Результат интеллектуальной деятельности: СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано для штамповки различных заготовок, деталей или изделий из листовых материалов (металлов и неметаллов), преимущественно для отрезки и вырубки крупногабаритных заготовок с целью последующего изготовления из этих заготовок деталей автомобилей на прессах простого, двойного и тройного действий, а также на многопозиционных прессах-автоматах.
Известен наклонный тип раскроя листового материала на детали Г-образной формы, когда контур первой детали заходит внутрь контура второй детали (Ковка и штамповка. Справочник в 4-х томах. Том 4. Листовая штамповка. М.: Машиностроение, 1987, табл.4, с.293).
Недостатком известного способа является то, что вырубка осуществляется с перемычками, за счет которых излишне увеличивается норма расхода материала на одну деталь. Если же ширину перемычек уменьшить, при прочих равных условиях штамповки, то снижаются точность вырубленной заготовки и стойкость вырубного штампа.
Известен малоотходный раскрой ленты на заготовки без боковых перемычек, когда ширина ленты равна ширине вырубаемой детали (Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальности "Машины и технология обработки металлов давлением". - М.: Машиностроение, 1989, - рис.6.1, с.72).
Однако за счет наличия перемычек между деталями норма расхода материала на одну деталь завышена.
Известен способ малоотходной вырубки заготовки из ленты, широкого рулона или полосы по патенту RU №2295414, в пяти вариантах; авторы: Ананченко И.Ю., Кандауров П.И., Жарков В.А.; в котором, используя конструкцию пуансона с различным поперечным сечением, заготовки вырубают без боковых перемычек между двумя соседними заготовками и между заготовками и краями ленты.
Недостатком данного способа является то, что он применим только для вырубки ограниченного вида заготовок, а именно, имеющих одну вертикальную ось симметрии.
Техническая задача изобретения заключается в расширении технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является расширение номенклатуры получаемых заготовок с экономией листового материала, повышение точности вырубленных заготовок и стойкости вырубного штампа. Это достигается за счет разработки способа малоотходной однорядной вырубки заготовки произвольного вида, не имеющей ни одной оси симметрии, из широкого рулона, ленты или полосы при помощи одного штампа последовательного действия или нескольких штампов простого действия.
Поставленная задача достигается за счет того, что на позициях одного штампа последовательного действия или на нескольких штампах простого действия за каждый ход подвижных частей этих штампов у верхней и нижней перемычек, из которых каждая перемычка разделена на три части таким образом, что левая и правая части прилегают к соответствующему краю рулона, а третья часть расположена в глубине рулона по отношению к первым двум частям, сначала пробивают два отверстия по форме третьей части верхней и нижней перемычек и, тем самым, образуют только определенные верхние и нижние участки контура заготовки, затем, после подачи рулона на один шаг, отрезают прилегающие к двум краям рулона правую и левую части перемычки, тем самым, образуя недостающие левые и правые верхние и нижние участки контура заготовки, и наконец, от средней части рулона отрезают без перемычки по заданному среднему левому участку контура заготовки предварительно подготовленную на предыдущих позициях одну заготовку, а после отрезки одновременно образуют средний правый участок контура следующей заготовки. За каждый ход пресса и подвижной части штампа получают одну заготовку для дальнейшей обработки на другом оборудовании или одну готовую деталь.
Сущность изобретения поясняется фиг.1, на которой показана схема малоотходной однорядной вырубки заготовок из широкого рулона, ленты или полосы, при котором из этого листового материала 5 последовательно одну за другой с определенным шагом t, заданным подающим устройством оборудования, в одном штампе последовательного действия или в нескольких штампах простого действия, установленных на этом оборудовании, после подачи листового материала поэтапно обрабатывают первую 1, вторую 2, третью 3 и четвертую 4, считая в направлении подачи рулона, заготовки, у которых верхний и нижний участки контура совпадают соответственно с верхним и нижним краями рулона 5, верхняя и нижняя перемычки между заготовками прилегают соответственно к верхнему и нижнему краям рулона и отсутствуют между заготовками в средней части рулона, по отношению к верхним и нижним прямым линиям контура заготовки, совпадающим соответственно с верхним и нижним краями рулона, контур каждой заготовки имеет верхний левый и верхний правый участки, средний левый и средний правый участки и нижний левый и нижний правый участки.
Способ осуществляется следующим образом. Рулон 5, лента или полоса шириной W подают на рабочую поверхность штампа последовательного действия или первого штампа простого действия. За каждый ход ползуна пресса и закрепленного на этом ползуне подвижной части штампа на первой позиции штампа в пределах шага подачи рулона t:
у верхней перемычки, разделенной на три части 6, 7, 8 линиями АВ и CD таким образом, что две верхние левая 6 и правая 7 части прилегают к верхнему краю рулона 5, а третья часть 8 расположена ниже первых двух частей, пробивают отверстие по форме третьей части 8 этой верхней перемычки и, тем самым, образуют только нижнюю часть верхнего правого участка контура первой заготовки 1 и нижнюю часть верхнего левого участка контура второй заготовки 2,
у нижней перемычки между заготовками, разделенной на три части 9, 10, 11 линиями EF и FG таким образом, что две нижние левая 9 и правая 10 части прилегают к нижнему краю рулона 5, а третья часть 11 расположена выше первых двух частей, пробивают отверстие по форме третьей части этой нижней перемычки и, тем самым, образуют только верхнюю часть нижнего правого участка контура первой заготовки 1 и верхнюю часть нижнего левого участка контура второй заготовки 2;
на второй позиции штампа последовательного действия или на втором штампе простого действия, после подачи рулона с двумя пробитыми на предыдущей позиции отверстиями 8, 11 на один шаг, за каждый ход подвижной части этого штампа:
у верхней перемычки между второй 2 и третьей 3 заготовками отрезают прилегающую к верхнему краю рулона правую часть 6 и, тем самым, образуют недостающую верхнюю часть верхнего левого участка контура третьей заготовки 3,
правее верхних прямых линий контура третьей заготовки 3, совпадающих с верхним краем рулона, отрезают левую часть 7 верхней перемычки и, тем самым, окончательно образуют верхний правый участок контура третьей заготовки 3,
одновременно у нижней перемычки между второй и третьей заготовками отрезают правую часть 9 перемычки и, тем самым, образуют недостающую нижнюю часть нижнего левого участка контура третьей заготовки 3,
правее нижних прямых линий контура третьей заготовки, совпадающих с нижним краем рулона, отрезают левую часть 10 нижней перемычки и, тем самым, окончательно образуют нижний правый участок контура третьей заготовки 3,
одновременно на этой позиции около верхних и нижних прямых линий контура заготовки, совпадающих соответственно с верхним и нижним краями рулона, отрезают прилегающие к этим прямым линиям части рулона 12, 13 с целью получения заданного контура заготовки, одновременно внутри максимального габаритного размера штампа слева направо между линиями для отрезки заготовки от рулона пробивают одно 14 или несколько отверстий внутри контура второй и/или третьей заготовки;
одновременно на следующей позиции этого же штампа последовательного действия или на следующем штампе простого действия от средней части рулона 5 отрезают без перемычки по заданному среднему участку НК контура заготовки предварительно подготовленную на предыдущих позициях одну крайнюю четвертую, считая в направлении подачи рулона, заготовку 4 и после отрезки одновременно образуют средний правый участок контура третьей заготовки 3;
подавая рулон на один шаг, за каждый ход пресса и подвижной части штампа получают одну заготовку для дальнейшей обработки на другом оборудовании или одну готовую деталь.
За счет разделения верхней и нижней перемычек на три части, а также за счет операции отрезки сначала правой части, а затем со смещением вправо внутрь штампа отрезки левой части перемычки, максимальный габаритный размер слева направо второй позиции, при использовании штампа простого действия, уменьшается, вследствие чего масса штампа и его стоимость снижаются.
За счет захода контура одной заготовки внутрь контура соседней заготовки шаг подачи листового материала уменьшается на величину захода, вследствие чего достигается экономия материала.
За счет подбора линий разделения верхней и нижней перемычек на три части одна, две или все три эти части из неделового отхода становятся деловым отходом для изготовления мелких деталей и использования в другом производстве, вследствие чего дополнительно достигается экономия материала. На автоматической линии раскроя рулона экономически выгоднее отрезать от рулона и собирать в тару в автоматическом режиме уже отрезанный деловой отход, чем неделовой отход, полученный на автоматической линии раскроя, впоследствии дорабатывать с ручной подачей до нужной геометрии делового отхода.
По сравнению с известными способами вырубки заготовок с перемычками в центральной части рулона, данный способ вырубки обеспечивает отрезку заготовок в центральной части рулона без перемычек между соседними заготовками, а перемычки между заготовками и верхним, и нижним краями рулона делят на три части по линиям, позволяющим перемычки в виде неделового отхода сделать деловым отходом, контур одной заготовки частично размещают внутри контура другой заготовки, за счет всех этих технических решений экономия и сокращение нормы расхода рулона на одну деталь составляет 5-15%. Кроме того, за счет отрезки сначала правой части, а затем, со смещением вправо внутрь штампа, отрезки левой части перемычки, максимальный габаритный размер слева направо штампа простого действия на второй позиции штамповки уменьшается, вследствие чего масса этого штампа и его стоимость снижаются до 10%.
Способ малоотходной однорядной вырубки заготовок из рулона листового материала, включающий последовательную подачу листового материала с определенным шагом, заданным подающим устройством оборудования в одном штампе последовательного действия или в нескольких штампах простого действия, установленных на этом оборудовании, поэтапную обработку, считая в направлении подачи рулона первой, второй, третьей и четвертой заготовок, у которых верхние и нижние прямые линии контура совпадают соответственно с верхним и нижним краями рулона, верхняя и нижняя перемычки между заготовками прилегают соответственно к верхним и нижним краям рулона и отсутствуют между заготовками в средней части рулона по отношению к верхним и нижним прямым линиям контура заготовки, совпадающим, соответственно, с верхним и нижним краями рулона, при этом контур каждой заготовки имеет верхний левый и верхний правый участки, средний левый и средний правый участки и нижний левый и нижний правый участки, отличающийся тем, что на первой позиции штампа в пределах шага подачи рулона за каждый ход подвижной части штампа у верхней перемычки, разделенной на три части таким образом, что две верхние левая и правая части прилегают к верхнему краю рулона, а третья часть расположена ниже первых двух частей, пробивают отверстие по форме третьей части этой верхней перемычки с образованием нижней части верхнего правого участка контура первой заготовки и нижней части верхнего левого участка контура второй заготовки, у нижней перемычки между заготовками, разделенной на три части таким образом, что две нижние левая и правая части прилегают к нижнему краю рулона, а третья часть расположена выше первых двух частей, пробивают отверстие по форме третьей части этой нижней перемычки с образованием верхней части нижнего правого участка контура первой заготовки и верхней части нижнего левого участка контура второй заготовки, на второй позиции штампа последовательного действия или на втором штампе простого действия, после подачи рулона с двумя пробитыми на предыдущей позиции отверстиями на один шаг, за каждый ход подвижной части этого штампа у верхней перемычки между второй и третьей заготовками отрезают прилегающую к верхнему краю рулона правую часть с образованием недостающей верхней части верхнего левого участка контура третьей заготовки, правее верхних прямых линий контура третьей заготовки, совпадающих с верхним краем рулона, отрезают левую часть верхней перемычки с окончательным образованием верхнего правого участка контура третьей заготовки, одновременно у нижней перемычки между второй и третьей заготовками отрезают правую часть перемычки с образованием недостающей нижней части нижнего левого участка контура третьей заготовки, правее нижних прямых линий контура третьей заготовки, совпадающих с нижним краем рулона, отрезают левую часть нижней перемычки с окончательным образованием нижнего правого участка контура третьей заготовки, одновременно на этой позиции около верхних и нижних прямых линий контура заготовки, совпадающих соответственно с верхним и нижним краями рулона, отрезают прилегающие к этим прямым линиям части рулона с получением заданного контура заготовки, и одновременно внутри контура второй и/или третьей заготовки пробивают одно или несколько отверстий, на следующей позиции этого же штампа от средней части рулона отрезают без перемычки по заданному среднему участку контура заготовки предварительно подготовленную на предыдущих позициях, считая по ходу подачи рулона, одну четвертую заготовку с одновременным образованием после отрезки среднего правого участка контура третьей заготовки, при этом при подаче рулона на один шаг за каждый ход пресса и подвижной части штампа получают одну заготовку для дальнейшей обработки на другом оборудовании или одну готовую деталь.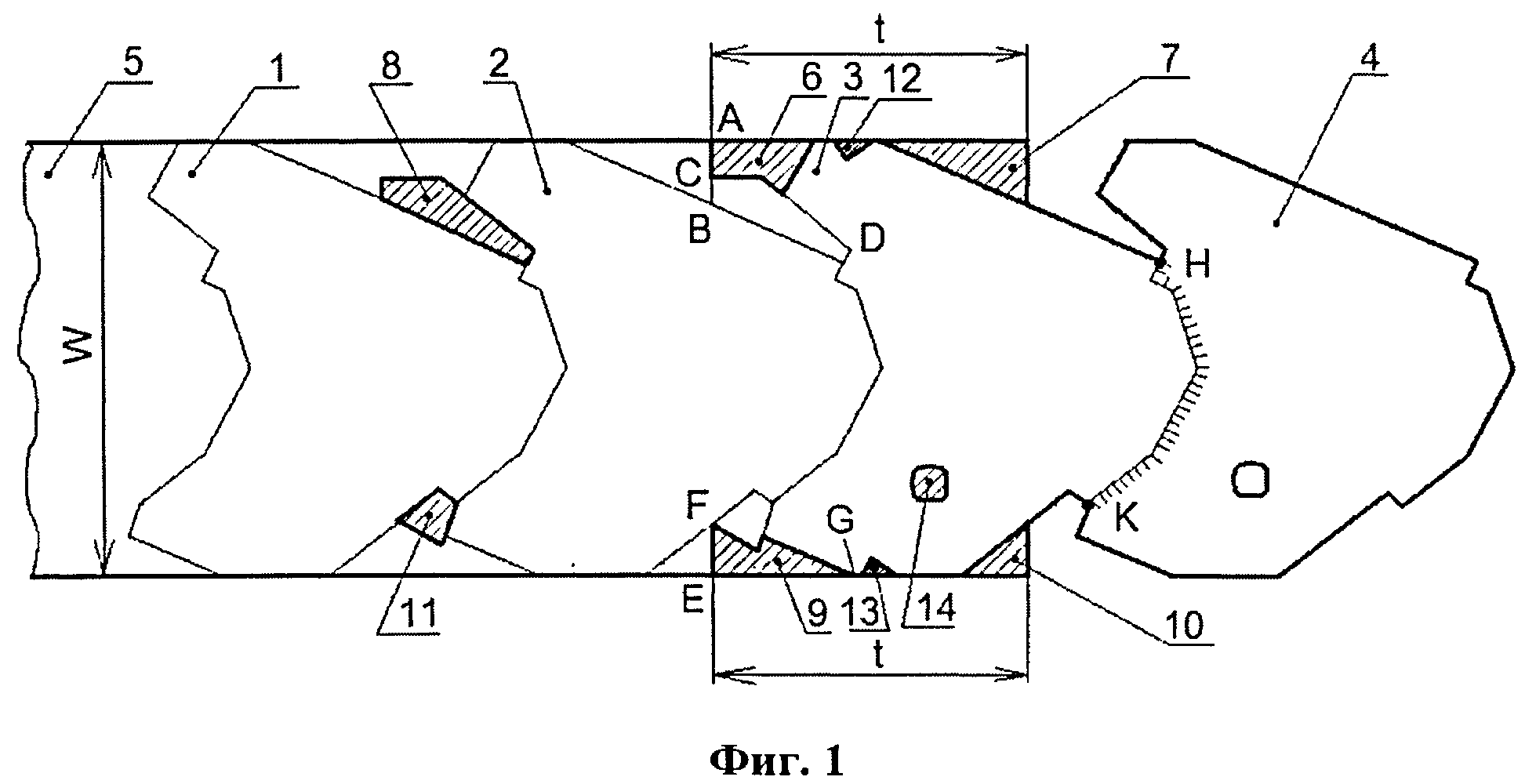
Осветительное устройство транспортного средства
Опорный узел для источников света осветительного устройства
Опорный узел для источников света осветительного устройства
Прессующий поршневой узел машины литья под давлением
Устройство для контроля монтажа
Лигатура для модифицирования и легирования сплавов
Способ центровки осей вращающихся сопрягаемых валов, образующих составной валопровод, относительно оси приводного вала тормозной машины моторного стенда и оси коленчатого вала объекта исследований - двигателя внутреннего сгорания (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Кожух картера сцепления силового агрегата колесного транспортного средства
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия
Штамп для вытяжки кузовных деталей
Способ испытания и оценки штампуемости листового проката
Способ испытания и оценки эффективности технологических смазок
Штамп для вытяжки деталей сложной формы
Способ вытяжки сложной крупногабаритной детали (варианты)

