Результат интеллектуальной деятельности: СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ ПОДЗЕМНОЙ ПРОКЛАДКИ
Вид РИД
Изобретение
Изобретение относится к теплоизоляции труб и предназначено для обеспечения монтажа теплоизоляции сварных стыков труб нефтепровода, предназначенного для транспортировки нефти и нефтепродуктов.
Известно изобретение «Способ теплоизоляции трубы для воздушной, наземной и подземной прокладки» (см. патент RU №2386076, заявка №2007115515/06, опубликована 20.11.2009, МПК F16L 59/14, F16L 59/10), в котором для теплоизоляции трубы для воздушной, наземной и подземной прокладки устанавливают концентрично относительно изолируемой трубы предварительно изготовленные секции тонколистовых вальцованных металлических обечаек, одновременно выполняющих функции формы и защитного покрытия теплоизоляции, заполняют через продольный стык находящейся в открытом состоянии обечайки кольцевую полость между трубой и обечайкой пенополиуретаном (ППУ) заливных марок, закрывают продольный стык обечайки с перехлестом краев и выдерживают время на структурирование теплоизоляционного материала. Однако этот способ неприменим в полевых условиях из-за невозможности использования ППУ заливных марок при отрицательных температурах.
Известно изобретение «Теплоизолированный стык предварительно теплоизолированных труб с полимерной оболочкой, способ его монтажа, полимерная муфта и способ ее изготовления» (см. патент RU №2389943, заявка №2008137715/06, опубликована 20.05.2010, МПК F16L 59/18, F16L 58/00), в котором предложен способ монтажа полимерной муфты, охватывающей концы полимерных оболочек смежных труб. Между наружными поверхностями охваченных муфтой концов оболочек труб и внутренней поверхностью концов муфты расположен герметик, а теплоизоляционный материал заполняет пространство муфты. Кромки муфты защищены эксплуатационным бандажом из гибких связей с раздельной фиксацией или лент, зафиксированных замком. Недостаток этого способа заключается в применении его только для теплоизоляции труб для воздушной и наземной прокладки, так как при подземной прокладке полимерная муфта не обеспечит защиту теплоизоляционного материала от деформаций, вызываемых засыпным грунтом.
Известно изобретение «Способ нанесения на трубу термоизоляционного покрытия» (см. патент RU №2136495, заявка №97118577, опубликована 1999.09.10, МПК B29C 63/18, F16L 59/14), состоящий в том, что осуществляют нанесение теплоизоляционного покрытия из вспенивающегося материала - ППУ на наружную поверхность труб, сверху размещают на трубе эластичную оболочку. Однако способ неприменим на сваренных трубопроводах, так как требует дополнительного приспособления - формы, что усложняет и удорожает теплоизоляцию, требует дополнительных работ по герметизации.
Наиболее близким к предлагаемому способу является изобретение «Теплоизоляционный стык предварительно теплоизолированных трубопроводов и способ его выполнения» (см. заявку RU, №2002108868/06, опубликована 27.11.2003, МПК F16L 59/18), которое принято за прототип изобретения.
Указанное изобретение включает способ выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов, включающий соединение сваркой концов стальных трубопроводов друг с другом, предварительную установку симметрично относительно центра стыка металлического кожуха, обернутого вокруг стыка, который заполняют ППУ между внутренней поверхностью кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, после чего активируют поверхность стыка, прогревая ее пламенем газовой горелки и постепенно накладывают термоусадочное полотно, также прогревая его пламенем газовой горелки.
Однако этот способ неприменим в полевых условиях при отрицательных температурах, т.к. использование пенополиуретана заливных марок требует положительных температур. Кроме того, отсутствует антикоррозионная защита сварного стыка.
Задача предложенного изобретения заключается в монтаже антикоррозионного покрытия и теплоизоляции сварного стыка теплоизолированных труб подземной прокладки при отрицательных температурах.
Технический результат заключается в обеспечении антикоррозионной защиты (за счет применения термоусаживающейся полимерной ленты) и теплоизоляции сварного стыка труб, при этом предложенный способ обеспечивает усовершенствование технологии монтажа теплоизоляции на сварные стыки, что удешевляет монтаж и сокращает трудоемкость.
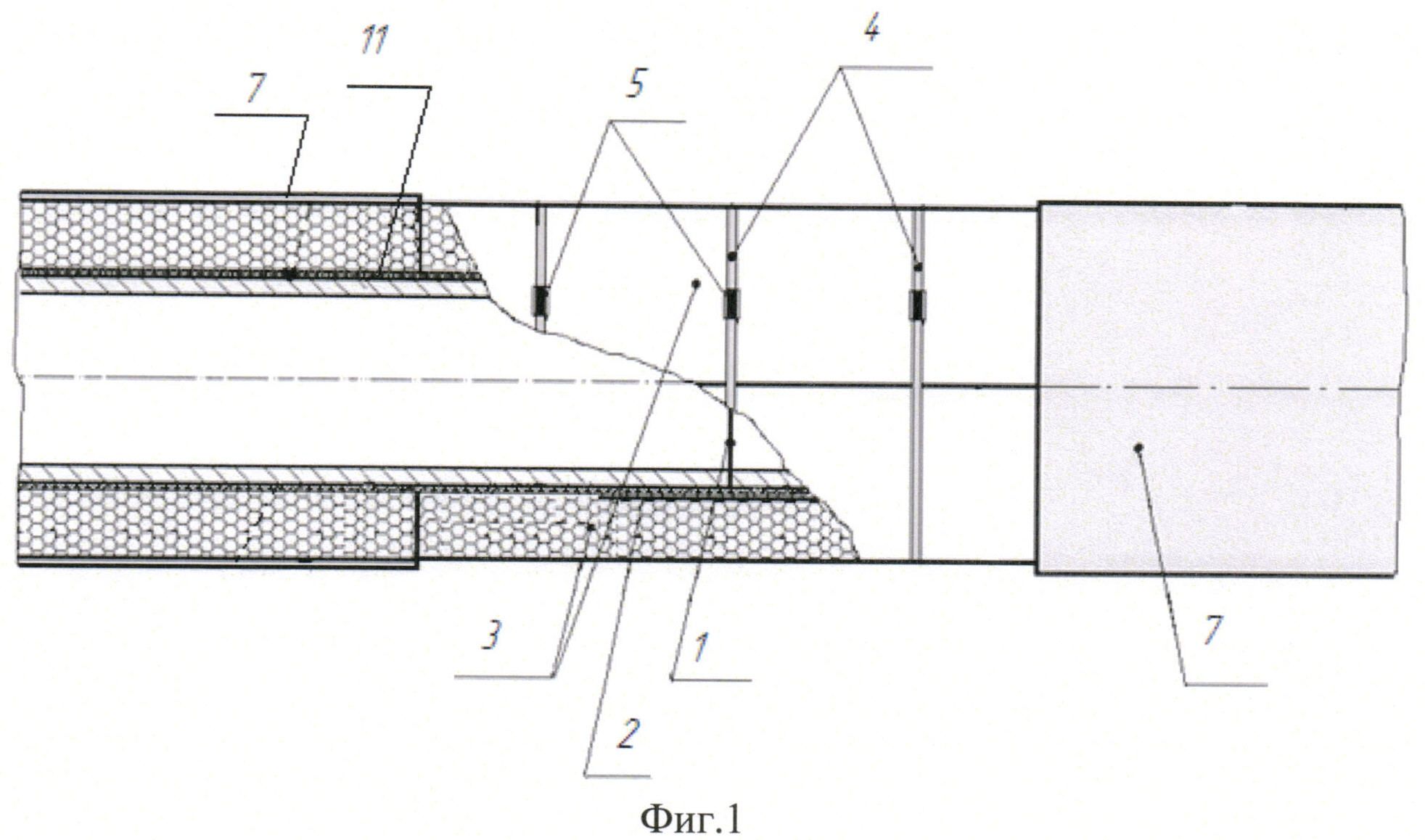
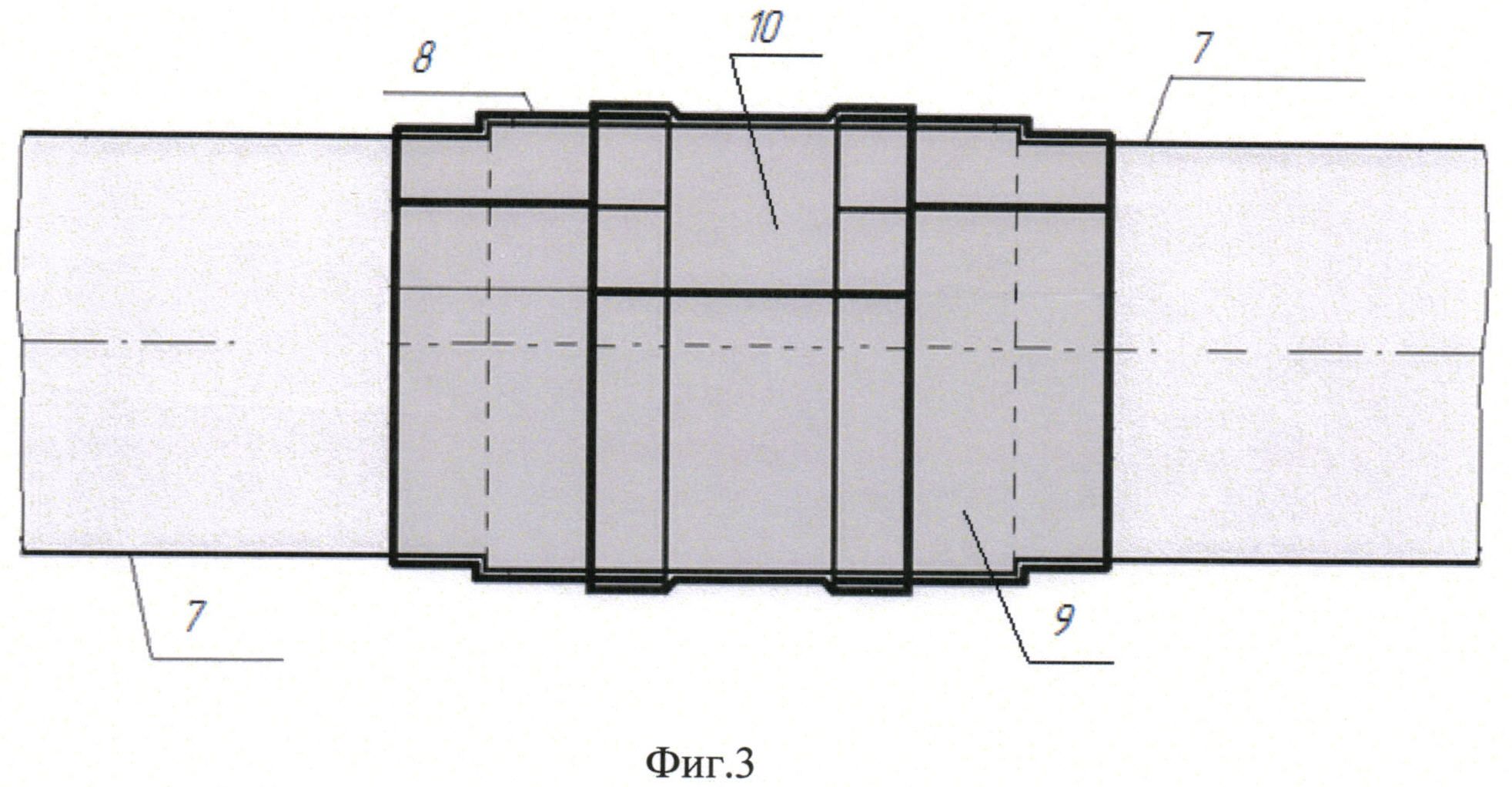
Способ монтажа теплоизоляции сварного стыка труб для подземной прокладки представлен на фиг.1-3 и включает установку симметрично относительно сварного стыка оцинкованного металлического кожуха, обернутого вокруг стыка, который заполняют пенополиуретаном между внутренней поверхностью кожуха, наружной поверхностью труб, образующих стык, и торцами теплоизоляционного материала этих труб, после чего активируют поверхность оцинкованного металлического кожуха, прогревая ее пламенем газовой горелки, и постепенно накладывают термоусадочное полотно из трех полимерных лент, также прогревая его пламенем газовой горелки, согласно изобретению предварительно производят антикоррозионную защиту сварного стыка труб 1 с помощью термоусаживающейся полимерной ленты с замковой пластиной 2, затем устанавливают на сварной стык скорлупы из пенополиуретана 3, скрепляемые металлическими лентами 4 с замками 5, устанавливают оцинкованный металлический кожух 6 симметрично относительно сварного стыка 1, перекрывающий место стыка и защитную оболочку труб 7, образующих стык, на поверхность оцинкованного металлического кожуха 6 монтируют две термоусаживающиеся полимерные ленты 8 и 9 по краям оцинкованного металлического кожуха 6 с нахлестом на защитную оболочку труб, образующих стык, и третью термоусаживающуюся полимерную ленту 10 устанавливают сверху посередине.
Перед установкой антикоррозионной защиты сварного стыка производят подготовку поверхности сварного стыка и прилегающей зоны труб, образующих стык, включающую очистку, сушку с помощью газовой горелки до заданной температуры с ее контролем с помощью контактного термометра по четырем равноудаленным точкам по периметру стыка.
Перед установкой термоусаживающейся полимерной ленты для антикоррозионной защиты сварного стыка на подготовленную поверхность сварного стыка с помощью поролонового валика или шпателя равномерным слоем наносится подготовленный праймер.
Величина нахлеста термоусаживающейся полимерной ленты на заводское покрытие труб, образующих стык, составляет не менее 50 мм для трубопроводов диаметром до 530 мм включительно и не менее 75 мм - для трубопроводов диаметром свыше 530 мм.
Термоусаживающуюся полимерную ленту устанавливают с нахлестом верхнего края на нижний. В месте данного нахлеста устанавливают замковую пластину и прогревают ее пламенем горелки, после чего производят ее прикатку силиконовым роликом для удаления из-под нее пузырьков воздуха и выравнивания всего материала.
Производят контроль антикоррозионного покрытия сварного стыка, включающий контроль внешнего вида, величины нахлеста антикоррозионного покрытия сварного стыка на заводское покрытие труб, образующих стык, толщины покрытия, диэлектрической сплошности и адгезии покрытия к металлу стыка и в месте нахлеста верхнего края термоусаживающейся полимерной ленты на нижний.
На скорлупы устанавливают металлические ленты с замком в количестве не менее 3 шт. (одна по центру сварного стыка, две крайних - на расстоянии от 150 до 200 мм от края защитной оболочки труб, образующих стык).
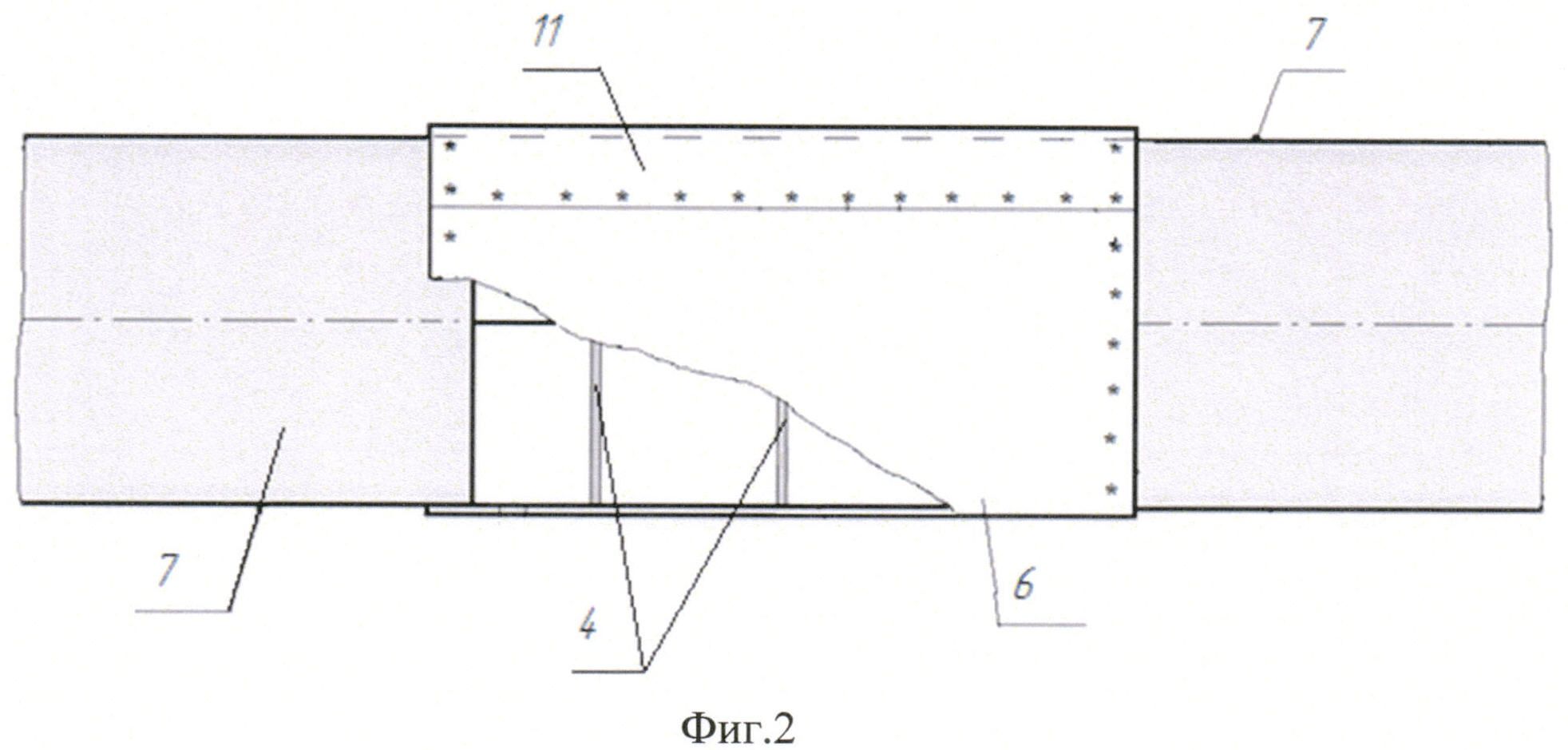
Оцинкованный металлический кожух устанавливают таким образом, чтобы нахлест края кожуха 11 (фиг.2) был ориентирован сверху вниз. Нахлест должен находиться в положениях, соответствующих 1, 2 или 10, 11 ч, и составлять не менее 100 мм. Положения необходимо представлять вдоль труб, образующих стык, по стрелкам часов.
Оцинкованный металлический кожух устанавливается симметрично относительно сварного стыка и должен полностью закрыть место стыка и перекрывать защитную оболочку труб, образующих стык, на расстояние не менее 100 мм.
В зонах нахлестов кожуха на трубы, образующие стык, и перехлеста краев кожуха его скрепляют оцинкованными винтами самонарезающими с пресшайбой (фиг.1) вдоль краев через каждые 80-100 мм. Расстояние от края нахлеста - от 10 до 20 мм.
По краям кожуха устанавливают термоусадочное полотно из трех полимерных лент. Две термоусаживающиеся полимерные ленты шириной 650 мм устанавливают с нахлестом на защитную оболочку труб, образующих стык, не менее 110 мм. Сверху посередине устанавливают третью ленту.
Проверка качества монтажа теплоизоляции и оцинкованного металлического кожуха включает проверку внешнего вида, величины нахлеста кожуха на защитную оболочку труб, образующих стык, величины перехлеста кожуха, расстояние между винтами и расстояние между винтами и краем кожуха.
Проверка качества термоусадочного полотна, нанесенного на оцинкованный металлический кожух, включает контроль внешнего вида полотна, измерение величин нахлеста термоусадочного полотна на защитную оболочку труб, образующих стык, и перехлеста соседних лент, измерение толщины покрытия, испытание на диэлектрическую сплошность, определение адгезии покрытия к защитной оболочке труб, образующих стык, к оцинкованному металлическому кожуху и адгезию в месте перехлеста соседних лент.
Работа способа.
Подготавливают поверхность сварного стыка и прилегающей зоны труб, образующих стык, на расстояние не менее 200 мм. Поверхность очищается от грязи, пыли, влаги и жировых загрязнений, сушка поверхности делается путем нагрева с помощью газовой горелки до заданной температуры с ее контролем с помощью контактного термометра по четырем равноудаленным точкам по периметру стыка.
Производится очистка поверхности сварного стыка абразивоструйным способом, включая очистку зоны заводского покрытия труб, образующих стык, примыкающего к зачищенному участку на расстояние не менее 100 мм от кромки покрытия.
Параметры очистки:
- степень очистки 2 по ГОСТ 9.402 или Sa 2,5 по ИСО 8501-1;
- шероховатость поверхности Rz от 40 до 90 мкм по ИСО 8503-1;
- запыленность поверхности не выше эталона 3 по ИСО 8502-3.
С помощью газовой горелки подготовленная поверхность нагревается до температуры, указанной производителем для данной марки термоусаживающейся полимерной ленты, с ее контролем с помощью контактного термометра по четырем равноудаленным точкам по периметру сварного стыка.
На подготовленную поверхность наносится поролоновым валиком или шпателем равномерным слоем подготовленный праймер (время с момента начала смешения до нанесения не должно превышать времени, указанного в технологической документации производителя).
Производится установка термоусаживающейся полимерной ленты на обработанную праймером поверхность.
Толщина термоусаживающихся полимерных лент выбирается в зависимости от диаметров трубопровода (см. таблицу 1).
|
Термоусаживающуюся полимерную ленту следует монтировать вокруг сварного стыка полиэтиленовым покрытием наверх, а клеевым слоем - к сварному стыку. Величина нахлеста концов термоусаживающейся полимерной ленты друг на друга составляет не менее 100 мм.
Один конец термоусаживающейся полимерной ленты прогревают пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижимают ее к праймированной поверхности сварного стыка.
Величина нахлеста термоусаживающейся полимерной ленты на заводское покрытие труб, образующих стык, составляет не менее 50 мм для трубопроводов диаметром до 530 мм включительно и не менее 75 мм - для трубопроводов диаметром свыше 530 мм.
Оборачивают полотно термоусаживающейся полимерной ленты вокруг изолируемой поверхности. Второй конец термоусаживающейся полимерной ленты прогревают горелкой со стороны клеевого слоя и прижимают к первому концу.
Нахлест концов термоусаживающейся полимерной ленты прокатывают силиконовым роликом для удаления возможных воздушных пузырьков из зоны нахлеста. Замкнутая таким образом в кольцо термоусаживающаяся полимерная лента имеет требуемый для дальнейшей усадки «провис» ленты у нижней образующей стыка.
Устанавливают замковую пластину на место соединения двух концов термоусаживающейся полимерной ленты и прогревают ее пламенем горелки, после чего производят ее прикатку силиконовым роликом для удаления из-под нее пузырьков воздуха и выравнивания всего материала.
Усадку термоусаживающейся полимерной ленты начинают сразу после установки замковой пластины с помощью газовой горелки, равномерно распределяя пламя, начиная с нижней образующей стыка, то есть в зоне максимального провиса ленты.
Контроль антикоррозионного покрытия сварного стыка включает контроль внешнего вида, величины нахлеста на заводское покрытие труб, образующих стык, толщины покрытия, диэлектрической сплошности и адгезии покрытия к металлу стыка и в месте нахлеста верхнего края термоусаживающейся полимерной ленты на нижний.
Далее производят установку теплоизоляционных скорлуп из пенополиуретана. Для этого сварной стык с нанесенной термоусаживающейся полимерной лентой очищается. При необходимости скорлупы подрезают до нужного размера по месту монтажа.
Устанавливают скорлупы из пенополиуретана на сварной стык.
При установке двух скорлуп они должны находиться в положениях, соответствующих 3, 9 ч, при установке трех - на 2, 6, 10 ч, при установке четырех - на 2, 5, 8, 11 ч. Положения необходимо представлять вдоль труб, образующих стык, по стрелкам часов.
|
Устанавливают на скорлупы ремни с натяжным механизмом, которые затягивают до плотного соединения стыков скорлуп, не допуская повреждения скорлуп.
На скорлупы устанавливают металлические ленты с замком в количестве не менее 3 шт. (одна по центру сварного стыка, две крайних - на расстоянии от 150 до 200 мм от края защитных оболочек труб, образующих стык), производят затяжку металлическим лент при помощи натяжителя.
Далее устанавливают оцинкованный металлический кожух таким образом, чтобы нахлест края кожуха был ориентирован сверху вниз. Нахлест должен находиться в положениях, соответствующих 1, 2 или 10, 11 ч, и составлять не менее 100 мм. Положения необходимо представлять вдоль труб, образующих стык, по стрелкам часов.
Кожух устанавливают симметрично относительно сварного стыка, при этом он должен полностью закрыть место стыка и перекрыть защитную оболочку труб, образующих стык, на расстояние не менее 100 мм.
На расстоянии от 300 до 400 мм от краев кожуха устанавливают ремни с натяжным механизмом и производят их затяжку.
В зонах нахлестов на трубы, образующие стык, и перехлеста кожух скрепляют оцинкованными винтами самонарезающими с пресшайбой вдоль краев через каждые 80-100 мм. Расстояние от края нахлеста - от 10 до 20 мм. После установки винтов снимают временные ремни с натяжным механизмом.
Производят сушку поверхности оцинкованного металлического кожуха путем нагрева с помощью газовой горелки с контролем температуры поверхности контактным термометром по четырем равноудаленным точкам. Протирают поверхность кожуха сухой ветошью и производят очистку поверхности кожуха и прилегающей к кожуху зоны защитной оболочки труб, образующих стык, на длину не менее 100 мм абразивоструйным способом.
На оцинкованный металлический кожух устанавливают две термоусаживающиеся полимерные ленты шириной 650 мм по краям кожуха с нахлестом на защитную оболочку труб, образующих стык, не менее 110 мм, третью термоусаживающуюся полимерную ленту устанавливают сверху посередине.
Проверка качества монтажа теплоизоляции и оцинкованного металлического кожуха включает проверку внешнего вида, величины нахлеста кожуха на защитную оболочку труб, образующих стык, величины перехлеста кожуха, расстояния между винтами и расстояния между винтами и краем кожуха.
Проверка качества термоусадочного полотна, нанесенного на оцинкованный металлический кожух, включает контроль внешнего вида покрытия, измерение величин нахлеста на защитную оболочку труб, образующих стык, и перехлеста соседних лент, измерение толщины покрытия, испытание на диэлектрическую сплошность, определение адгезии покрытия к защитной оболочке труб, образующих стык, к оцинкованному металлическому кожуху и адгезию в месте перехлеста соседних лент.
Способ и система универсальной защиты открытых проемов двухпутных тоннелей метрополитена
Способ бестраншейной замены подземных трубопроводов
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки
Способ монтажа противопожарных вставок для труб в теплоизоляции
Способ монтажа теплоизоляции технологических трубопроводов
Способ теплоизоляции вантуза для надземной и подземной установки
Устройство очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной прокладки подземных трубопроводов
Тепловой тест-объект
Способ тепловой изоляции резервуаров
Способ и система универсальной защиты открытых проемов двухпутных тоннелей метрополитена
Способ бестраншейной замены подземных трубопроводов
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки
Способ монтажа противопожарных вставок для труб в теплоизоляции
Способ монтажа теплоизоляции технологических трубопроводов
Способ теплоизоляции вантуза для надземной и подземной установки
Устройство очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной прокладки подземных трубопроводов
Тепловой тест-объект
Способ тепловой изоляции резервуаров

