Результат интеллектуальной деятельности: ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм
Вид РИД
Изобретение
Изобретение относится к трубопрокатному инструменту, а именно, к способу калибровки валков пилигримовых станов для прокатки труб размером 630×28 мм из стали марки 09Г2С для газопроводов газлифтных систем и обустройства газовых месторождений из полых слитков электрошлакового переплава размером 720×65×3400±50 мм и может быть использовано на трубопрокатной установке 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ» при прокатке труб размером 630×28 мм из полых слитков ЭШП размером 720×65×3400±50 мм. Трубопрокатная установка 8-16′′ с пилигримовыми станами единственная в России, на которой в данный момент производят трубы диаметром до 550 мм из гильз диаметром 680 мм, т.е. с обжатием по диаметру 130 мм. В клеть пилигримового стана можно задать гильзу диаметром до 720 мм и длиной не более 3450 мм, а на прошивном стане прошить гильзу диаметром не более 680 мм. Поэтому для производства труб размером 630×28 мм приняты полые слитки ЭШП размером 720×65×3400±50 мм.
В практике ТПУ с пилигримовыми станами известен валок пилигримового стана, содержащий по окружности бочки ручей с последовательно расположенными по длине бойком, полирующим участком, углом продольного выпуска и холостым участком, при этом боек выполнен с переменным уменьшающимся поперечным сечением по длине, а полирующий с постоянным сечением в виде круга с тангенциальными выпусками (Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин. «Горячая прокатка труб», изд. Металлургия, Москва, 1962, с.314-328).
Недостатком этих валков является то, что они позволяют прокатывать гильзы в трубы диаметром не более 550 мм с обжатием - редуцированием гильз по диаметру от 130 до 170 мм и с относительно тонкими стенками, т.е. с отношением D/S≥25.
Известен валок пилигримового стана, содержащий по окружности бочки ручей круглого поперечного сечения с тангенциальными выпусками, длина которого составлена из последовательно расположенных бойка, образованного радиусом гребня валка увеличивающейся величины, полирующего участка, имеющего постоянный радиус гребня валка, угла продольного выпуска и холостого участков, причем выпуски поперечного сечения изменяются по длине бойка от 32-37° до 20-25° в сечение перехода на полирующий участок (Ю.Ф. Шевакин, А.З. Глейберг. «Производство труб», Металлургия, Москва, 1968, с.139-140 и 160).
Недостаток данных валков, как и выше указанного аналога, заключается в том, что они предназначены для прокатки труб диаметром до 426 мм с относительно тонкими стенками, т.е. с отношением D/S≥25 и с обжатиями по диаметру не менее 140 мм.
В трубной промышленности известен так же валок пилигримового стана, содержащий по окружности бочки ручей круглого поперечного сечения с выпусками, длина которого составлена из последовательно расположенных бойка, образованного радиусом гребня валка, увеличивающейся величины, полирующего участка, имеющего постоянный радиус гребня валка, угла продольного выпуска (переходного) и холостого участков, выпуски поперечного сечения ручья на одной трети протяженности бойка выполнены постоянными по величине, а на остальной части бойка плавно уменьшающимися до значения выпусков полирующего участка, при этом радиус гребня валка в конце участка с постоянной величиной выпуска составляет 1,3 радиуса гребня его начала (авт. свд. СССР №554019, бюллетень ОИПОТЗ №14, 1977 г.).
Использование данных валков обеспечивает прокат труб из гильз с большими отклонениями диаметров от номинала, т.е. прокат труб из гильз бόльшего диаметра, прокатку труб с большими вытяжками, за счет чего снижается расходный коэффициент металла, исключаются потери времени на перевалки валков. Данные валки не дают возможности вести процесс прокатки качественных по геометрическим размерам труб с дозированной величиной подачи из гильз с малыми обжатиями по диаметру, что приводит к смещению нулевых точек валков в сторону полирующего участка, т.е. к неполному использованию бойков, ухудшению захвата гильзы валками, что приводит к снижению пути отката подающего аппарата, снижению величины подачи гильзы в очаг деформации и угла кантовки гильзы, что в свою очередь приводит к не заполнению калибра и образованию на теле труб «бугров» и «отесов» - провалов по диаметру и утонению стенки, т.е. к прокату некачественных труб, а в некоторых случаях и к прекращению процесса прокатки.
Наиболее близким по техническому решению (прототипом) является ручей пилигримового валка с переменным сечением по окружности на обжимном и полирующем участках, а поперечное сечение ручья по длине полирующего участка выполнено плавно уменьшающимся до расчетной величины половины профиля готовой трубы, т.е. глубина вреза ручья на полирующем участке изменяется в пределах от 0,5 до 1,5 мм и зависит от толщины стенки прокатываемых труб (авт. свид. СССР №358042, Бюл. №34, 1972 г.).
Использование данных валков позволило стабилизировать величину подачи металла в очаг деформации, исключить проскальзывание валков и образование «отесов» при прокатке труб с отношением D/S≥7,0, т.е. при прокатке труб с толщинами стенок от 30 до 60 мм, в зависимости от диаметра труб, т.е. от отношения D/S.
Недостаток приведенного изобретения «Ручей пилигримового валка» заключается в том, что оно не решает вопрос прокатки труб большого диаметра с малыми обжатиями на участке бойка и не увязывает геометрические размеры труб с изменением поперечного сечения ручья по длине рабочей части.
Задачей изобретения является разработка и изготовление валков пилигримового стана, позволяющих освоить производство бесшовных горячекатаных качественных труб размером 630×28 мм из стали марки 09Г2С для газопроводов газлифтных систем и обустройства газовых месторождений из полых слитков ЭШП размером 720×65×3400±50 мм с геометрическими размерами и механическими свойствами в соответствии с ТУ 14-3-1128-2000.
Техническое решение достигается тем, что в валке пилигримового стана для прокатки труб размером 630×28 мм из стали марки 09Г2С для газопроводов газлифтных систем и обустройства газовых месторождений из полых слитков электрошлакового переплава размером 720×65×3400±50 мм, содержащего по окружности бочки ручей круглого сечения с тангенциальными поперечными выпусками, состоящий по длине из рабочей и холостой частей протяженностью соответственно 210 и 150°, рабочая часть которого состоит из последовательно расположенных участков бойка, образованного гребнем валка радиусом, увеличивающимся на 85-90 мм, с углом поперечного выпуска, изменяющимся по длине бойка от 32-37 до 20-25°, полирующего участка, имеющего постоянный или плавно увеличивающийся радиус, с постоянным углом поперечного выпуска и участка продольного выпуска с увеличивающимся поперечным сечением и углом поперечного выпуска, увеличивающимся до значения угла поперечного выпуска холостого участка, при этом протяженность бойка составляет 0,57-0,58, полирующего участка 0,28-0,29, а угла продольного выпуска 0,14-0,15 от общей протяженности рабочей части валка, участок бойка выполнен с центральным углом 120° и ручьем, поперечные выпуски которого уменьшаются от 37 до 22, при этом участок бойка разделен на четыре участка с центральными углами 25, 15, 25 и 55° с возможностью плавного распределения обжатия по диаметру соответственно 35, 25, 20 и 10 мм, и с радиусами увеличивающимися на величину приращения Δ через один градус, значения которых определяют из выражения:
 ;
;  ;
;  ;
;  ,
,
где ρ0 - радиус валка в нулевой точке, мм; ρ25 - радиус валка в точке, соответствующей центральному углу 25°, мм; ρ40 - радиус валка в точке, соответствующей центральному углу 40°, мм; ρ65 - радиус валка в точке, соответствующей центральному углу 65°, мм; ρ120 - радиус валка в точке, соответствующей центральному углу 120°, т.е. в конце бойка, мм; α1, α2, α3 и α4 - величины центральных углов участков бойка, град.; при этом Δ1=0,70, Δ2=0,83, Δ3=0,40 и Δ4=0,09 мм/град., полирующий участок валка выполнен с центральным углом 60°, ручьем с поперечными выпусками, равными 22°, и радиусами, плавно увеличивающимися на величину Δn, значения которых определяют из выражения:
 ,
,
где ρn180 - радиус валка в точке, соответствующей центральному углу 180° рабочей части валка, мм; ρn120 - радиус валка в точке, соответствующей центральному углу 120° рабочей части валка, мм; αn - величина центрального угла полирующей части валка, град., при этом Δn=0,01 мм/град., угол продольного выпуска валка выполнен с центральным углом 30° с поперечными выпусками ручья, изменяющимися от 22° до 37°, и с плавно увеличивающимся поперечным сечением ручья, с радиусами, увеличивающимися на величину приращения Δд.у.п.вып. через градус, определяемыми из выражения:
 ,
,
где ρв.пол. - радиус валка в точке, соответствующей центральному углу 180°, т.е. в конце полирующего - начале угла продольного выпуска, мм; ρв.у.п.вып. - радиус валка в точке, соответствующей центральному углу 210°, т.е. в конце угла продольного выпуска, мм; αвып.=30° - величина центрального угла продольного выпуска, град., при этом Δд.у.п.вып.=0,09 мм/град.
Сопоставительный анализ с прототипом показал, что заявляемый валок пилигримового стана для прокатки труб размером 630×28 мм из стали марки 09Г2С для газопроводов газлифтных систем и обустройства газовых месторождений из полых слитков ЭШП размером 720×65×3400±50 мм отличается от известного тем, что протяженность бойка составляет 0,57-0,58, полирующего участка 0,28-0,29, а угла продольного выпуска 0,14-0,15 от общей протяженности рабочей части валка, участок бойка выполнен с центральным углом 120° и ручьем, поперечные выпуски которого уменьшаются от 37 до 22, при этом участок бойка разделен на четыре участка с центральными углами 25, 15, 25 и 55°, с возможностью плавного распределением обжатия по диаметру, соответственно, 35, 25, 20 и 10 мм, и с радиусами увеличивающимися на величину приращения Δ через один градус, значения которых определяют из выражения:
 ;
;  ;
;  ;
;  ,
,
где ρ0 - радиус валка в нулевой точке, мм; ρ25 - радиус валка в точке, соответствующей центральному углу 25°, мм; ρ40 - радиус валка в точке, соответствующей центральному углу 40°, мм; ρ65 - радиус валка в точке, соответствующей центральному углу 65°, мм; ρ120 - радиус валка в точке, соответствующей центральному углу 120°, т.е. в конце бойка, мм; α1, α2, α3 и α4 - величины центральных углов участков бойка, град.; при этом Δ1=0,70, Δ2=0,83, Δ3=0,40 и Δ4=0,09 мм/град., полирующий участок валка выполнен с центральным углом 60°, ручьем с поперечными выпусками, равными 22°, и радиусами, плавно увеличивающимися на величину Δn, значения которых определяют из выражения:
 ,
,
где ρn180 - радиус валка в точке, соответствующей центральному углу 180° рабочей части валка, мм; ρn120 - радиус валка в точке, соответствующей центральному углу 120° рабочей части валка, мм; αn - величина центрального угла полирующей части валка, град., при этом Δn=0,01 мм/град., угол продольного выпуска валка выполнен с центральным углом 30° с поперечными выпусками ручья, изменяющимися от 22° до 37°, и с плавно увеличивающимся поперечным сечением ручья, с радиусами, увеличивающимися на величину приращения Δд.у.п.вып. через градус, определяемыми из выражения:
 ,
,
где ρв.пол. - радиус валка в точке, соответствующей центральному углу 180°, т.е. в конце полирующего - начале угла продольного выпуска, мм; ρв.у.п.вып. - радиус валка в точке, соответствующей центральному углу 210°, т.е. в конце угла продольного выпуска, мм; αвып.=30° - величина центрального угла продольного выпуска, град., при этом Δд.у.п.вып.=0,09 мм/град. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого валка не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый валок от прототипа, что соответствует патентоспособности «изобретательский уровень».
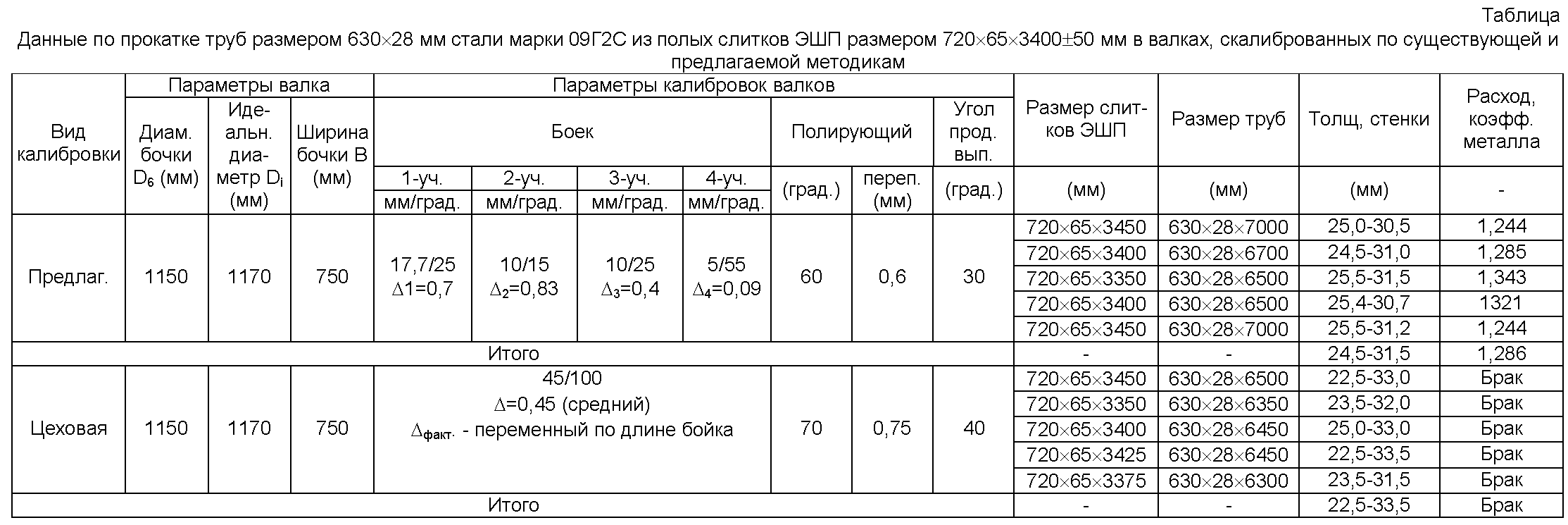
Изобретение осуществлено на ТПУ 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ» при прокатке труб размером 630×28 мм из стали марки 09Г2С в валках существующей (цеховой) калибровки для прокатки толстостенных труб с плавным уменьшением поперечного сечения по длине полирующего участка, равным 1,5 мм для увеличения пути отката подающего аппарата и стабилизации подачи гильзы в очаг деформации и в валках предложенной калибровки с увеличенной протяженностью бойка с общим обжатием - редуцированием гильз по диаметру в горячем состоянии не более 90 мм и плавным уменьшением поперечного сечения по длине полирующего участка, равным 1,2 мм (валки изготовлены в соответствии с формулой предлагаемого изобретения). Данные по прокатке труб размером 630×28 мм из стали марки 09Г2С из полых слитков ЭШП размером 720×65×3400±50 мм для газопроводов газлифтных систем и обустройства газовых месторождений по ТУ 14-3-1128-2001 в валках толстостенной калибровки (цеховая) и предлагаемой приведены в таблице. В производство было задано по 5 полых слитков ЭШП размером 720×65×3400±50 мм. После прокатки производили замер толщины стенки труб и определяли продольную и поперечную разностенность. Из таблицы видно, что трубы размером 630×28 мм, прокатанные в валках, изготовленных в соответствии с формулой изобретения, имеют толщину стенки от 24,5 до 31,5 мм, т.е. полностью отвечают требованиям ТУ 14-3-1128-2000. Трубы, прокатанные в валках цеховой толстостенной калибровки, забракованы по стенке, разброс которой составил от 22,5 до 33,5 мм. Средняя длина труб, прокатанных в валках предложенной калибровки, составила 6,7 м, а труб, прокатанных в валках цеховой калибровки - 6,4 м. Трубы, прокатанные в валках цеховой калибровки, имели повышенную бугристость и «отесы» (провалы по диаметру). Замеры толщин стенок по длине и периметру показали, что ни одна труба из-за повышенной разностенности не отвечает требованиям ТУ 14-3-1128-200. Трубы сданы вторым сортом для строительных конструкций. Средний расходный коэффициент металла по партии труб, прокатанных в валках предлагаемой калибровки, составил 1,286.
Таким образом, использование валков пилигримового стана для прокатки труб размером 630×28 мм из полых слитков ЭШП размером 720×65×3600±50 мм, скалиброванных по предлагаемой методике, позволило впервые в мировой практике получить на ТПУ 8-16′′ с пилигримовыми станами трубы размером 630×28 мм из стали марки 09Г2С для газопроводов газлифтных систем и обустройства газовых месторождений с геометрическими размерами в соответствии с ТУ 14-3-1128-2000, полностью исключить брак по «отесам» и «буграм», т.е. дефектам, приводящим к разностенности товарных труб.
Способ производства холоднокатаных товарных труб размером 170×3×370 мм из стали марки 16х12мвсфбр-ш (эп823-ш) для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш для реакторов аэс на быстрых нейтронах
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства длинномерных многослойных металлических труб большого диаметра для транспортировки углеводородов и установка для его осуществления
Способ производства холоднокатаных товарных труб размером 170×3×370 мм из стали марки 16х12мвсфбр-ш (эп823-ш) для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш для реакторов аэс на быстрых нейтронах
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства длинномерных многослойных металлических труб большого диаметра для транспортировки углеводородов и установка для его осуществления

