Результат интеллектуальной деятельности: СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ МАТЕРИАЛА С ЭФФЕКТОМ ПОЛОГО КАТОДА ПРИ ИОННОМ АЗОТИРОВАНИИ
Вид РИД
Изобретение
Изобретение относится к области химико-термической обработки и может быть использовано в машиностроении и других областях промышленности, для поверхностного упрочнения материалов.
Известен способ (патент РФ №2127330, кл. C23C 8/26, 10.03.99) термической обработки для образования высокопрочного аустенитного поверхностного слоя в нержавеющих сталях, включающий азотирование в содержащей азот газовой атмосфере при 1000-1200°C и последующее охлаждение со скоростью, позволяющей избежать выделения нитрида.
Недостатком аналога является:
- сложность оборудования и технологии, а также необходимость проектирования специального оборудования,
- отсутствие возможности создания неоднородной структуры.
Известен способ (патент РФ №2362831, кл. C23C 8/38, 27.07.2009) азотирования стальных изделий, включающий помещение изделия в емкость, заполненную азотсодержащей средой, подачу на изделие, являющееся катодом, и анод постоянного напряжения для создания между изделием и анодом электрического поля и осуществление процесса насыщения поверхности изделия азотом. В качестве анода и азотсодержащей среды используют раствор электролита из следующего ряда веществ: раствор нашатыря, раствор аммиака, а перед процессом насыщения поверхности изделия азотом осуществляют плавное изменение напряжения в интервале 15-150 В, насыщение проводят при повышении напряжения в интервале 150-315 В, при этом азотирование проводят при атмосферном давлении.
Недостатком аналога является отсутствие возможности создания неоднородной структуры.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ создания неоднородной структуры материала при азотировании в тлеющем разряде (патент РФ №2409699, кл. C23C 8/36, C23C 8/24, 20.01.2011), включающий катодное распыление, вакуумный нагрев изделий в плазме тлеющего разряда повышенной плотности, состоящей из смеси азотсодержащего и инертного газов, формируемой между деталью и экраном. С помощью экрана с ячейками формируют неоднородную плазму тлеющего разряда и создают дифференцированную структуру в материале путем получения в нем разнородных структур, при этом переходный участок между участками с различной структурой имеет микронеоднородную структуру с постепенным изменением от одного вида в другой.
Недостатком ближайшего аналога является:
- сложность конструкции, по сравнению с предлагаемым;
- сложность отладки технологического процесса;
- сложность создания и контроля неоднородной плазмы;
- отсутствие возможности сохранения на поверхности сплошной матрицы микротвердости исходного материала.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение прочностных и трибологических характеристик материала.
Технический результат - повышение контактной долговечности и износостойкости упрочненного слоя за счет локальной обработки и создания макронеоднородной структуры материала.
Задача решается, а технический результат достигается тем, что в способе азотирования стальной детали в плазме тлеющего разряда, включающем катодное распыление, вакуумный нагрев детали в плазме тлеющего разряда, состоящей из смеси азотсодержащего и инертного газов, с формированием участков с разнородной структурой стали, при этом переходный участок между участками с разнородной структурой имеет микронеоднородную структуру с постепенным изменением одного вида в другой, согласно изобретению разнородную структуру формируют в виде макронеоднородной структуры стали посредством перфорированного экрана, выполненного с отверстиями диаметром d, который определяют по выражению d>4·l, где l - толщина катодного слоя, и плотно прилегающего к обрабатываемой детали, и экрана для создания эффекта полого катода, плотно прилегающего к перфорированному экрану, с возможностью получения на поверхности участков, азотированных в тлеющем разряде с эффектом полого катода, чередующихся с неазотированными участками.
Дифференцированная обработка, сочетающая общие (объемные) и локальные (местные) воздействия на материал, позволяет получить регулярную неоднородную структуру как на поверхности, так и в объеме сплавов. В ряде случаев исходное горячекатаное или литое состояние можно рассматривать как результат общей обработки, обеспечивающей требуемые свойства исходному материалу. Дифференцированная структура создается в мономатериале путем получения в нем разнородных структур. Между участками с различной структурой существует переходный участок с микронеоднородной структурой, в которой структура постепенно изменяется от одного вида в другой, что обеспечивает хорошую совместимость между участками с различными свойствами. Тем самым возможно получение участков с чередованием прочностных и пластических свойств как на поверхности, так и в объеме материала, то есть макронеоднородных структур [Л.С.Малинов, В.Л.Малинов. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки. - Мариуполь: ПГТУ, 2009, С.230-231]. Присутствие участков повышенной пластичности подавляет развитие микротрещин, возникших при нагружении в участках высокой твердости, и повышает конструктивную прочность [Лазерная обработка железомарганцовистых сталей / Л.С.Малинов, Е.Я.Харланова, С.В.Данно и др. // Физика и химия обработки материалов. - 1987. - №2. - С.47-49]. Участки высокой твердости способствуют повышению износостойкости. Таким образом, наличие на поверхности материала макронеоднородных структур позволяет сочетать высокие физико-механические и триботехнические свойства поверхностного слоя деталей машин.
Для создания эффекта полого катода на перфорированный экран прилегает экран в виде сетки (экран для создания эффекта полого катода). Расстояние между экраном для создания эффекта полого катода и поверхностью детали около 5 мм. Обрабатываемая деталь с перфорированным экраном и экран для создания эффекта полого катода находятся под отрицательным потенциалом и образуют полость, в которой формируется плазма с повышенной концентрацией заряженных частиц. В условиях проявления эффекта полого катода скорость насыщения поверхности ионами азота существенно выше, несмотря на более низкое напряжение горения разряда [Будилов В.В., Рамазанов К.Н. Технология ионного азотирования деталей ГТД в тлеющем разряде с полым катодом // Вестник УГАТУ. 2008. №1(26). С.82-86].
Суммарная упрочненная зона может достигать от 25% до 60% [Андрияхин В.М., Васильев В.А., Седунов В.К., Чеканова Н.Т. Влияние схемы упрочнения гильз цилиндров лазерным излучением на износостойкость. Металловедение и термическая обработка металлов, 1982, №9, с 41-43, Любченко А.Л., Липовецкий Л.С, Глушкова Д.Б. Повышение износостойкости стальных поверхностей путем лазерной обработки. Вестник Харьковского национального автомобильно-дорожного университета. 2006. №33. С.35-37]. Зазор между перфорированным экраном и поверхностью материала должен быть менее 1 мм, т.к. тлеющий разряд при таких зазорах не образуется и не доступен для осаждения продуктов реакций [Лахтин Ю.М., Коган Я.Д. Азотирование стали. М.: Машиностроение, 1976, С.162-163].
Существо изобретения поясняется чертежами.
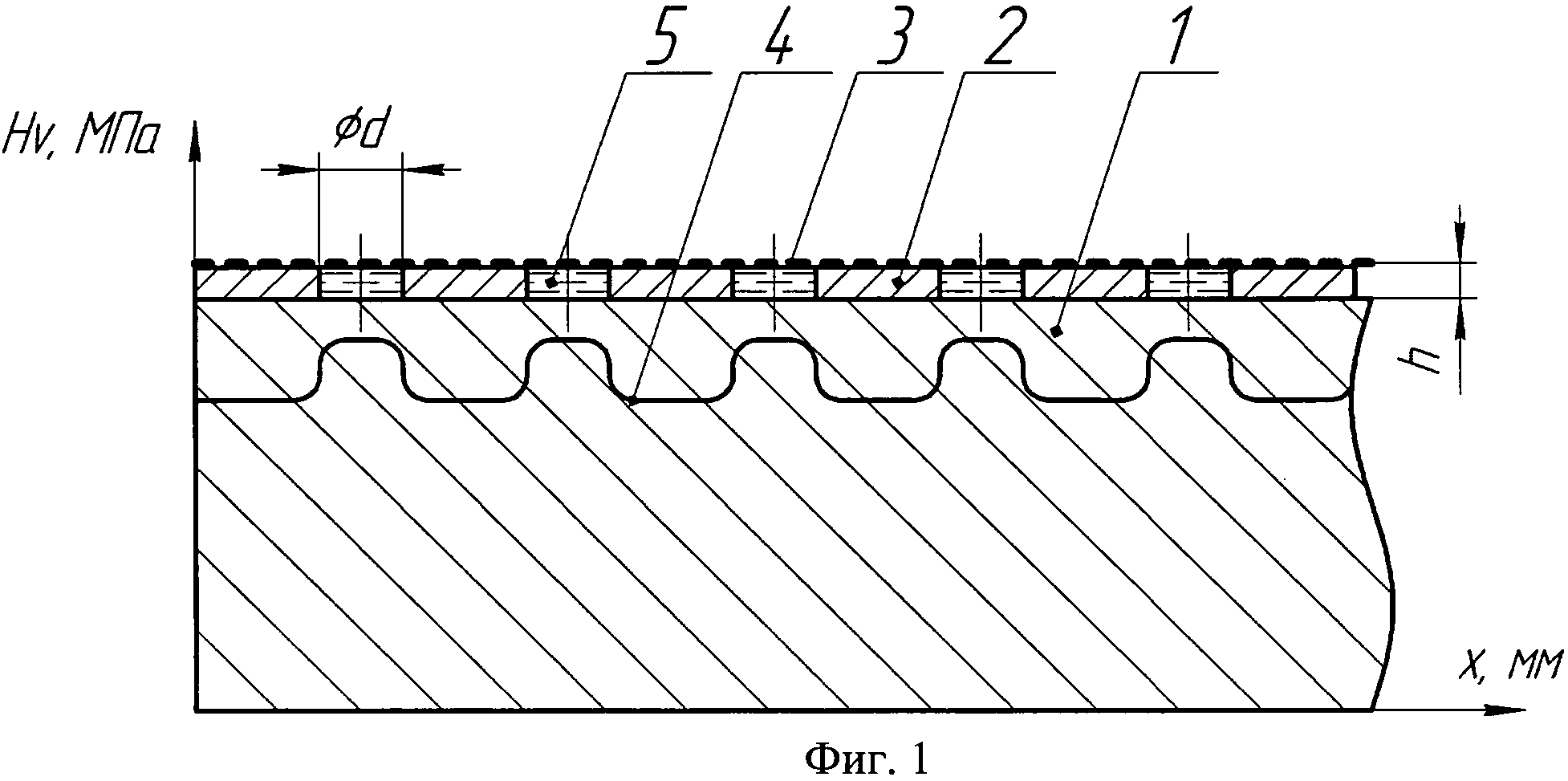
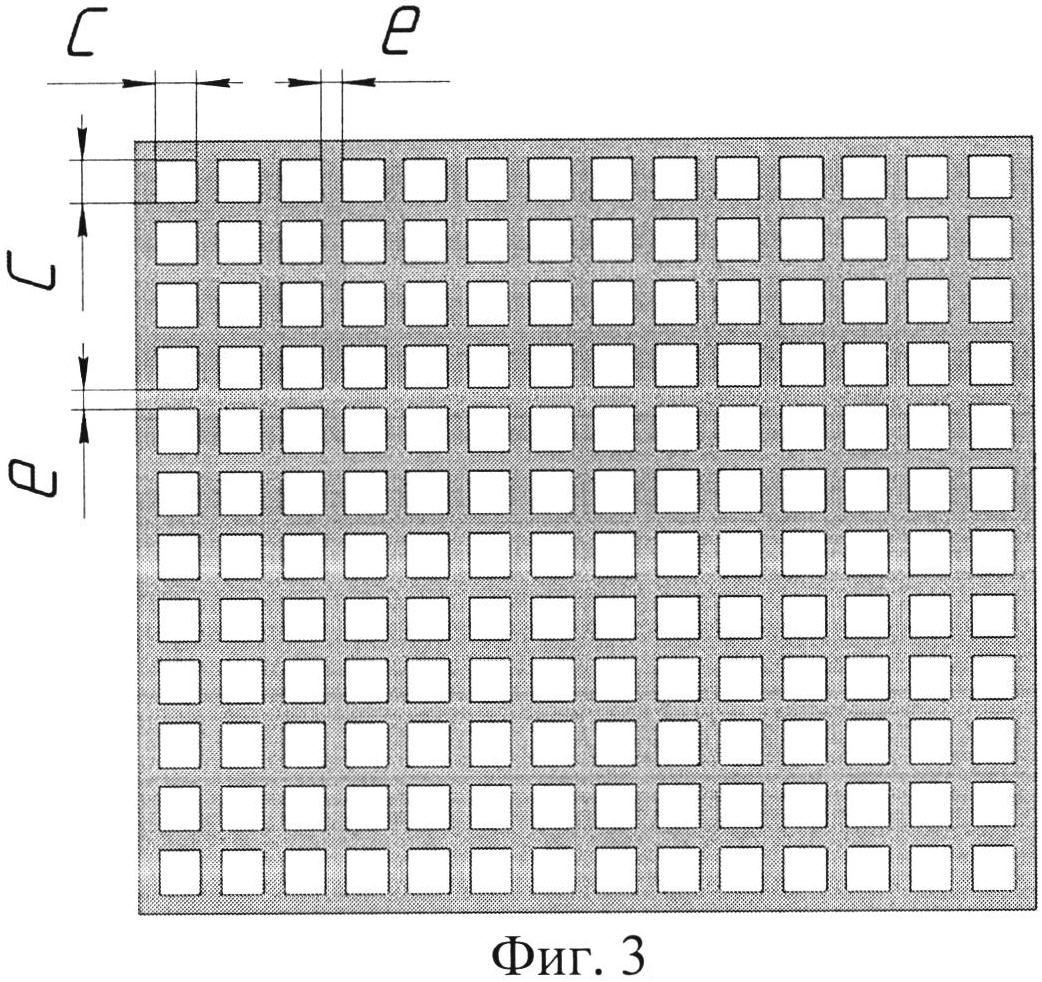
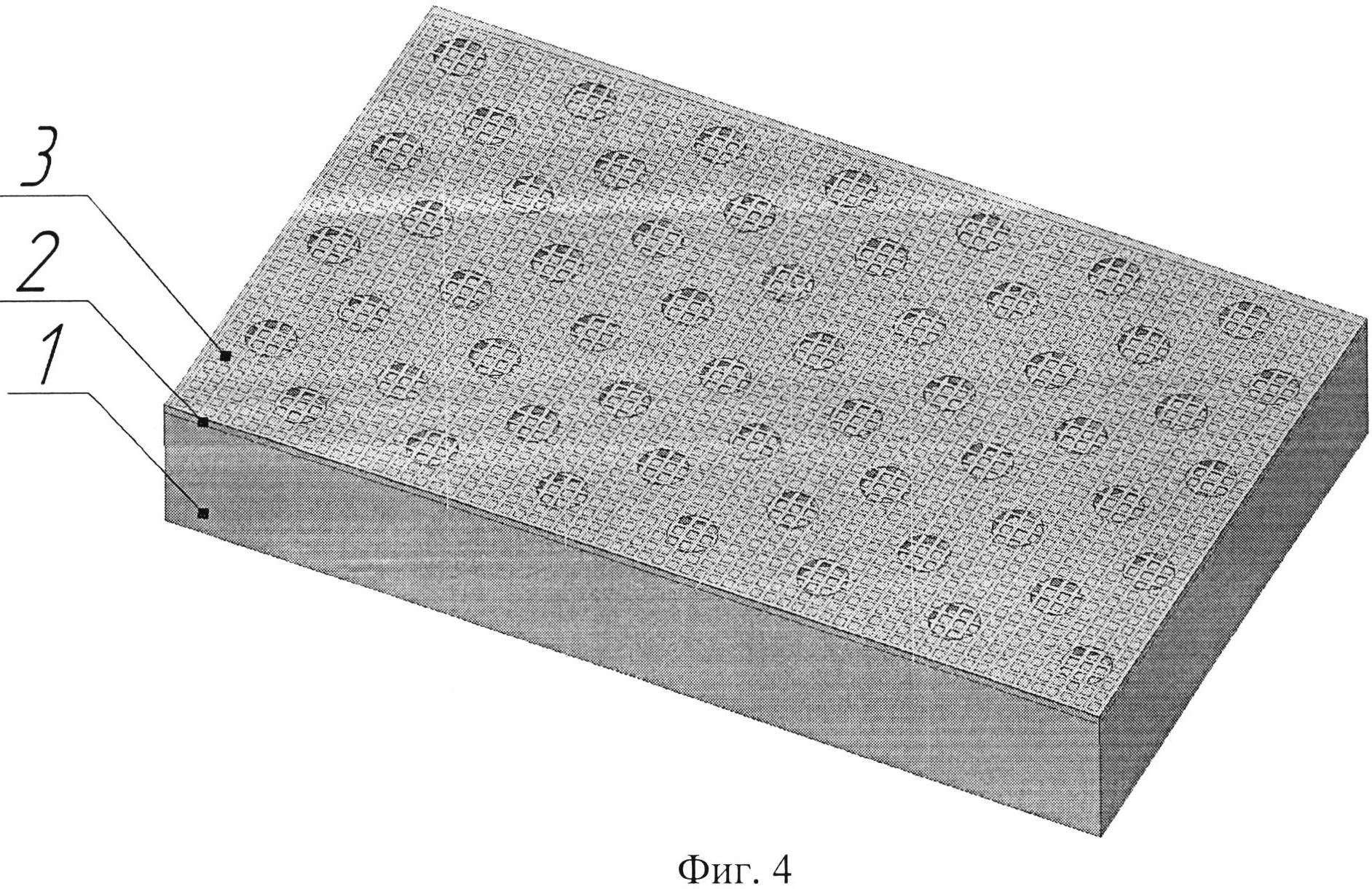
На фиг.1 изображены схема обработки и распределение микротвердости по поверхности упрочненного слоя в тлеющем разряде с эффектом полого катода, где 1 - деталь; 2 - перфорированный экран; 3 - экран для создания эффекта полого катода; 4 - кривая изменения твердости; 5 - плазма повышенной плотности, d - диаметр отверстия экрана, a - шаг перфораций, h - толщина перфорированного экрана (h≈5 мм). На фиг.2 изображен перфорированный экран, где d - диаметр отверстий экрана (d>4·l, l - толщина катодного слоя), a, b - шаги перфораций. На фиг.3 изображен экран для создания эффекта полого катода, где c - размер ячейки, e - расстояние между двумя соседними ячейками. На фиг.4 изображен пример реализации способа в виде трехмерной модели, где 1 - деталь; 2 - перфорированный экран; 3 - экран для создания эффекта полого катода.
Пример конкретной реализации способа.
Способ осуществляется следующим образом: в вакуумной камере устанавливают обрабатываемую деталь из стали 38Х2МЮА, перфорированный экран и экран для создания эффекта полого катода (фиг.1). Перфорированный экран изображен на фиг.2, а экран для создания эффекта полого катода - на фиг.3. Далее, подключают их к отрицательному электроду, герметизируют камеру и откачивают воздух до давления 10 Па. Затем, после эвакуации воздуха камеру продувают рабочим газом 5-15 минут при давлении 1000-1330 Па, затем откачивают камеру до давления 50 Па, подают на электроды напряжение и возбуждают тлеющий разряд. При напряжении 800-1000 В осуществляют катодное распыление. После 10-15-минутной обработки по режиму катодного распыления напряжение понижают до рабочего, а давление повышают до 120 Па, необходимое для зажигания тлеющего разряда. В качестве рабочего газа использовали аргон и смесь азота, аргона и ацетилена (N2 25%+Ar 70%+C2H2 5%). Азотирование в тлеющем разряде производят при p=110-130 Па, j=1-2 мА/см2, U=600-650 В. Обработка проводилась в течение 8 часов. Температура поверхности обрабатываемой детали не превышала 550°C. Все процессы проходят за один технологический цикл, в одной камере и в одной атмосфере. После обработки изделие охлаждается вместе с вакуумной камерой под вакуумом. В результате обработки твердость азотированных участков составила Hν=9800 МПа, неазотированных, как и y исходного материала Hν=2850 МПа. Толщина диффузионного слоя - 0,3 мм. Характер распределения микротвердости по поверхности упрочненного слоя изображен на фиг.1. Данный способ позволяет создавать макронеоднородную структуру как на плоских (фиг.4), так и на цилиндрических наружных и внутренних поверхностях. Созданная макронеоднородная структура повышает контактную долговечность и износостойкость, вследствие чего повышаются прочностные и трибологические характеристики материала.
Способ азотирования стальной детали в плазме тлеющего разряда, включающий катодное распыление, вакуумный нагрев детали в плазме тлеющего разряда, состоящей из смеси азотсодержащего и инертного газов, с формированием участков с разнородной структурой стали, при этом переходный участок между участками с разнородной структурой имеет микронеоднородную структуру с постепенным изменением одного вида в другой, отличающийся тем, что разнородную структуру формируют в виде макронеоднородной структуры стали посредством перфорированного экрана, выполненного с отверстиями диаметром d, причем d>4·l, где l - толщина катодного слоя, и плотно прилегающего к обрабатываемой детали, и экрана для создания эффекта полого катода, плотно прилегающего к перфорированному экрану, для обеспечения возможности получения на поверхности участков, азотированных в тлеющем разряде с эффектом полого катода, чередующихся с неазотированными участками.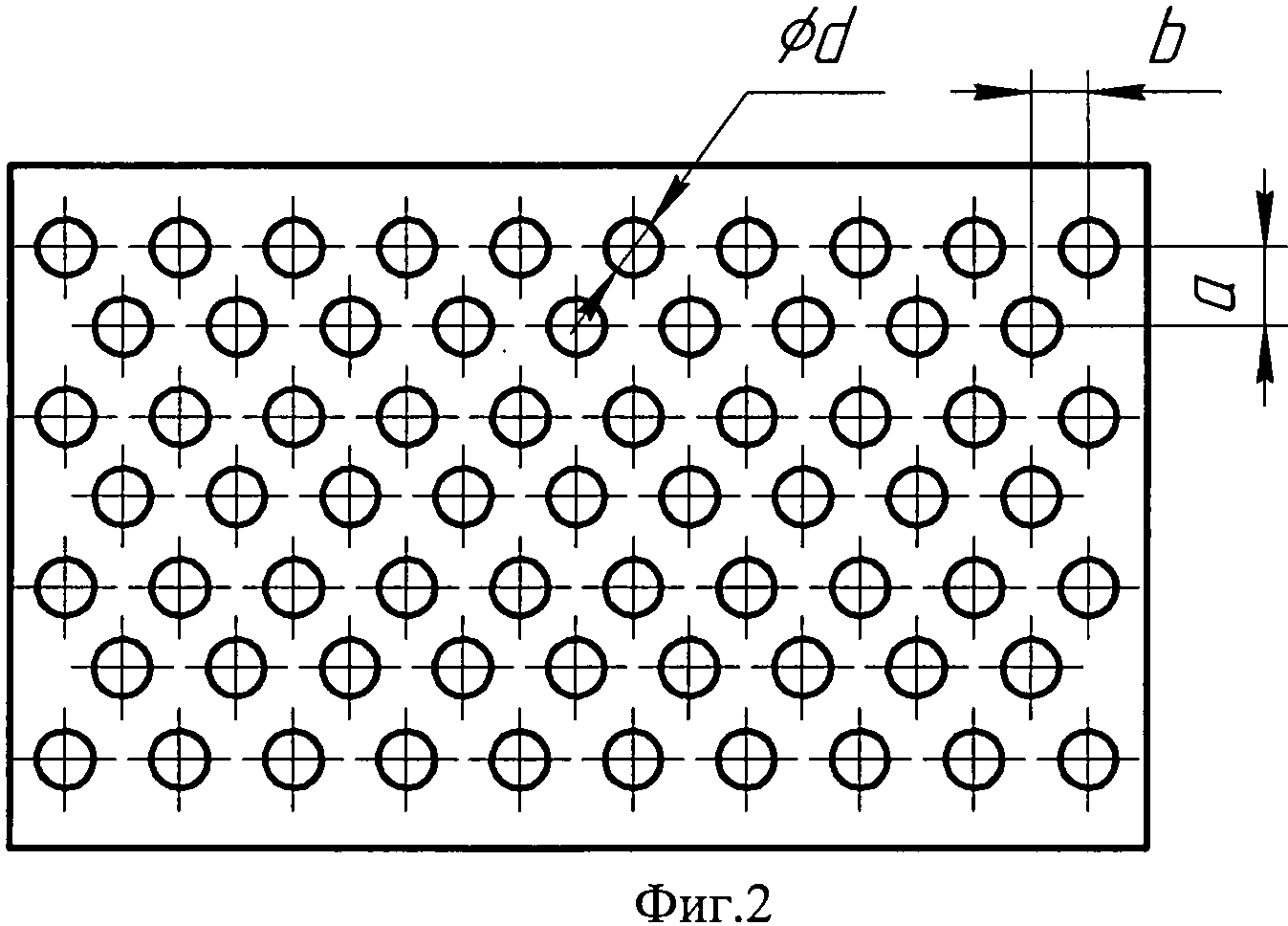
Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин
Установка для очистки поверхностных сточных вод
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали

