Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ ДЛЯ ГЛУБИННОГО НАСОСА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, более конкретно к производству длинномерных насосных штанг, являющихся составными элементами колонны штанг глубинного насоса, используемого при добыче нефти.
Известен способ изготовления насосной штанги, «Добыча нефти глубинными насосами» Г.Ришмюллер. 1988 г. [1], состоящий из тела штанги в виде прутка и резьбовых головок, необходимых для соединения штанг в колонну с помощью соединительных муфт. Согласно способу головку изготавливают путем высадки конца прутка с последующим выполнением на головке резьбы. Высадка производится за несколько этапов с использованием кузнечного инструмента специальной конструкции, гарантирующего соосность прутка и резьбовой головки.
К недостаткам способа можно отнести то, что с течением времени в связи с износом кузнечного инструмента соосность прутка и головки в процессе изготовления штанги нарушается, что приводит к снижению качества изготавливаемой штанги. Причем даже незначительная несоосность прутка и резьбовой головки, усугубляемая наличием концентратора напряжений в месте перепада диаметров по длине прутка, возникающего при формировании резьбовой головки, ведет к снижению надежности штанги в эксплуатации из-за возможности ее поломки в результате усталостного излома. Необходимо также отметить, что способ не позволяет варьировать свойства материала прутка и резьбовой головки для усиления слабых сечений штанги или сечений, подверженных в эксплуатации наибольшим нагрузкам.
Кроме того, процесс высадки резьбовой головки на конце длинномерного прутка является достаточно сложным, что в сочетании с использованием нескольких этапов высадки ведет к повышению трудоемкости и энергоемкости процесса изготовления штанги.
Известен способ изготовления насосной штанги RU №2119858 от 1998 г. [2], согласно которому для тела и головок штанги используют заготовки из стали разных марок, раздельно проводят термическую и механическую обработку заготовок, после чего методом сварки трением к торцам прутка, представляющего тело штанги, приваривают головки. Технологический процесс изготовления насосной штанги считается легкоуправляемым и обеспечивающим массовое производство насосных штанг различных категорий качества, в том числе с меньшей величиной несоосности прутка и резьбовой головки, и эксплуатационной надежности. Однако высокую степень качества и эксплуатационной надежности штанги, используя данный способ изготовления, получить не удается. Прежде всего, сохраняется концентратор напряжений, обусловленный теперь не только перепадом диаметров прутка и резьбовой головки, но и наличием в этом месте сварного соединения, которое, как правило, даже при самом высоком качестве сварки уступает по прочности основному материалу. В результате по месту сварки в процессе эксплуатации может произойти поломка штанги. Кроме того, способ не уступает по трудоемкости и энергоемкости способу [1], поскольку также является многоперационным и требующим специального оборудования, в частности машины для сварки трением, позволяющей сваривать длинномерные детали диаметром от 8 до 30 мм с усилием до 10 тонн.
Наиболее близким к заявляемому способу является способ изготовления насосных штанг RU 2329129 от 2008 г. [3], включающий механическую обработку прутка, в том числе выполнение резьбы на бобышках, полученных высадкой концов прутка, и соединение прутка с резьбовыми головками, где в качестве резьбовых головок используют накидные гайки, предварительно до высадки бобышек насаживаемые на пруток.
Однако опасность возникновения при высадке несоосности тела прутка и бобышек на его концах сохраняется со всеми вытекающими из этого последствиями для качества штанги, описанными выше, и эта опасность тем больше, чем больше диаметр бобышки. Здесь необходимо заметить, что диаметр селиванов бобышки должен быть достаточным для создания упорного буртика для накидной гайки. В результате сохраняется и концентратор напряжений из-за перепада диаметров прутка и бобышки, хотя, как уже отмечалось, степень его влияния на качество штанги меньше, чем в [1]. Сохраняется трудоемкая операция высадки бобышек, хотя, как уже также отмечалось, она имеет один этап.
Задачей изобретения является повышение надежности и снижение трудоемкости изготовления насосной штанги.
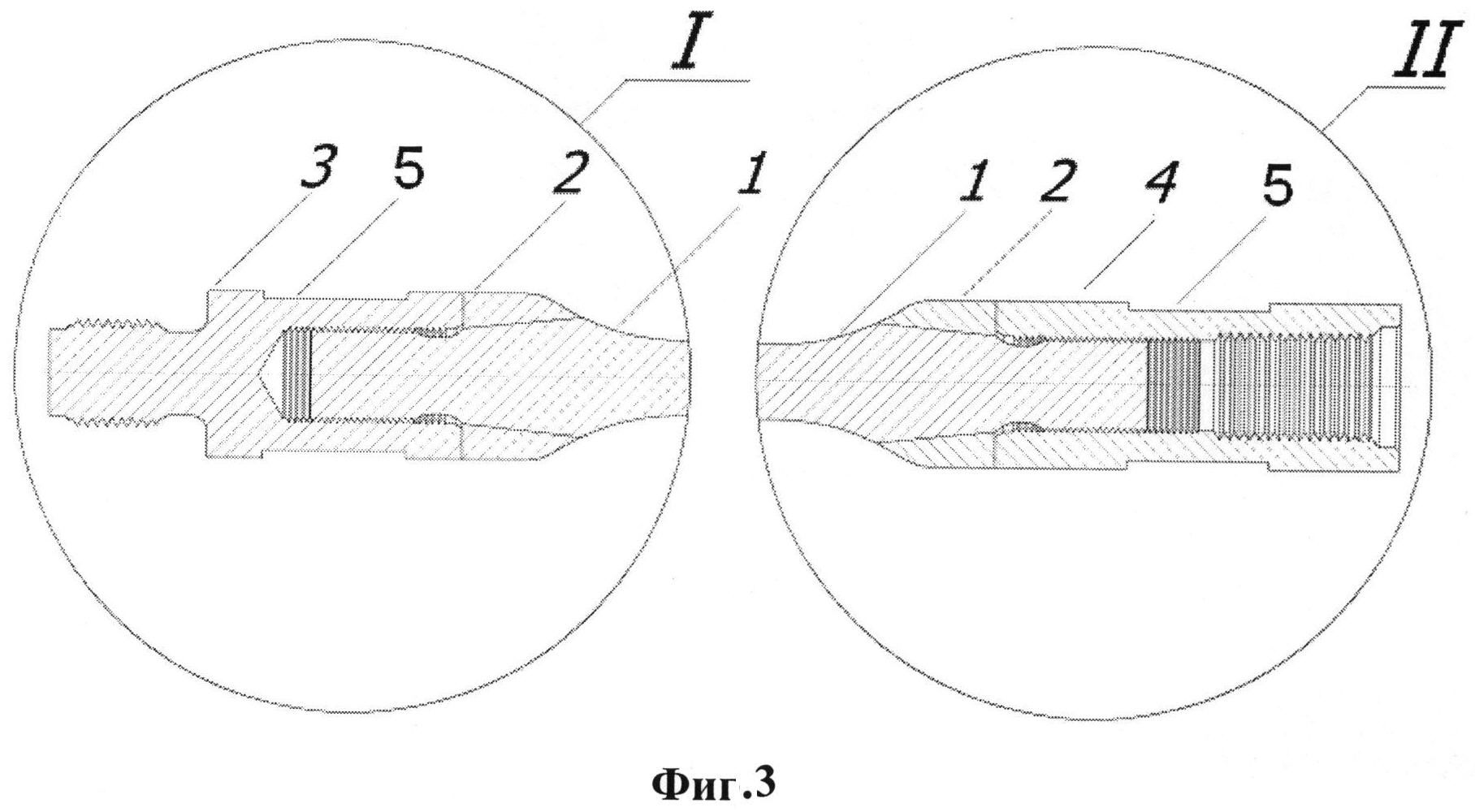
Поставленная задача решается за счет прокатки прутков, их механической обработки, правки, полировки и соединения с резьбовыми головками. На каждом конце прутка 1 (Фиг.3) перед накатываемой резьбой выполняют высадку в виде утолщения для посадки упорного кольца 2, закрепляют упорное кольцо и свинчивают с натягом резьбовые головки, причем на резьбовой головке 3 выполняют внешнюю и внутреннюю резьбу, а на другой резьбовой головке 4 только внутреннюю резьбу, причем на внешней поверхности резьбовых головок предусмотрены лыски.
Отверстие упорного кольца выполняют коническим. Посадку упорного кольца производят под прессом в нагретом или холодном состоянии. Размеры отверстия упорного кольца назначают из условия посадки нагретого или холодного кольца на пруток. Длину резьбовой части головок для соединения с прутком выполняют длиннее, чем соответственные длины на концах прутка, для удобства свинчивания головок с натягом. Резьбовую головку, имеющую внутреннюю резьбу с обоих концов, изготавливают таким образом, чтобы внутренняя, располагающаяся в периферийной части, длина резьбы упомянутой резьбовой головки была больше длины от торца ниппеля до упорного бурта.
Пример осуществления способа
Прутковую заготовку диаметром 100 мм из стали 30ХМА прокатывают на пруток диаметром 20 мм. После прокатки проводят отпуск прутков, обеспечивающий формование требуемого уровня механических свойств. Затем прутки подвергают предварительной правке и обточке поверхности на токарном станке до диаметра 19,5 мм. Далее следует операция правки-полировки методом поперечно-винтовой прокатки. В процессе правки-полировки происходит деформационное упрочение поверхности прутка, что существенно повышает усталостную прочность и надежность штанги. Прокатка осуществляется полированными валками из твердого сплава, в результате чего получается пруток 19 мм с упрочненной поверхностью с шероховатостью не более R 0,63 и кривизной не более 0,3 мм на 1 м длины. Далее прутки режутся на мерные заготовки длиной 8000 мм (тело штанги) и на их концах формируют утолщение для упорного кольца и накаткой получают коническую резьбу. Затем на пруток накручивают с натягом резьбовые головки.
Резьбовое соединение головок с телом штанги осуществляется с натягом для уменьшения влияния основных переменных нагрузок на прочность резьбового соединения. В натянутом состоянии переменная нагрузка передается на резьбовую деталь лишь частично и прочность натянутого соединения при переменных нагрузках больше, чем ненатянутого, что актуально при переменных нагрузках на штанговую колонну. Посадка кольца на коническую высаженную область прутка позволяет уменьшить утолщение высадки. Натяжка служит для создания определенного давления на стыке соединения деталей для его герметичности, что препятствует разбалтыванию и износу соединения.
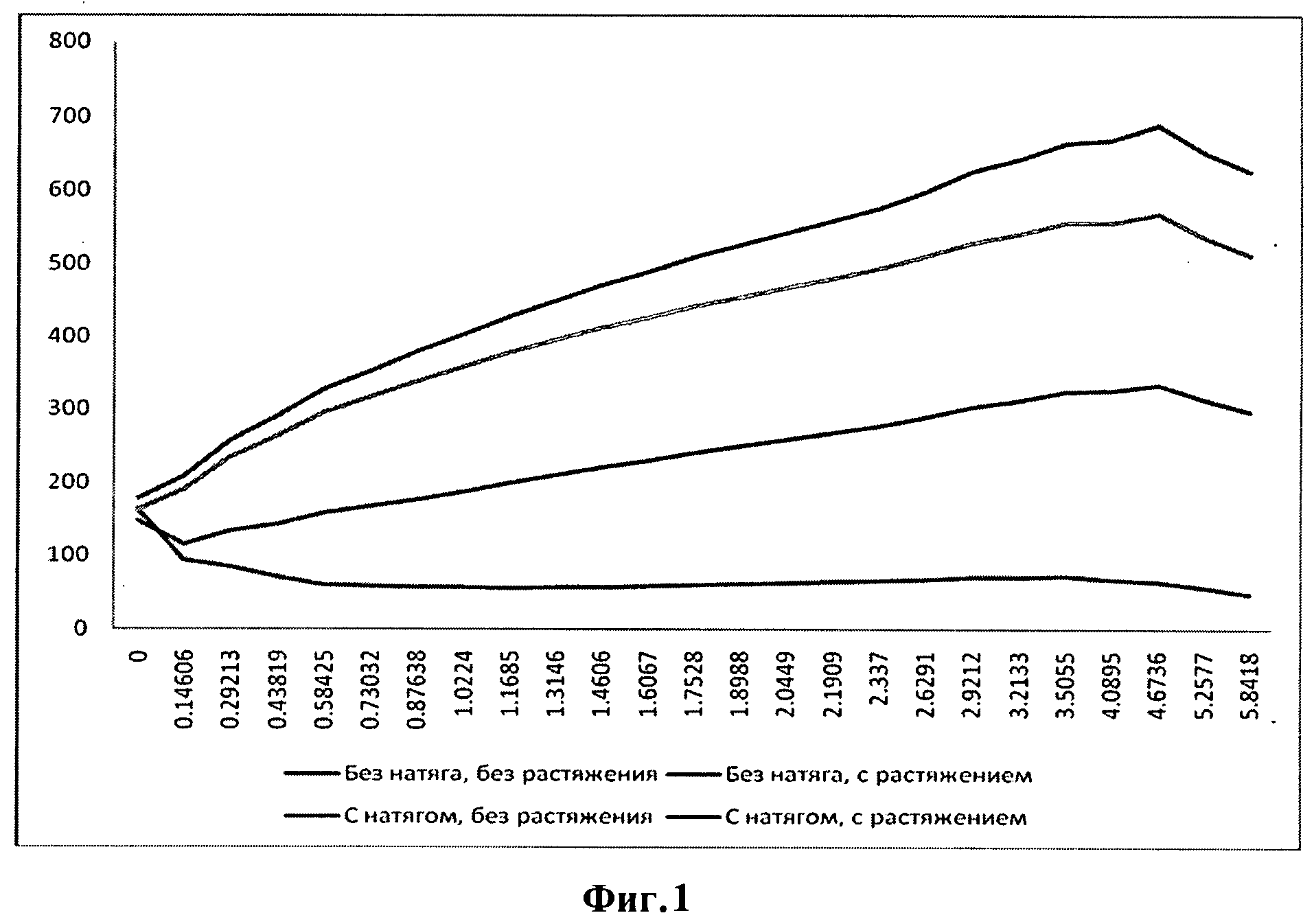
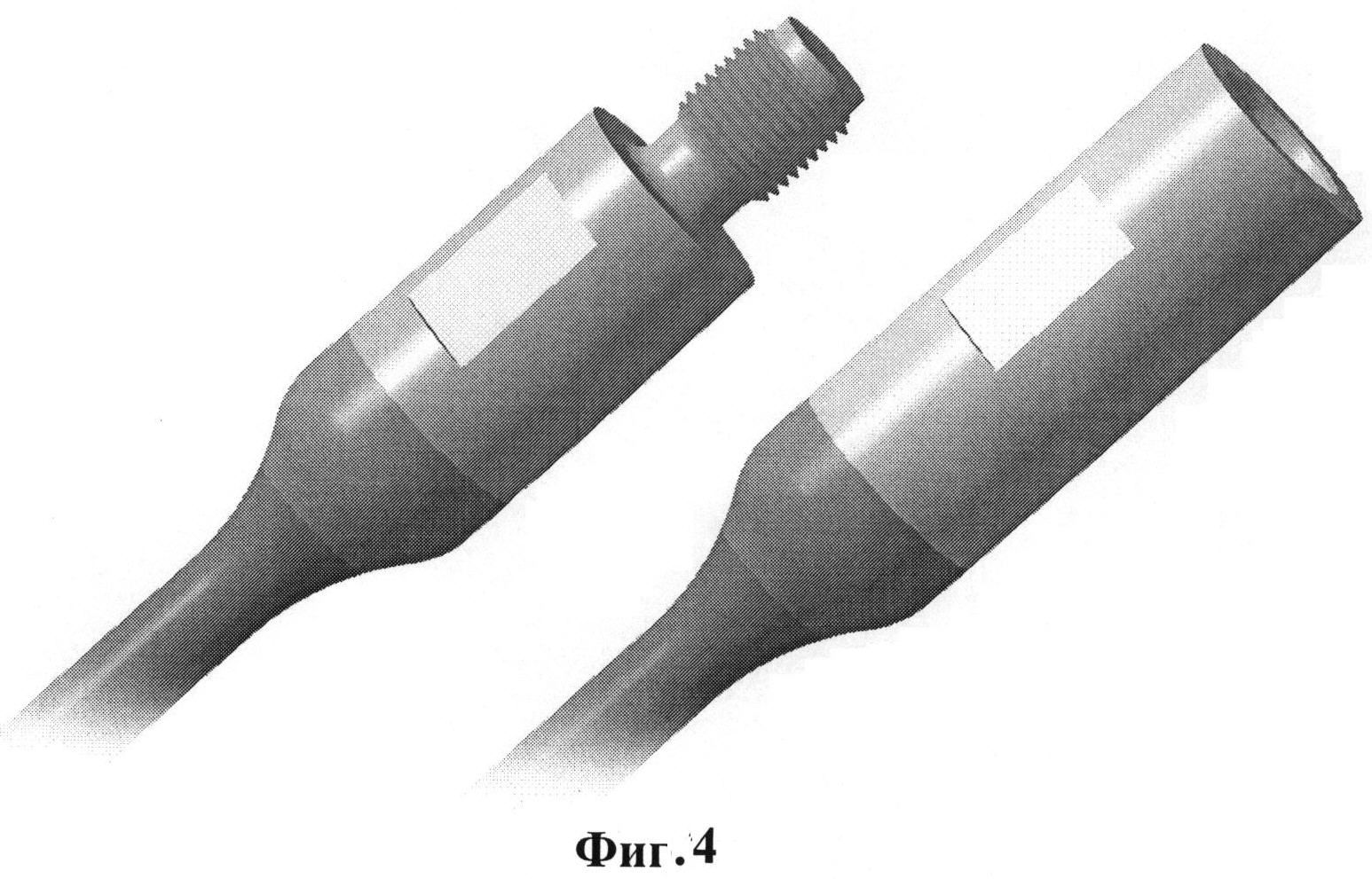
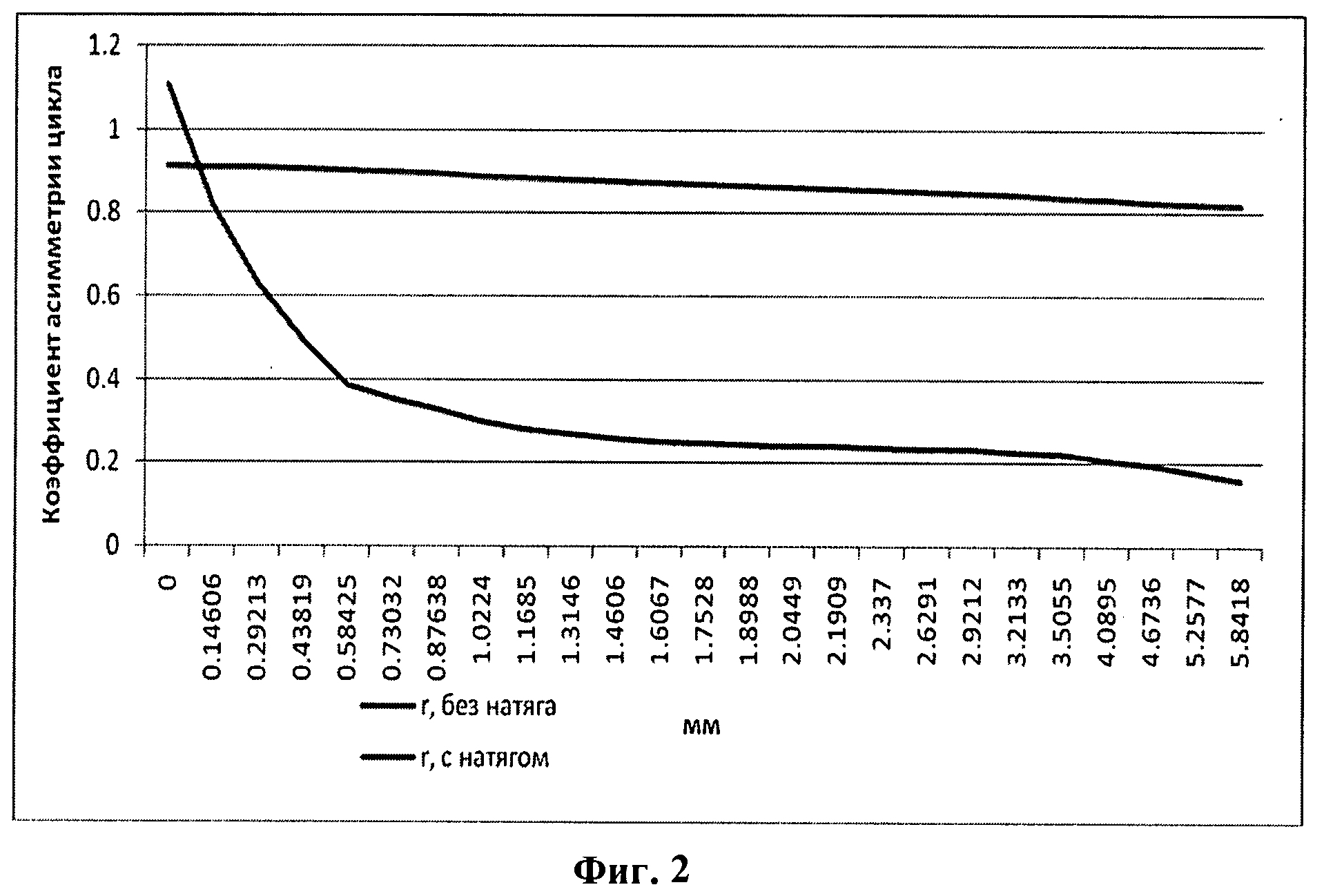
Для подтверждения этого факта был произведен расчет методом конечных элементов. Было измерено эквивалентное напряжение на разгрузочной канавке перед резьбой прутка с растяжением и без растяжения для случаев свинчивания резьбовой головки с натягом и без. Для обоих случаев растяжение происходит с одинаковым усилием. Результаты приводятся на Фиг.1 и Фиг.2, согласно которым для случая свинчивания с натягом амплитуда напряжения сокращается, что повышает усталостную прочность области. На Фиг.3 показана структура насосной штанги: 1 - пруток с высаженной частью, 2 - упорное кольцо, 3 - резьбовая головка с внешней и внутренней резьбой, 4 - резьбовая головка только с внутренней резьбой, 5 - лыска. На Фиг.4 показаны головки готовой насосной штанги.
Возможно посредством высадки за один переход некоторое увеличение диаметра прутка под упорное кольцо, которое неспособно негативно повлиять на качество штанги. Форма высаженного участка прутка имеет плавное увеличение диаметра, что препятствует образованию концентратора напряжений. Для изготовления резьбовых головок может использоваться материал, имеющий большую прочность. Большая прочность материала резьбовой головки может быть достигнута, в частности, за счет различной термообработки прутков, резьбовая головка может быть изготовлена из стали другой марки, имеющей большую прочность за счет легирования.
Техническим результатом способа является повышение надежности и снижение трудоемкости штанги и всей колонны штанг за счет обеспечения соосности прутка и резьбовых головок, а также за счет предупреждения возникновения концентраторов.
Преимуществами данного способа по сравнению с известными техническими решениями является повышение надежности и снижение трудоемкости изготовления насосной штанги.
Резьбовые головки и упорные кольца имеют малые габариты, что позволяет изготавливать их на высокопроизводительных автоматах. В одной печи можно обрабатывать большое количество деталей.
Источники информации
1. Генрих Решмюллер. Добыча нефти глубинными штанговыми насосами. Изд. «Шелер-Блекман ГМБХ», г.Терлиц, 1988, 150 с.
2. Патент РФ №2119858, МПК В23Р 15/00, 1998 г.
3. Патент РФ №2329129, МПК В23Р 15/00, 2008 г. (прототип).
Способ обезвреживания и утилизации нефтесодержащих шламов
Способ изготовления полой вентиляторной лопатки
Способ изготовления слоистого композиционного материала титановый сплав-алюминид титана
Автоматическое устройство для перепуска затрубного газа в колонну насосно-компрессорных труб
Способ измерения количества нефти и нефтяного газа
Комплекс оборудования для подготовки и проведения подземного ремонта скважин
Способ добычи нефти
Способ изготовления накладки передней кромки композиционной лопатки вентилятора
Фильтр скважинный
Способ эксплуатации обводненной нефтяной скважины
Способ обезвреживания и утилизации нефтесодержащих шламов
Способ изготовления полой вентиляторной лопатки
Способ изготовления слоистого композиционного материала титановый сплав-алюминид титана
Автоматическое устройство для перепуска затрубного газа в колонну насосно-компрессорных труб
Способ измерения количества нефти и нефтяного газа
Способ добычи нефти
Способ изготовления накладки передней кромки композиционной лопатки вентилятора
Фильтр скважинный
Способ эксплуатации обводненной нефтяной скважины
Струйный аппарат для перепуска затрубного газа

