Результат интеллектуальной деятельности: СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для повышения износостойкости внутренних цилиндрических поверхностей изделий.
Известен способ индукционной наплавки, заключающийся в том, что на наплавляемую поверхность изделия наносят слой наплавляемого материала (например - в виде пасты или шихты) и подвергают их совместному разогреванию токами высокой частоты при помощи индуктора - до оплавления поверхности изделия и расплавления наплавляемого материала; после отключения индуктора и остывания изделия и наплавленного материала на изделии образуется наплавленный слой (см., например, «Аникин Н.А., Дробышевская Н.И., Дудинов В.А. и др. Справочник для изобретателя и рационализатора. Предисл. Изд. 3-е испр. и доп. Москва-Свердловск, Машгиз, 1962, 792 стр. с илл.», стр.543).
Недостаток данного способа состоит в том, что он неприемлем для наплавки цилиндрических поверхностей, ввиду того, что наплавляемый материал не удерживается на этих поверхностях вследствие их кривизны; края наплавленных слоев получаются малой толщины, что требует повторения ряда процессов наплавок.
В качестве прототипа взят способ индукционной наплавки цилиндрической поверхности по A.C. СССР №1794610, кл. В23K 13/01, опубл. 15.02.93 г., Бюл. №6. Сущность его состоит в том, что на цилиндрическую поверхность детали наносят наплавляемый материал и обрабатывают их индуктором, причем на поверхности выполняют совокупность канавок, ориентированных на образующей поверхности, периодически ориентируют поверхность с расположением каждой канавки горизонтально в верхней части поверхности, заполняют канавки наплавленным материалом и обрабатывают их индуктором, после чего поверхность обрабатывают, срезая слой основного материала и наплавленного материала до проектного диаметра, причем первоначальный диаметр детали берут с припуском на чистовую обработку.
Недостаток прототипа состоит в том, что по данному способу перед непосредственной наплавкой необходимо выполнить в поверхности канавки для размещения в них наплавляемого материала, что нетехнологично; сам процесс наплавки требует значительных временных затрат, так как он осуществляется циклически для каждой отдельной канавки (наплавка и последующее охлаждение); кроме того, при данном способе наплавки наплавленный слой получается достаточно неоднородным - вследствие того, что он состоит из отдельных наплавленных участков, это будет отрицательно сказываться на его эксплуатационных характеристиках.
Изобретением решается задача оптимизации процесса наплавки внутренних цилиндрических поверхностей изделий и повышения качества наплавленного слоя.
Это достигается тем, что способ индукционной наплавки включает нанесение на поверхность наплавленного материала в виде шихты и нагревание индуктором материала и поверхности до их совместного расплавления, причем изделие устанавливают в фиксатор с возможностью их совместного вращения, с горизонтальной осью вращения и совпадением оси вращения с осью симметрии поверхности; наплавляемый материал размещают на наплавляемой поверхности в виде совокупности предварительно сформированных, например методом склеивания или спекания, полых цилиндров, наружный диаметр которых равен диаметру цилиндра, образованного поверхностью, а внутренний диаметр берется из расчета получения наплавленного слоя требуемой толщины; между сформированными цилиндрами располагают кольца из термостойкого неметаллического легкообрабатываемого материала, например графита, наружный диаметр которых равен наружному диаметру сформированных цилиндров, а внутренний диаметр - меньше внутреннего диаметра этих цилиндров; устанавливают внутри поверхности индуктор; приводят изделие во вращение и включают индуктор, доводя наплавляемый материал и поверхность до их совместного расплавления и выдерживая скорость вращения достаточной для предотвращения стекания расплава; после окончания наплавки индуктор отключают, продолжая вращение до затвердевания расплава; наплавленную поверхность изделия затем обрабатывают, выравнивая диаметры наплавленного слоя и колец, а сами кольца, расположенные между участками наплавленного материала, вырезают, образуя смазочные канавки.
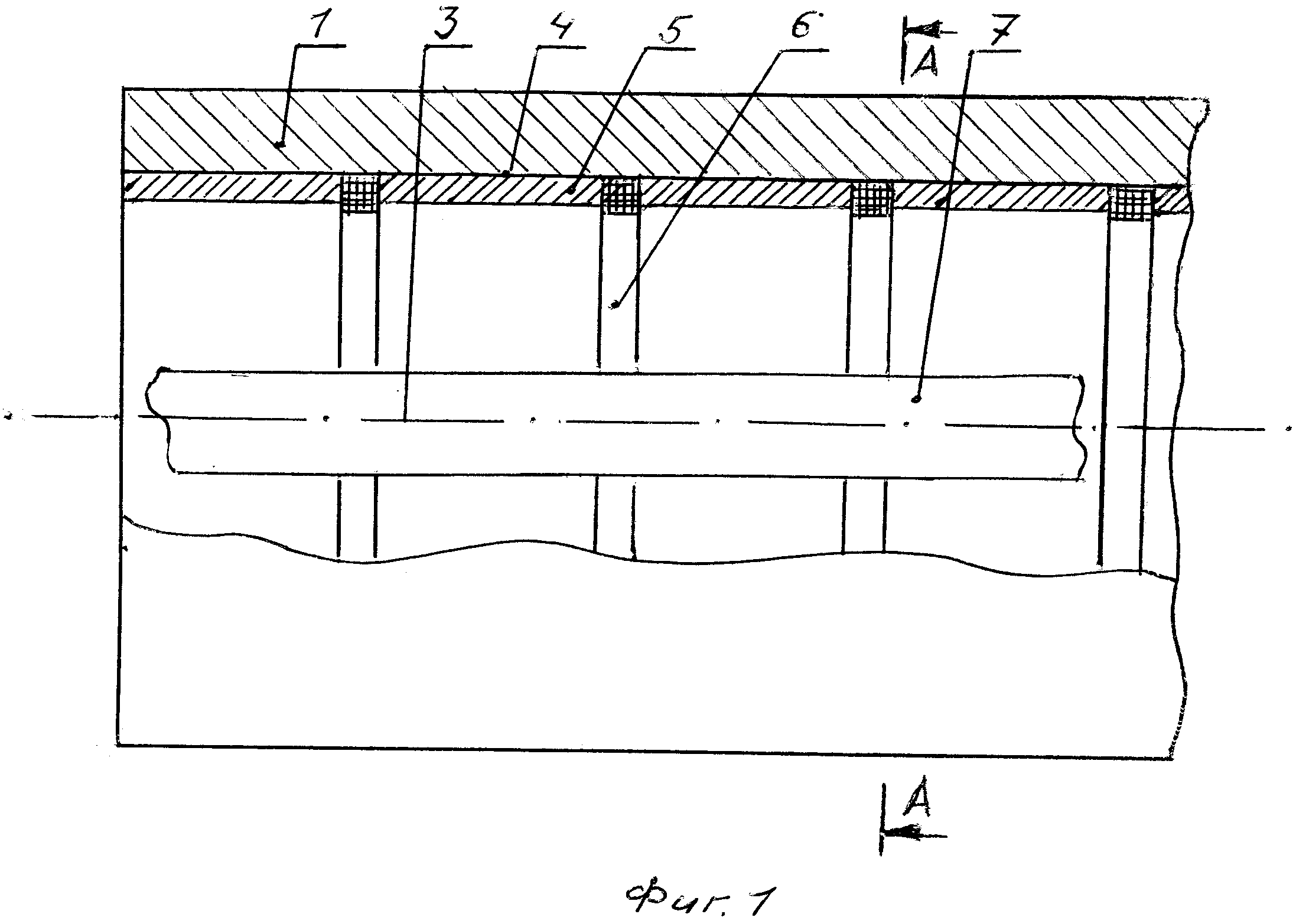
Сущность изобретения поясняется чертежом, на котором изображены: наплавляемое изделие - вид сбоку (фиг.1) и вид сбоку (фиг.2). На чертеже показаны: изделие 1, фиксатор 2, ось вращения 3, наплавляемая поверхность 4, сформированные из наплавляемого материала цилиндры 5 длиной 1, кольца 6, индуктор 7, направление вращения ω.
Предлагаемый способ реализуется следующим образом. Изделие 1 устанавливают в фиксатор 2, с возможностью их совместного вращения в вертикальной плоскости, с горизонтальной осью вращения 3, и совпадением этой оси вращения с осью симметрии наплавляемой поверхности 4, из наплавляемого материала предварительно формируют, например методом склеивания или спекания, полые цилиндры 5 длиной 1, наружный диаметр которых равен диаметру цилиндра, образованного наплавляемой поверхностью, а внутренний диаметр берется из расчета получения наплавленного слоя требуемой толщины; между сформированными цилиндрами располагают кольца 6 из термостойкого неметаллического легкообрабатываемого материала, например графита, наружный диаметр колец равен наружному диаметру сформированных цилиндров, а внутренний диаметр меньше внутреннего диаметра этих цилиндров; устанавливают внутри поверхности индуктор 7; приводят изделие во вращение (ω) и включают индуктор, доводя наплавляемый материал и поверхность до их совместного расплавления и выдерживая скорость вращения достаточной для предотвращения стекания расплава; после окончания наплавки, индуктор отключают, продолжая вращение до затвердевания расплава; после окончания процесса наплавки наплавленную поверхность 4 изделия 1 обрабатывают, выравнивая диаметры наплавленного слоя и колец 6, а сами кольца 6, расположенные между участками наплавленного материала, вырезают, образуя смазочные канавки.
По сравнению с прототипом, предлагаемый способ позволяет производить наплавку внутренних цилиндрических поверхностей изделий, причем за счет центробежных сил наплавляемый материал располагается на наплавляемой поверхности равномерно, процесс осуществляется непрерывно, что повышает качество наплавленного слоя, наличие между наплавленными участками вырезаемых колец из легкообрабатываемого материала позволяет выполнить на наплавленной поверхности смазочные канавки без значительных затрат, а само наличие смазочных канавок будет способствовать повышению триботехнических характеристик наплавленной поверхности и увеличению ее износостойкости.
Способ индукционной наплавки внутренней цилиндрической поверхности изделия, включающий нанесение на поверхность наплавляемого материала в виде шихты и нагревание индуктором шихты и наплавляемой поверхности до их совместного расплавления, отличающийся тем, что изделие устанавливают в фиксатор с возможностью их совместного вращения вокруг горизонтальной оси симметрии цилиндрической поверхности, внутрь изделия устанавливают предварительно сформированные из шихты склеиванием или спеканием полые цилиндры, наружный диаметр которых равен диаметру внутренней цилиндрической поверхности изделия, а внутренний диаметр обеспечивает наплавление слоя требуемой толщины, при этом между упомянутыми цилиндрами располагают кольца из термостойкого неметаллического материала в виде графита с наружным диаметром, равным наружному диаметру цилиндров, и внутренним диаметром, меньшим внутреннего диаметра цилиндров, а внутрь изделия устанавливают индуктор, осуществляют вращение изделия и совместное расплавление шихты и наплавляемой поверхности, причем в процессе наплавки изделие вращают со скоростью, выбранной из условия предотвращения стекания расплава, а после окончания наплавки при отключенном индукторе продолжают вращение до затвердевания расплава, затем обрабатывают наплавленную поверхность изделия и колец, для выравнивания их диаметров, и путем вырезания колец образуют смазочные канавки в изделии.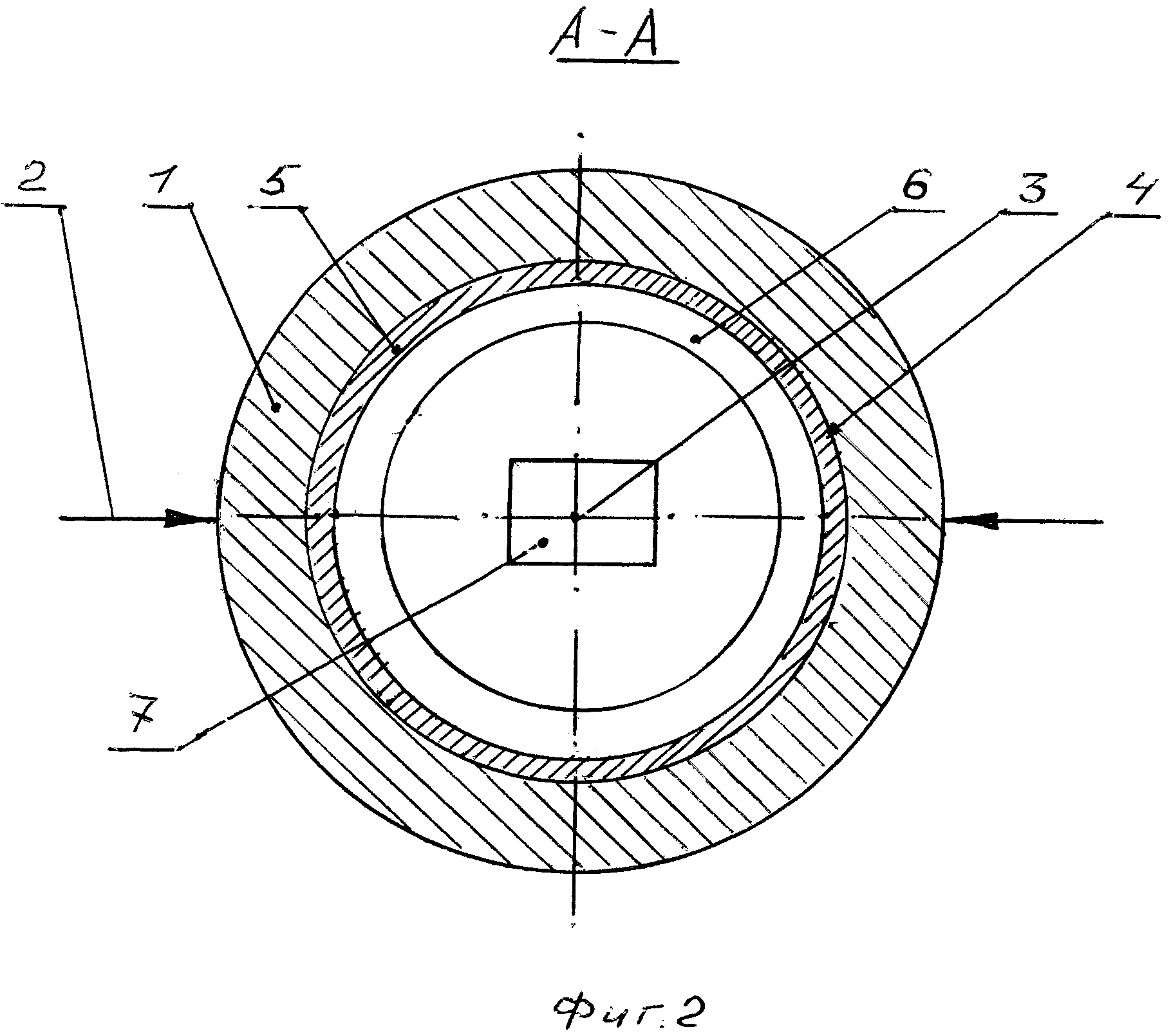
Подшипник скольжения
Устройство для подачи жидкой смазки
Способ индукционной наплавки
Зубчатое колесо
Способ испытания роликовой модели зубчатой передачи
Зубчатое колесо
Модель зубчатой передачи
Зубчатое колесо
Зубчатое колесо
Способ индукционной наплавки
Подшипник скольжения
Устройство для подачи жидкой смазки
Способ индукционной наплавки
Зубчатое колесо
Способ испытания роликовой модели зубчатой передачи
Зубчатое колесо
Модель зубчатой передачи
Зубчатое колесо
Зубчатое колесо
Способ индукционной наплавки

