Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОЙ БУРОВОЙ КОРОНКИ
Вид РИД
Изобретение
Область, к которой относится изобретение.
Изобретение относится к порошковой металлургии, в частности к изготовлению алмазной буровой коронки методом пропитки.
Уровень техники
Известен способ изготовления алмазной буровой коронки [Патент РФ №2049655, приоритет от 15.01.1993 г.], включающий изготовление корпуса, обоймы наружной, центрального вкладыша, основания пресс-формы, укладку алмазов и шихты, прессование шихты, распрессовку, пропитку и механическую обработку инструмента, при прессовании шихты обойму и вкладыш прижимают к торцевым поверхностям выступов основания, перед распрессовкой извлекают основание из пресс-формы вручную, укладку шихты осуществляют через загрузочную воронку с площадью выходного отверстия, меньшей или кратной площади торцевой поверхности сектора изготавливаемого инструмента, при укладке алмазов между ними наклеивают зерна графита на основание пресс-формы. Недостатком известного способа является искажение заданной схемы расположения алмазов в результате смещения алмазных зерен при прессовании шихты в стальных пресс-формах с гладкими поверхностями. Кроме того, в данном способе производится извлечение корпуса коронки (распрессовка) с хрупкой напрессованной матрицей из стальной пресс-формы с последующим установлением его в графитовые формы для спекания в печи, что связано с возможностью появления трещин и повреждения матрицы.
Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления алмазной буровой коронки [Основы проектирования и технология изготовления абразивного и алмазного инструмента. // Под редакцией В.Н. Бакуля. - Машиностроение, 1975 г., с.268-272], при котором изготавливают корпус, разовую графитовую пресс-форму, поверхности которой повторяют наружную поверхность алмазосодержащей матрицы изготовляемой буровой коронки, укладывают алмазы в пресс-форму, загружают шихту, формуют матрицу, ставят на матрицу корпус алмазного инструмента, прессуют матрицу и пропитывают матрицу пропиточным металлом. Использование разовой графитовой пресс-формы позволяет производить несколько технологических операций (формование матрицы с алмазами, прессование и пропитку в печи) в одной и той же графитовой пресс-форме, что практически исключает смещение и нарушение расположения алмазов в матрице и ее повреждение. Спекание с пропиткой медью осуществляют в герметичных печах в среде водорода. При этом медь, нарезанную мелкими кусочками, помещают в корпус коронки на поверхность графитовой формы, при этом расплавленная медь стекает с поверхности графитовой формы и пропитывает матрицу коронки в направлении сверху вниз. Недостатком известного способа изготовления буровой коронки является то, что для обеспечения равномерной плотности матрицы и предотвращения усадки во всех секторах коронки известный способ требует точного расчета количества меди для пропитки и ее распределения по секторам коронки. Недостаток количества меди не обеспечивает равномерную пропитку во всех рабочих секторах матрицы коронки, в результате алмазы в некоторых секторах и участках в теле матрицы плохо схватываются с твердыми частицами, либо вообще не схватываются, что приводит к преждевременному выкрашиванию алмазов из секторов матрицы при работе инструмента или к браку изготовления инструмента. Избыточное количество меди в некоторых рабочих секторах матрицы приводит к образованию ее наплыва на корпус коронки, что требует дополнительной токарной и шлифовальной обработки корпуса коронки. При использовании известного способа, как правило, осуществляют корректировку расчетного количества пропитываемой меди и ее распределения на поверхности графитовой формы путем пропитки опытной партии инструментов, что предполагает дополнительные расходы.
Раскрытие изобретения
Техническим результатом изобретения является обеспечение при спекании саморегулируемой дозировки количества пропитываемого материала для получения равномерной плотности матрицы коронки во всех ее секторах, уменьшение количества брака при изготовлении коронок и в исключении дополнительной механической обработки корпуса инструмента, а также уменьшение времени пропитки для сокращения длительности отрицательного воздействия высоких температур на прочность алмазных зерен.
Технический результат достигается тем, что в способе изготовления алмазной буровой коронки, включающем изготовление корпуса, графитовой пресс-формы, поверхности которой повторяют наружный профиль поверхности матрицы коронки, укладку алмазов, загрузку шихты, формование матрицы, прессование ее корпусом коронки и пропитку матрицы пропиточным материалом в печи, графитовую пресс-форму изготавливают со сквозными отверстиями, формы и размеры которых соответствуют проекции сечения секторов матрицы коронки, при укладке алмазов, загрузке, формовании и прессовании шихты матрицы под графитовую пресс-форму помещают основание, верхняя поверхность которого повторяет профиль нижней части поверхности секторов матрицы, при спекании в вакуумной печи основание удаляют, при этом под каждым сектором матрицы коронки располагают таблетки из пропитываемого материала так, чтобы пропитка происходила снизу вверх.
Известно, что в капиллярах (порах) совместное действие эффекта смачивания и поверхностного натяжения выражено настолько, что жидкий металл может подниматься вверх, преодолевая силу тяжести, при этом, чем меньше размер капилляра (микроскопических пор), тем сильнее выражен эффект. Известно также, что ультразвуковые колебания влияют на продвижение жидкости по капиллярам (микроскопическим порам): при непосредственном воздействии ультразвука на жидкость в капилляре наблюдается существенное увеличение (в десятки раз) скорости движения и высоты подъема жидкости в капиллярах [Государственный реестр открытий СССР, №109 от 31 мая 1961 г., автор: Коновалов Е.Г.]. При этом ультразвуковой капиллярный эффект увеличивается с ростом температуры жидкости, причем чем уже диаметр капилляра (пор), тем выше высота подъема и скорость продвижения жидкости. Воздействие ультразвуковых колебаний на жидкий металл благодаря ультразвуковому капиллярному эффекту позволяет при спекании существенно увеличить скорость пропитки матрицы и тем самым сократить длительность отрицательного воздействия высоких температур на прочностные характеристики алмазных зерен.
Краткое описание чертежей
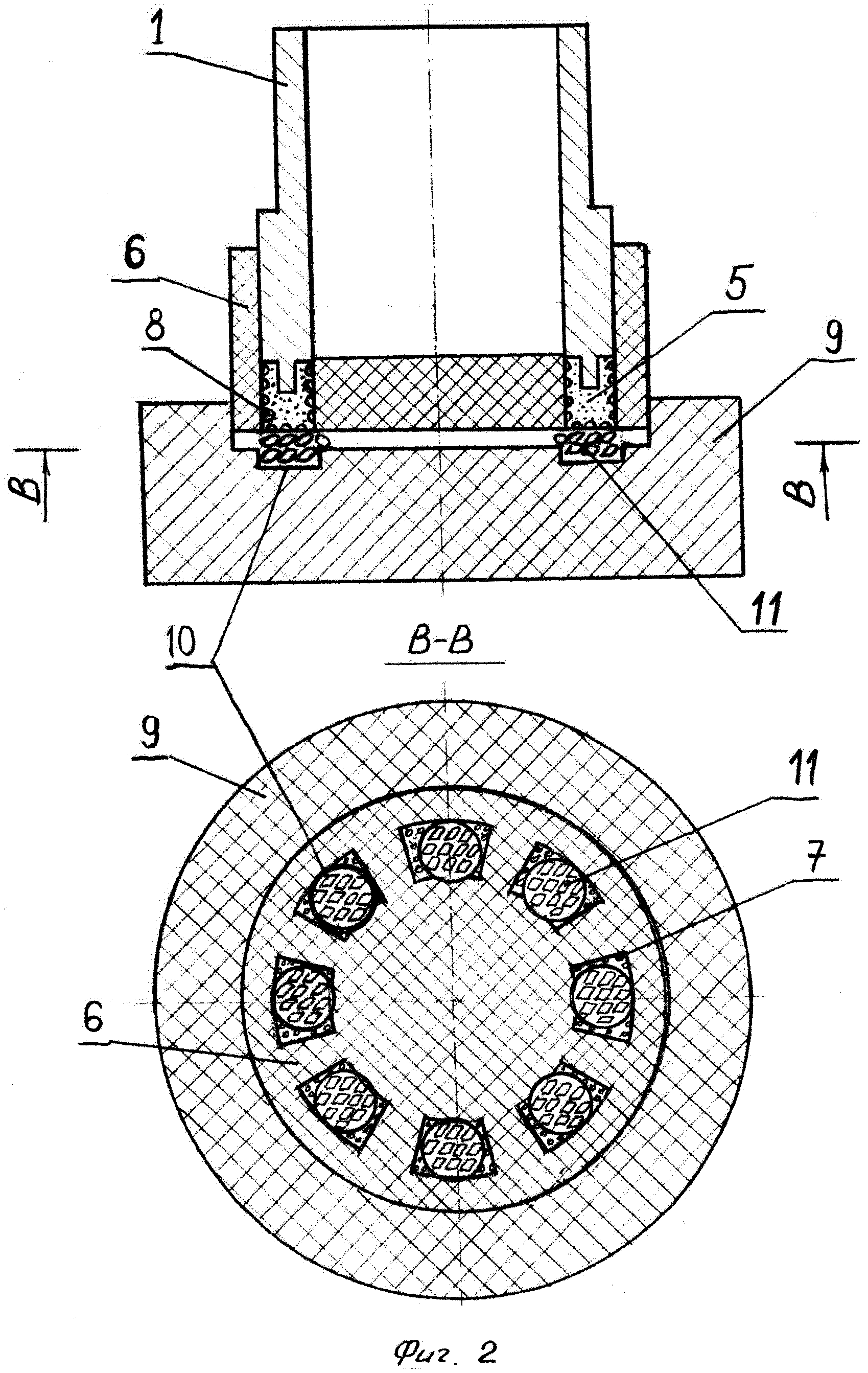
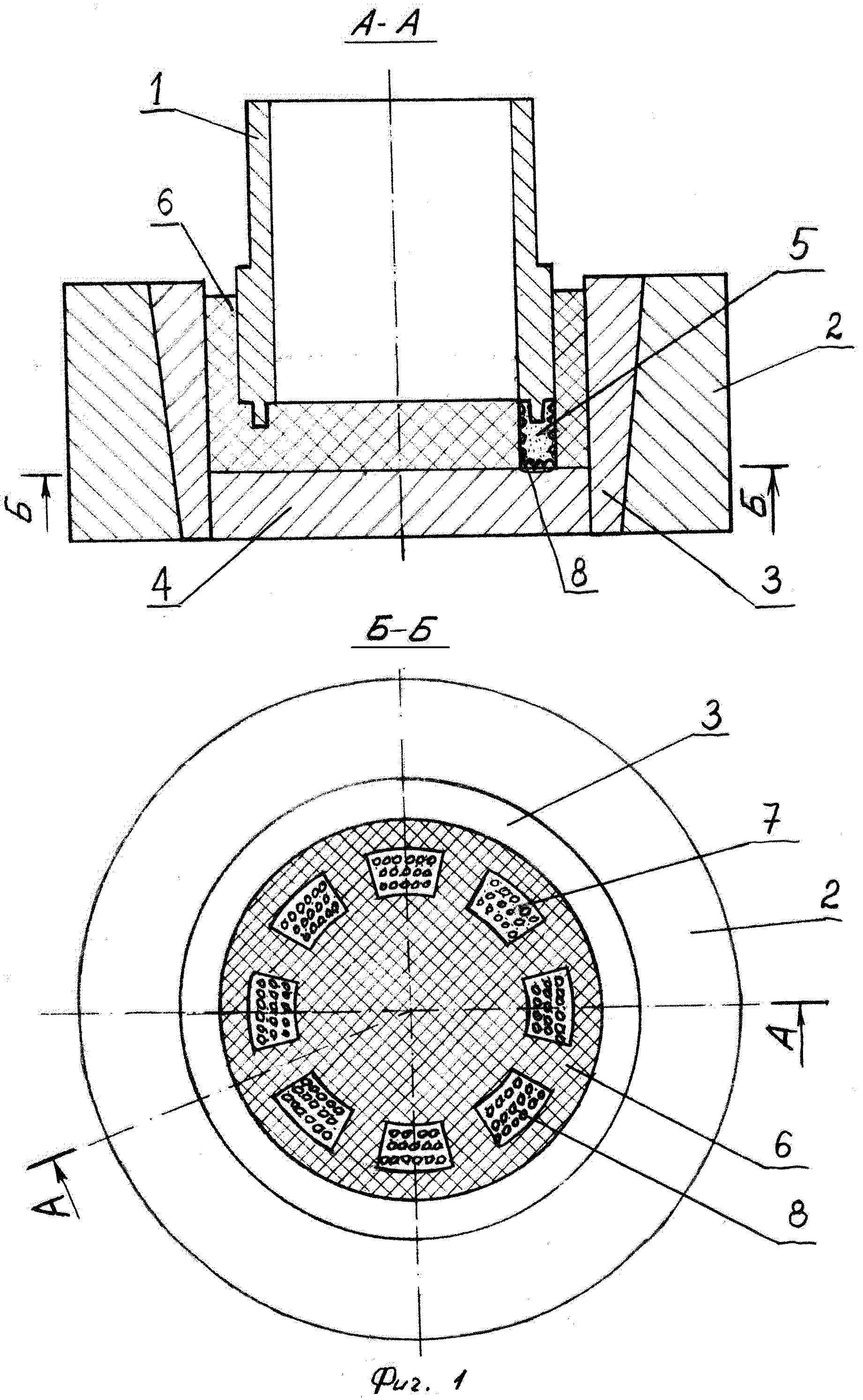
На фиг.1 приведена пресс-форма с установленным корпусом в двух проекциях (вид сбоку и снизу). Фиг.2 приведена схема пропитки матрицы буровой коронки в двух проекциях (вид сбоку и снизу).
Осуществление изобретения
Осуществление изобретения подтверждается примером реализации способа. Ниже приводится описание процесса изготовления алмазных буровых коронок диаметром 59 мм.
Из стали изготавливают корпус коронки 1, конусную обойму 2, конусное разрезное кольцо 3 и основание пресс-формы 4, верхняя поверхность которого повторяет нижний профиль поверхности матрицы 5 коронки, в данном примере взят плоский профиль нижней поверхности матрицы. Из графита изготавливают пресс-форму 6 со сквозными отверстиями, формы и размеры которых соответствуют проекции сечения секторов 7 матрицы коронки. На внутреннюю поверхность графитовой пресс-формы 6 и на основание 4 укладывают алмазы 8 согласно заданной схеме расположения и прикрепляют их в требуемом положении с помощью клеящего состава. Затем на основание 4 ставят графитовую пресс-форму 6, производят загрузку предварительно пластифицированной шихты, уплотняют ее и прессуют корпусом 1 коронки при давлении 500-750 кгс/см2. При прессовании во избежание разрушения графитовой пресс-формы 6 ее обжимают разрезным конусным кольцом 3 в конусной обойме 2. После прессования снимают конусное кольцо 3, вручную снимают основание 4 и переносят графитовую пресс-форму 6 со спрессованной к корпусу 1 матрицей 5 в камеру вакуумной печи и вертикально располагают на графитовый поддон 9, в котором имеются незначительные углубления 10 под каждым сектором 7 матрицы 5 коронки. Пропитываемый сплав или металл, например медь 11, берут с незначительным избытком и располагают в виде прессованных таблеток или нарезанных пластин на углубления 10 графитового поддона 9, так чтобы поверхность секторов матрицы контактировала с медью 11. Сначала подвергают медленному нагреву изделие до температуры 800°С, затем быстро нагревают до температуры 1100-1150°С в течение 10 минут. При медленном режиме нагрева происходит разложение, испарение и удаление образовавшихся паров, вещества пластификатора шихты. В режиме быстрого нагрева расплавленная медь 11 под совместным воздействием эффекта смачивания и сил капиллярного натяжения, преодолевая силу тяжести, поднимается вверх и заполняет микроскопические поры в матрице 5, образовавшиеся от отгонки пластификатора шихты. Небольшой перегрев выше температуры плавления меди (1080°С) необходим для придания ей высокой степени жидкотекучести для улучшения заполнения пор. При пропитке всего объема матрицы расплавленной медью на месте соединения матрицы 5 с корпусом 1 коронки капиллярный эффект исчезает, подъем и поступление меди в матрицу прекращается самопроизвольно. Здесь жидкая медь припаивает матрицу 5 с корпусом 1 коронки. Пропитка заканчивается охлаждением печи до комнатной температуры. Избыток непропитанной в матрицу 5 меди 11 при охлаждении затвердевает на нижней поверхности матрицы и легко удаляется механической обработкой, предшествующей операции вскрытия алмазных зерен на шлифовальном круге. Если при спекании заранее взять избыточное количество меди 11, то будет пропитано такое количество расплавленной меди, сколько потребуется для заполнения всех микроскопических пор в матрице 5.
Таким образом, при спекании алмазной буровой коронки достигается саморегулируемая дозировка пропитываемой меди, обеспечивается равномерное распределение меди и равномерная плотность матрицы во всех секторах и отпадает необходимость в точном расчете навески меди для пропитки и ее корректировки путем изготовления опытной партии инструментов.
Способ изготовления алмазного инструмента
Способ изготовления алмазометаллического композита методом взрывного прессования
Способ струйноабразивной обработки алмаза резанием
Способ приготовления твердосплавной шихты с упрочняющими частицами наноразмера
Навес автомобильный зимний зан5
Композиционный алмазосодержащий материал инструментального назначения
Способ сепарации алмазосодержащих смесей минералов
Способ испытания алмазной буровой коронки
Сплав для соединения монокристалла алмаза с металлами
Керамическая масса
Способ изготовления алмазного инструмента
Способ струйноабразивной обработки алмаза резанием
Способ приготовления твердосплавной шихты с упрочняющими частицами наноразмера
Навес автомобильный зимний зан5
Композиционный алмазосодержащий материал инструментального назначения
Способ сепарации алмазосодержащих смесей минералов
Способ испытания алмазной буровой коронки
Сплав для соединения монокристалла алмаза с металлами
Керамическая масса
Устройство отбора мощности из линии электропередачи

