Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ОБРАТНОГО КЛАПАНА ГИДРОРЕЗНОГО ОБОРУДОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к области исследования и анализа твердых материалов путем определения их прочностных свойств, а именно определения коррозии и трещин в металлических запорных элементах - напорных клапанах высокого давления гидрорезного оборудования в процессе их циклического нагружения во время работы насоса, и может быть использовано для оценки их работоспособности.
Из уровня техники известен способ определения ресурса работы конструкции, в котором образцы, изготовленные из материала, соответствующего конструкции, подвергают комплексному исследованию с последующей оценкой его физико-химических свойств, по результатам которой может быть установлен остаточный ресурс работы конструкции (RU 2108560 С1, G01N 3/00, 10.04.1998).
Недостатком данного способа является невозможность оценки повреждаемости материала при одновременном воздействии циклической нагрузки и жидкой среды (воды), которые способствуют возникновению множества физических явлений в материале конструкции (запорных элементов) гидрорезного оборудования, инициирующих процессы коррозии и появление трещин в материале запорных элементов конструкции.
Кроме того, из уровня техники известен способ определения повреждаемости нагруженного материала конструкции и ресурса ее работоспособности. Согласно данному способу оценку степени повреждения материала проводят по результатам испытания образцов в статике и при циклическом нагружении. Предварительно образцы подвергают отжигу и термоупрочнению. Затем для каждого состояния материала расчетным путем устанавливают меру повреждения материала, учитывая при этом физические параметры образцов, полученные неразрушающим методом контроля (НК) и меру повреждения с критерием повреждения. После чего определяют запас по ресурсу и полный ресурс работы конструкции (RU 2139515 С1, G01N 3/00, 10.10.1999).
К недостаткам описанного выше способа можно отнести следующее:
1. Несоответствие условий испытаний образцов в известном способе и условий испытаний модельного образца (запорного элемента) установки гидрорезного оборудования в предлагаемом способе;
2. Не учитывается эффект появления напряженного состояния материала в процессе длительного его испытания, как это имеет место при работе гидрорезного оборудования;
3. Не учитывается природа появления повреждаемости поверхностного слоя материала вследствие появления коррозии и сопутствующих ей физических явлений (гидролиз, гидратация и поляризация), инициирующих и усиливающих процессы коррозии и появления трещин, как это имеет место при работе материала обратного клапана гидрорезного оборудования.
Техническим результатом, на достижение которого направлено данное изобретение, является достоверное определение ресурса работы запорного элемента (обратного клапана) гидрорезного оборудования, за счет осуществления процесса максимально приближенным к реальным условиям.
Под ресурсом работы следует понимать длительность работы и максимальную величину циклической нагрузки при работе насоса.
Указанный технический результат достигается посредством того, что при осуществлении способа определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования образцы запорных элементов подвергают циклической нагрузке давлением воды с интервалом между циклами нагружения 0,05-0,1 с.
Способ осуществляется следующим образом.
На модельном образце, установленном в обратном клапане, определяли повреждаемость его при испытании в режиме циклического нагружения давлением воды с паузами между циклами 0,05-0,1 с. Негерметичность обратного клапана оценивали по прибору, регистрирующему спад давления воды. Потери герметичности позволяли установить предельную величину давления нагружения и время работы клапана. Изменение структуры в материале уплотнения клапана в местах его повреждения и образования в нем трещин оценивали с помощью оптической и электронной металлографии, а химический состав - микрорентгеноспектральным анализом.
Таким образом, заявленный способ осуществляют следующим образом:
- модельные образцы подвергают циклическому нагружению водой с частотой циклов 0,05-0,1 с;
- величину давления нагружения и время испытаний задают экспериментально и устанавливают их предельные величины до появления повреждаемости материала модельного образца;
- повреждаемость модельных образцов определяют методом неразрушающего контроля (НК) по прибору, регистрирующему падение давления воды;
- изменение структуры поврежденного материала модельного образца оценивают с помощью оптической и электронной металлографии;
- изменение химического состава поврежденного материала модельного образца устанавливают с помощью микрорентгеноспектрального анализа;
- критерием оценки ресурса работы материала (уплотнения) являются величина нагружения и время испытания, полученные на модельных образцах до их повреждения.
Известен материал ВК10, преимущественно используемый для запорных элементов в напорном клапане гидрорезного оборудования. Состав материала: карбид вольфрама-кобальт (см. Насосные агрегаты сверхвысокого давления для гидроструйной резки. Теория и расчет, 4.1, учебное пособие, авторы B.C. Белоусов, Д.Н. Смирнов. - Новосибирск: Изд-во НГТУ, 2006-67 с.). Недостатком этого материала является склонность к коррозии с одновременным появлением трещин при гидрорезке. Причем появление указанных дефектов было зафиксировано при давлении 600 МПа и время их возникновения не превышало 7 минут.
Пример реализации заявленного способа.
Модельный элемент, изготовленный из сплава ВК10, помещали в напорный клапан гидрорезного оборудования и подвергали циклическому нагружению водой при давлении 100, 200, 300 и 400 МПа. Пауза между циклами нагружения составляла 0,05-0,1 с. Время выдержки при каждой нагрузке образца суммарно составляла 100 часов. Испытание каждого образца проводили многократно (5 раз по 20 часов при каждом давлении нагружения). После разгрузки осуществляли визуальный контроль поверхностей модельного образца. По истечении последнего испытания (пятого, что соответствовало суммарной 100 часовой выдержке) контроль осуществляли металлографическим анализом. Ни в одном случае при нагружении до 400 МПа повреждение поверхности уплотнения не обнаружено. Вместе с тем при повышении давления свыше 400 МПа на поверхности модельного образца (уплотнения) были зафиксированы следы повреждения поверхности. Таким образом, проведенные испытания и исследования позволили установить оптимальное рабочее давление нагружения на образец клапана, которое не должно превышать 400 МПа, а рабочее время при этом может быть не более 100 часов. Давление свыше 400 МПа при работе гидрорезного оборудования создавать нецелесообразно из-за появления в материале клапана повреждений в виде следов коррозии, микротрещин, измененной структуры и химического состава материала.
В зоне разрушения происходит резкое изменение структуры. Здесь же появляется серия микротрещин и одновременно в этих местах меняется химический состав материала, заключающийся в уменьшении содержания кобальта с 10% до 1% (в сплаве ВК10 содержание кобальта составляет 10%). Последовательность этих изменений связана с тем, что на стадии, предшествующей коррозии, на поверхности материала (сплава ВК10) появляется электродвижущая сила (ЭДС). Вследствие ее образования происходит гидролиз (в воде) с расщеплением соли (NaCl), всегда имеющейся в воде), на элементы Na и Cl. Здесь же ЭДС вызывает диссоциацию воды (H2O) с выделением водорода (Н2) и кислорода (О2). Одновременно в поверхностном слое материала появляются напряжения, релаксация которых из-за малой паузы между нагружениями полностью не происходит. Отсюда в этой зоне материала, контактирующего с водой, возникает системное накопление напряжений. Наряду с этим, в воде (в зоне контакта с материалом) выделяется тепло, появляющееся вследствие циклического нагружения конструкции высоким давлением (до 600 МПа) в процессе резки на гидрорезном оборудовании. Подогреваемая вода в местах контакта с материалом уплотнения легко вступает в реакцию с хлором, образуя соляную кислоту (HCl), являющуюся сильным растворителем многих химических элементов, в том числе кобальта - элемента сплава ВК10. Появление тепла в зоне контакта материала уплотнения связано с экзотермической реакцией воды при ее сдавливании большим давлением. Максимальное тепло наблюдается в интервале нагружения давлением 200-300 МПа.
В поврежденном слое материала запорного элемента одновременно наблюдаются коррозионное растрескивание материала с наличием в нем микротрещин и изменение в этой же зоне микроструктуры материала и его химического состава. Инициированию этих процессов способствует также напряженное состояние материала клапана. Влияние циклической нагрузки на накопление повреждаемости нужно рассматривать как катализатор процесса коррозии и появления микротрещин, а воду - как активатор, способствующий появлению коррозии, микротрещин и изменению микроструктуры и химического состава материала.
Появление очага повреждаемости происходит при конечной величине нагружений, определяемой экспериментально НК в процессе испытания материала клапана, после достижения которой дальнейшее повышение нагрузки невозможно из-за появления негерметичности уплотнения клапана. Отсюда следует, что только имитационные испытания способны установить реальную конечную величину циклического нагружения и время до появления повреждений на материале запорного элемента, а также ресурс его работоспособности, что позволяет повысить точность определения режимов работы гидрорезного оборудования и в итоге приводит к повышению его надежности.
Заявленные в формуле изобретения интервалы в совокупности с прочими существенными признаками формулы являются необходимыми и достаточными для достижения указанного технического результата, что подтверждается примерами, представленными в таблице.
|
Таким образом, заявленный способ осуществляют в условиях, приближенных к рабочим (с паузами 0,05-0,1 с), являющихся рациональными для насосов гидрорезного оборудования. При частоте меньшей 0,05 с ресурс работы ряда деталей в насосном агрегате уменьшается. При увеличении времени цикла более 0,1 с происходит снижение объемного КПД насосного агрегата ниже допустимого значения (падает производительность агрегата).
На фиг.1 представлен фотографический снимок - участок с дефектами, полученными при максимальной величине нагрузки водной средой.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования, при котором образцы запорных элементов подвергают циклической нагрузке давлением воды с интервалом между циклами нагружения 0,05-0,1 с.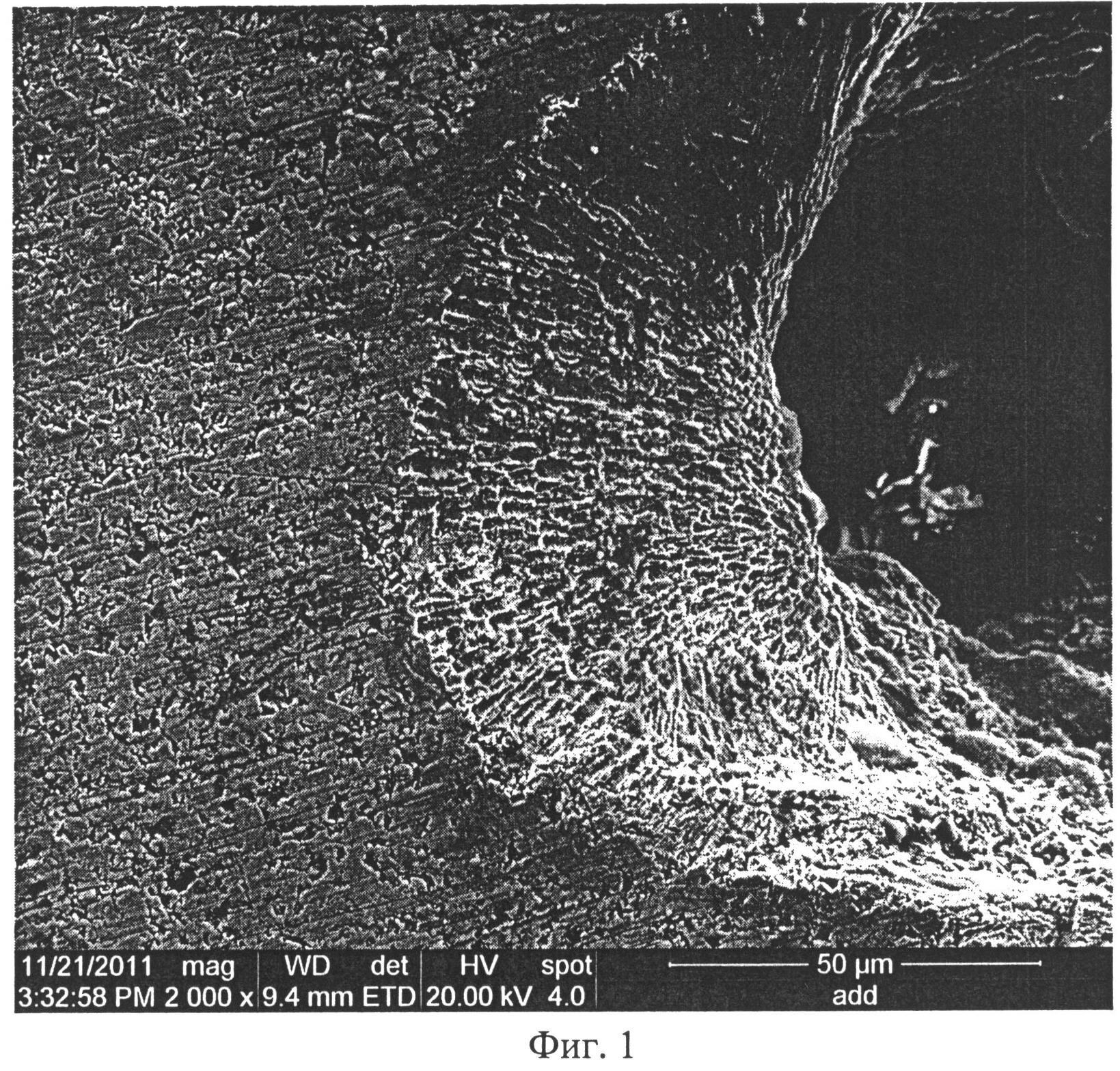
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ многослойного нанесения покрытий на подложку
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Гибкая автоматизированная система базирования
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ многослойного нанесения покрытий на подложку
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Гибкая автоматизированная система базирования

