Результат интеллектуальной деятельности: ПОДВИЖНЫЙ ПЛАВИЛЬНЫЙ ПОД ДЛЯ МЕТАЛЛОПЛАВИЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для плавления материала металлического лома, в частности алюминиевого лома. Точнее, изобретение относится к устройству для предварительной обработки металлолома и для передачи предварительно обработанного лома в плавильную печь, например отражательную печь или конвективную печь с прямой загрузкой.
Уровень техники
Металлический алюминиевый лом или лом других металлов (например, меди) можно подвергать переплавке для повторного использования, однако, лом может содержать загрязнения и может требовать предварительной обработки для удаления таких загрязнений или их сокращения, прежде чем лом можно будет подать непосредственно в плавильную печь.
Например, для переплавки алюминиевого лома, в случаях повторного использования лома производителями металла могут быть использованы отражательные печи, хотя такие печи могут использоваться и для плавки чистых металлов. Конвекционные печи с прямой загрузкой обычно используют для плавления металлов, имеющих пониженные температуры плавления, такие как баббит или свинец. Металлический лом для переплавки может быть, например, в форме чушек (больших отливок), слитков (например, тавровых слитков) и других кусков металла (которые часто называют «мелочью»). Что касается металлической фольги, то фольга является столь тонким материалом, что в таких печах она могла бы почти целиком превратиться в окисел, и поэтому фольгу переплавляют другими средствами.
В отражательной печи нагревание содержимого печи осуществляется как посредством прямого пламени, так и излучением от горячей огнеупорной футеровки и возможно от дополнительных нагревательных элементов. В самом простейшем случае такая печь представляет собой стальной короб, футерованный глиноземом или иным огнеупорным кирпичом, в котором имеется дымоход с одной стороны и, как правило, вертикальная подъемная дверь с другой стороны, закрывающая основное входное окно печи, через которое обычно вводят садку металла. С каждой стороны печи обычно располагают масляные или газовые горелки для разогрева кирпича и плавления металла. Конечный расплавленный металл затем выпускают в литейную машину для получения слитков. В случае неподвижной печи может быть предусмотрен выпуск металла из донной части путем простой выемки из летки пробки, покрытой керамикой, которая позволяет расплавленному алюминию стекать в литейный лоток, и далее в саму литейную машину. Конвекционная печь аналогична вышеописанной, но для нагревания садки металла в ней используют горячие газы. И снова, обычно имеется основное входное окно печи, закрываемое подъемной дверью.
Алюминиевый лом, подлежащий плавлению в таких печах, может быть покрыт органическими материалами (например, слоями пластмассового покрытия) или может быть непокрытым. Лом с покрытием приходится плавить в боковом колодце печи, где его смешивают с флюсом, который позволяет снять примеси (дроссы) с расплавленного металла, прежде чем металл поступит в основную камеру печи. Лом, не содержащий покрытий (чистый), можно загружать в основную камеру печи непосредственно, но такой лом часто бывает сырым или с примесью воды (например, воды, содержащейся во внутренних усадочных раковинах, сформировавшихся в больших слитках). Если лом с примесью воды напрямую загружать в печь, то есть опасность взрыва, поэтому примесную воду необходимо удалить, прежде чем вводить лом в печь. Это можно сделать, поместив лом близко ко входу в печь и открыв дверь печи, чтобы тепло печи имело возможность предварительно разогревать садку металла в течение какого-то времени. В ином варианте нагрев можно осуществлять в сушильной камере, расположенной в боковом колодце печи, снова используя тепло самой печи. Сушильная камера в типичном случае содержит две двери, находящиеся напротив друг друга. Первую дверь открывают, чтобы загрузить лом, а вторую дверь открывают, когда лом будет уже просушен, и всю садку металла задвигают в боковой колодец, из которого садка перемещается в основную камеру печи. К сожалению, оба способа приводят к значительным потерям тепла печи, поскольку дверь главного входного окна печи или входа в боковой колодец держат открытой в течение значительного времени, и печь сообщается с атмосферой. Даже, когда используют сушильную камеру, обе двери обычно держат открытыми, пока садку металла перемещают в боковой колодец, при этом горячий воздух и теплота излучения могут свободно выходить из камеры наружу.
В патенте США 2757925 от 7 августа 1956 г. описано использование загрузочной вагонетки (контейнера) с открытым верхом. В вагонетке имеется шарнирно закрепленная передняя стенка, которая откидывается вниз, когда гидравлическим толкателем садку металла заталкивают в печь. Указанная стенка образует мост, который расширяет досягаемость вагонеткой печи, давая возможность всей садке целиком пройти через вход в передней стенке печи. Однако, когда загружаемую массу металла вводят в печь, образуется свободный проход из полости печи наружу в атмосферу, который дает возможность теплу уходить. В патенте не предлагается, чтобы вагонетку можно было использовать для предварительного нагрева садки металла с целью удаления примесной воды, да и конструкция не предусматривает этого, ибо открытый верх вагонетки позволял бы теплоте из массы металла уходить в атмосферу (тем самым делая нагрев неэффективным), и из-за того, что откидную стенку держат в вертикальном положении до тех пор, пока не начинается заталкивание садки в печь (тем самым не дают теплоте печи контактировать с массой металла в вагонетке).
В патенте США 4578111 от 25 марта 1986 г. раскрыта плавильная печь, содержащая плавильную камеру, днище которой образует плавильный под, на который помещают слитки или чушки. Дымовые газы основной печи используются для предварительного нагрева слитков или чушек, а затем горелки в плавильной камере вступают в работу, чтобы расплавить слитки или чушки. Однако, плавильная камера является неизменной частью печи, и загрузка указанной камеры садкой металла происходит через сдвижную дверь, которая может пропускать нагретые газы наружу в процессе загрузки.
Было бы желательно сократить или исключить такие потери тепла, обеспечивая при этом удобство загрузки металлического лома в печь.
Раскрытие изобретения
В примерах вариантов осуществления изобретения предлагается подвижный плавильный под, предназначенный для совместного использования с металлоплавильной печью, у которой имеется стенка, оснащенная входным окном для загрузки металла. Плавильный под содержит корпус, выполненный с возможностью перемещения относительно печи и приведения в контакт со стенкой печи в зоне указанного входного окна, и выведения из контакта с печью. Корпус содержит внешние стенки, которые окружают внутреннюю полость, за исключением боковой стенки, соединяемой с печью, в которой предусмотрено отверстие, связанное с внутренней полостью. Внутренняя полость содержит днище, приспособленное для поддержания садки металлического лома, при этом отверстие расположено относительно днища так, что расплавленный металл имеет возможность вытекать из внутренней полости через указанное отверстие. Днище располагается под углом к горизонтальной плоскости с уклоном вниз в направлении окна, когда корпус приведен в плотный контакт со стенкой печи, а отверстие совмещено с окном печи. Другой аспект осуществления изобретения касается комплекса вышеописанного подвижного плавильного пода и металлоплавильной печи, содержащей переднюю стенку, оснащенную входным окном.
Предпочтительно, чтобы во время работы днище было наклонено вниз, в направлении соединяемой с печью стенки под острым углом относительно горизонтальной плоскости. Указанный угол должен предпочтительно составлять 5°-45°, а более предпочтительно 15°-35°.
Подвижный плавильный под выполнен с возможностью перемещения относительно плавильной печи, совместно с которой под используется - по существу, относительно входного окна печи. Под может быть полностью отделен от печи, или же временно или постоянно скреплен с печью, при этом предпочтительным является шарнирное крепление пода, например, на петлях или подобных устройствах, чтобы тем самым под можно было поворачивать и приводить в плотный контакт со стенкой печи, в которой имеется окно, или выводить из контакта с печью. Способность пода перемещаться относительно печи означает, что под можно загружать металлическим ломом через единственное отверстие, которое соединяет под с внутренним пространством печи во время операций сушки и плавления. Это также означает, что окно печи может быть использовано в других целях, когда под отведен от печи, так что функциональность печи не нарушается.
Предпочтительно, чтобы подвижный плавильный под сам по себе не содержал никакого нагревательного оборудования никакого вида (т.е. под не подвергается нагреванию и свободен от средств нагревания, таких как горелки или нагревательные элементы), поскольку под использует теплоту (излучения или конвекции), получаемую непосредственно из плавильной печи. Под в предпочтительном варианте содержит только одно отверстие, размер и форма которого приблизительно или точно соответствуют размерам и форме главного окна печи, совместно с которой под должен использоваться. Как следствие, предпочтительно, чтобы не было никаких дополнительных отверстий или вентиляционных ходов для приема горячего воздуха или газов от печи или иного места и для выпуска таких газов. Отверстие плавильного пода предпочтительно соответствует входному окну печи в отношении размера и формы. Главные окна плавильных печей, как правило, квадратные или прямоугольные, при этом отверстие плавильного пода также предпочтительно должно быть квадратным или прямоугольным, но в некоторых случаях верхний край окна печи может быть криволинейным - выпуклым вверх или в виде арки (т.е. иметь в центре большую высоту, чем на краях), и в этом случае верхний край отверстия плавильного пода также должен быть выполнен в виде арки, чтобы соответствовать окну печи. В последнем случае вся верхняя стенка плавильного пода может иметь бочкообразную форму - в виде свода (полуцилиндра или части цилиндра), так что верхний край отверстия естественным образом последует за кривизной верхней стенки. Стенки плавильных печей, оснащенные главным входным окном (или двери, закрывающие такие окна), часто являются вертикальными, однако, в некоторых случаях могут иметь наклон от вертикальной плоскости, например наклон назад под углом до 30°. В таких случаях передняя стенка плавильного пода предпочтительно должна быть наклонена под таким же углом, чтобы соприкасаться со стенкой печи везде по периметру главного окна, или же переднюю стенку и/или днище можно выполнять наклонными под углами так, чтобы при наклоне плавильного пода с целью приведения его в плотный контакт со стенкой печи по всему периметру главного окна днище имело уклон в направлении печи, чтобы было обеспечено требуемое течение расплавленного металла во внутреннее пространство печи.
Примеры вариантов осуществления изобретения могут включать в себя четыре основных типа конструкции, хотя возможны и другие варианты. Согласно первому варианту соединяемая с печью стенка плавильного пода ориентирована под прямым углом к нижней стенке пода, а футеровка пода (т.е. огнеупорный слой) утолщается в направлении боковой стенки противоположной стенке, соединяемой с печью (т.е. в направлении от входного окна печи). Это означает, что днище внутренней полости имеет уклон в сторону отверстия, когда стенка, соединяемая с печью, вертикальна. Такая конструкция пригодна, когда передняя стенка печи вертикальна, а плавильный под приводят в контакт с печью без наклона. Садка металлического лома находится на наклонном днище и поддерживается последним. Согласно второму варианту стенка, соединяемая с печью, и нижняя стенка расположены под прямым углом друг к другу, однако, футеровка по днищу имеет одинаковую толщину, так что днище не имеет уклона, когда плавильный под расположен так, что его нижняя стенка горизонтальна, например, когда под загружают металлом. Такая конструкция пригодна, когда передняя стенка печи наклонена назад под углом к вертикали. Когда плавильный под приводят в положение контакта с печью, под наклоняют так, чтобы соединяемая с печью боковая сторона вступила в плотный контакт с печью. Это приводит к наклону днища пода в направлении окна, что позволяет расплавленному металлу стекать. Третий вариант не содержит никакого утолщения футеровки нижней стенки и, таким образом, обеспечивает горизонтальное днище для загрузки металла, однако соединяемая с печью боковая стенка пода имеет наклон назад от нижнего края к верхнему, когда нижняя стенка горизонтальна. Такая конструкция может быть использована, когда печь имеет вертикальную переднюю стенку. Когда плавильный под ставят в рабочее положение у печи, его заднюю сторону наклоняют так, чтобы скошенная боковая стенка пришла в плотный контакт с вертикальной передней стенкой печи. При наклоне плавильного пода наклоняется и днище пода в направлении отверстия, чтобы обеспечить стекание металла из пода. Четвертый вариант содержит и утолщение футеровки нижней стенки, и скос соединяемой с печью стенки в переднем или заднем направлении. Такая конструкция позволяет иметь внутреннюю полость, днище которой имеет небольшой уклон, чтобы облегчить загрузку пода, но при этом все же получить требуемый увеличенный угол наклона, когда под приводят в плотный контакт с печью и наклоняют. Когда такой плавильный под используется совместно с печью, имеющей переднюю стенку, наклоненную назад, угол наклона днища, когда под соединен с печью, определяется как утолщением футеровки, так и углом наклонения пода. Если наклон стенки печи в заднем направлении слишком велик, то стенке плавильного пода, соединяемой с печью, можно придать наклон вперед, чтобы угол наклона днища выдержать в требуемом интервале, когда плавильный под будет наклонен и будет касаться печи. Все указанные конструкции обеспечивают плавильный под, который можно отводить от входного окна печи в целях загрузки, но который обеспечивает требуемый угол наклона днища пода во время операций сушки и плавления, когда плавильный под находится в контакте с печью.
Во всех вариантах осуществления уклон днища (когда плавильный под находится в рабочем положении) сделан таким, чтобы твердый металл, загруженный на под, не соскальзывал и не был неустойчивым, но чтобы расплавленный металл вытекал из пода.
Следует отметить, что термин «плотный контакт», который использован для описания соединения плавильного пода и печи, означает, что плавильный под соприкасается с печью по всему периметру отверстия плотно (но необязательно герметично). Такой контакт достаточен, чтобы предотвратить нежелательные утечки газов и/или тепла из печи или их проникновение в печь из атмосферы, и чтобы предотвратить утечку расплавленного металла. Поэтому контур соединяемой с печью стенки близко соответствует контуру входного окна печи. Обычно, стенка печи является плоской, так что стенку пода, соединяемую с печью, также выполняют плоской, при этом плотный контакт возникает, когда плоскости стенок совпадают.
Преимущество рассмотренных вариантов осуществления изобретения заключается в том, что садка металла сначала прогревается для удаления воды и возможно других примесей, а затем полностью расплавляется и в виде расплавленного металла подается в камеру печи. В результате, плавильный под на время становится частью камеры печи, но удерживает садку металла отдельно от расплавленного металла, пока садка сама по себе не расплавится. Предпочтительно, чтобы плавильный под был теплоизолирован, для предотвращения потерь тепла (например, посредством огнеупорной футеровки и/или, возможно, за счет применения внешней изоляции) в такой степени, чтобы нагрев и полное расплавление садки могло происходить единственно только за счет тепла печи, и чтобы потери тепла из печи были минимальными (например, не больше, чем от стенок самой печи).
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
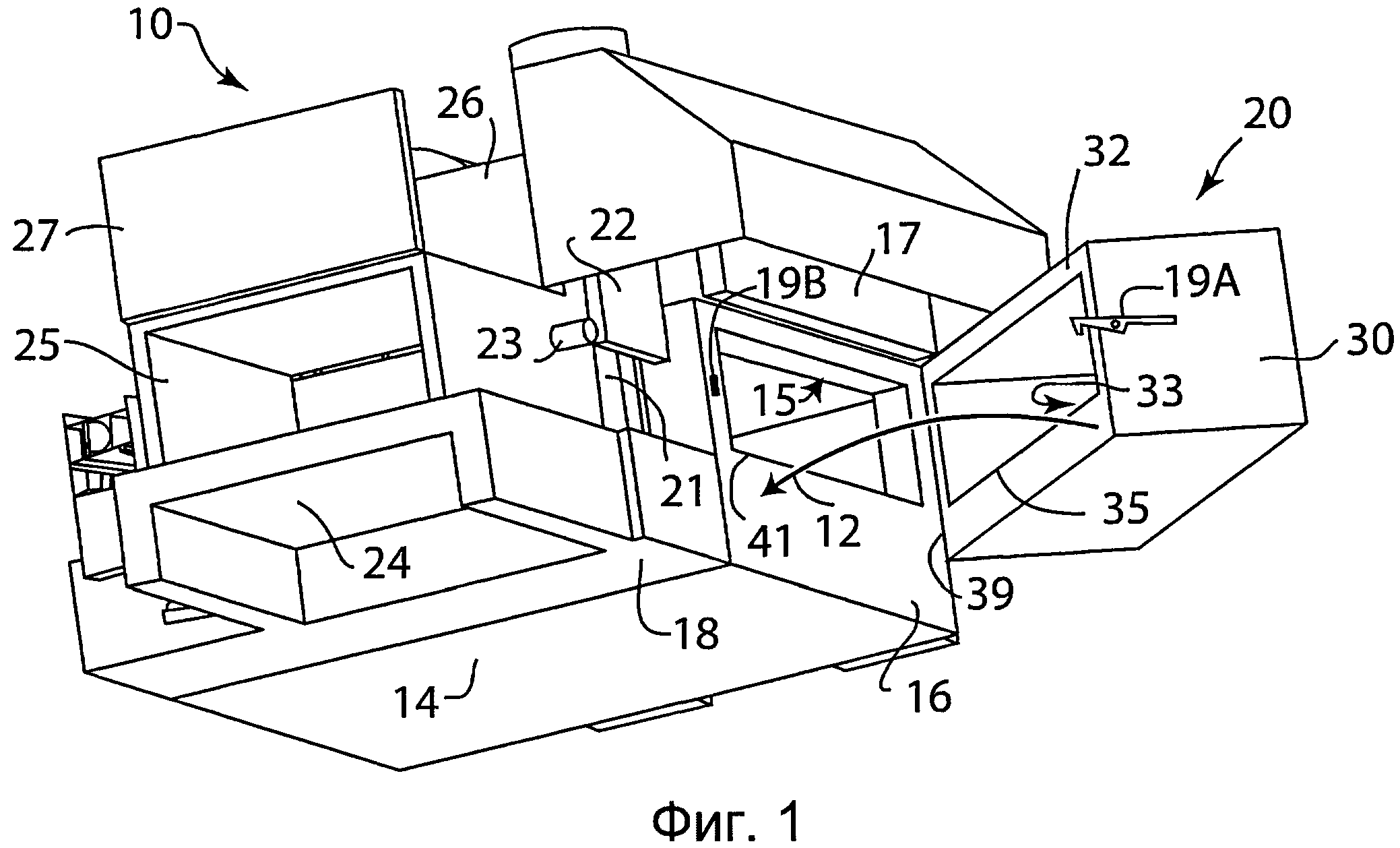
фиг.1 в перспективной проекции изображает отражательную печь, содержащую шарнирно закрепленный плавильный под, соответствующий варианту осуществления настоящего изобретения;
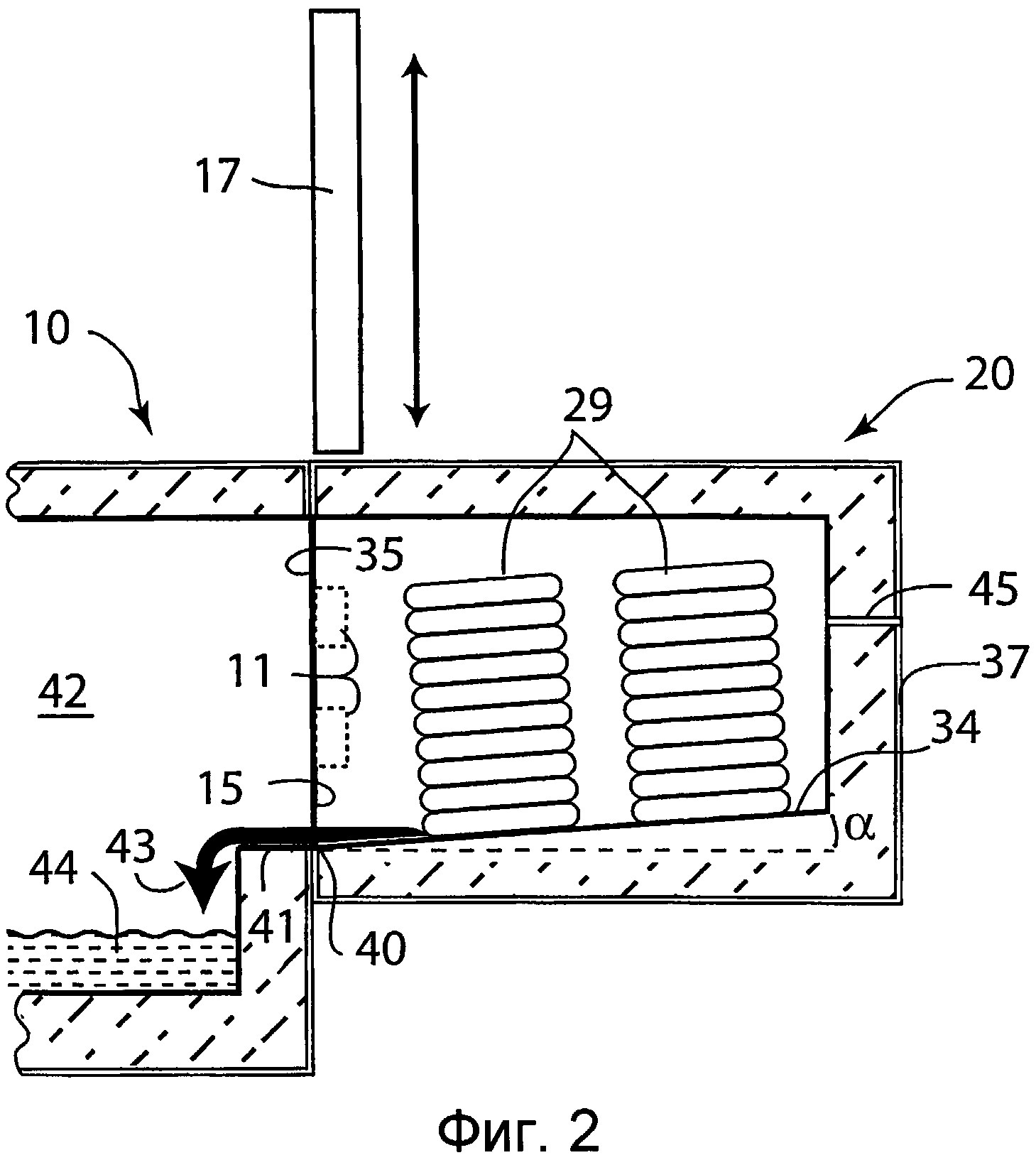
фиг.2 изображает вертикальное сечение плавильного пода фиг.1 и примыкающей части печи;
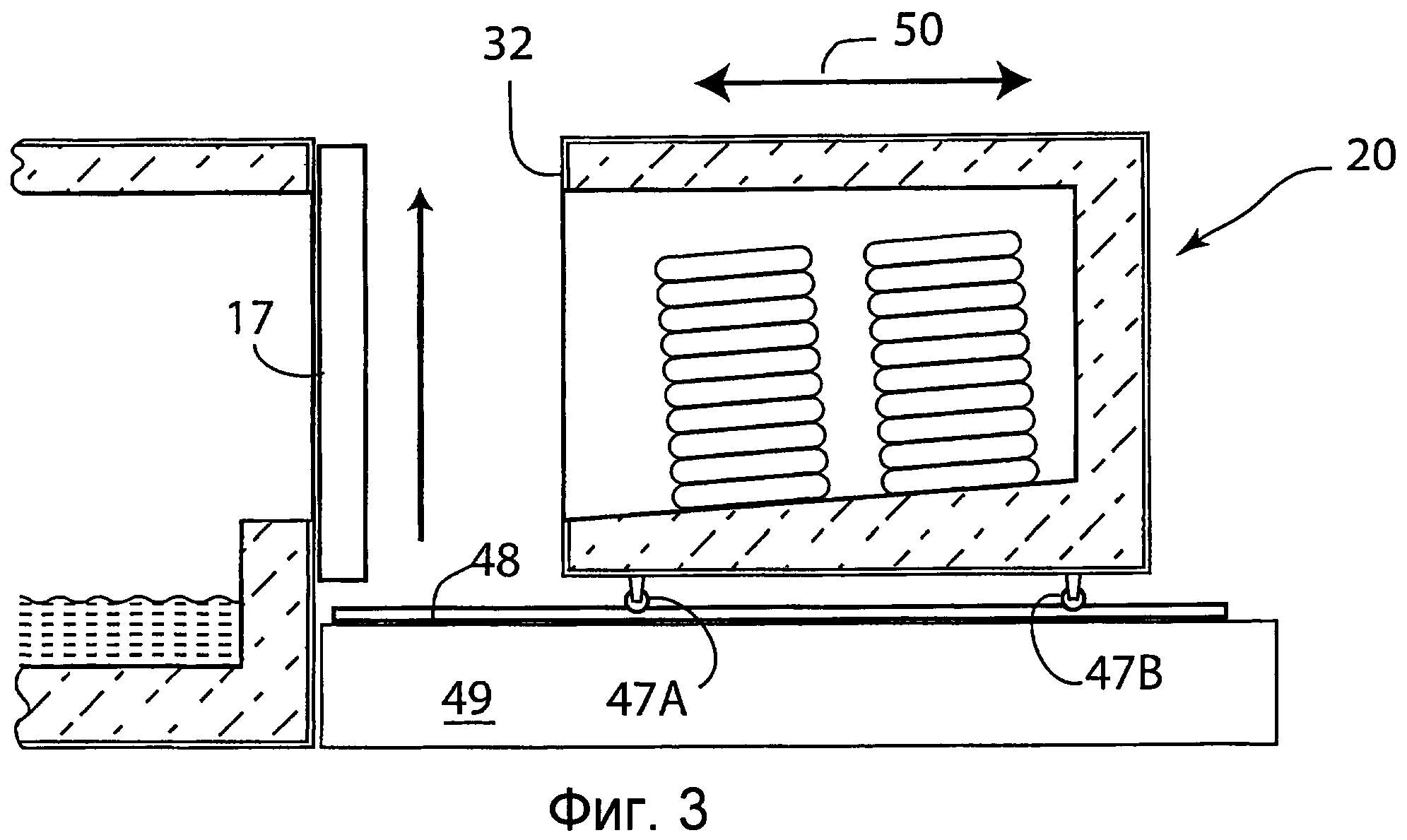
фиг.3 представляет сечение аналогичное фиг.2, изображающее другой пример осуществления изобретения;
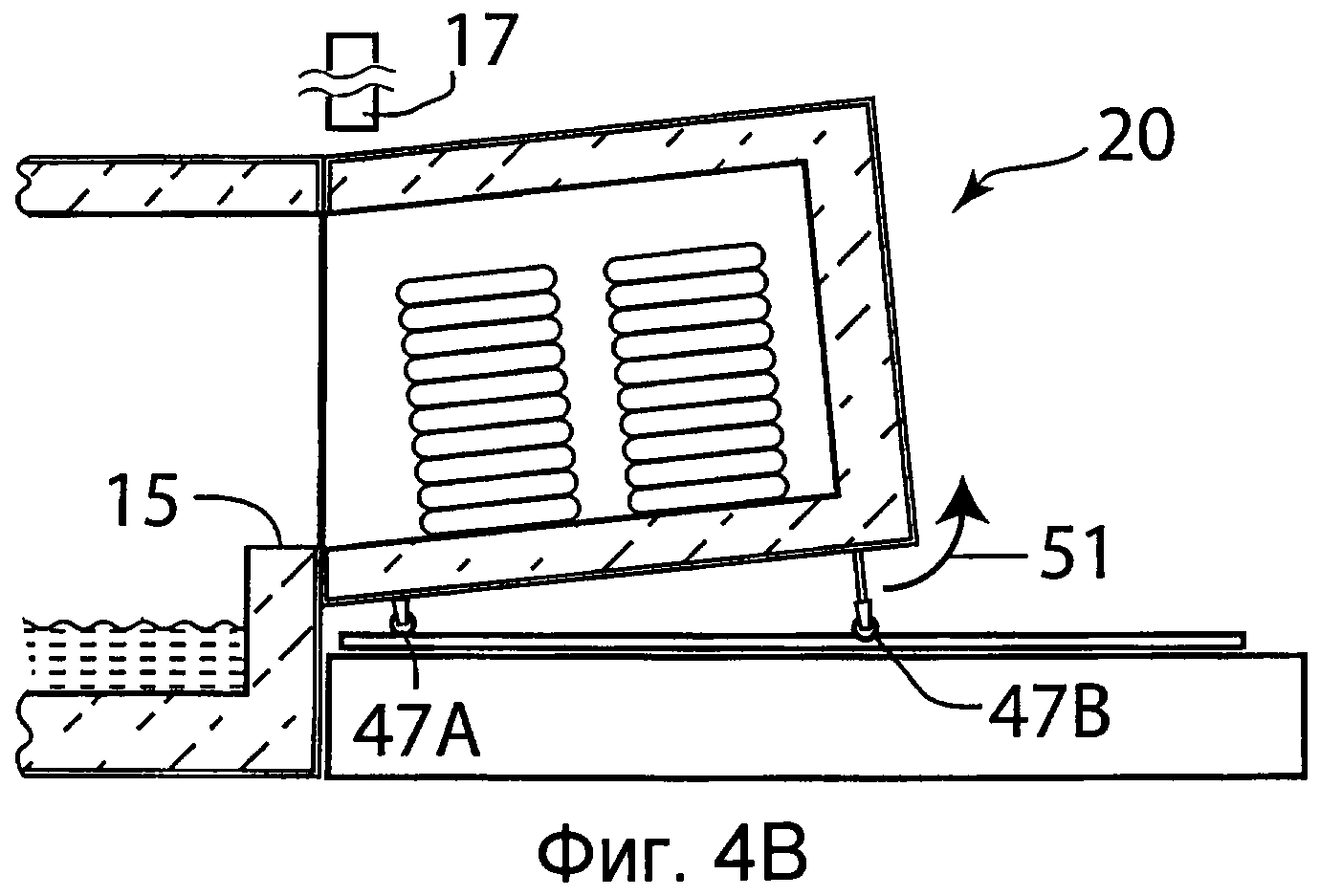
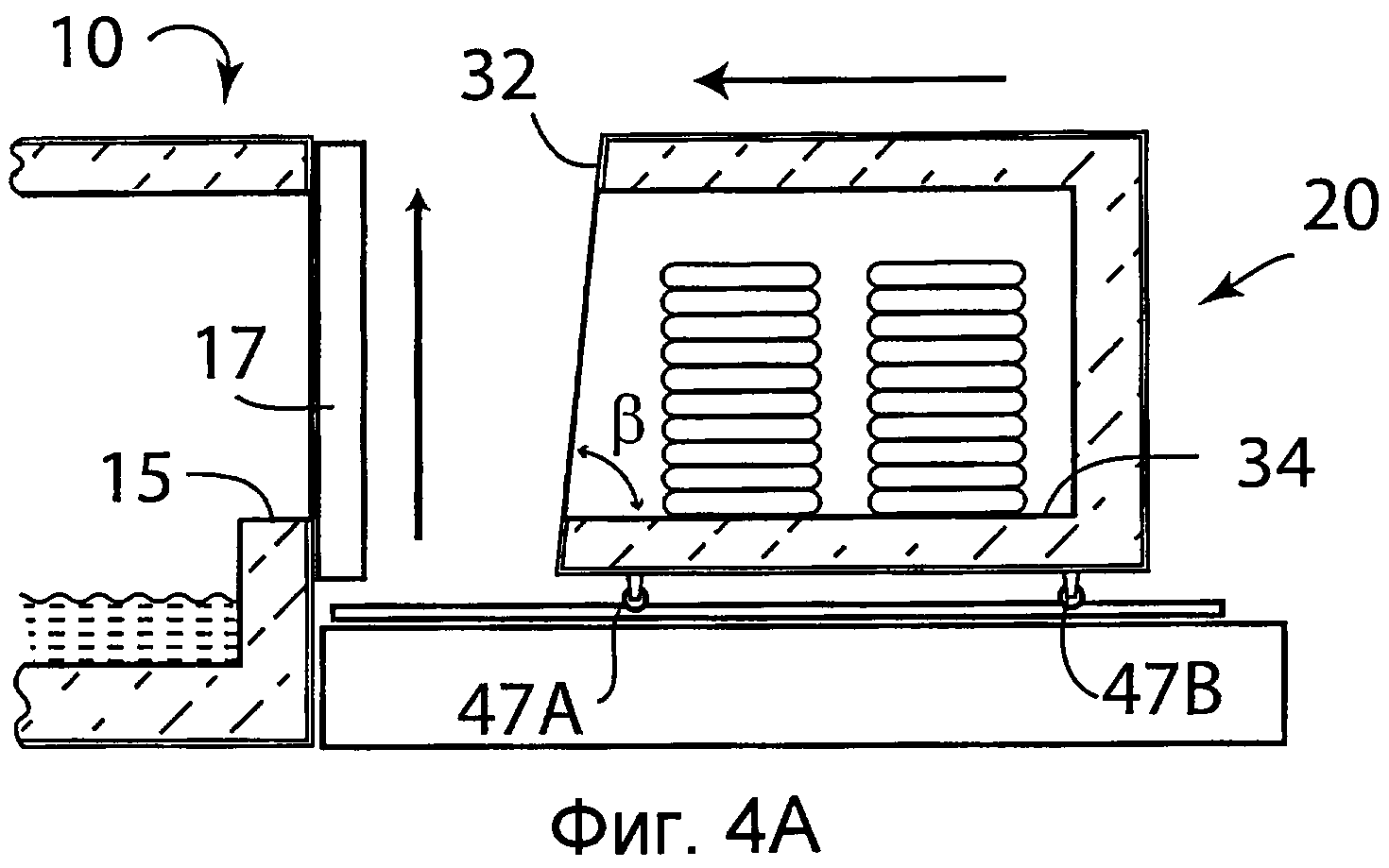
фиг.4А и 4В представляют аналогичные сечения, изображающие еще один вариант осуществления изобретения, при этом плавильный под показан в положении загрузки (фиг.4А) и в рабочем положении, когда он соединен с печью (фиг.4В);
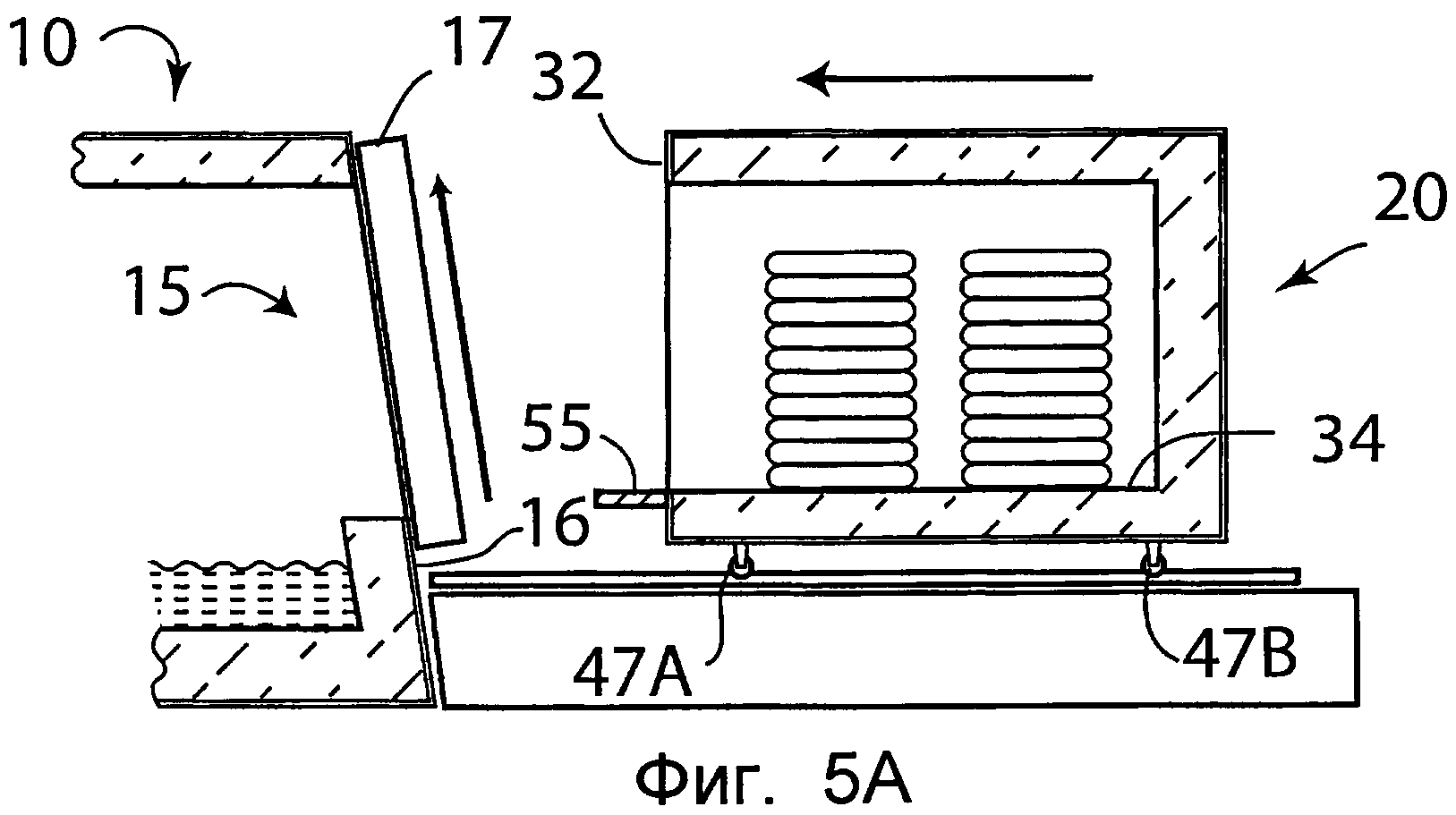
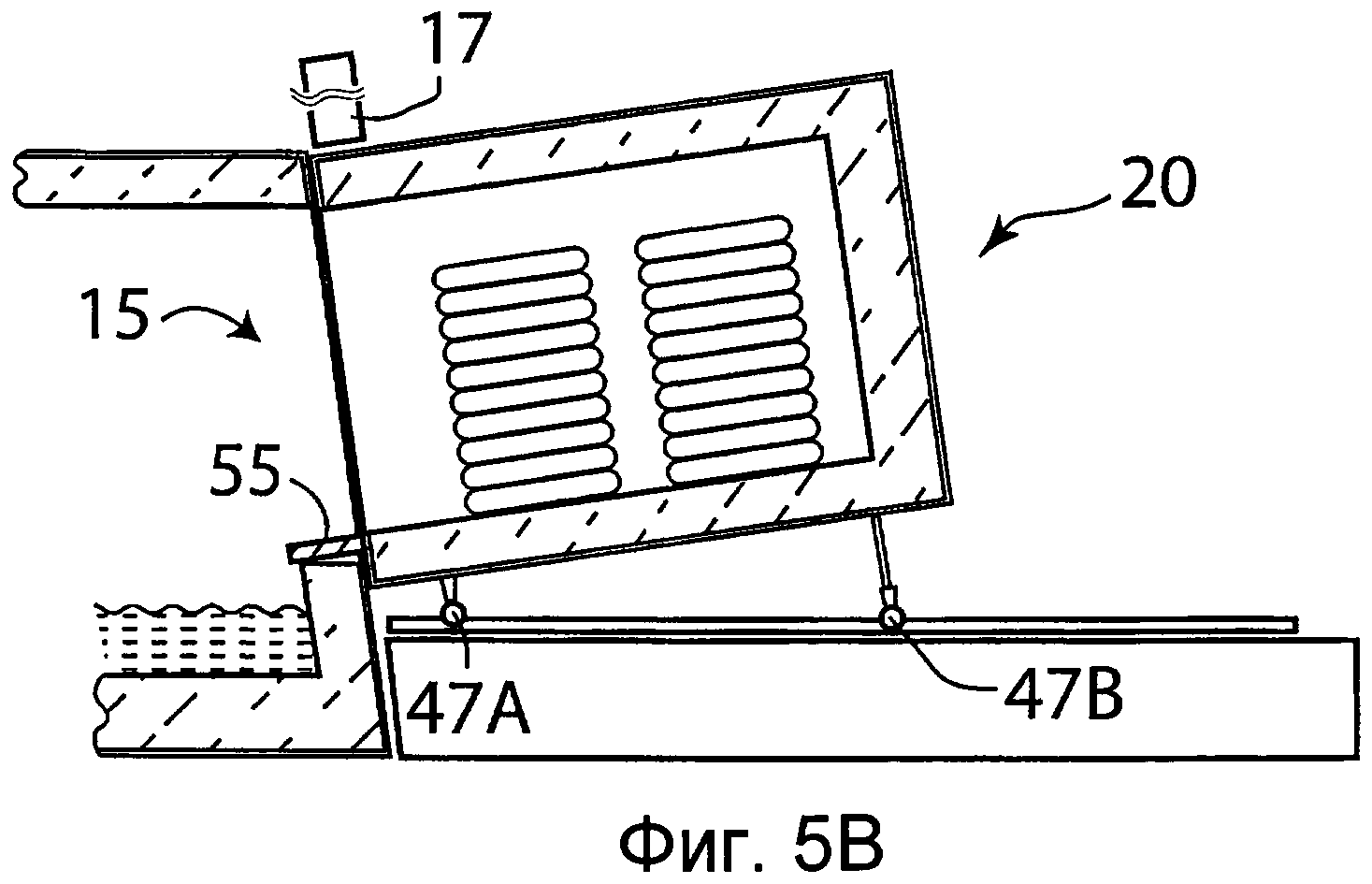
фиг.5А и 5В представляют аналогичные сечения, изображающие еще один вариант осуществления изобретения, при этом плавильный под показан в положении загрузки (фиг.5А) и в рабочем положении, когда он соединен с печью (фиг.5В);
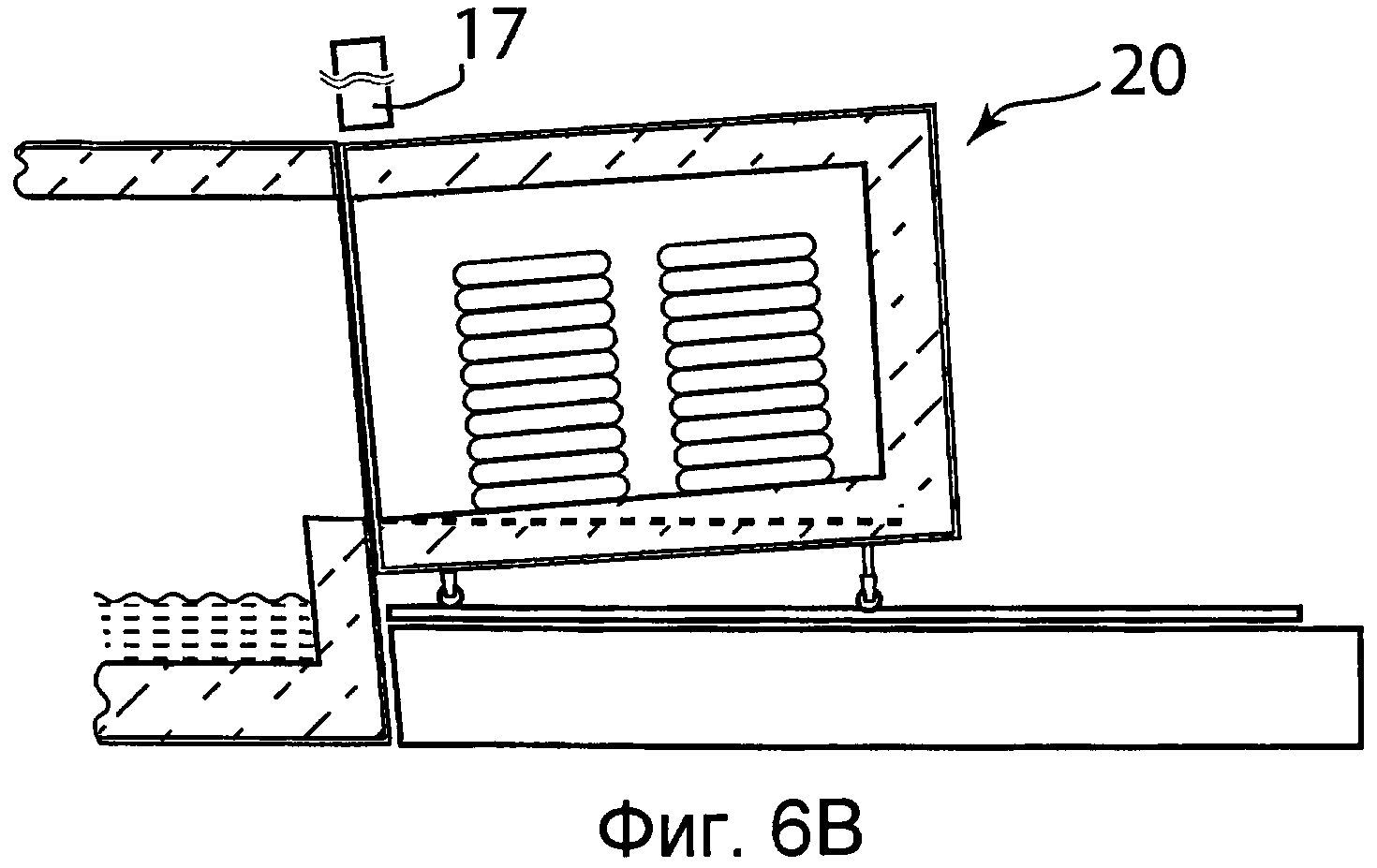
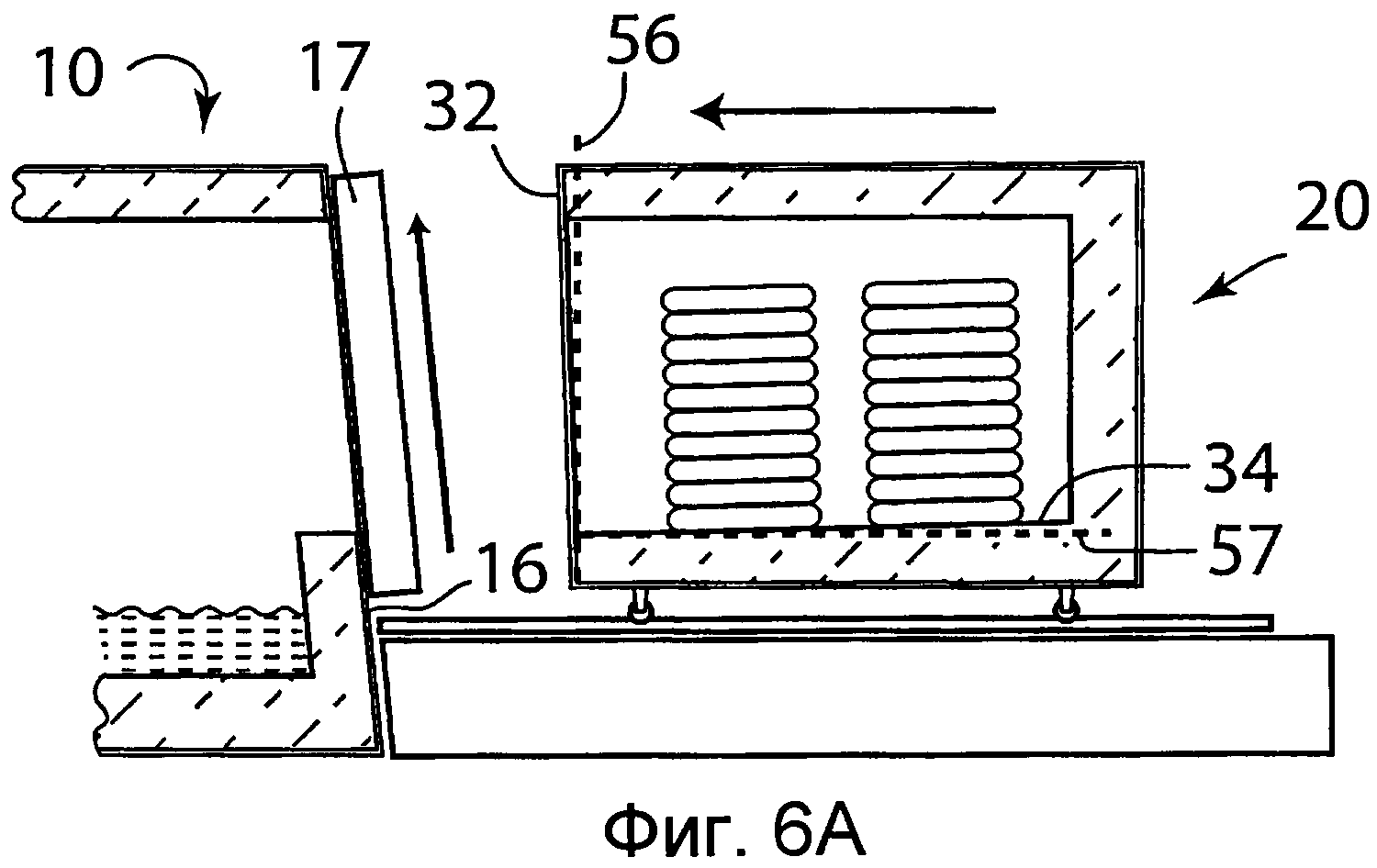
фиг.6А и 6В представляют аналогичные сечения, изображающие еще один вариант осуществления изобретения, при этом плавильный под показан в положении загрузки (фиг.6А) и в рабочем положении, когда он соединен с печью (фиг.6В).
Осуществление изобретения
Первый вариант осуществления изобретения изображен на фиг.1 и 2 прилагаемых чертежей. Аппарат, показанный на фиг.1, представляет собой комбинацию отражательной печи 10 и подвижного плавильного пода 20. Фиг.2 изображает подвижный плавильный под 20 и примыкающую часть печи.
Печь 10 содержит основную камеру 14, оборудованную главным входным окном 15 печи, которое обычно используется для загрузки металла и которое устроено по существу на плоской вертикальной передней стенке 16 печи, причем указанное входное окно может быть использовано для загрузки лома или нового металла, и его можно открывать и закрывать при помощи вертикальной подвижной двери 17 печи (на фиг.1 показана в открытом состоянии). Дверь печи, когда она закрыта, препятствует потере тепла из печи через входное окно 15 (предназначенное для загрузки металла) в виде горячего воздуха и теплового излучения. В печи 10 имеется боковой колодец 18, который сообщается с основной камерой 14 через отверстия (не показаны), находящиеся ниже нормального уровня поверхности расплавленного алюминиевого сплава внутри основной камеры. Боковой колодец 18 содержит отверстие (не видно), аналогичное главному входному окну 15 печи, и закрываемую дверь (также не видна) для данного отверстия. Еще одно отверстие 21 предусмотрено в боковом колодце 18 для обеспечения доступа инструмента, используемого для снятия дросса, а для закрывания и открывания указанного отверстия предусмотрена дверь 22, которую можно поднимать или опускать. Горелка 23 обеспечивает теплом боковой колодец, а другие горелки (не показаны) обеспечивают теплом основную камеру 14 печи. Расположенный спереди от отверстия бокового колодца стол 24 поддерживает съемную загрузочную камеру 25, у которой имеются передняя и задняя двери 26 и 27, которые открывают или закрывают открытые боковые стенки загрузочной камеры 25. Садка металлического лома (не показана), помещенная в загрузочную камеру 25, может быть загружена в боковой колодец путем открывания обеих дверей - задней двери 27 и передней двери 26, и заталкивания садки в боковой колодец с задней стороны (например, при помощи гидравлического толкателя, установленного на транспортирующем средстве (не показан)). Однако, когда требуется одновременно открывать обе двери, 26 и 27, а также дверь для открывания бокового колодца, тепло может уходить из бокового колодца через загрузочную камеру 25 прямо в атмосферу. Следовательно, такая конструкция неидеальна для загрузки металлического лома в печь через боковой колодец за исключением случая, когда садка металла загрязнена органическими материалами, так что будет требоваться удаление дросса.
Чтобы избежать такой потери тепла, по меньшей мере в процессе сушки и загрузки металлического лома без покрытий («чистого» лома), согласно рассматриваемому варианту осуществления изобретения предлагается плавильный под 20, шарнирно соединенный с печью 10. Плавильный под 20 выполнен в виде пустотелого корпуса 30 контейнера, предпочтительно по существу прямоугольной формы (т.е. коробчатой формы), который закрыт со всех сторон, кроме одной, т.е. кроме по существу плоской боковой стенки 32, которая выполнена с возможностью соединения с печью, что будет описано ниже. Корпус 30 окружает собой внутреннюю полость 33 плавильного пода и закрывает указанную полость от внешней атмосферы со всех сторон, кроме боковой стенки 32, соединяемой с печью. Полость плавильного пода содержит днище 34, которое может держать на себе садку 29 металла (т.е. стопки металлических чушек, слитков или кусков). Соединяемая с печью боковая стенка 32 контейнера 30 оснащена отверстием 35, которое предпочтительно имеет форму (например, прямоугольную) и размер аналогичные или идентичные форме и размеру главного входного окна 15 печи. Плавильный под 20 предпочтительно содержит внешнюю оболочку 37, выполненную из стали (или другого термостойкого металла) и футерованную слоем 38 изоляционного огнеупорного материала, который предпочтительно должен обладать теплоизолирующими свойствами, абразивной стойкостью и стойкостью к воздействию расплавленного металла и при этом обладать высоким сопротивлением к термоудару. Подходящими огнеупорными материалами являются, например, те, которые содержат 40-95% (весовых) окиси алюминия, при этом оставшаяся часть должна быть представлена в основном двуокисью кремния. Для увеличения прочности, стойкости к расплавленному металлу и долговечности могут быть добавлены небольшие количества связующих и несмачивающих веществ. Типичным выбором мог бы стать огнеупор марки Ultra ExpressТМ 70AL, поставляемый компанией Harbison-Walker Refractories (подразделением компании ANH Refractories of Cherrington Corporate Center, 400 Fairway Drive, Moon Township, PA 15108, USA). Предпочтительно, чтобы толщина слоя 38 была достаточной для обеспечения теплоизоляции, эффективной для поддержания температуры выше точки плавления металлического лома, при этом такая температура должна создаваться единственно теплотой самой печи.
Плавильный под 20 прикреплен петлями 11 к стенке печи по краю 39. Такие петли рассчитаны на то, чтобы нести на себе значительный вес плавильного пода, а также садки металла, и соответственно выбран размер осей, подшипников и т.п. Указанные петли таковы, что соединяемую с печью боковую стенку 32 плавильного пода можно поворачивать в направлении, показанном стрелкой 12, до плотного прилегания к передней стенке 16 печи, как показано на фиг.2. Тогда соединяемая с печью боковая стенка 32 примыкает и к элементам (боковинам, перемычкам и т.п.), окружающим входное окно 15 печи, и, что предпочтительно, нижний край 40 отверстия 35 стенки 32, соединяемой с печью, становится вровень с нижним краем 41 входного окна 15 печи, так что оба указанных нижних края оказываются по вертикали на одном уровне. Предпочтительно, чтобы отверстие 35 соединяемой с печью боковой стенки 32 плавильного пода 20 находилось вровень с днищем 34 полости 33, чтобы обеспечить возможность полного стекания расплавленного металла. Рядом со стенкой, соединяемой с печью, на стороне, противоположной петлям 11, может быть предусмотрена защелка 19А для зацепления с ответной деталью 19В на стенке печи для удержания плавильного пода в положении надежного соединения со стенкой печи во время операций сушки и плавления.
Пока плавильный под находится в открытом положении, показанном на фиг.1, его можно загружать через отверстие 35 кусками металлического лома (например, чушками или слитками), которые называют садкой 29 металла. Во время этой операции дверь 17 основной камеры печи держат в закрытом (опущенном) положении, чтобы предотвратить потери тепла через главное входное окно 15 печи. Когда загрузка плавильного пода будет закончена, дверь 17 поднимают в верхнее (открытое) положение и быстро переводят плавильный под в закрытое положение, показанное на фиг.2, после чего фиксируют защелкой. Время, необходимое для этих операций (открывания двери и поворота плавильного пода), довольно короткое (занимает секунды), поэтому тепловые потери через отверстие 15 поддерживаются минимальными. Когда плавильный под находится в закрытом положении, как показано на фиг.2, полость 33 пода сообщается с полостью 42 основной камеры 14 печи через окно 15 печи и отверстие 35 пода. Теплота, исходящая из полости печи, нагревает садку 29 металла и изгоняет всю примесную воду. Поскольку плавильный под закрыт со всех сторон, кроме боковой стенки 32, которая соединена (т.е. состыкована) с печью, то в течение этого периода нагревания какие-либо существенные потери тепла из полости печи отсутствуют. Стенки, окружающие под (боковые, верхняя стенка и нижняя стенка), блокирую прямое сообщение печи с наружной атмосферой.
Через некоторое время (обычно, до 30 мин в зависимости от температуры печи) примесная вода изгоняется, и садка 29 металла начинает плавиться. В данном варианте осуществления днище 34 плавильного пода наклонено вниз, как показано на фиг.2, от задней стороны к передней под углом α, так что, когда происходит плавление металла, расплавленный металл стекает в печь через главное окно 15, как показано стрелкой 43. Вследствие этого нет необходимости заталкивать садку 29 металла в печь, потому что тепла из основной камеры печи достаточно, чтобы поднять температуру всей садки выше точки плавления. Также отпадает необходимость в отдельной операции сушки, поскольку сушка происходит по мере того, как садка металла нагревается до температуры плавления.
Угол α наклона предпочтительно не делать слишком большим, потому что садка 29 металла тогда могла бы соскальзывать в печь перед завершением плавления, что может приводить к возникновению опасной волны расплавленного металла 44 внутри основной камеры печи и возможно к взрыву из-за присутствия в металле воды (если садка металла соскользнет в печь, прежде чем пройдет достаточно времени для изгнания примесной воды). С другой стороны, угол наклона предпочтительно не делать слишком пологим, а то в процессе плавления металл не сможет быстро или целиком стекать в камеру печи (уклон может оказаться настолько пологим, что силе тяжести будет не преодолеть трения между расплавленным металлом и материалом днища). Предпочтительно угол α наклона выдержать в интервале 5-45°, а более предпочтительно в интервале 15-35°. Предпочтительный угол может зависеть в некоторой степени от коэффициента трения материала днища 34, поскольку материал с низким коэффициентом трения будет позволять садке металла соскальзывать более легко, чем материал с высоким коэффициентом трения. Однако, большинство изолирующих огнеупорных материалов, как правило, обладают похожими, сравнительно высокими коэффициентами трения, так что данные соображения обычно не особенно важны. Ширину и высоту стопы садки металла следует выбирать так, чтобы сохранялась устойчивость массы металла, а это в некоторой степени зависит от коэффициента трения металла, а также размеров и формы кусков металла. Такие детали можно определить опытным путем.
По мере того как внутри плавильного пода происходит сушка садки 29 из кусков металла, образуются пары воды. Пары рассеиваются в атмосфере внутри печи и выводятся наружу через выпускную систему (не показана) печи, так что никакой специальной системы выпуска для удаления паров воды собственно из плавильного пода обычно не требуется. Как уже отмечалось, уплотнение между плавильным подом 20 и стенкой 16 печи необязательно должно быть герметичным, так что пары воды могут быть также выпущены и через любые небольшие зазоры. Конечно, предпочтительно, чтобы уплотнение между печью и плавильным подом было достаточно плотным, чтобы избежать ненормальных потерь тепла и не дать расплавленному металлу выходить через зазоры между печью и подом в области нижнего края 40. Кроме того, предпочтительно, чтобы суммарная площадь всех зазоров была достаточно малой и позволяла поддерживать небольшое избыточное давление в печи относительно внешней среды. Большая площадь зазоров делала бы возможным всасывание холодного воздуха внутрь печи и снижала эффективность последней.
Если требуется снаружи осуществлять контроль хода процессов сушки и плавки, то можно предусмотреть смотровое отверстие 45, предпочтительно выполненное из термостойкого стекла или иного прозрачного материала, или отверстие, оснащенное металлической крышкой (не показано), которую можно на время сдвигать на одну сторону.
Вместо того, чтобы плавильный под 20 крепить к печи 10 посредством петель 11, как показано на фиг.2, такой под можно выполнить совершенно отдельным от печи и просто перемещать, приводя в контакт (плотный контакт) с печью и выводя из контакта с печью, как показано на фиг.3. Например, плавильный под 20 может быть оснащен колесами 47А, 47В с ребордой, которые катятся по рельсам 48, смонтированным на опоре 49 на соответствующей высоте. Рельсы могут быть прямыми, чтобы плавильный под можно было просто перемещать вперед и назад, в направлении печи или от печи (как показано стрелкой 50), или рельсы могут быть криволинейными, например, в виде четверти круга, так чтобы при отведении от печи плавильный под поворачивался, чтобы обеспечить более удобный доступ к боковой стенке 32, соединяемой с печью, для загрузки пода. Перемещать плавильный под может просто оператор, толкая его, или же под можно толкать или тянуть транспортирующим средством, или перемещать при помощи двигателя (не показан), установленного на самом поде. Предпочтительно, чтобы плавильный под был оснащен замковым механизмом (т.е. защелками, аналогичными защелке 19А конструкции, изображенной на фиг.1 и 2), чтобы под надежно удерживался в положении прилегания к печи, после того как он будет приведен в контакт с печью.
На фиг.4А и 4В изображен другой вариант осуществления изобретения, в котором днище 34 плавильного пода 20 расположено горизонтально, когда под отделен от печи, как показано на фиг.4А. Это может дать возможность легче загружать под. Однако, боковая стенка 32, соединяемая с печью, от днища к верху выполнена со скосом назад под острым углом β, так что, когда под приводят в соприкосновение с вертикальной передней стенкой печи 10, его необходимо наклонить, как показано стрелкой 51, чтобы получить надлежащий контакт между подом и печью по всему контуру окна 15 печи и надлежащее уплотнение, препятствующее потерям тепла, газов и расплавленного металла. Это создается наклоном днища 34 с подъемом от передней части пода к его задней части, который эквивалентен углу α в варианте осуществления фиг.2 (α=90°-β), так что расплавленный металл стекает в печь, как и в случае вышеописанных вариантов осуществления. Следовательно, если угол α находится в интервале 5°-45° (а более предпочтительно 15°-35°), то угол β должен составлять 45°-85° (а более предпочтительно 55°-75°). Требуемый наклон можно получить любыми подходящими средствами, например как показано, сделав опоры задних колес 47В телескопическими и приводимыми в действие гидравлически или пневматически, или же снабдив под в задней части механическим или гидравлическим домкратом или винтовым подъемником (не показан). С другой стороны, для наклона пода 20 можно использовать подъемное оборудование, такое, как фронтальный погрузчик, и удерживать его в наклонном положении, пока весь металл не будет просушен, расплавлен и стечет в печь. И снова предпочтительно, чтобы под был оснащен замковым устройством, чтобы удерживать под с плотным прилеганием к печи в наклонном положении, или можно использовать более сложные направляющие и запирающие механизмы, например крюки под линией порога печи, чтобы можно было производить запрокидывание пода. Такое устройство может быть смонтировано снизу и выполнено как часть пода, или же оно может быть смонтировано сверху и выполнено как часть печи или пода.
Следует отметить, что в случае некоторых печей, передняя стенка 16 печи является невертикальной, а может быть скошена назад от нижней части к верхней под углом, достигающим, приблизительно, 30°. Такой пример изображен на фиг.5А и 5В. Если угол скоса передней стенки 16 печи в заднем направлении достаточно велик, то днище 34 плавильного пода может быть горизонтальным, когда под отделен от печи (т.е. толщина футеровки нижней стенки пода, образующая днище 34, может быть одинаковой во всех точках нижней стенки). В таком случае соединяющаяся с печью стенка 32 пода может быть вертикальной, а сам под можно наклонять, чтобы полностью его соединить с наклонной передней стенкой 16 печи, как показано на фиг.5 В. Это приводит к наклонному положению днища 34, когда под соединен с печью, так что расплавленный металл может стекать с пода в печь, как и в других вариантах осуществления.
В данном варианте осуществления на соединяемой с печью стенке 32 вровень с днищем 34 предусмотрен горизонтально выступающий порог 55. Размеры плавильного пода 20 заданы так, что, когда под приводят в контакт с печью, порог 55 выступает внутрь окна 15 печи. Зазор между порогом и нижним краем входного окна печи сделан таким, что порог не садится на нижний край окна печи, когда под наклоняют (фиг.5В), чтобы получить его плотное соединение с печью. Это снижает вероятность утечки расплавленного металла между плавильным подом и печью по нижнему краю. С этой целью все примеры вариантов осуществления могут содержать такой выступающий порог.
Если угол скоса передней стенки 16 печи в заднем направлении незначителен, то требуемый уклон днища 34 в положении, когда под прижат к печи, можно обеспечить, например, создав небольшой скос в заднем направлении стенки 32, соединяемой с печью так, чтобы для полного соединения со стенкой 16 печи под приходилось наклонять сильнее. В другом случае, как показано на фиг.6А и 6В, если угол скоса передней стенки 16 печи слишком велик, то соединяемой с печью стенке 32 плавильного пода 20 можно придать небольшой наклон вперед (относительно вертикальной плоскости, показанной штриховой линией 56). Дополнительно, футеровка нижней стенки может быть выполнена с небольшим утолщением в заднем направлении, но не с таким сильным, как изображено на фиг.3, а так чтобы днище было наклонено лишь под небольшим углом (относительно горизонтальной плоскости, показанной штриховой линией 57), как изображено на фиг.6А. Это обеспечивает уклон днища 34, даже когда под отведен от печи для загрузки, однако указанный уклон увеличивается, когда сам под наклоняют для его полной стыковки с печью, как показано на фиг.6В. Поэтому, в положении соединения с печью наклон днища оказывается достаточным для стекания расплавленного металла и обеспечивается сочетанием уклона днища и наклона пода, необходимого для плотного соединения с печью. Таким образом, для обеспечения требуемого наклона днища, когда под находится в рабочем положении, можно изменять или приспосабливать все рассмотренные параметры: скос передней стенки, уклон днища и скос стенки печи.
Во всех вариантах осуществления изобретения предпочтительной является работа печи в нормальном режиме, хотя горелки печи могут быть сокращены на выходе или перенаправлены, чтобы пламя было направлено в сторону от плавильного пода. Хотя во многих случаях это может и не требоваться, но может помочь исключить быстрое плавление садки металла, прежде чем пройдет его полная сушка, в частности, если номинальная температура печи превышает 1000°С.
Способ получения металлического слитка (варианты)
Способ и устройство для последовательного литья металлов, имеющих близкие температурные интервалы кристаллизации
Способ отливки составного слитка с компенсацией изменения температуры металла
Способ устранения усадочной раковины в отливаемом слитке
Способ формирования герметичных огнеупорных стыков в емкости для металла, и емкость, имеющая такие стыки
Секционная металлическая платформа из гофрированных металлических труб
Сосуд для содержания расплавленного металла, имеющий сквозную вентиляцию
Предотвращающая вытекание расплавленного металла и термически оптимизированная емкость, используемая для содержания расплавленного металла
Гомогенизация in-situ металлов, получаемых литьем с прямым охлаждением и дополнительной закалкой
Поджимающий механизм со стержнем, используемый в конструкции для содержания расплавленного металла
Способ получения металлического слитка (варианты)
Способ и устройство для последовательного литья металлов, имеющих близкие температурные интервалы кристаллизации
Способ отливки составного слитка с компенсацией изменения температуры металла
Способ устранения усадочной раковины в отливаемом слитке
Способ формирования герметичных огнеупорных стыков в емкости для металла, и емкость, имеющая такие стыки
Секционная металлическая платформа из гофрированных металлических труб
Сосуд для содержания расплавленного металла, имеющий сквозную вентиляцию
Предотвращающая вытекание расплавленного металла и термически оптимизированная емкость, используемая для содержания расплавленного металла
Гомогенизация in-situ металлов, получаемых литьем с прямым охлаждением и дополнительной закалкой
Поджимающий механизм со стержнем, используемый в конструкции для содержания расплавленного металла

