Результат интеллектуальной деятельности: СПОСОБ БИГОВКИ ЛИСТОВОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении многослойных панелей в самолетостроении, судостроении, строительстве и других отраслях промышленности.
Известен «Способ изготовления складчатой конструкции», заключающийся в сгибании листовой заготовки при помощи выполнения на ней бороздок с определенным профилем, радиусным или угловым (Патент RU №2238845 C1, МПК B29C 53/24, опубл. 27.10.2004. Бюл. №30).
Недостатком данного способа является то, что в нем не учитывается характер распределения напряжений и характер деформации заготовки в местах выполнения бороздок, что ведет к снижению точности расчета требуемой глубины внедрения.
Наиболее близким по технической сущности к предлагаемому изобретению по способу и взятыму за прототип является «Способ гофрирования листового материала», заключающийся в формировании развертки выступов и впадин, геометрически связанных между собой, которое производится до придания заготовке рельефности с двугранными углами по линиям сгиба путем продавливания листовой заготовки пуансоном на упругом основании до образования определенного угла рельефности (Патент RU №2241562 C1, МПК B21D 13/08, опубл. 10.12.2004. Бюл. №34).
Недостатком данного способа является низкая точность формообразования из-за того, что глубину внедрения пуансона определяют по углу складывания без учета утонения материала заготовки, что приводит к погрешности, а в целом к снижению прочностных характеристик заготовки, а значит, и к снижению технологичности способа формообразования.
Решаемой задачей изобретения является повышение технологичности способа биговки путем повышения точности проведения операций формообразования.
Техническим результатом от использования изобретения является повышение технологичности формообразования за счет повышения точности проведения операций формообразования.
Технический результат достигается тем, что в способе биговки листовой заготовки, заключающемся в формировании развертки выступов и впадин, при котором с обеих сторон листовой заготовки выполняют биговку продавливанием листовой заготовки биговальным пуансоном на эластичной матрице до приобретания заготовкой рельефности с двугранными углами по линии сгиба, предварительно производят подбор материала матрицы в зависимости от материала листовой заготовки, для этого определяют остаточные углы кривизны заготовки для каждого материала матрицы, при этом заготовку условно разделяют на три различно деформируемых участка, причем первый участок условно разбивают на n секторов и получают параметры первого участка, при этом первый участок получают переменной толщины и прилегающим к пуансону с одной стороны и эластичной матрице, с другой стороны второй участок получают постоянной толщины и прилегающим к пуансону, с одной стороны и эластичной матрице, с другой стороны а третий участок - постоянной толщины и с возможностью прилегания одной стороной к эластичной матрице и невозможностью прилегания другой стороной к пуансону, а параметры участков определяют по формулам
 ,
,

где  ,
,  ,
,  - остаточные углы кривизны 1-го, 2-го и 3-го участков соответственно;
- остаточные углы кривизны 1-го, 2-го и 3-го участков соответственно;
 - остаточный угол кривизны 1-го сектора 1-го участка;
- остаточный угол кривизны 1-го сектора 1-го участка;
n - количество секторов, на которые условно разбит 1-й участок;
 - радиус гиба i-го сектора;
- радиус гиба i-го сектора;
rн - радиус кривизны нейтрального слоя;
ti - толщина i-го сектора;
θi - угол кривизны i-го сектора 1-го участка;
 - остаточный радиус кривизны i-го сектора 1-го участка;
- остаточный радиус кривизны i-го сектора 1-го участка;
Ii - момент инерции сечения каждого сектора;
Mi - момент внутренних сил каждого сектора;
θ2 - угол кривизны 2-го участка;
R - радиус кривизны рабочей поверхности пуансона;
S0 - глубина внедрения пуансона в матрицу;
 - остаточный радиус кривизны 2-го участка;
- остаточный радиус кривизны 2-го участка;
 - остаточный радиус кривизны 3-го участка,
- остаточный радиус кривизны 3-го участка,
затем выбирают материал матрицы в соответствии с рассчитанными остаточными углами кривизны, соответствующими заданным, и далее производят процесс продавливания листовой заготовки пуансоном на выбранной эластичной матрице на заданную предельно допустимую глубину 25-30% от ее толщины до максимально допустимого предельного утонения листовой заготовки - 30%.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного технического решения, отсутствуют. Следовательно, заявляемое техническое решение соответствует одному из критериев условия патентоспособности: «новизна» и «изобретательский уровень».
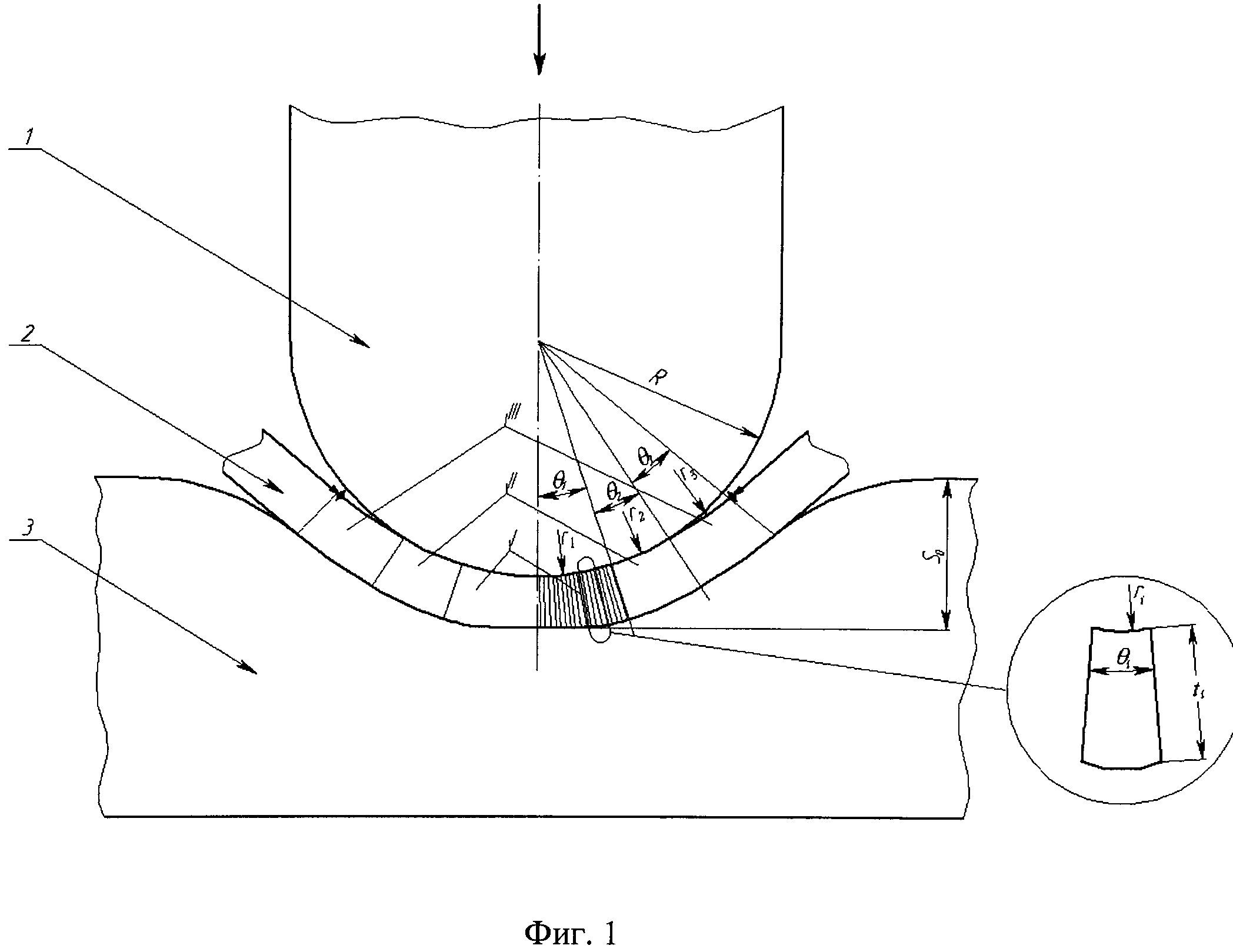
Для пояснения технической сущности рассмотрим фиг.1 - показан процесс формообразования, где
1 - пуансон,
2 - заготовка,
3 - эластичная матрица.
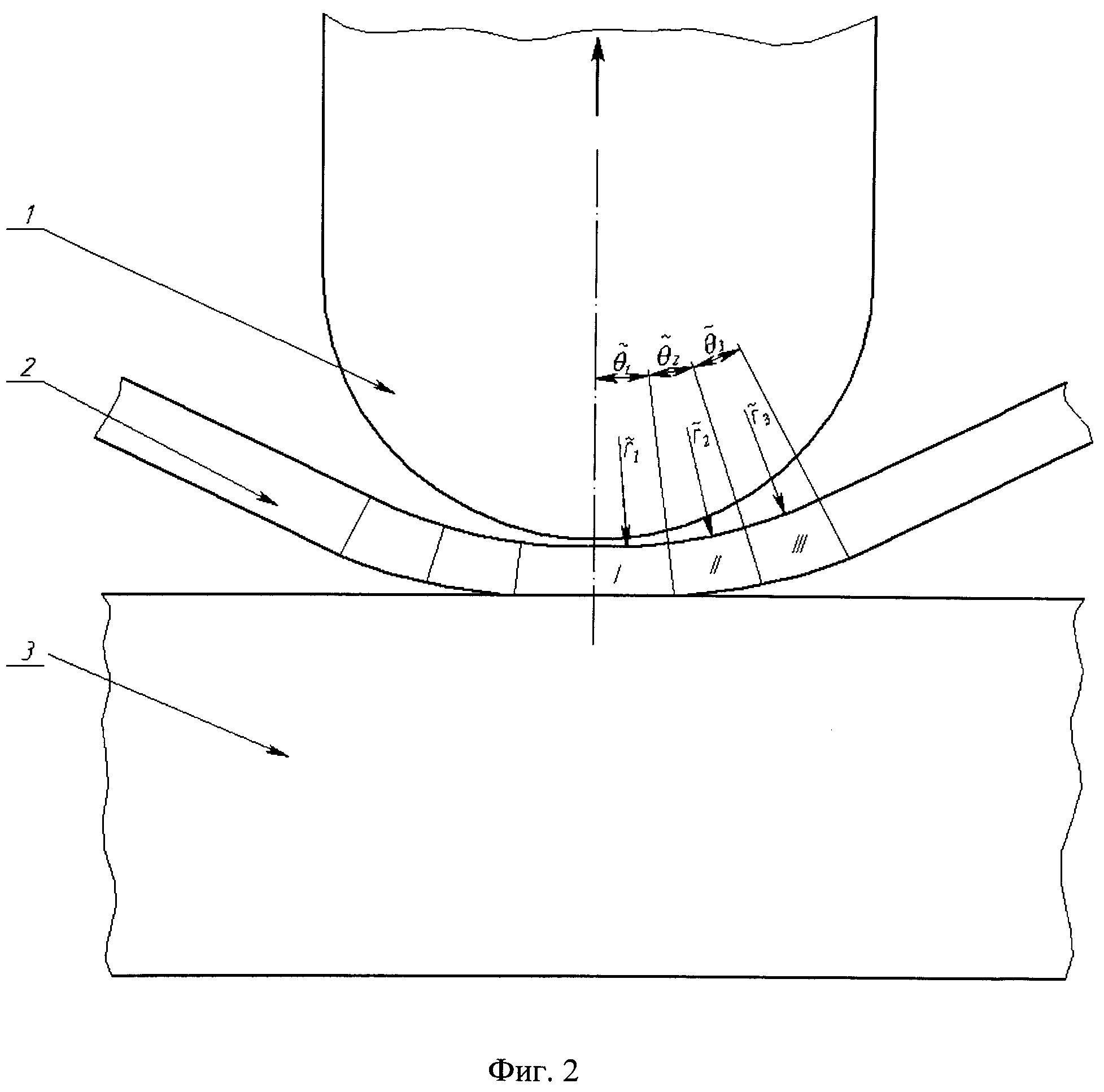
На фиг.2 показано состояние листовой заготовки после формообразования.
Заявляемый способ биговки листовой заготовки реализуют следующим образом:
Предварительно подбирают материал матрицы 3 в соответствии с материалом заготовки 2 таким образом, чтобы при деформации остаточные углы кривизны заготовки 2 находились в заданных пределах, обусловленных внедрением пуансона 1 в матрицу 3 - на предельно-допустимую глубину внедрения, не превышающую 25-30% от ее толщины с одновременным утонением листовой заготовки - до максимально допустимого значения - 30%. Эти пределы позволяют обеспечить оптимальные прочностные характеристики матрицы и заготовки. Подбор материала матрицы осуществляют предварительным расчетом, для этого заготовку разбивают на n-ое количество участков и при помощи математических зависимостей определяют необходимые параметры, полученные в заданных пределах, оценивают их и затем ведут процесс биговки до приобретения заготовкой рельефности с предварительно рассчитанными двугранными углами по линии сгиба. Далее после подбора на эластичную матрицу 3 укладывают листовую заготовку 2 и продавливают пуансон 1, передвигая в вертикальном положении, который вминает заготовку 2 в матрицу 3 до приобретения заготовкой полученной рельефности, при этом заготовка 2 деформируется неравномерно. По характеру деформации можно выделить три участка: на первом участке I, кроме искривления, происходит также утонение заготовки 2 под действием пуансона 1 и заготовка 2 на данном участке приобретает переменную толщину, причем параметры участков определяются по формулам
где
- остаточный угол кривизны i-го сектора 1-го участка,
- радиус гиба i-го сектора,
rн - радиус кривизны нейтрального слоя,
ti - толщина i-го сектора,
θi - угол кривизны i-го сектора 1-го участка,
- остаточный радиус кривизны i-го сектора 1-го участка,
Ii - момент инерции сечения каждого сектора,
Mi - момент внутренних сил каждого сектора.
На втором участке II наблюдается только изгиб, причем заготовка 2 обжимается как пуансоном 1, так и матрицей 3, оставаясь постоянной толщины, а параметры участка определяются по формулам
,
,
,
- остаточные углы кривизны 1-го, 2-го и 3-го участков соответственно,
R - радиус кривизны рабочей поверхности пуансона,
S0 - глубина внедрения пуансона в матрицу,
 - остаточный радиус кривизны 2-го участка.
- остаточный радиус кривизны 2-го участка.
На третьем участке III заготовка 2, оставаясь постоянной толщины, изгибается только под действием матрицы 3, не прилегая к пуансону 1, а параметры участка определяются по формулам:
где  - остаточный радиус кривизны 3-го участка
- остаточный радиус кривизны 3-го участка
За пределами третьего участка заготовка 2 не находится в напряженно-деформированном состоянии и не рассматривается. Пуансон 1 вдвигают в матрицу 3 до тех пор, пока утонение листовой заготовки 2 в зоне первого участка I не достигнет максимального допустимого значения - 30%.
Заявляемое техническое решение «Способа биговки листовой заготовки» по своим технико-экономическим преимуществам, по сравнению с известными аналогами, позволяет повысить технологичность способа за счет повышения точности проведения формообразования, путем предварительного подбора материала матрицы в соответствии с материалом заготовки, исходя из расчета определения параметров остаточных углов кривизны листовой заготовки, обусловленных обеспечением предела допустимых значений внедрения пуансона и утонения листовой заготовки в процессе деформации, что позволит обеспечить ее максимально допустимую величину без потери прочности.

Сверлильно-клепальный автомат для клепки криволинейных панелей
Способ формирования шероховатого полимерного защитного покрытия на обсадной трубе
Маслосъемное поршневое кольцо двигателя внутреннего сгорания
Способ воспламенения топливной смеси в двигателе внутреннего сгорания лазерным оптическим разрядом и авиационная лазерная свеча зажигания
Сверлильно-клепальный автомат для клепки криволинейных панелей
Способ формирования шероховатого полимерного защитного покрытия на обсадной трубе

