Альтернативно, можно известным образом использовать тонкий лист из этого сплава, который сгибают до появления трещин. Этот метод является только качественным.
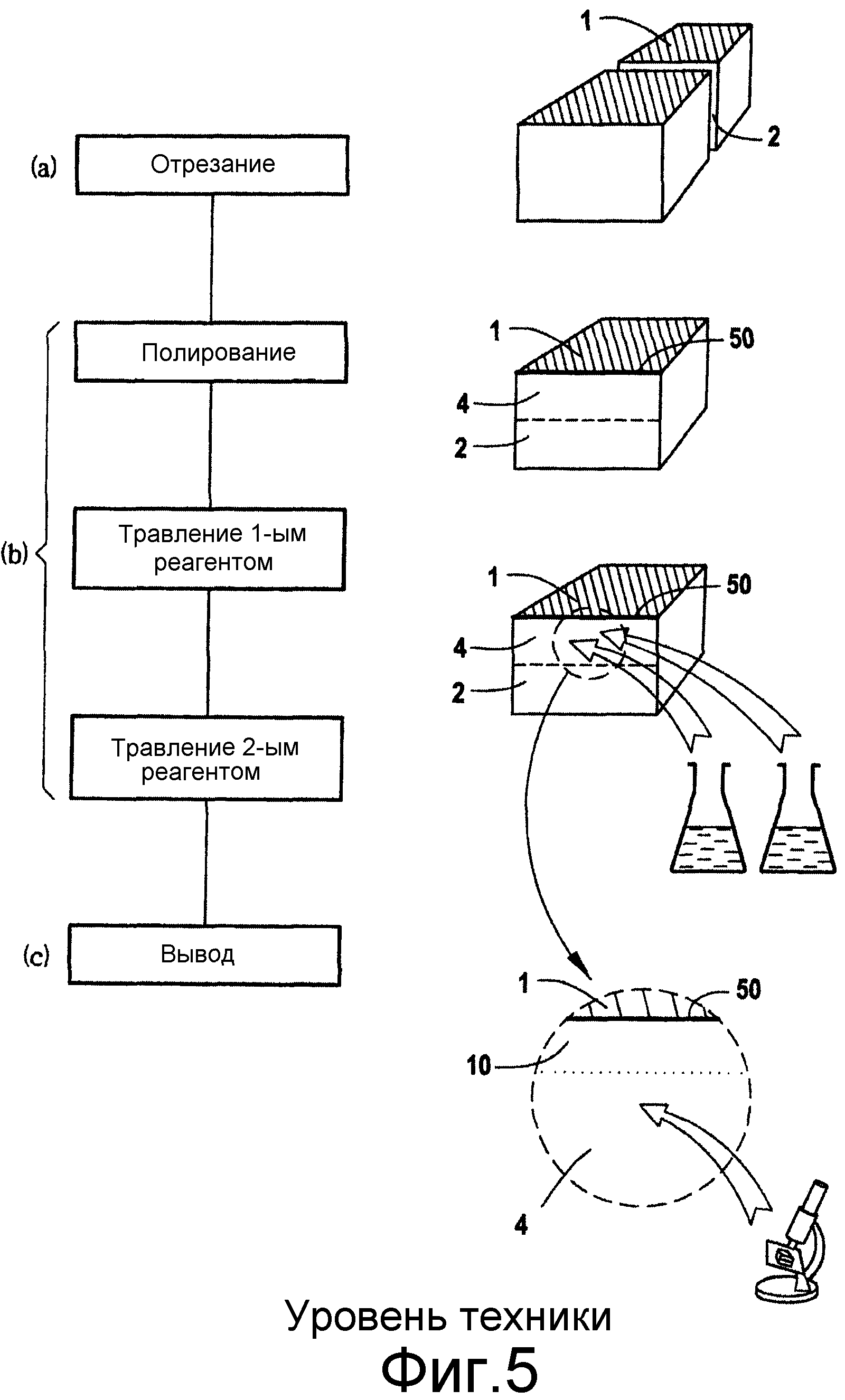
Третий метод представляет собой исследование микроструктуры титанового сплава. Этапы этого известного метода схематически показаны на фигуре 5. Отрезают образец от детали из этого сплава (этап (а)) таким образом, чтобы поверхность 2 среза проходила до наружной поверхности 1 детали. Затем проводят полирование области 4 упомянутой поверхности 2 среза, причем упомянутая область 4 находится вблизи кромки 50 упомянутого образца, причем кромка 50 является общей с наружной поверхностью 1 детали, и на упомянутую область 4 последовательно наносят первый химический реагент, а затем второй химический реагент (этап (b)). Эти химические травления упомянутыми реагентами служат для выявления микроструктуры сплава. Затем кромку образца обследуют в оптическом микроскопе, чтобы выявить присутствие или отсутствие в нем белого краевого поля 10 (этап (с)).
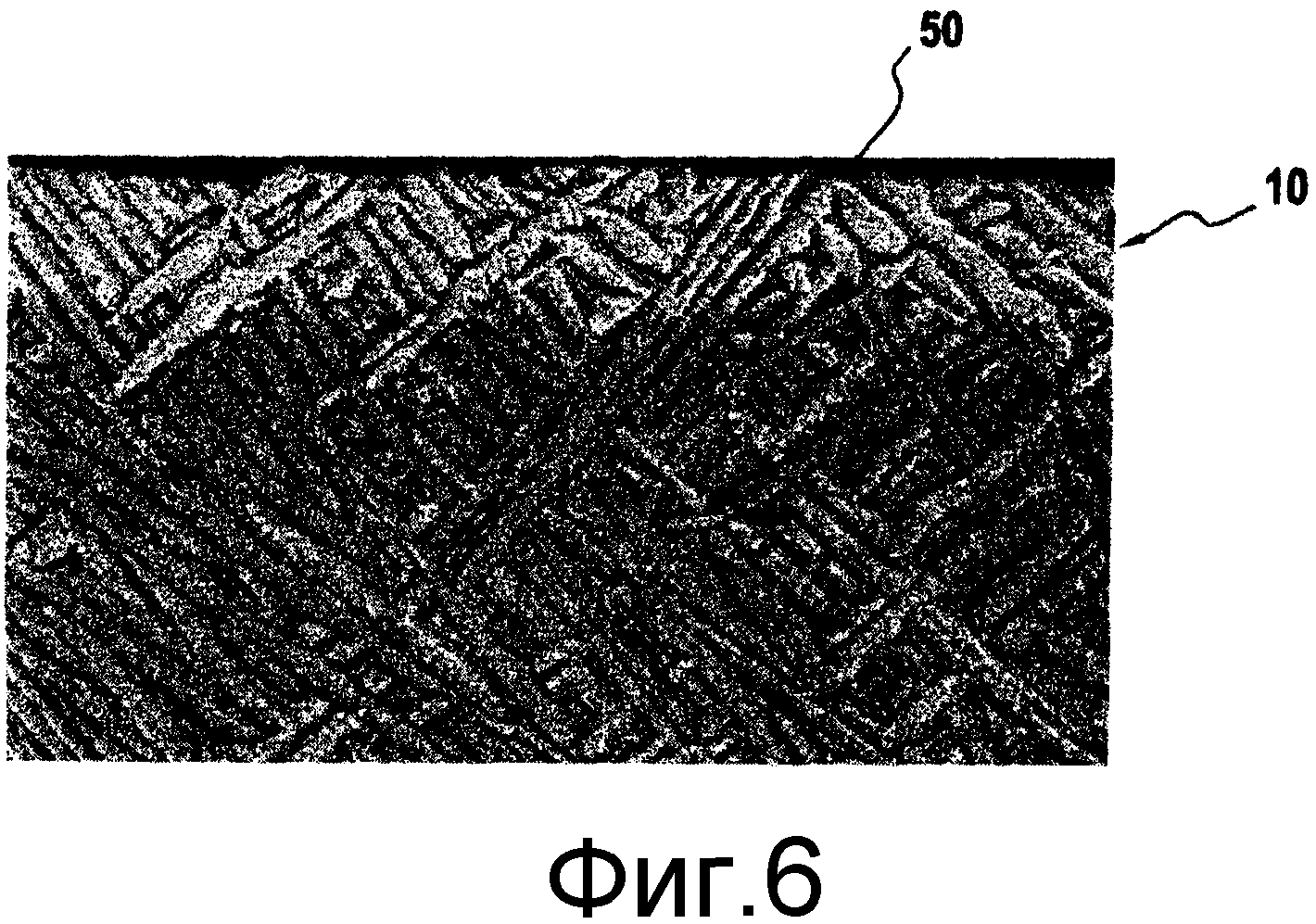
Фигура 6 представляет собой полученную с помощью оптического микроскопа при 500-кратном увеличении микрофотографию поверхности среза детали из титанового сплава TA6Zr4DE, загрязненного кислородом. Можно видеть присутствие белого краевого поля 10 вдоль кромки 50 образца. Известно, что такое белое краевое поле 10 является показателем загрязнения сплава газами от его поверхности. Глубина загрязнения определяется шириной этого белого краевого поля 10.
Тем не менее, этот метод металлографического исследования иногда оказывается относительно неточным. Фактически, обнаружение загрязнения, основывающееся исключительно на визуальной оценке контраста между белым краевым полем и смежными более серыми участками, и меняющийся размер зерен препятствуют точному измерению толщины белого краевого поля, так что этот метод не всегда обеспечивает возможность точного выяснения степени загрязнения.
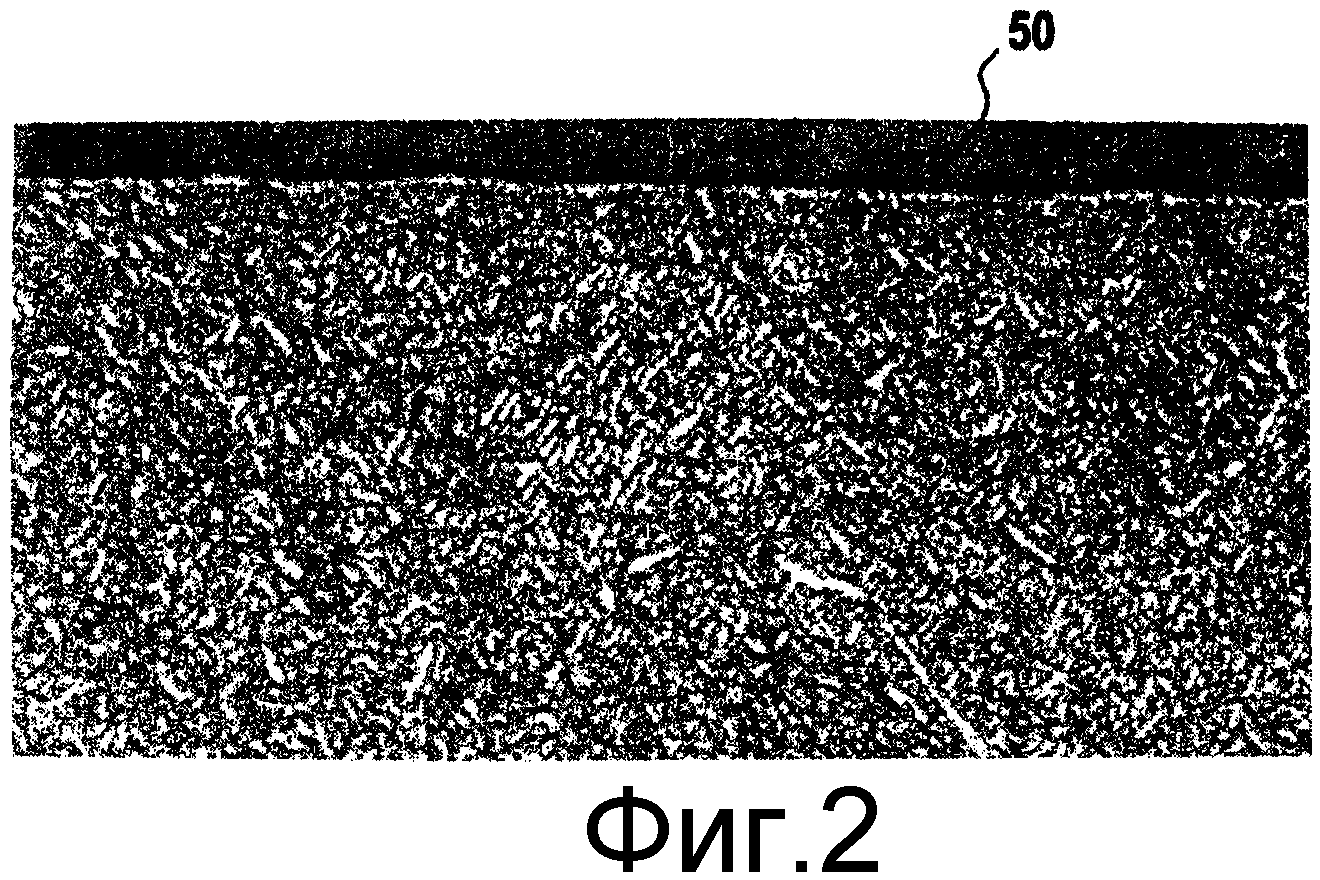
Кроме того, этот метод неприменим к определенным титановым сплавам, таким как TA5CD4. Так, на фигуре 2, которая представляет собой полученную с помощью оптического микроскопа микрофотографию поверхности среза титанового сплава TA5CD4, загрязненного кислородом, не наблюдается никакого белого краевого поля вдоль кромки 50 образца.
Настоящее изобретение стремится устранить эти недостатки.
Изобретение нацелено на то, чтобы предложить способ, который позволяет определить, был ли титановый сплав загрязнен посторонними газообразными химическими элементами, который применим ко всем титановым сплавам двухфазного типа с альфа-фазой и бета-фазой и который позволяет с большей точностью измерять это загрязнение.
Эта цель достигается за счет того, что способ включает следующие этапы:
(а) отрезают образец от детали из упомянутого сплава;
(b) подготавливают область поверхности среза образца, находящуюся вблизи кромки этого образца, причем кромка является общей с наружной поверхностью детали, таким образом, чтобы позволить обследовать упомянутую область;
(с) обследуют альфа-фазу упомянутой области при более чем 5000-кратном увеличении;
(d) решают, присутствует ли или отсутствует зернистость в альфа-фазе первой зоны, смежной с кромкой образца;
(е) делают вывод о существовании загрязнения сплава газом, если установлено отсутствие зернистости в альфа-фазе упомянутой смежной зоны, тогда как зернистость присутствует в альфа-фазе вне упомянутой смежной зоны.
С помощью этих действий можно надежно определить, был ли титановый сплав двухфазного типа с альфа-фазой и бета-фазой загрязнен посторонними газообразными химическими элементами, причем независимо от титанового сплава. Кроме того, большее увеличение, при котором выполняют обследование, позволяет провести точное измерение такого загрязнения, поскольку тем самым хорошо определяется граница между зоной без зернистости и зоной с зернистостью.
Преимущественно, приготовление области образца титанового сплава включает полирование упомянутой области, а затем химическое травление упомянутой области единственным реагентом.
Тем самым больше нет необходимости применять два реагента, чтобы подготовить поверхность образца титанового сплава. Поэтому исследование образца является более простым и более надежным.
Изобретение может быть более понятным, а его преимущества лучше проявятся по прочтении нижеследующего подробного описания варианта реализации, приведенного в качестве неограничивающего примера. Описание приводится с привлечением сопроводительных чертежей, на которых:
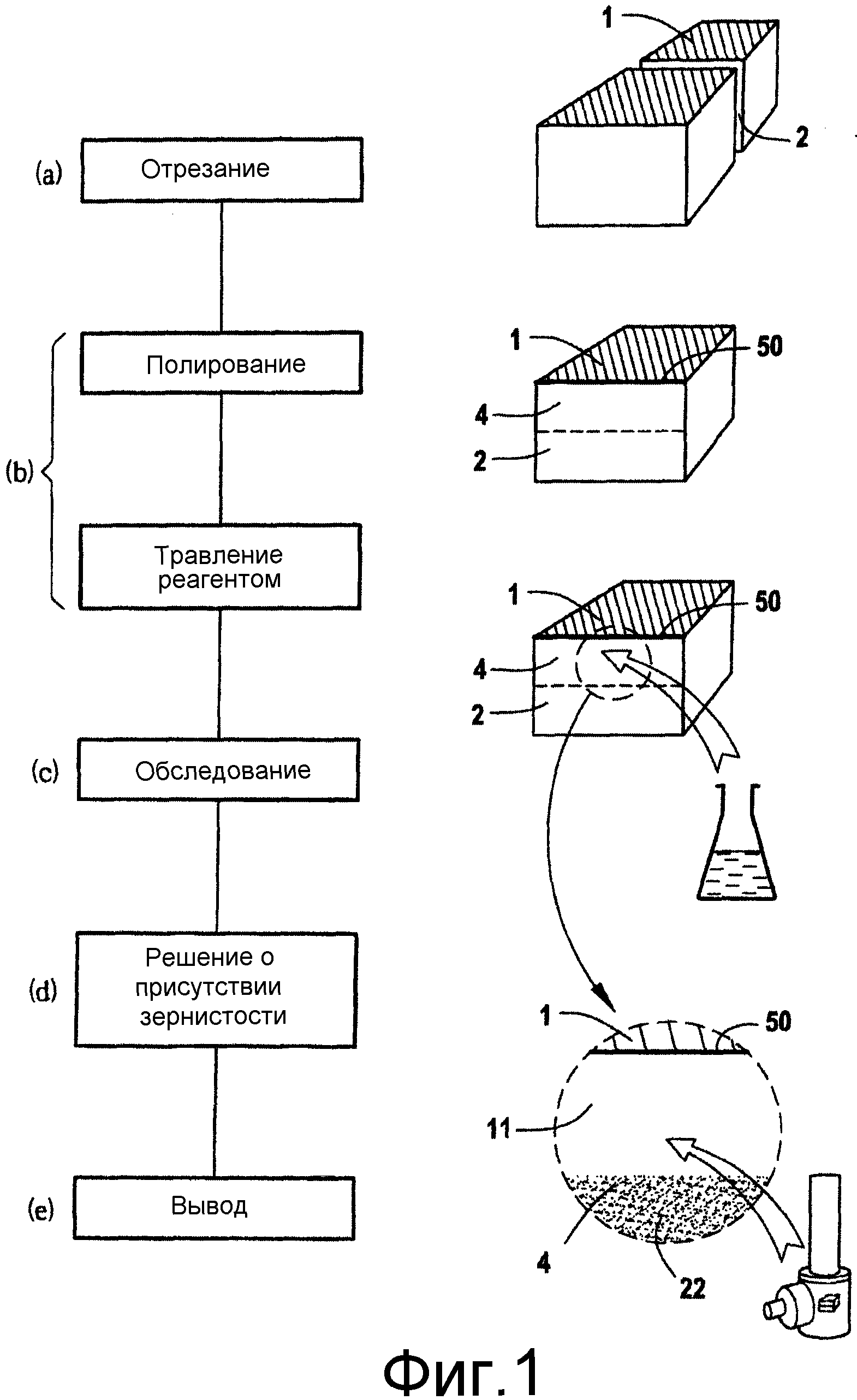
- фигура 1 является схематическим представлением этапов способа согласно изобретению;
- фигура 2 представляет собой полученную с помощью оптического микроскопа микрофотографию поверхности среза титанового сплава TA5CD4, загрязненного кислородом;
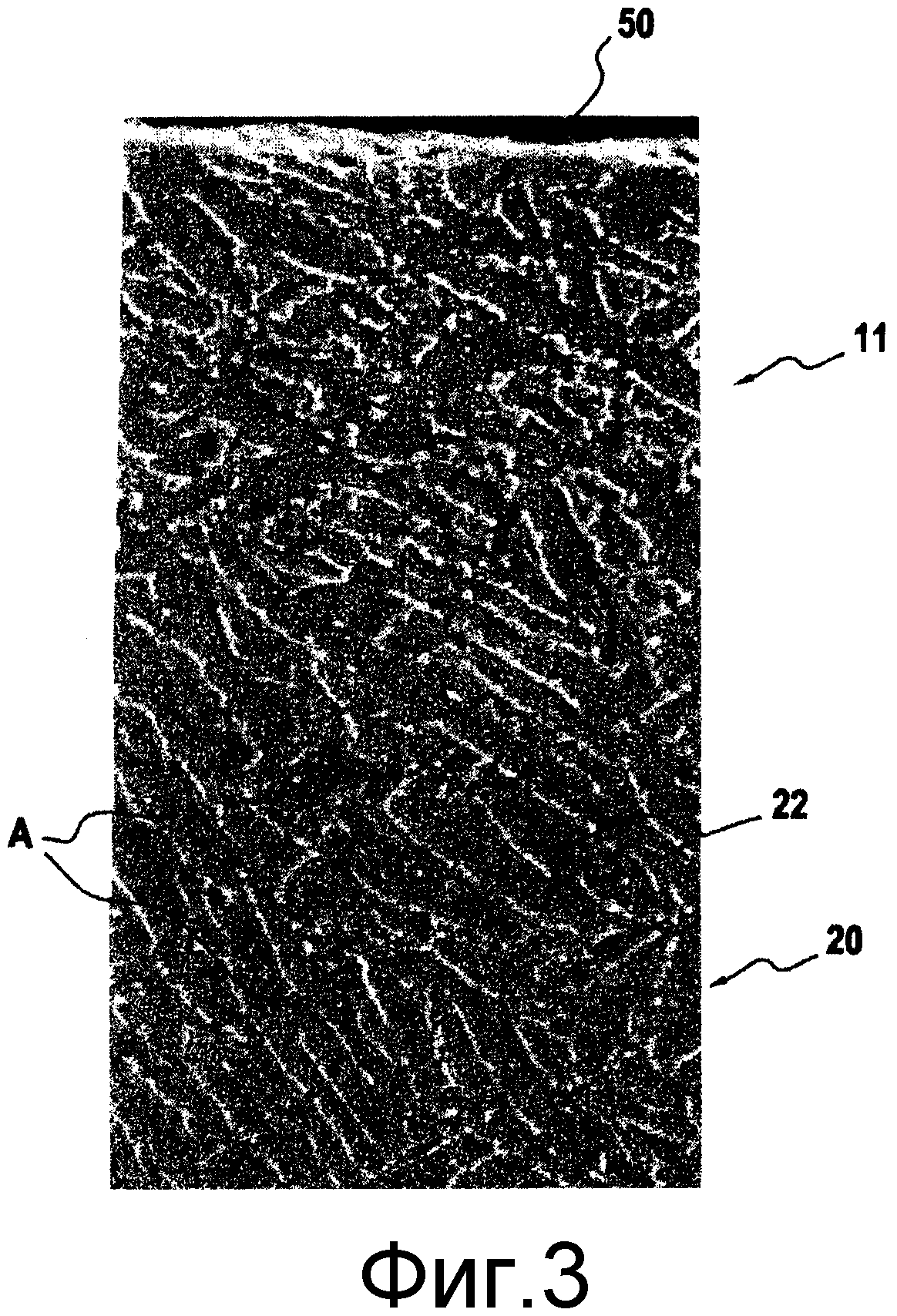
- фигура 3 представляет собой полученную с помощью сканирующего электронного микроскопа микрофотографию поверхности среза титанового сплава TA5CD4 по фигуре 2 при большем увеличении;
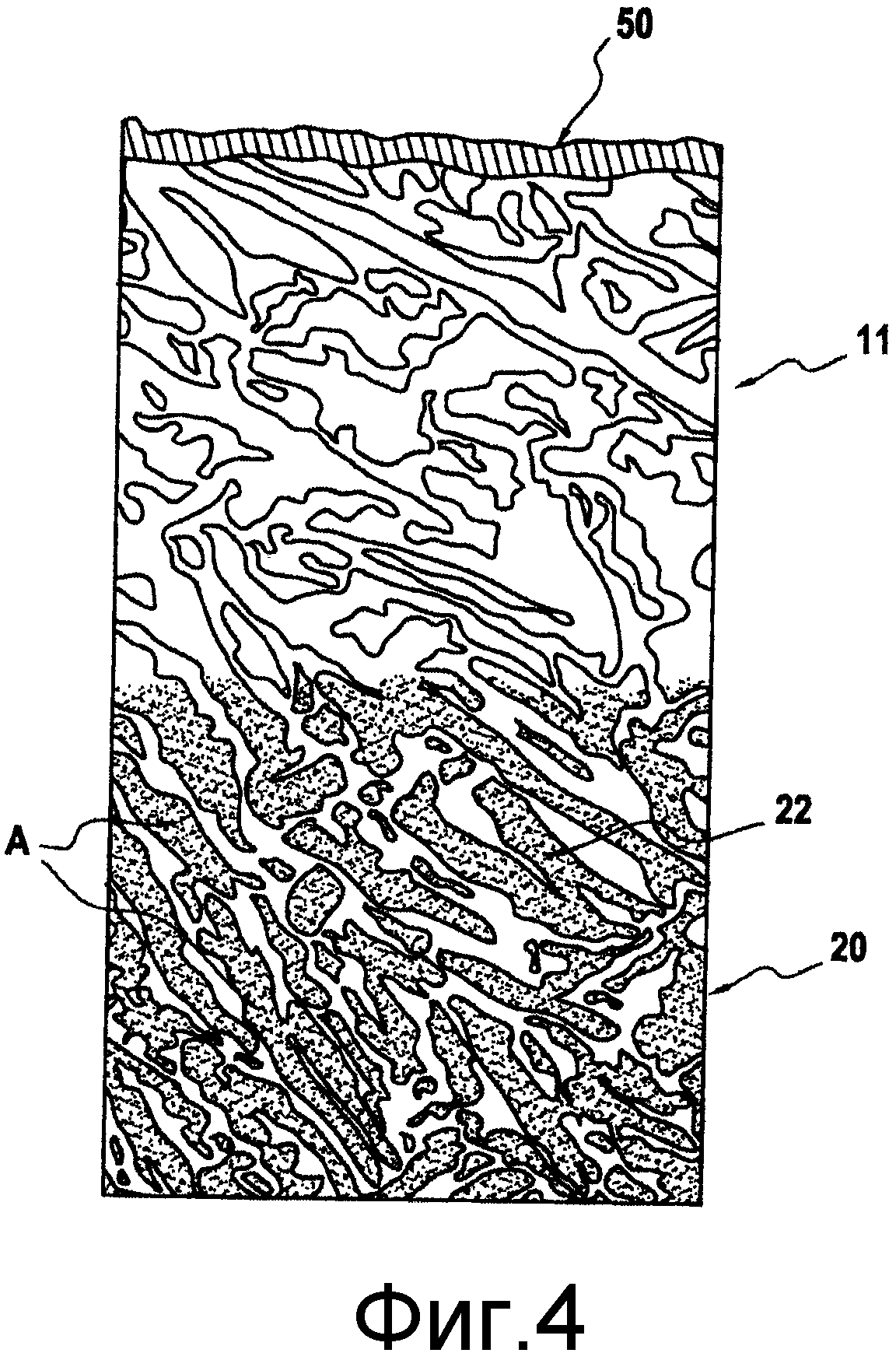
- фигура 4 является схематическим представлением микроструктуры, показанной на фигуре 3;
- фигура 5 является схематическим представлением этапов способа исследования микроструктуры титанового сплава согласно уровню техники;
- фигура 6 представляет собой полученную с помощью оптического микроскопа микрофотографию поверхности среза титанового сплава TA6Zr4DE, загрязненного кислородом, с 500-кратным увеличением;
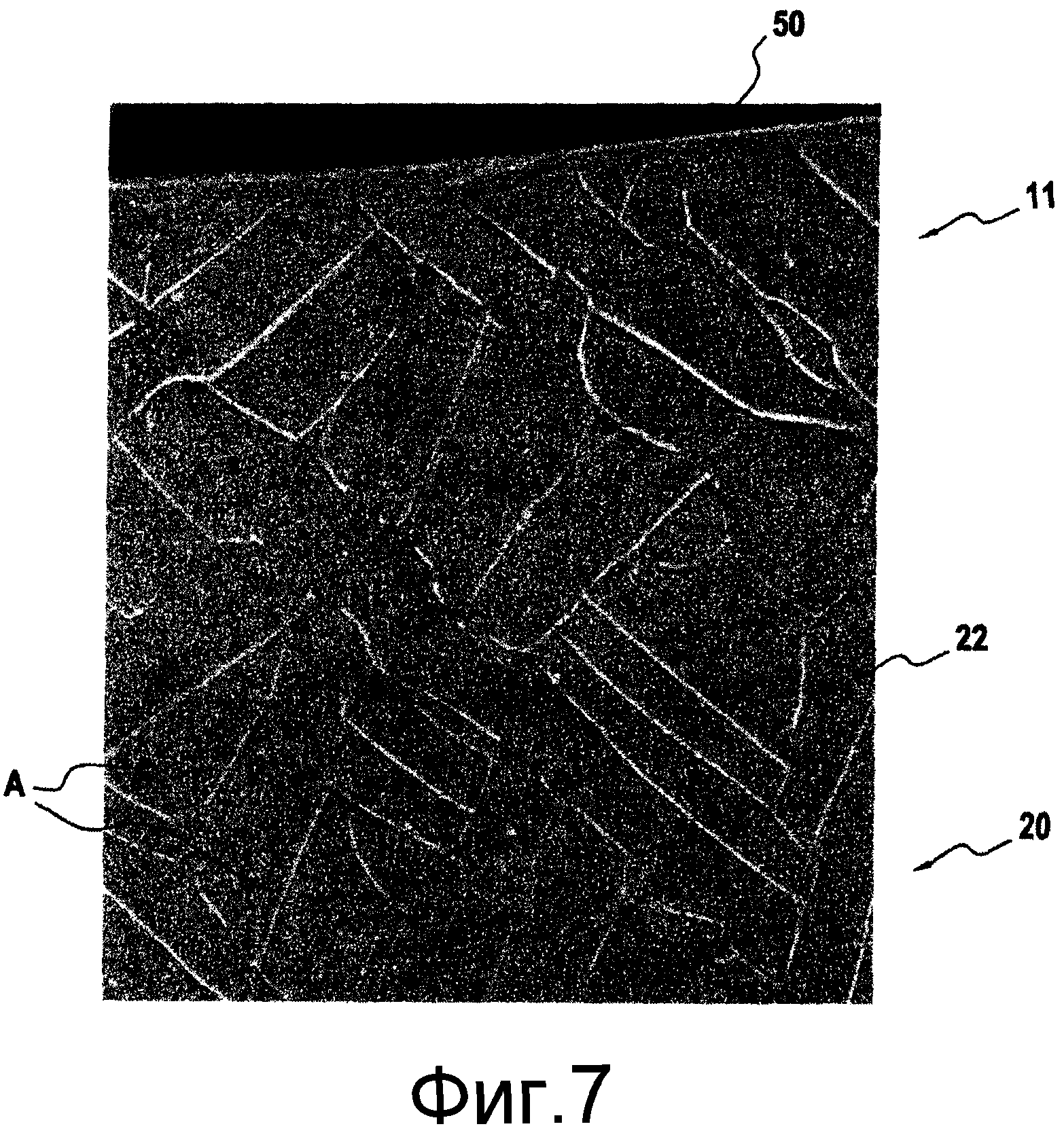
- фигура 7 представляет собой полученную с помощью сканирующего электронного микроскопа микрофотографию поверхности среза титанового сплава TA6Zr4DE по фигуре 6 при большем увеличении; и
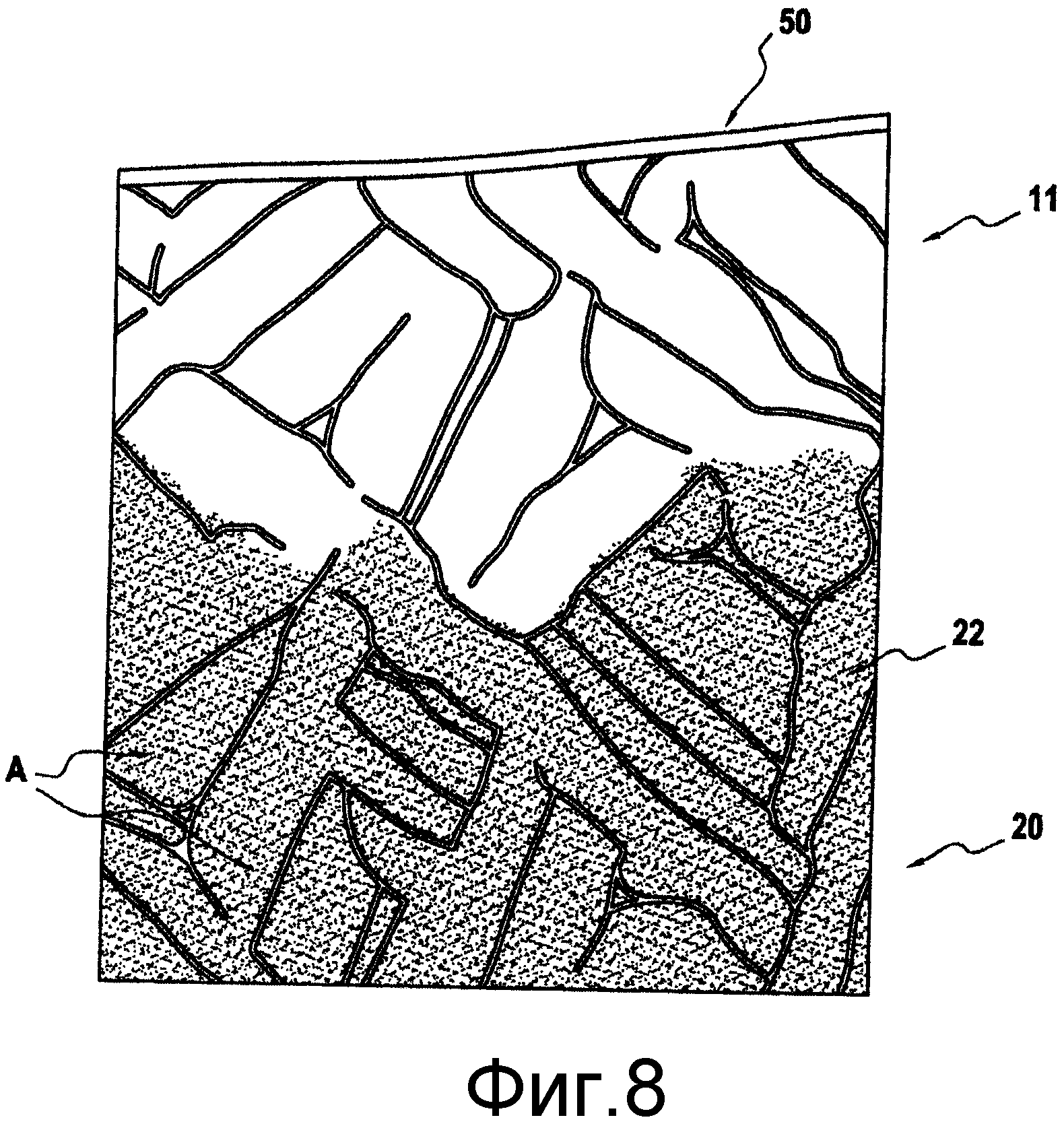
- фигура 8 является схематическим представлением микроструктуры, показанной на фигуре 7.
До сих пор, когда обследовали деталь из титанового сплава двухфазного типа с альфа-фазой и бета-фазой, если нельзя было различить белое краевое поле вдоль кромки образца, общей с поверхностью упомянутой детали, то делали вывод, что эта деталь не была загрязнена. Таким образом, если механические характеристики этой детали оказывались неудовлетворительными, то приходили к выводу, что эти плохие характеристики были результатом, например, производственного дефекта, плохого состояния поверхности, наклепа, плохих условий эксплуатации. Фактически, объяснением плохих механических характеристик могло бы быть любое из этих обстоятельств.
Авторы изобретения собрали большое число образцов разнообразных титановых сплавов двухфазного типа с альфа-фазой и бета-фазой и подумали, неочевидным образом, обследовать эти образцы при увеличении гораздо большем, чем обычное, примерно 500-кратное увеличение, которое является достаточным для обследования белых краевых полей в сплавах, загрязненных на поверхности газообразными элементами. Так, с увеличением, большим или равным 5000-кратному, авторы изобретения неожиданно обнаружили, что определенные зоны альфа-фазы не обладают зернистостью, тогда как другие зоны альфа-фазы обладают ею.
Фигура 1 является схематическим представлением этапов способа согласно изобретению, которые обеспечивают возможность обследования зернистости.
Сначала отрезают образец от детали из титанового сплава двухфазного типа с альфа-фазой и бета-фазой (этап (а)) таким образом, чтобы поверхность 2 среза проходила до наружной поверхности 1 детали.
После этого подготавливают область 4 поверхности 2 среза, причем упомянутая область 4 находится вблизи кромки 50 образца (этап (b)), причем эта кромка 50 является общей с наружной поверхностью 1 детали. Цель этого приготовления состоит в обеспечении возможности обследования данной области 4.
Например, это приготовление включает полирование упомянутой области 4, а затем химическое травление упомянутой области 4 единственным реагентом. Фактически, в отличие от способа согласно уровню техники, в котором необходимо применять два реагента последовательно и с различной продолжительностью, в способе согласно изобретению можно использовать один единственный реагент. Результатом этого является упрощение способа и снижение опасности плохого приготовления.
Например, полирование представляет собой полирование до зеркального блеска.
Например, реагент представляет собой водный раствор фтористоводородной кислоты HF с концентрацией 0,5%. Этот реагент наносят на поверхность образца на период времени, составляющий между 15 секундами и 30 секундами.
Альтернативно, можно использовать более чем один реагент.
После этого обследуют альфа-фазу области при увеличении, по меньшей мере равном 5000-кратному (этап (с)).
Эти обследования выполняют с помощью сканирующего электронного микроскопа (СЭМ).
Альтернативно, эти обследования могут быть проведены с помощью другого микроскопа, который способен обеспечивать более чем 5000-кратное увеличение. Тем не менее, эти обследования не могут быть выполнены с помощью современного оптического микроскопа, поскольку его максимальное увеличение составляет около одной тысячи раз.
В качестве примера, используемое увеличение является более чем 10000-кратным.
Затем решают, присутствует ли или отсутствует зернистость в альфа-фазе зоны 11, смежной с кромкой образца (этап (d)).
После этого делают вывод о существовании загрязнения сплава газом, если установлено отсутствие зернистости в альфа-фазе упомянутой смежной зоны 11, в то время как зернистость (зерна) 22 присутствует(ют) в альфа-фазе вне упомянутой смежной зоны 11 (этап (е)).
Таким образом, как показано на фигуре 7, которая представляет собой СЭМ-микрофотографию с 5000-кратным увеличением поверхности среза образца загрязненного кислородом титанового сплава TA6Zr4DE, микрофотография которого в оптическом микроскопе также показана на фигуре 6, установлено, что в первой зоне 11, смежной с кромкой 50 образца, альфа-фаза А не включает зернистости, тогда как во второй зоне 20, более удаленной от кромки 50, зернистость 22 действительно присутствует внутри альфа-фазы А.
Таким образом, авторы изобретения наблюдали отсутствие зернистости в первой смежной зоне 11, которая соответствует белому краевому полю 10, наблюдаемому на фигуре 6.
Фигура 8 схематически иллюстрирует структуру, наблюдаемую на фигуре 7.
Чтобы подтвердить гипотезу, согласно которой отсутствие зернистости 22 в альфа-фазе смежной с кромкой образца зоны 11 согласуется с загрязнением (упомянутой смежной зоны 11) упомянутого образца газом, авторы изобретения обследовали кромки незагрязненных титановых сплавов TA6Zr4DE, которые были подвергнуты модифицированию поверхности (например, наклепу, полированию). Авторы изобретения установили присутствие зернистости 22 в альфа-фазе зоны 11, смежной с кромкой 50 детали одного из этих сплавов, тем самым подтвердив вышеуказанную гипотезу.
Преимущественно, способ согласно изобретению позволяет определить, был ли или не был титановый сплав TA5CD4 загрязнен с поверхности, тогда как эта информация является недоступной при способе обследования согласно уровню техники. Так, фигура 3 представляет собой СЭМ-микрофотографию при 5000-кратном увеличении поверхности среза титанового сплава TA5CD4, микрофотография которого в оптическом микроскопе также показана на фигуре 2. Установлено, что в первой зоне 11, смежной с кромкой 50 образца, альфа-фаза А не имеет зернистости, тогда как во второй зоне 20, более удаленной от кромки 50 (то есть зоне вне смежной зоны 11), зернистость 22 присутствует внутри альфа-фазы А.
Фигура 4 схематически иллюстрирует структуру, наблюдаемую на фигуре 3.
Способ литья под давлением детали из композитного материала
Способ и устройство для мониторинга системы приведения в действие на основе сервоклапанов
Лопаточное колесо турбомашины
Контроль фильтра системы подачи топлива авиационного двигателя
Устройство для крепления лопатки турбомашины при механической обработке
Устройство для соединения двух валов, вал вращения и турбомашина
Способ просверливания стенки камеры сгорания
Колесо с лопатками турбодвигателя и способ балансировки колеса
Способ оптимизации профиля лопатки из композиционного материала для подвижного колеса турбомашины и лопатка, имеющая компенсируемый выступ
Способ выполнения теплового барьера в многослойной системе защиты металлической детали и деталь, снабженная такой защитной системой
Облопаченный элемент для турбомашины и турбомашина
Способ литья под давлением детали из композитного материала
Способ и устройство для мониторинга системы приведения в действие на основе сервоклапанов
Лопаточное колесо турбомашины
Контроль фильтра системы подачи топлива авиационного двигателя
Устройство для крепления лопатки турбомашины при механической обработке
Устройство для соединения двух валов, вал вращения и турбомашина
Способ просверливания стенки камеры сгорания
Колесо с лопатками турбодвигателя и способ балансировки колеса
Способ оптимизации профиля лопатки из композиционного материала для подвижного колеса турбомашины и лопатка, имеющая компенсируемый выступ

