Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ, СНАБЖЕННОЙ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПЛАТФОРМОЙ
Вид РИД
Изобретение
Настоящее изобретение касается способа восстановления лопатки турбины, снабженной по меньшей мере одной платформой, причем лопатка турбины может быть выполнена, в частности, в виде лопатки газовой турбины.
В газовой турбине жидкое или газообразное топливо сжигается в топочной камере, и образующиеся при сжигании горячие и находящиеся под высоким давлением газы подаются в турбину, где они при расширении и охлаждении передают импульс на рабочие лопатки турбины. При этом посредством направляющих лопаток оптимизируется передача импульса на рабочие лопатки.
Так как горячие газообразные продукты сгорания обладают сильным окисляющим и коррозионным действием, лопатки турбины, в частности обтекаемые особенно горячими газообразными продуктами сгорания первые ряды лопаток турбины, изготавливаются из высокожаропрочных суперсплавов и к тому же покрываются системой теплоизоляционных покрытий, чтобы еще более повысить стойкость лопаток к условиям окисления и коррозии в горячем газе. Такое покрытие включает в себя обычно керамический теплоизоляционный слой, который посредством адгезивного слоя присоединен к материалу суперсплава лопатки. Характерными адгезивными слоями являются так называемые слои MCrAlX, в которых M обозначает железо (Fe), кобальт (Co), никель (Ni) или комбинацию этих металлов. X представляет собой активный элемент и обозначает иттрий (Y), и/или кремний (Si), и/или по меньшей мере один элемент из редких земель, или гафний (Hf). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 1306454 A1.
Несмотря на их высокую стойкость к воздействию горячих газов, вследствие эксплуатационной нагрузки и обусловленного этим высокотемпературного окисления происходит коррозия лопаток. Она затрагивает также платформы лопаток. Поэтому лопатки турбины после определенной продолжительности эксплуатации подвергаются процессу восстановления, в котором снимается покрытие, ремонтируются поврежденные коррозией места и затем на лопатки заново наносится покрытие, чтобы подготовить их к новому применению в газовой турбине.
В частности, у тех ступеней турбины, через которые протекают наиболее горячие газообразные продукты сгорания, обычно у двух первых ступеней, воздействие коррозии может, однако, приводить к недостаточному размеру боковых поверхностей платформы.
В EP 1808266 A2 предлагается удалять поврежденные коррозией области платформы в области кромки сбегания лопатки турбины и затем восстанавливать удаленную область путем наплавки и последующего шлифования по размеру. Хотя, таким образом, в принципе, могут также восстанавливаться имеющие недостаточный размер боковые поверхности платформ, однако наплавка на материалы суперсплавов является затруднительной. В частности, вследствие теплопередачи в материале суперсплава могут возникать нежелательные структурные свойства, которые ослабляют материал.
Поэтому задачей настоящего изобретения является предоставить предпочтительный способ восстановления лопатки турбины, снабженной по меньшей мере одной платформой. Эта задача решается с помощью способа восстановления лопатки турбины по п.1 формулы изобретения. Зависимые пункты формулы изобретения содержат предпочтительные варианты осуществления изобретения.
В предлагаемом изобретением способе восстановления лопатки турбины, снабженной по меньшей мере одной платформой, которая вследствие воздействия коррозии имеет недостаточный размер по меньшей мере на одной боковой поверхности платформы, восстанавливается номинальный размер платформы, при этом нанесение материала по меньшей мере на одну боковую поверхность платформы происходит таким образом, что после нанесения (12) материала размер платформы является избыточным, а затем платформа путем механической обработки со снятием материала по меньшей мере одной боковой поверхности платформы доводится до номинального размера. В соответствии с изобретением нанесение материала происходит посредством материала адгезивного слоя. Этот материал может быть, в частности, материалом MCrAlX.
По сравнению с наплавкой изобретение обладает тем преимуществом, что нанесение материала адгезивного слоя, в частности материала MCrAlX, не приводит к такой высокой теплопередаче в материал суперсплава, как это, например, было бы в случае наплавки. Поэтому структура материала суперсплава при восстановлении боковой поверхности посредством адгезивного материала нарушается меньше, чем при нанесении посредством наплавки. Кроме того, нанесение материала может интегрироваться в процесс повторного нанесения покрытия на лопатку турбины, так как при повторном нанесении системы теплоизоляционных покрытий также наносится адгезивный слой. Поэтому предлагаемый изобретением способ недорогим и материалсберегающим образом обеспечивает возможность восстановления номинального размера боковых поверхностей платформы у лопаток турбины, испытывающих эксплуатационные нагрузки, благодаря чему может сокращаться доля брака в лопатках турбины, испытывающих эксплуатационные нагрузки.
Нанесение материала в рамках предлагаемого изобретением способа может, в частности, происходить посредством повторяющегося нанесения адгезивного материала. При этом при каждом повторном нанесении адгезивного материала, в частности, минимальное нанесение материала может составлять по меньшей мере 10 мкм, предпочтительно по меньшей мере 30 мкм.
Для лучшего прикрепления адгезивного материала к материалу суперсплава после нанесения адгезивного материала может осуществляться скрепляющая термообработка.
В рамках предлагаемого изобретением способа нанесение материала и механическая обработка со снятием материала может, в частности, также осуществляться на двух противоположных поверхностях одной платформы лопатки. Часто именно обусловленные коррозией недостаточные размеры возникают одновременно на двух противоположных сторонах платформ лопаток.
Обычно лопатка турбины имеет центральную ось. Поэтому предпочтительно, если механическая обработка со снятием материала боковых поверхностей платформы с целью повторного доведения платформы до номинального размера после нанесения материала осуществляется относительно центральной оси. Таким образом, может обеспечиваться то, что до номинального размера снова доводится не только ширина платформы, но и расстояние от боковых поверхностей платформы до рабочей части лопатки турбины. Для этого может, например, регистрироваться текущий размер платформы путем считывания по меньшей мере пяти точек измерения на противоположных боковых поверхностях платформы. По текущему размеру затем определяется необходимое снятие материала при механической обработке со снятием материала. При этом две противоположные поверхности платформы могут, в частности, относительно рабочей части лопатки со стороной нагнетания и стороной всасывания, представлять собой боковые поверхности платформы, расположенные на стороне нагнетания или соответственно на стороне всасывания. Эти боковые поверхности при эксплуатации газовой турбины обычно сильнее подвержены окислению горячим газом и наступающей в результате этого коррозии, чем боковые поверхности платформы, находящиеся на стороне набегания и стороне сбегания.
Механическая обработка со снятием материала в рамках предлагаемого изобретением способа может, в частности, осуществляться путем поверхностного шлифования.
Если нанесение адгезивного материала осуществляется в рамках обновления системы теплоизоляционных покрытий лопатки турбины, перед обновлением системы теплоизоляционных покрытий способ может включать в себя удаление слоев лопатки турбины. К тому же после удаления слоев и перед обновлением системы теплоизоляционных покрытий может осуществляться активирующая абразивная обработка. Тогда активирующая абразивная обработка включала бы в себя, в частности, также боковые поверхности платформы, на которые должно осуществляться нанесение материала. В такой абразивной струе поверхность подвергается абразивной обработке с помощью абразивного средства, например посредством оксида алюминия (Al2O3), благодаря чему поверхности придается шероховатость, которая улучшает адгезию предназначенного для нанесения адгезивного материала.
Для нанесения адгезивного материала может применяться метод термического напыления, например плазменного напыления, газопламенного напыления и пр. Такого рода методы известны в качестве возможных методов нанесения адгезивных слоев, и поэтому также могут применяться с возможностью хорошего осваивания в рамках нанесения материала на боковые поверхности платформы с недостаточным размером.
Другие признаки, преимущества и свойства настоящего изобретения содержатся в последующем описании примеров осуществления со ссылкой на прилагаемые фигуры.
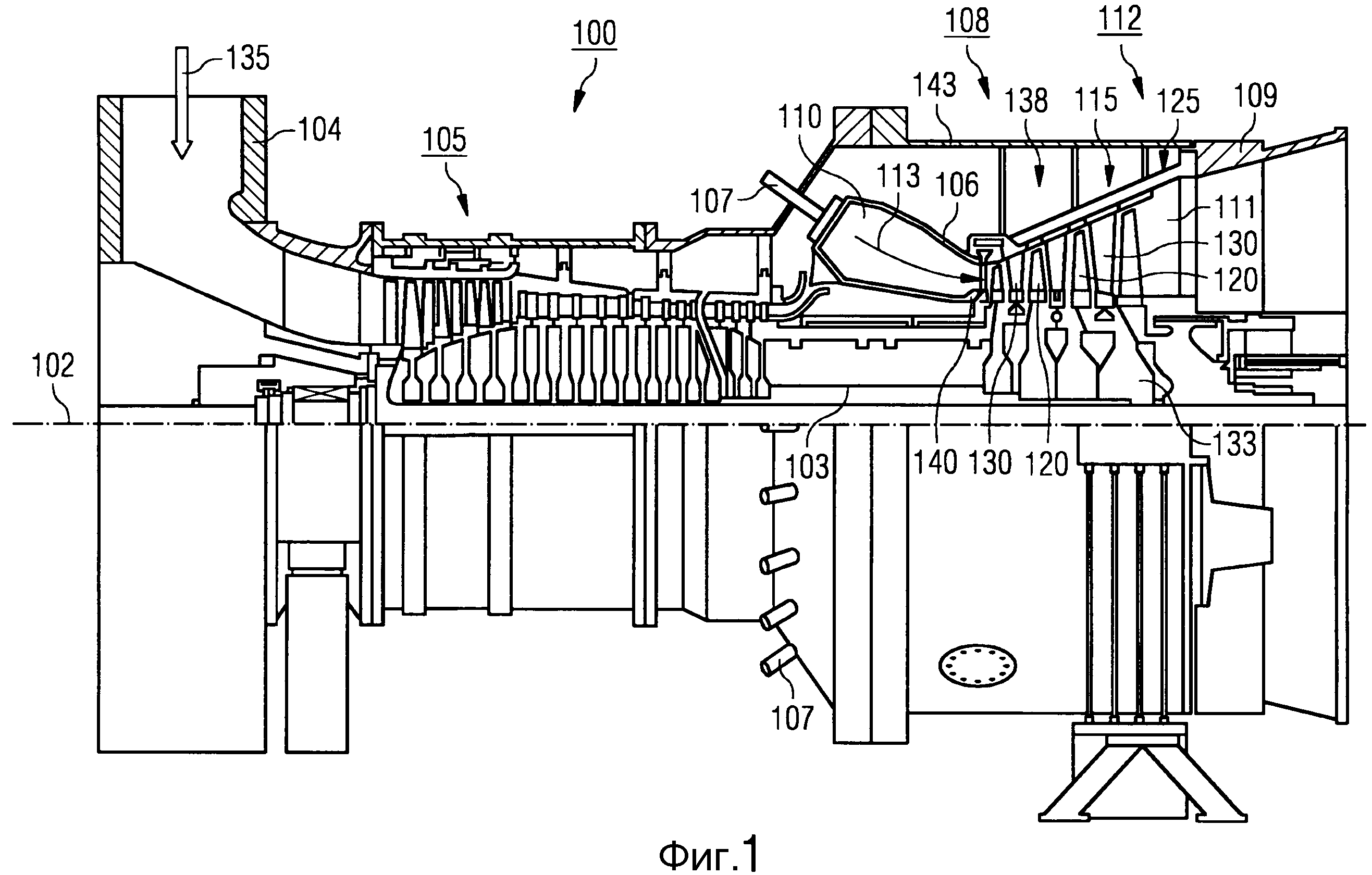
фиг.1 - показано схематичное изображение газовой турбины в частичном продольном сечении;
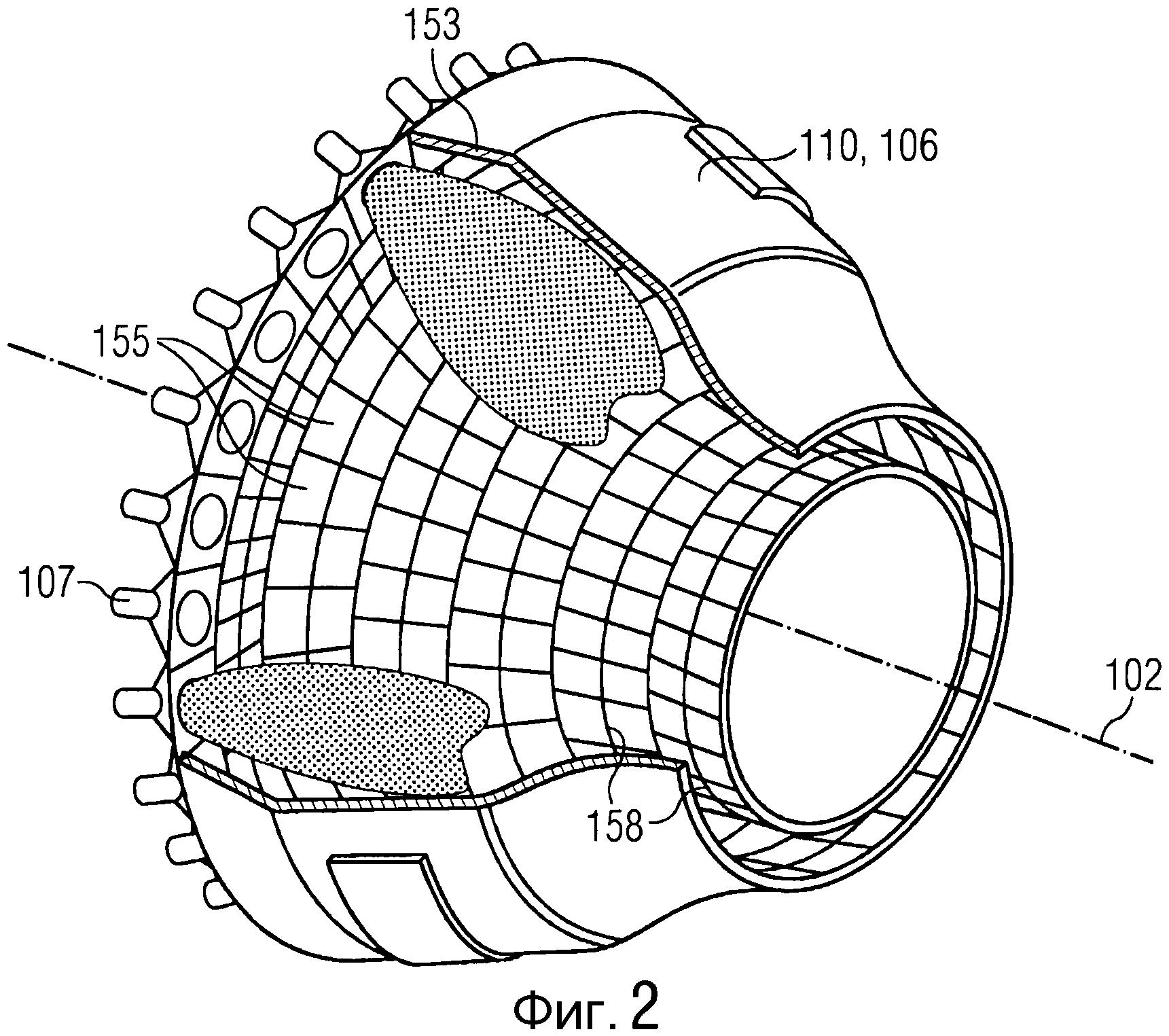
фиг.2 - показан пример топочной камеры газовой турбины в частично рассеченном изображении в перспективе;
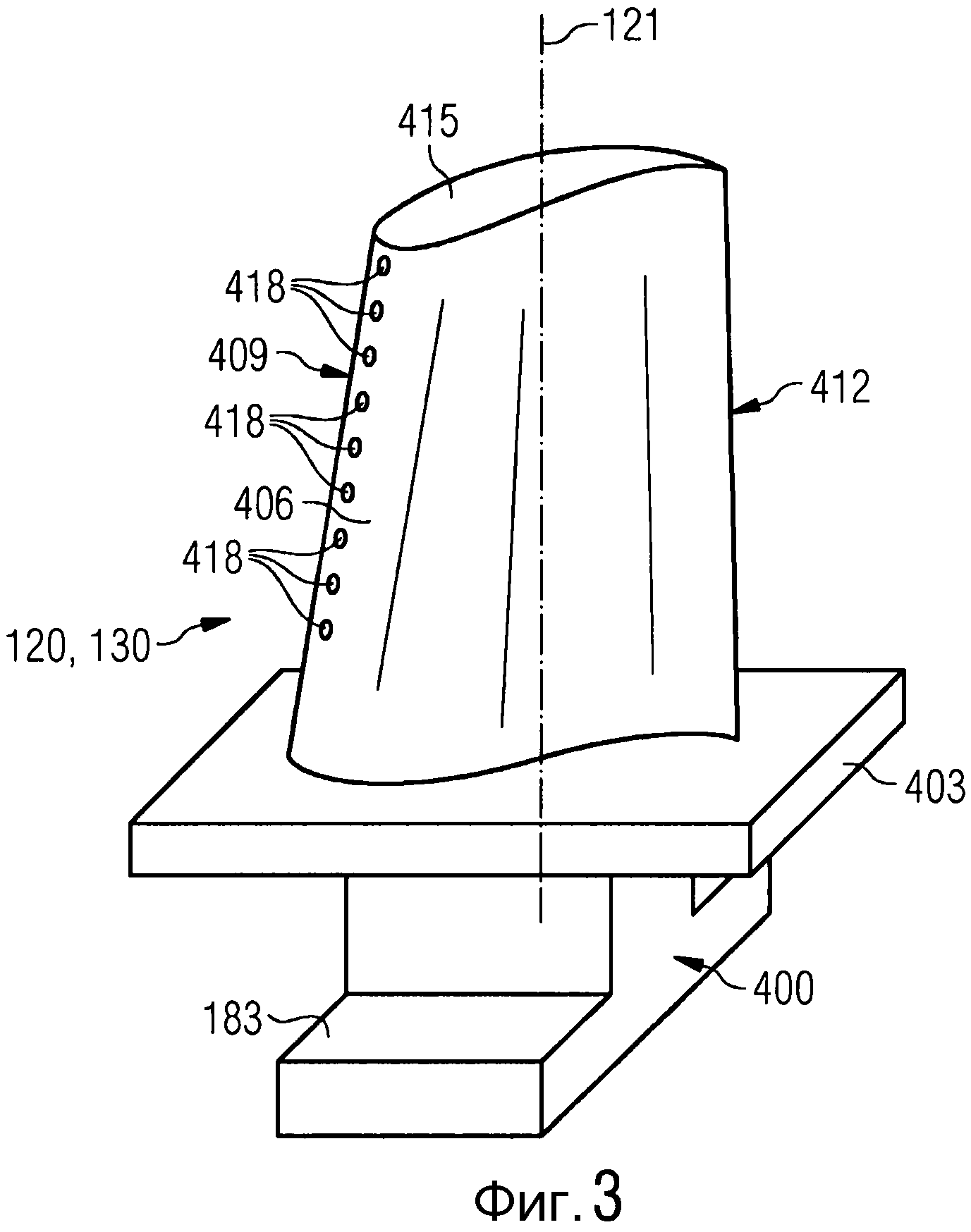
фиг.3 - показан пример лопатки турбины на изображении в перспективе;
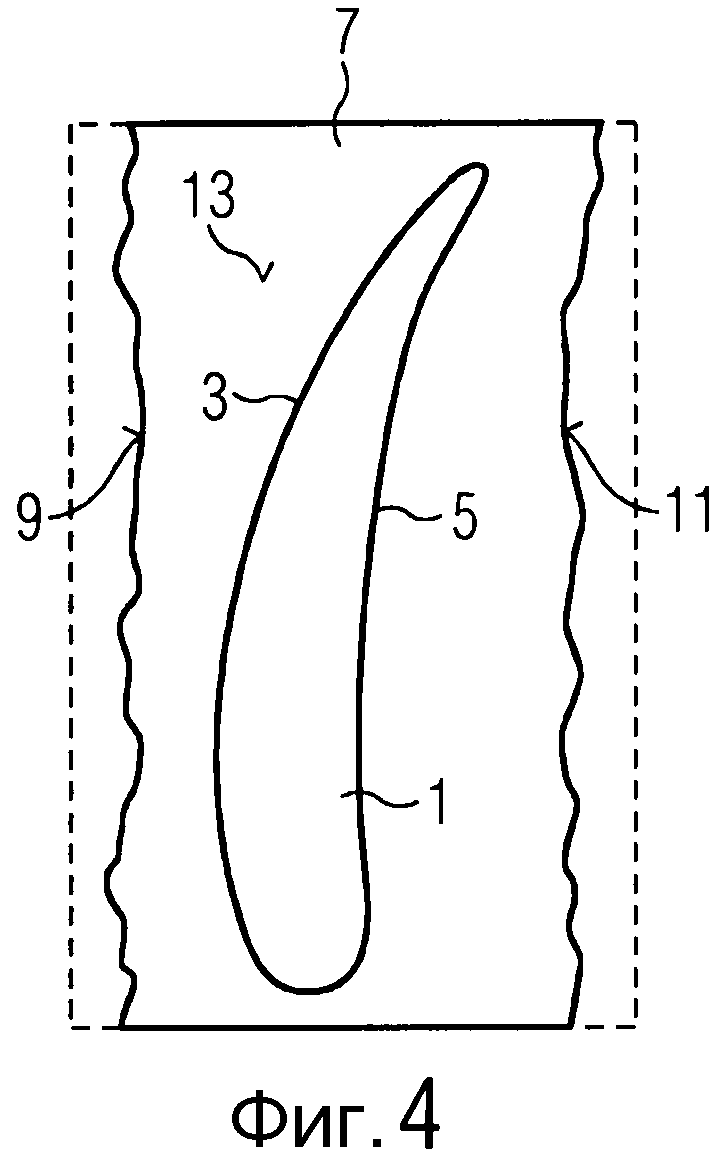
фиг.4 - показана на схематичном виде сверху лопатка турбины с обусловленным коррозией недостаточным размером на боковых поверхностях платформы;
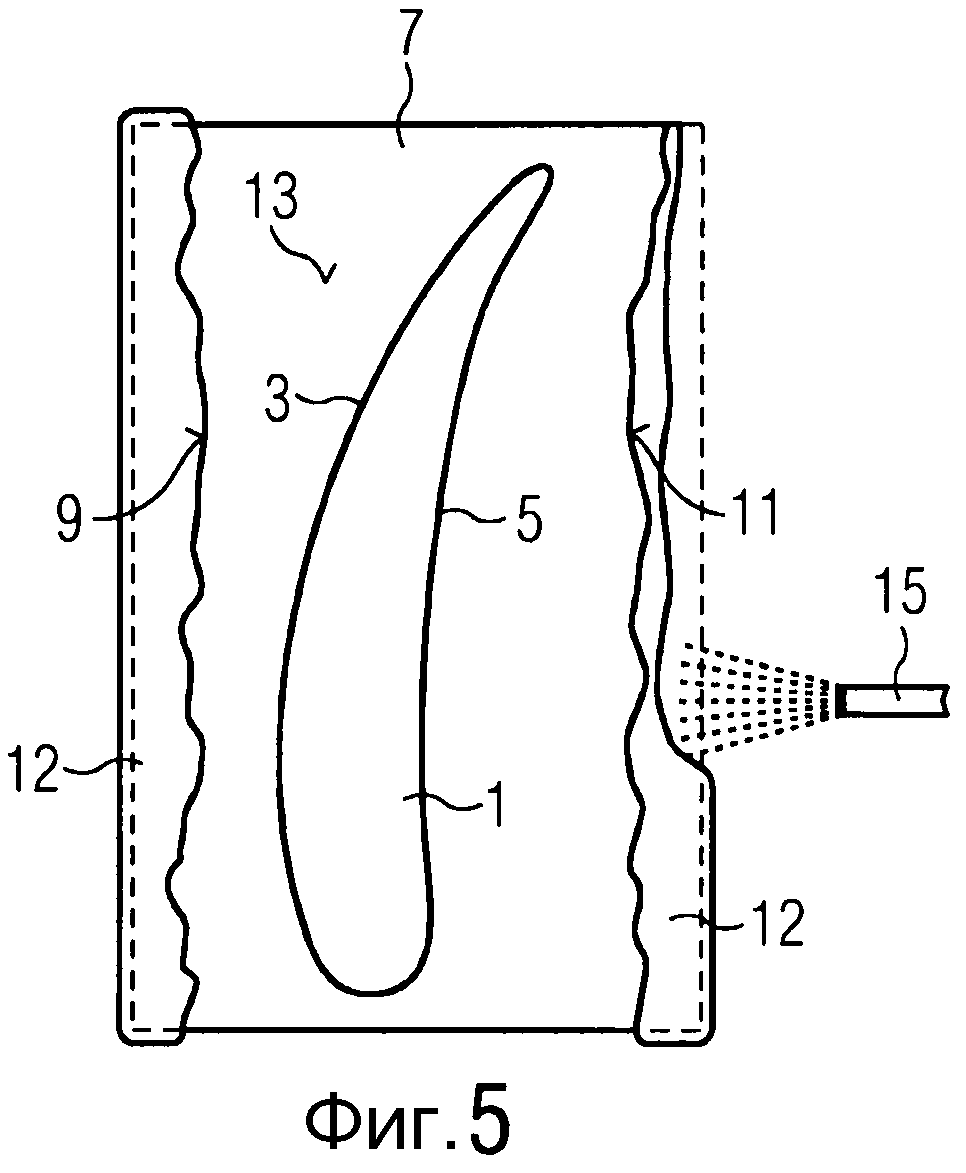
фиг.5 - показана лопатка турбины, изображенная на фиг.4, во время нанесения адгезивного материала;
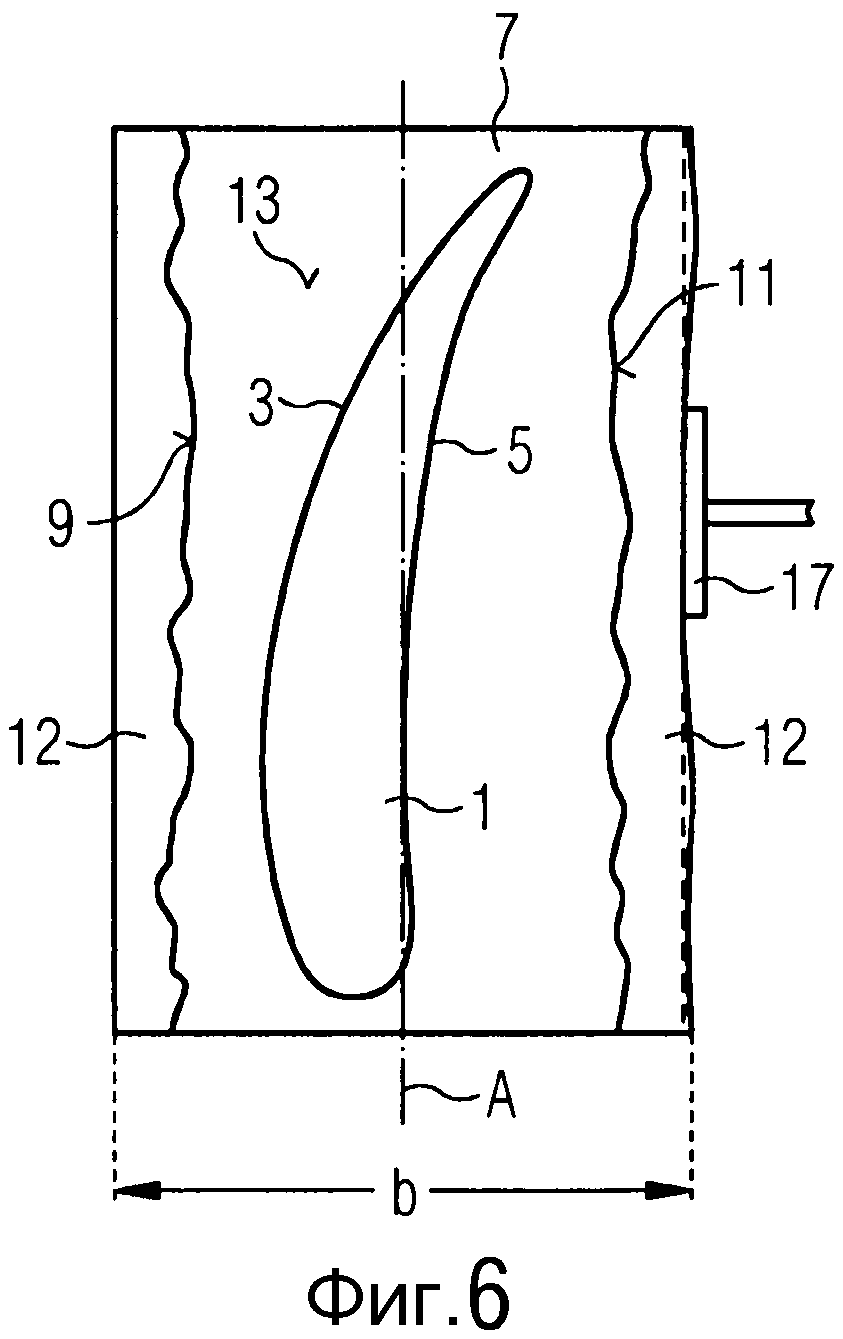
фиг.6 - показана лопатка турбины, изображенная на фиг.4, во время шлифования нанесенного адгезивного материала до номинального размера.
На фиг.1 показана в качестве примера газовая турбина 100 в частичном продольном сечении.
У газовой турбины 100 внутри имеется установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом 101, который также называется вращающейся частью турбины.
Вдоль ротора 103 последовательно расположены всасывающий корпус 104, компрессор 105, имеющая, например, форму тора топочная камера 110, в частности кольцевая топочная камера, снабженная несколькими расположенными коаксиально горелками 107, турбина 108 и корпус 109 газовыпускной системы.
Кольцевая топочная камера 110 сообщается, например, с кольцеобразным каналом 111 горячих газов. Там, например, четыре последовательно включенные ступени 112 турбины образуют турбину 108.
Каждая ступень 112 турбины образована, например, из двух колец лопаток. Если смотреть в направлении течения рабочей среды 113, в канале 111 горячих газов, за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
Направляющие лопатки 130 при этом закреплены на внутреннем корпусе 138 статора 143, в отличие от чего рабочие лопатки 120 ряда 125 установлены, например, посредством диска 133 турбины на роторе 103.
С ротором 103 соединен генератор или рабочая машина (не изображена).
Во время эксплуатации газовой турбины 100 воздух 135 всасывается компрессором 105 через всасывающий корпус 104 и сжимается. Получаемый на обращенном к турбине конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с горючим средством. Эта смесь затем сжигается в топочной камере 110 с образованием рабочей среды 113. Оттуда рабочая среда 113 течет по каналу 111 горячих газов по направляющим лопаткам 130 и рабочим лопаткам 120. На рабочих лопатках 120 рабочая среда 113 расширяется с передачей импульса, так что рабочие лопатки 120 приводят в движение ротор 103, а ротор - соединенную с ним рабочую машину.
Находящиеся под воздействием горячей рабочей среды 113 конструктивные элементы во время эксплуатации газовой турбины 100 подвергаются воздействию термических нагрузок. Направляющие лопатки 130 и рабочие лопатки 120 первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины, наряду с футеровочными элементами теплозащитного экрана кольцевой топочной камеры 110, подвергаются термическим нагрузкам в наибольшей степени.
Чтобы выдерживать возникающие там температуры, они могут охлаждаться с помощью охлаждающего средства.
Субстраты конструктивных элементов могут также иметь направленную структуру, т.е. они являются монокристаллическими (SX-структура) или содержат только продольно направленные зерна (DS-структура).
В качестве материала для конструктивных элементов, в частности для лопаток 120, 130 турбины и конструктивных элементов топочной камеры 110, применяются, например, суперсплавы на основе железа, никеля или кобальта.
Такие суперсплавы известны, например, из документов EP 1204776 B1, EP 1306454, EP 1319729 A1, WO 99/67435 или WO 00/44949.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии, например, (MCrAlX; M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) и/или кремний, скандий (Sc) и/или по меньшей мере один элемент из редких земель или, соответственно, гафний). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 1306454 A1.
На MCrAlX может также находиться теплоизоляционный слой, который состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия, и/или окисью кальция, и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
У направляющей лопатки 130 имеется обращенная к внутреннему корпусу 138 турбины 108 ножка направляющей лопатки (здесь не изображена) и находящаяся напротив ножки направляющей лопатки головка направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и установлена на крепежном кольце 140 статора 143.
На фиг.2 показана топочная камера 110 газовой турбины. Топочная камера 110 выполнена, например, в виде так называемой кольцевой топочной камеры, у которой множество расположенных в окружном направлении вокруг оси 102 вращения горелок 107, которые создают пламя 156, впадают в одно общее пространство 154 топочной камеры. Для этого топочная камера 110 выполнена в совокупности в виде кольцеобразной структуры, которая расположена вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия топочная камера 110 рассчитана на сравнительно высокую температуру рабочей среды M, составляющую примерно от 1000°C до 1600°C. Чтобы даже при этих неблагоприятных для материалов рабочих параметрах обеспечить возможность сравнительно долгого срока службы, стенка 153 топочной камеры на своей обращенной к рабочей среде M стороне снабжена внутренней футеровкой, образованной из элементов 155 теплозащитного экрана.
Каждый элемент 155 теплозащитного экрана, изготовленный из сплава, оснащен со стороны рабочей среды особенно жаропрочным защитным слоем (слой MCrAlX и/или керамическое покрытие) или изготовлен из высокожаропрочного материала (массивные керамические кирпичи).
Эти защитные слои могут быть аналогичны лопаткам турбины, то есть MCrAlX, например, означает: M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y), или кремний, и/или по меньшей мере один элемент из редких земель, или соответственно гафний (Hf). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 1306454 A1.
На MCrAlX может также находиться, например, керамический теплоизоляционный слой, состоящий, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия, и/или окисью кальция, и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна.
Восстановление (Refurbishment) означает, что элементы 155 теплозащитного экрана после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или соответственно продуктов. При необходимости осуществляется также ремонт трещин в элементе 155 теплозащитного экрана. После этого происходит повторное нанесение покрытия на элемент 155 теплозащитного экрана и повторное применение элементов 155 теплозащитного экрана.
В связи с высокими температурами внутри топочной камеры 110 для элементов 115 теплозащитного экрана или соответственно для элементов их крепления может быть предусмотрена система охлаждения. Элементы 115 теплозащитного экрана являются, например, полыми и при необходимости имеют также впадающие в пространство 154 топочной камеры отверстия для охлаждения (не изображены).
На фиг.3 показан вид в перспективе рабочей лопатки 120 или направляющей лопатки 130 гидравлической машины, которая распространяется по продольной оси 121.
Гидравлическая машина может представлять собой газовую турбину самолета или электростанции, предназначенной для выработки электроэнергии, паровую турбину или компрессор.
У лопатки 120, 130 по продольной оси 121 имеется, последовательно, область 400 крепления, примыкающая к ней платформа 403 лопатки, а также рабочая часть 406 лопатки и вершина 415 лопатки.
Если лопатка 130 представляет собой направляющую лопатку 130, она может быть снабжена на своей вершине 415 лопатки другой платформой (не изображена).
В области 400 крепления выполнена ножка 183 лопатки, которая служит для крепления рабочих лопаток 120, 130 к валу или диску (не изображено).
Ножка 183 лопатки выполнена, например, в T-образной форме. Возможны другие варианты осуществления в виде елки или ласточкина хвоста.
У лопатки 120, 130 имеется кромка 409 набегания и кромка 412 сбегания для среды, которая протекает по рабочей части 406 лопатки.
У традиционных лопаток 120, 130 во всех областях 400, 403, 406 лопаток 120, 130 применяются, например, цельные металлические материалы, в частности суперсплавы.
Такие суперсплавы известны, например, из документов EP 1204776 B1, EP 1306454, EP 1319729 A1, WO 99/67435 или WO 00/44949.
При этом лопатка 120, 130 может быть изготовлена методом литья, также посредством направленной кристаллизации, методом ковки, методом фрезерования или их комбинаций.
Заготовки с монокристаллической структурой или структурами применяются в качестве конструктивных элементов машин, которые при эксплуатации подвержены высоким механическим, термическим и/или химическим нагрузкам.
Изготовление такого рода монокристаллических заготовок осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав кристаллизуется с получением монокристаллической структуры, т.е. монокристаллической заготовки, или направленно.
При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо стебельчатую кристаллическую зернистую структуру (колоннообразно, т.е. зерна, которые проходят по всей длине заготовки, и здесь, выражаясь общепринятым языком, называются направленно кристаллизованными) или монокристаллическую структуру, т.е. вся заготовка состоит из одного единственного кристалла. В этих способах необходимо избегать перехода к глобулярной (поликристаллической) кристаллизации, так как при ненаправленном росте обязательно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно кристаллизованного или монокристаллического конструктивного элемента.
Если речь идет о направленно кристаллизованных структурах в общем, то под ними подразумеваются как монокристаллы, которые не имеют границ зерен или, в крайнем случае, имеют границы зерен с малыми углами, так и стебельчатые кристаллические структуры, у которых, может быть, имеются проходящие в продольном направлении границы зерен, но нет поперечных границ зерен. В случае этих названных во вторую очередь кристаллических структур также говорят о направленно кристаллизованных структурах (directionally solidified structures).
Такие способы известны из документов US-PS 6024792 и EP 0892090 A1.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии или окисления, например, (MCrAlX; M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) и/или кремний и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf)). Такие сплавы известны из документов EP 0486489 B1, EP 0786017 B1, EP 0412397 B1 или EP 1306454 A1.
Плотность предпочтительно составляет около 95% теоретической плотности.
На слое MCrAlX (как промежуточном слое или крайнем наружном слое) образуется защитный слой окиси алюминия (TGO = thermal grown oxide layer).
Предпочтительно состав слоя представляет собой Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта применяются также предпочтительно защитные покрытия на основе никеля, такие как Ni-10Cr-12Al-0,6Y-3Re или Ni-12Co-21Cr-11Al-0,4Y-2Re, или Ni-25Co-17Cr-10Al-0,4Y-1,5Re.
На MCrAlX может также находиться теплоизоляционный слой, который предпочтительно является крайним наружным слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия, и/или окисью кальция, и/или окисью магния.
Теплоизоляционный слой покрывает весь слой MCrAlX.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например, атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна. То есть теплоизоляционный слой предпочтительно является более пористым, чем слой MCrAlX.
Восстановление (Refurbishment) означает, что конструктивные элементы 120, 130 после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или соответственно продуктов. При необходимости осуществляется также ремонт трещин в конструктивном элементе 120, 130. После этого происходит повторное нанесение покрытия на конструктивный элемент 120, 130 и повторное применение конструктивного элемента 120, 130.
Лопатка 120, 130 может быть выполнена полой или цельной. При необходимости охлаждения лопаток 120, 130 она является полой и при необходимости имеет также отверстия 418 для пленочного охлаждения (обозначены штриховой линией).
На фиг.4 в схематичном изображении показана корродированная лопатка турбины. На изображении видны рабочая часть 1 лопатки со стороной 3 всасывания и стороной 5 нагнетания, а также платформа 7 лопатки. Последняя, вследствие коррозионных воздействий, которые обусловлены эксплуатационными нагрузками и происходящим в результате этого высокотемпературным окислением, имеют недостаточный размер как на расположенной со стороны всасывания боковой поверхности 9 платформы, так и на расположенной со стороны нагнетания боковой поверхности 11 платформы. Номинальный размер платформы 7 обозначен на чертеже фигуры штриховой линией. Здесь следует указать, что обусловленный коррозией недостаточный размер изображен преувеличенно для увеличения ясности чертежей. В других областях лопатки турбины, отличающихся от боковых поверхностей 9, 11 платформы 7 лопатки, обычно также имеется коррозия, но на фигурах не изображена, чтобы ненужным образом не усложнять чертежи. Корродированная вследствие жестких условий окружающей среды, создающихся при эксплуатации газовой турбины, лопатка турбины в соответствии с изобретением подвергается восстановлению, при котором восстанавливается номинальный размер платформы лопатки, в частности, на корродированных боковых поверхностях 9, 11.
В настоящем примере осуществления восстановление номинального размера частично интегрировано в процедуру нанесения новой системы теплоизоляционных покрытий на лопатку турбины. Для этого сначала с лопатки турбины снимается старое покрытие, например, посредством надлежащих растворов и/или надлежащих абразивных процессов, а затем лопатка очищается для устранения вероятных остатков окисления. После этого происходит активирующая абразивная обработка, например, посредством частиц оксида алюминия (Al2O3, корунд), при которой поверхности придается шероховатость. Подготовленная таким образом лопатка турбины затем помещается в устройство для нанесения покрытий для последующего нанесения покрытия из системы теплоизоляционных слоев на рабочую часть 1 лопатки и обращенную к пути тепловой нагрузки поверхность 13 платформы 7 лопатки. При этом боковые поверхности платформы 7 лопатки в уровне техники обычно загорожены или прикрыты, так как они не должны снабжаться системой теплоизоляционных слоев. В рамках предлагаемого изобретением способа, однако, расположенная со стороны всасывания боковая поверхность 9 платформы, а также расположенная со стороны нагнетания боковая поверхность 11 платформы не загорожены или, соответственно, не прикрыты, а оставлены свободными. Таким образом, на обе эти поверхности может наноситься материал покрытия.
При нанесении покрытия сначала наносится адгезивный слой, который в настоящем примере выполнен в виде слоя MCrAlX. Нанесение адгезивного слоя происходит методом термического напыления, например плазменного напыления или газопламенного напыления. Кроме рабочей части 1 лопатки и верхней стороны 13 платформы 7 лопатки, материал MCrAlX наносится также на расположенную со стороны всасывания боковую поверхность 9 платформы и расположенную со стороны нагнетания боковую поверхность 11 платформы.
Метод напыления на фиг.5 обозначен схематично изображенной распылительной форсункой 15. Иначе, чем в прочих областях, на расположенную со стороны всасывания боковую поверхность 9 платформы и расположенную со стороны нагнетания боковую поверхность 11 платформы наносятся, однако, несколько слоев материала MCrAlX, при этом каждый слой имеет минимальную толщину, равную 10 мкм, предпочтительно 30 мкм. Послойное нанесение материала 12 MCrAlX на боковые поверхности 9, 11 платформы происходит до тех пор, пока не будет превышен обозначенный на фиг.4-6 штриховой линией номинальный размер платформы 7. Это состояние на фиг.5 изображено для боковой поверхности 9 платформы, расположенной со стороны всасывания, в то время как для расположенной со стороны нагнетания боковой поверхности 11 платформы изображено послойное напыление материала 12 MCrAlX посредством распылительной форсунки 15.
После того как на обе боковые поверхности 9, 11 платформы было нанесено столько слоев, что на обеих номинальный размер превышен, предпочтительно осуществляется скрепляющая термообработка, которая улучшает прикрепление нанесенного материала 12 MCrAlX к материалу суперсплава лопатки турбины. Затем происходит нанесение на слой MCrAlX теплоизоляционного слоя, например слоя оксида циркония (ZrO2), который по своей структуре по меньшей мере частично стабилизирован оксидом иттрия (Y2O3). Теплоизоляционный слой наносится, в частности, на рабочую часть 1 и поверхность 13 платформы 7. Но в рамках изобретения также неплохо, если теплоизоляционный слой также наносится на материал 12 MCrAlX, нанесенный на боковые поверхности 9, 11 платформы. Этого часто также нельзя избежать, так как, как изложено выше, покрытие или заграждение боковых поверхностей 9, 11 платформы не предусмотрено. Нанесение теплоизоляционного слоя может также осуществляться методом термического напыления. Но альтернативно существует также возможность получения теплоизоляционного покрытия методом осаждения из газовой фазы.
После того как на лопатку турбины было нанесено теплоизоляционное покрытие, она вынимается из устройства для нанесения покрытий и зажимается в устройстве для станочной механической обработки, в котором в настоящем примере осуществления посредством шлифования осуществляется затем механическая обработка со снятием материала расположенной со стороны всасывания и со стороны нагнетания боковых поверхностей платформы, имеющих теперь избыточный размер. Зажим происходит при этом так, чтобы центральная ось A лопатки турбины одновременно являлась центральной осью зажимного устройства. Зажим лопатки турбины с целью шлифования осуществляется для того, чтобы лопатка турбины могла свободно позиционироваться в пространстве относительно своей центральной оси A, т.е. вращаться на 360°.
Текущая ширина b платформы 7 лопатки затем регистрируется путем считывания по меньшей мере 5 точек измерения на каждой боковой поверхности 9, 11 платформы на стороне нагнетания и на стороне всасывания. В компьютерной программе затем рассчитывается снятие материала, которое необходимо, чтобы довести имеющую нанесенный материал MCrAlX платформу 7 лопатки до номинального размера. Снятие материала, рассчитанное для расположенной со стороны всасывания боковой поверхности 9 платформы и расположенной со стороны нагнетания боковой поверхности 11 платформы, которые на фиг.6 сильно схематизированно изображены под ссылочным обозначением 17, осуществляется путем поверхностного шлифования. Перед нулевой шлифовкой шлифовальный диск снимается, и величина правки компенсируется программой относительно диаметра диска шлифовального устройства. По окончании процесса шлифования ширина b платформы 7 лопатки снова имеет номинальный размер.
После того как на лопатку турбины снова было нанесено покрытие и боковые поверхности 7, 11 снова были доведены до номинального размера, лопатка турбины может снова встраиваться в газовую турбину для дальнейшей эксплуатации.
В целях пояснения настоящее изобретение было описано на одном из конкретных примеров осуществления. Однако возможны отклонения от этого примера осуществления. Так, например, необязательно необходимо осуществлять нанесение адгезивного материала в рамках процесса восстановления системы теплоизоляционных слоев на лопатку турбины. Вместо этого нанесение адгезивного материала на боковые поверхности платформы может осуществляться в самостоятельном процессе. Также необязательно необходимо наносить материал на боковые поверхности платформы как на стороне всасывания, так и на стороне нагнетания. Хотя, как правило, обе стороны вследствие коррозии имеют недостаточный размер, возможно также, чтобы только одна сторона имела недостаточный размер. В этом случае достаточно нанесение материала на сторону с недостаточным размером. Но, несмотря на это, может быть желательным нанесение материала и на ту сторону, которая не имеет значительного недостаточного размера, и последующее шлифование, чтобы достичь улучшенной поверхностной структуры боковой поверхности платформы.
Устройство для предварительного нагревания стального скрапа и снабженная им металлургическая плавильная емкость
Способ обработки отходящего газа, содержащего диоксид углерода
Ускоритель для двух пучков частиц для создания столкновения
Устройство для поворота ротора турбомашины из первого положения во второе положение
Способ регулирования радиальных зазоров, имеющихся между вершинами рабочих лопаток и стенкой канала
Устройство резонатора для демпфирования колебаний давления в камере сгорания и способ для управления системой сгорания
Устройство для измерения состава потока многофазной смеси
Система и способ обнаружения повреждений и система электропитания кабелей для непосредственного электрического нагрева подводных трубопроводов
Способ управления компрессором
Пилотная горелка газотурбинного двигателя, камера сгорания и газотурбинный двигатель
Электрическая машина, рельсовое транспортное средство и рельсовый подвижной состав
Компоновка блока питания с использованием модульных электронных модулей
Пирометаллургическая установка, снабженная загрузочным элементом
Способ функционирования поточной линии, сборочный прицеп, буксирная тяга, тяжелая машина, установленная на сборочном прицепе, и поточная линия
Сквозное переходное устройство для смазочно-охлаждающей эмульсии для использования с инструментами станков с полым шпинделем
Рельсовое транспортное средство
Приводная система силового выключателя
Система слоев с двухслойным металлическим слоем
Камера сгорания газовой турбины
Сегмент платформы, предназначенный для обеспечения опоры для направляющей лопатки соплового направляющего аппарата, и способ охлаждения данного сегмента

