Результат интеллектуальной деятельности: СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ВРЕМЕНИ ЗАГРУЗКИ ДЛЯ ЗАГРУЗКИ РАСПЛАВЛЯЕМОГО МАТЕРИАЛА В ЭЛЕКТРОДУГОВУЮ ПЕЧЬ, УСТРОЙСТВО ОБРАБОТКИ СИГНАЛОВ, МАШИНОЧИТАЕМЫЙ ПРОГРАММНЫЙ КОД, НОСИТЕЛЬ ДЛЯ ХРАНЕНИЯ ДАННЫХ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к способу для определения момента времени загрузки для загрузки, в особенности дозагрузки, расплавляемого материала, в особенности скрапа, в электродуговую печь, причем электродуговая печь имеет по меньшей мере один электрод для нагрева находящегося в электродуговой печи расплавляемого материала посредством электрической дуги. Кроме того, изобретение относится к устройству обработки сигналов, машиночитаемому программному коду и электродуговой печи для выполнения способа. Кроме того, изобретение относится к носителю для хранения данных, на котором сохранен машиночитаемый программный код.
При изготовлении стали в электродуговой печи расплавляется скрап. При этом в ходе процесса плавки уменьшается объем загружаемого материала в число раз от пяти до десяти (в зависимости от относительной плотности засыпки), так что, как правило, одна или две корзины скрапа досыпаются в электродуговую печь, чтобы достичь достаточного веса плавки в жидкой стали.
При этом существует проблема в нахождении оптимального момента времени для завалки или досыпки последующей корзины скрапа. Эта завалка новой корзины скрапа называется загрузкой.
Оптимальный момент времени для загрузки является важным фактором, чтобы достичь высокой производительности в изготовлении стали. Если загрузка производится слишком поздно, то это приводит к высоким потерям энергии, повышенному износу и низкой производительности. Скрап тогда полностью расплавляется, и электрическая дуга горит без экранирования на ванне жидкой стали. В этой фазе к тому же едва ли возникает пенистый шлак, который мог бы дополнительно экранировать электрическую дугу. С одной стороны, из-за этого возникают высокие потери излучения, так как большая часть термического излучения переходит в отходящее тепло. Это энергетически невыгодно, и ненужным образом удлиняет время включения питания. С другой стороны, за счет термического излучения электрических дуг могут расплавляться припекания шлака на стенках, что неблагоприятным образом воздействует на дальнейший ход процесса в отношении баланса энергии и износа огнеупорного материала. Производительность падает в течение процесса плавки со сравнительно низким кпд. Кроме того, при загрузке, в частности, за счет ударного погружения засыпаемого скрапа в поддон жидкой стали возникают значительные выбросы пыли и оксида углерода (СО).
Если, напротив, загрузка производится слишком рано, то скрап в электродуговой печи еще недостаточно расплавился, и остающийся пустой объем в печи еще недостаточно велик, чтобы вмещать последующую загрузку скрапа, так как по условиям процесса подлежащий загрузке объем скрапа в одном процессе полностью помещается в корпус печи.
В последнем случае крышка печи не может быть закрыта и оператор должен за счет дополнительного давления на навал скрапа в корпусе пытаться механически уплотнить скрап. Если этого недостаточно, то нужно сверх того удалить излишний скрап, чтобы обеспечить возможность поворота крышки печи. Этот способ действий является чрезвычайно затратным по времени и поэтому в значительной степени снижает производительность. Увеличенное за счет этого время от выпуска до выпуска расплавленного металла, то есть время между двумя выпусками жидкого металла, может создавать помехи дальнейшему выполнению технологической цепочки в сталеплавильном цеху. Кроме того, за счет возникающего таким образом вспомогательного времени возникают потери отходящего тепла, которые дополнительно негативно воздействуют на потребление энергии и производительность.
Поэтому на практике пытаются по возможности долго проводить плавку, чтобы гарантировать, что скрап в достаточной степени расплавился, и что объем скрапа последующей скрапоразгрузочной корзины может помещаться в корпусе печи с учетом вышеописанных недостатков.
Так как корпус печи закрыт и наблюдение через дверцу печи не позволяет получить ясного вывода о завершении расплавления, оператор только условно должен определять возможность подходящего момента времени для загрузки.
Для того чтобы достичь оптимального технологического процесса, следовало бы по возможности раньше выполнять загрузку, чтобы избежать ненужных потерь энергии. Однако должно гарантироваться, что скрап в корпусе печи настолько расплавлен, что следующая корзина скрапа полностью поместится в корпус печи.
Кроме того, заблаговременная загрузка целесообразна, чтобы кпд установленных в печи горелок, которые служат для дополнительного нагрева скрапа, поддерживать по возможности высоким. Если загружаемый скрап при слишком поздней загрузке погружается слишком сильно в остаток жидкого металла, то расплав переохлаждается и отсутствует часть остова скрапа над расплавом, чтобы оптимально нагреваться горелками.
Вышеописанный режим загрузки из современной практики приводит к повышенным потерям тепла, повышенному износу элементов стенки или расходу огнеупорного материала, высокому расходу электродов, повышенным эмиссиям, увеличенному времени включения питания и времени между выпусками жидкого металла, а также к сниженной производительности.
До сих пор зачастую полагались на компетенцию и опыт обслуживающего персонала для электродуговой печи, чтобы определить момент времени загрузки. Для оператора имеются различные признаки, указывающие на достижение момента времени загрузки. Например, снижается уровень звукового давления обусловленного электродуговой печью звука. Другим признаком является визуальное впечатление о процессе плавки, получаемое наблюдением через дверцу печи, которая для этого должна быть открыта.
Кроме того, оператор при выборе момента времени загрузки мог бы опираться на оптические методы измерений, например, оптических датчиков, размещенных в горелках (см. Nyssen, P., et al.: Innovative visualization technique at the electric arc furnace, Revue de Metallurgie (103) 2006, № 9, стр. 369-373.
Наряду с этими «мягкими» факторами, которые в значительной степени зависят от опыта обслуживающего персонала, также имеются расчетные факторы для определения момента времени загрузки.
Так, например, известно, что на основе термической модели, зная загруженный вес скрапа, введенную энергию и другие параметры, вычисляется ожидаемая характеристика изменения температуры и отсюда возможное указание на загрузку (см. Köhle, S.: Rechnereinsatz zur Steuerung von Lichtbogenöfen. Stahl u. Eisen (100) 1980, № 10, стр. 522-528).
Чаще всего эти способы используются для поддержки обслуживающего персонала печи. Некоторые модели пытаются, основываясь на этом, визуализировать развитие процесса для различных зон корпуса печи (Nyssen, P., Colin, R., Junque, J.-L., Knoops, S.: Application of a dynamic metallurgical model to the electric arc furnace. Revue de Metallurgie (101) 2004, № 4, стр. 317-326). При этом, однако, следует принимать во внимание, что речь идет о моделях без непосредственного измерения фактического развития процесса.
В простейшем, общепринятом случае загрузку производят по жесткой диаграмме питания печи по ходу плавления. На основе опытных значений таким образом устанавливается момент времени загрузки на основе загруженного перед этим веса скрапа и введенной энергии.
Уже выполненные измерения корпусного шума на полностью футерованных электродуговых печах в этой связи не привели ни к какому пригодному для использования результату и поэтому далее не исследовались (см., например, Higgs, R.W.: Sonic Signature Analysis for Arc Furnace Diagnostic and Control. Proceedings IEEE Ultrasonics Symposium 1974).
Недостатком всех этих способов является то, что они не могут достаточно точно определить момент времени загрузки, чтобы загружать или догружать электродуговую печь эффективным образом, то есть в оптимальный момент времени.
Задачей изобретения является определить ориентированный на состояние момент времени загрузки для работы электродуговой печи и предоставить соответствующие устройства, чтобы снизить использование энергии, использование ресурсов и времени производства для технологического цикла для получения массы плавки.
Эта задача решается способом для определения момента времени загрузки для загрузки, в особенности дозагрузки, расплавляемого материала, в особенности скрапа, в электродуговую печь, причем электродуговая печь имеет по меньшей мере один электрод для нагрева находящегося в электродуговой печи расплавляемого материала посредством электрической дуги, причем определяется первый сигнал для определения фазового состояния основания электрической дуги со стороны расплавленного материала на основе зарегистрированного электродного тока, причем проверяется, превышает ли первый сигнал заданное пороговое значение для заданной наименьшей временной длительности, причем момент времени загрузки достигается тогда, когда первый сигнал превышает пороговое значение для заданной наименьшей временной длительности.
За счет того что этот способ исходит из текущего состояния в электродуговой печи, это предоставляет огромные преимущества по сравнению со способом для определения момента времени загрузки согласно уровню техники. Загрузка осуществляется всегда в по возможности оптимальный момент времени, то есть исключаются дополнительные интервалы времени включения питания. Но с другой стороны, загрузка осуществляется настолько поздно, что гарантируется, что подлежащий загрузке расплавляемый материал полностью может помещаться в электродуговую печь, за счет чего производственные циклы для плавки поддерживаются по возможности короткими.
Под расплавляемым материалом понимается твердый или жидкий металл, который предусмотрен для получения ванны расплавленного металла, в частности ванны жидкой стали. Часто расплавляемым материалом, загружаемым в электродуговую печь, является скрап.
Применение понятия «первый сигнал» и «второй сигнал» в приведенных выше рассуждениях, служит только целям различимости сигналов для читающего. Кроме этого, обозначениям как «первый» или «второй» сигнал не придается никакого особого значения.
В предпочтительной форме выполнения для определения первого сигнала применяется S-функция. Она известна под названием «логистическая функция». Оказалось, что применение S-функции дает особенно хорошие результаты.
Кроме того, предпочтительным образом, для определения первого сигнала для S-функции применяется отношение величин электродного тока при целом кратном удвоенного значения сетевой рабочей частоты и величин электродного тока, которые имеются между целыми кратными удвоенных значений сетевой рабочей частоты. Сетевая рабочая частота является частотой, с которой сеть электроснабжения снабжает электричеством электродуговую печь. Предпочтительным образом величины электродного тока определяются на основе квадратичного сигнала электродного тока, так как они являются лучшей мерой для мощности и реагируют более чувствительным образом для предусмотренной цели.
Другая информация для определения первого сигнала следует из описания чертежей.
Указанная задача также решается способом для определения момента времени загрузки для загрузки, в частности догрузки, расплавляемого материала, в особенности скрапа, в электродуговую печь, причем электродуговая печь имеет по меньшей мере один электрод для нагрева находящегося в электродуговой печи расплавляемого материала посредством электрической дуги, причем определяется второй сигнал для определения части расплавляемого материала, осажденного в форме твердого материала на ограничении, в особенности на стенке электродуговой печи, посредством регистрации корпусных звуковых волн, причем проверяется, превышает ли второй сигнал заданное пороговое значение для заданной наименьшей временной длительности, причем момент времени загрузки достигается самое раннее тогда, когда второй сигнал превышает пороговое значение для заданной наименьшей временной длительности.
Речь идет об альтернативном, равноценном способе, который также позволяет заметно снизить или устранить недостатки, имеющие место в уровне техники.
Предпочтительным образом для определения второго сигнала формируется отношение сигнал-шум из сигнальных составляющих корпусного шума дискретных частот и из сигнальных составляющих корпусного шума для частот в заданном интервале, отклоняющихся от соответствующих дискретных частот.
Кроме того, является предпочтительным для определения второго сигнала дополнительно использовать сигнальную составляющую электродного тока при сетевой рабочей частоте электродуговой печи, в частности 50 Гц или 60 Гц.
Предпочтительным образом это используется, чтобы определить второй сигнал на основе уравнения:
SK=c·(SNR-d)·(GC-0,9), причем
SNR: отношение сигнал/шум,
GC: сигнальная составляющая электродного тока на сетевой рабочей частоте,
c: коэффициент усиления и
d: значение смещения
Коэффициент с усиления предпочтительно выбирается таким образом, что сигнал стремится к нулю, как только достигается фаза ровной ванны расплавленного металла.
Указанная задача также решается способом для определения момента времени загрузки для загрузки, в особенности дозагрузки, расплавляемого материала, в особенности скрапа, в электродуговую печь, причем электродуговая печь имеет по меньшей мере один электрод для нагрева находящегося в электродуговой печи расплавляемого материала посредством электрической дуги, причем определяется первый сигнал для определения фазового состояния основания электрической дуги со стороны расплавленного материала на основе зарегистрированного электродного тока, причем определяется второй сигнал для определения части расплавляемого материала, осажденного в форме твердого материала на ограничении, в особенности на стенке электродуговой печи, посредством зарегистрированных корпусных звуковых волн, причем момент времени загрузки определяется с применением первого и второго сигнала.
За счет комбинированного применения первого и второго сигнала может быть дополнительно повышена надежность определения по возможности оптимального для процесса момента загрузки. В этом случае минимизируются недостатки, имеющие место в уровне техники.
В предпочтительной форме выполнения первый сигнал и второй сигнал усредняются, причем проверяется, превышает ли усредненный сигнал заданное пороговое значение для заданной наименьшей временной длительности, причем момент времени загрузки самое раннее достигается тогда, когда усредненный сигнал превышает пороговое значение для заданной наименьшей временной длительности.
Определение усредненного сигнала из первого сигнала и второго сигнала представляет простую и практичную комбинацию сигналов, посредством которой могут быть реализованы преимущества, соответствующие изобретению. Для усреднения могут применяться известные способы, такие как арифметическое усреднение или геометрическое усреднение.
В качестве альтернативы, предпочтительным образом можно действовать таким образом, что проверяется, превышает ли первый сигнал заданное пороговое значение для заданной наименьшей временной длительности, проверяется, превышает ли второй сигнал заданное пороговое значение для заданной наименьшей временной длительности, причем момент времени загрузки самое раннее достигается тогда, когда первый и второй сигнал одновременно превышают соответствующее пороговое значение для соответственно заданной наименьшей временной длительности.
Связанное рассмотрение первого и второго сигнала в отношении выполнения соответствующего критерия проверки также является хорошо функционирующим методом, чтобы надежно определить по возможности оптимальный для процесса момент загрузки.
В предпочтительном осуществлении изобретения электродуговая печь содержит более одного электрода, в частности три электрода, и более одного датчика корпусного шума, в частности три сенсора корпусного шума, причем момент времени загрузки определяется согласно любому из пунктов 1-10 формулы изобретения с учетом зарегистрированных электродных токов всех электродов и/или с учетом зарегистрированных колебаний корпусного шума всех датчиков корпусного шума.
Посредством учета электродных токов всех электродов, имеющихся в электродуговой печи, и/или сигналов всех датчиков корпусного шума, имеющихся в электродуговой печи, гарантируется, что момент времени загрузки только тогда рассматривается как определенный, когда в электродуговой печи достигнуто желательное состояние. За счет этого гарантируется, что неравномерное расплавление скрапа для электродов не приводит к преждевременному моменту времени загрузки, так что подлежащий догрузке скрап не поместится в печь.
Для всех описанных выше способов является общим то, что они для определения оптимального для процесса момента времени загрузки для текущего процесса электродуговой печи обращаются к зарегистрированным данным из этого осуществляемого в текущий момент процесса электродуговой печи. За счет этого становится возможным, что состояние расплавляемого материала в электродуговой печи воспроизводится онлайн, и в соответствии с этим момент времени загрузки может быть определен в зависимости от этого состояния расплавляемого материала в электродуговой печи. За счет применения сигналов, которые коррелированы с состоянием расплавляемого материала, можно, таким образом, отслеживать развитие процесса относительно точно в реальном времени, за счет чего обеспечивается возможность определения момента времени загрузки по возможности оптимально для процесса.
Вышеуказанная задача также решается посредством устройства обработки сигналов для электродуговой печи с машиночитаемым программным кодом, который содержит управляющие команды, которые побуждают устройство обработки сигналов выполнять способ согласно любому из пунктов 1-11 формулы изобретения.
Кроме того, задача также решается посредством машиночитаемого программного кода для устройства обработки сигналов для электродуговой печи, причем программный код содержит управляющие команды, которые побуждают устройство обработки сигналов выполнять способ согласно любому из пунктов 1-11 формулы изобретения.
Кроме того, изобретение также относится к носителю для хранения данных с сохраненным на нем машиночитаемым программным кодом согласно пункту 13 формулы изобретения.
В аспекте устройства указанная задача решается посредством электродуговой печи с по меньшей мере одним электродом, с устройством регистрации электродного тока для регистрации электродного тока, поданного на по меньшей мере один электрод, с по меньшей мере одним датчиком корпусного шума для регистрации колебаний корпусного шума ограничения электродуговой печи и с устройством обработки сигналов по пункту 12 формулы изобретения, причем устройство регистрации электродного тока и датчики корпусного шума операционно связаны с устройством обработки сигналов.
Выполненная таким образом электродуговая печь может управляться соответствующим изобретению способом, за счет чего могут быть реализованы соответствующие изобретению преимущества.
Предпочтительным образом устройство обработки сигналов дополнительно соединено с устройством управления и/или регулирования, которое операционно соединено с устройством загрузки, причем загрузка расплавляемого материала может управляться и/или регулироваться посредством устройства управления и/или регулирования. За счет этого возможна полная автоматизация. Однако это не является обязательным. Определенный момент времени загрузки также может сообщаться обслуживающему персоналу, например индицироваться, так что последний может вручную управлять загрузкой. Устройство обработки сигналов может быть конструктивно идентичным устройству управления и/или регулирования. В качестве альтернативы они могут выполняться как отдельные, пространственно разделенные блоки.
Другие преимущества изобретения следуют из примеров выполнения, которые более подробно поясняются со ссылками на схематичные чертежи, на которых представлено следующее:
Фиг. 1 - схематичное представление электродуговой печи,
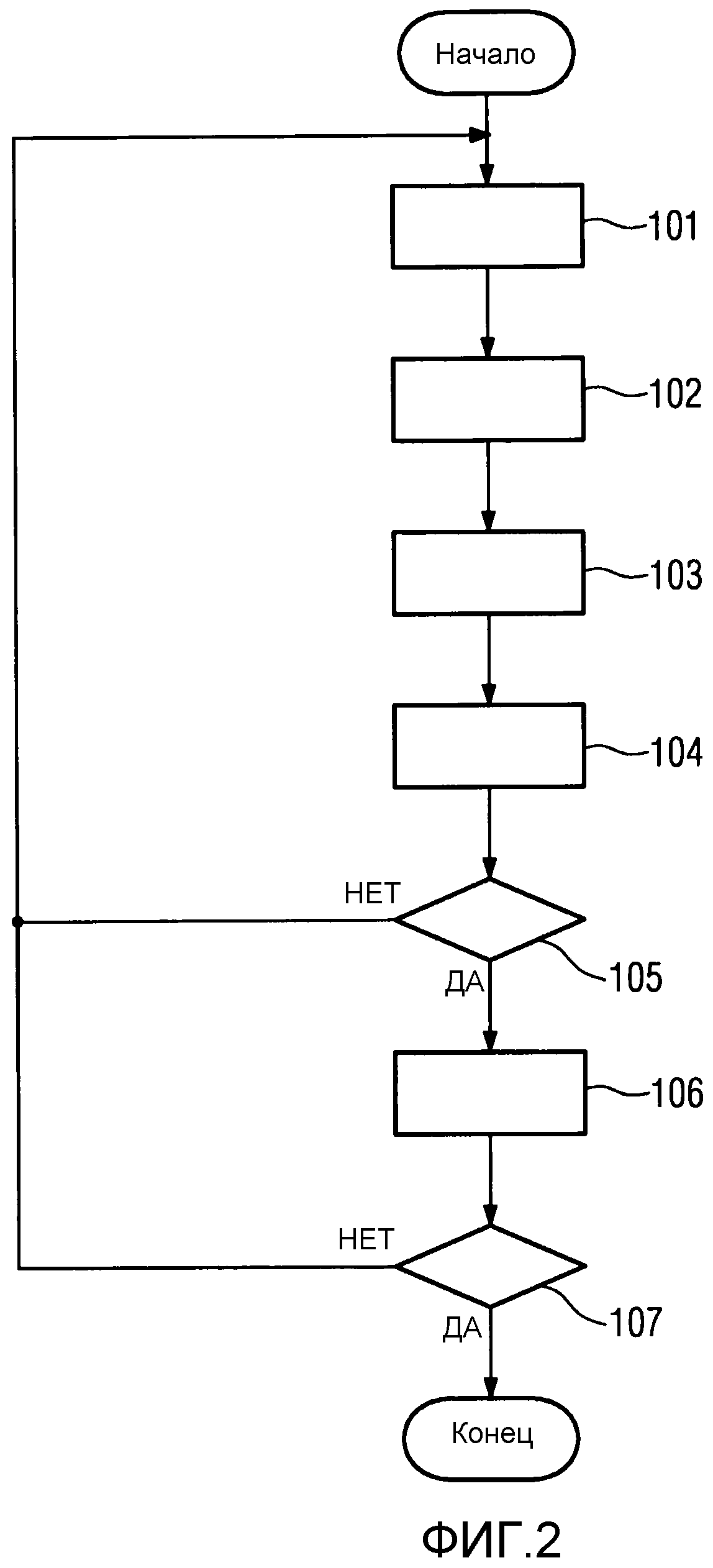
Фиг. 2 - диаграмма последовательности операций способа определения момента времени загрузки с применением электродных токов,
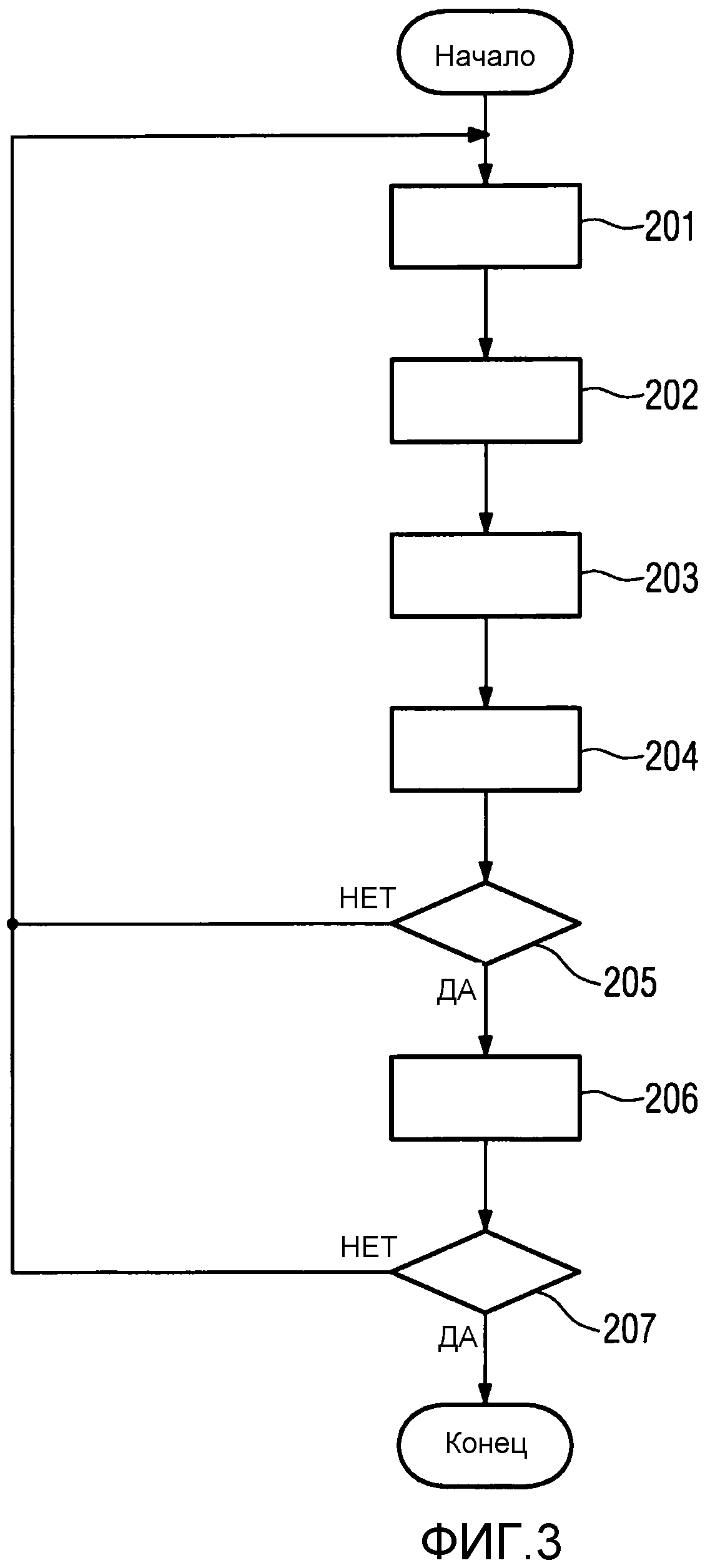
Фиг. 3 - диаграмма последовательности операций способа определения момента времени загрузки с применением волн корпусного шума,
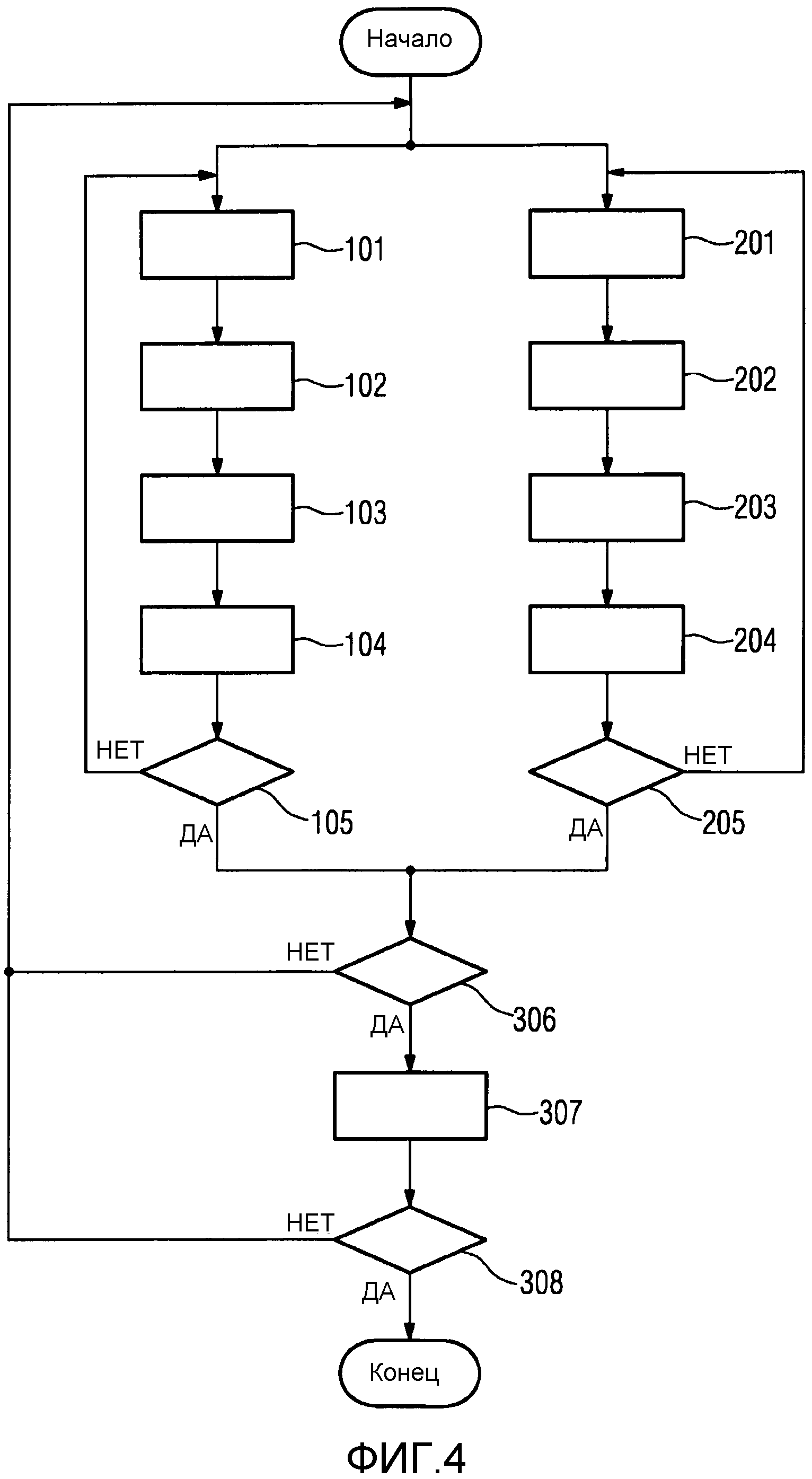
Фиг. 4 - диаграмма последовательности операций способа определения момента времени загрузки с применением электродных токов и с применением сигналов корпусного шума.
Фиг. 1 показывает схематично изображенную электродуговую печь 1, в частности электродуговую печь трехфазного тока. При изготовлении металлических расплавов, в частности ванн жидкой стали, требуется расплавляемый материал G многократно подавать в электродуговую печь 1, в частности в корпус 1' электродуговой печи, чтобы достичь желательной массы плавки для жидкого металла, имеющегося в печи в конце процесса плавки. Часто для этого в электродуговую печь 1 двукратно догружается скрап. Однако может потребоваться больше или меньше, чем две дозагрузки скрапа в электродуговую печь 1. Это зависит в том числе от электродуговой печи 1 и ее емкости.
При трех требуемых загрузках скрапа для достижения массы плавки прежде всего с первой загрузки или первой партии скрапа начинается процесс расплавления.
Она в значительной степени или полностью расплавляется. Затем в электродуговую печь помещается вторая партия скрапа и расплавляется. Наконец, в печь 1 загружается третья завалка скрапа. И она расплавляется, и ванна жидкого металла подготавливается к выпуску.
Для дозагрузок, то есть для второй и третьей вышеупомянутых завалок скрапа требуется выводить электроды 3а, 3b, 3с из электродуговой печи 1. Как правило, для этого открывается крышка печи 1. Поэтому электроды 3а, 3b, 3с установлены по меньшей мере с возможностью регулировки по высоте и часто выполнены поворотными.
В данном случае электродуговая печь 1 содержит три электрода 3а, 3b, 3с. Электродные токи соответствующих электродов 3а, 3b, 3с регистрируются соответствующими регистрирующими устройствами 13а, 13b или 13с. Электроды 3а, 3b, 3с через токоподводы связаны с устройством 12 электропитания. Устройство 12 электропитания предпочтительно имеет печной трансформатор.
Кроме того, электродуговая печь 1 содержит три датчика 4а, 4b, 4с корпусного шума, которые предпочтительно размещены на стенках 2 печи, имеющих возможность колебания. Предпочтительным образом датчики 4а, 4b, 4с корпусного шума размещены на ближайшей противолежащей электродам 3а, 3b, 3с стенке 2 печи или печной панели.
Кроме того, электродуговая печь 1 содержит устройство 8 обработки сигналов, на которое подаются сигналы регистрирующих устройств 13а, 13b, 13с и сигналы датчиков 4а, 4b, 4с корпусного шума.
В устройстве 8 обработки сигналов сохранен машиночитаемый программный код 21. Этот машиночитаемый программный код 21 имеет управляющие команды, которые побуждают устройство 8 обработки сигналов к выполнению некоторой формы выполнения соответствующего изобретению способа, когда они исполняются.
Машиночитаемый программный код 21 может сохраняться на устройстве 8 обработки сигналов с помощью носителя 22 для хранения данных, например посредством носителей типа USB карты памяти типа USB-stick, на компакт-диске (CD), цифровом многофункциональном диске (DVD) и других носителях данных. Также он может быть постоянно загружен в устройство 8 обработки сигналов. Предоставление программного кода 21 может также выполняться через сеть.
Устройство 8 обработки сигналов выполнено таким образом, что может определяться момент времени загрузки.
Предпочтительным образом устройство 8 обработки сигналов операционно соединено с устройством 9 управления и/или регулирования, так что посредством него при достижении момента времени загрузки может инициироваться или выполняться, предпочтительно полностью автоматически, процесс загрузки. Для этого устройство 9 управления и/или регулирования операционно соединено с устройством 10 загрузки, например перемещаемой скрапоразгрузочной корзиной.
Устройство 9 управления и/или регулирования может, кроме того, применяться для управления и/или регулирования других функций электродуговой печи, например для регулирования электродов и т.п. На фиг. 1 это не показано по причинам наглядности.
Если момент времени загрузки определяется без применения сигналов корпусного шума, в частности только посредством электродных токов, то можно отказаться от установки датчиков 4а, 4b, 4с корпусного шума в электродуговой печи 1 для определения момента времени загрузки.
Во всяком случае, датчики 4а, 4b, 4с корпусного шума могут также предпочтительным образом использоваться для другого способа (см., например, WO 2009095292 A1, WO 2007009924 A1 или WO 2009095396 A1).
Датчики 4а, 4b, 4с корпусного шума предпочтительным образом операционно соединены с устройством 6 для усиления и/или преобразования сигналов корпусного шума из электрических сигналов в оптические сигналы. Оптические сигналы посредством световода 7 передаются на устройство 8 обработки сигналов. Ввиду суровых условий окружающей среды преобразование электрических сигналов в оптические сигналы является практически оправданным.
Далее со ссылкой на фиг. 2 поясняется, каким образом может быть определен сигнал загрузки на основе электродных токов.
На диаграмме последовательности операций исходят из того, что первая завалка электродуговой печи 1 скрапом осуществлена и теперь осуществляется расплавление первой партии скрапа.
Для этого на этапе 101 способа регистрируются электродные токи соответствующих электродов. Они подаются на устройство управления и/или регулирования и там обрабатываются.
На этапе 102 способа электродные токи из временной области преобразуются в частотную область, например, посредством быстрого преобразования Фурье (далее FET). Применение FET зарекомендовало себя в качестве практичного метода.
Специалистом в данной области техники могут быть применены и другие алгоритмы преобразования, которые обеспечивают возможность преобразования электродного сигнала из временной области в частотную область.
Посредством преобразования Фурье могут определяться специфические по частоте вклады или значения для электродного тока. Эти значения для определенных частотных диапазонов частотно-зависимых токов для соответствующего частотного диапазона и для трех электродов суммируются.
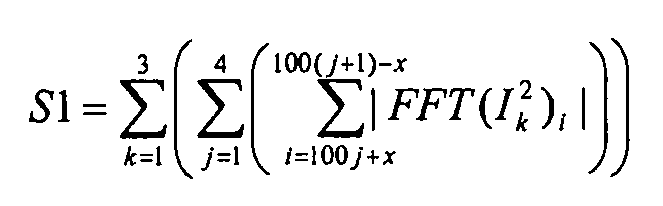
Сумма спектральных составляющих S1 квадратичного тока I между гармониками на 100 Гц и 200 Гц, между 200 Гц и 300 Гц, между 300 Гц и 400 Гц или между 400 Гц и 500 Гц для трех электродов k вычисляются из соотношения:
 ,
,
где k - индекс для электрода, х - значение промежутка, которое составляет, например, от 3 до 6 Гц, чтобы обеспечить достаточное удаление от гармоник j, и  - значение преобразования Фурье при i Гц соответствующего квадратичного сигнала электродного тока
- значение преобразования Фурье при i Гц соответствующего квадратичного сигнала электродного тока  электрода k.
электрода k.
Это соответствует составляющей тока, которая в стороне от основных колебаний и высших гармоник вносит вклад в сигнал электродного тока.
Кроме того, определяется спектральная составляющая S2 для высших гармоник удвоенной сетевой рабочей частоты печи, которая создается токовыми составляющими на и в ближней окрестности 200 Гц, 300 Гц, 400 Гц и 500 Гц. Это осуществляется согласно соотношению:
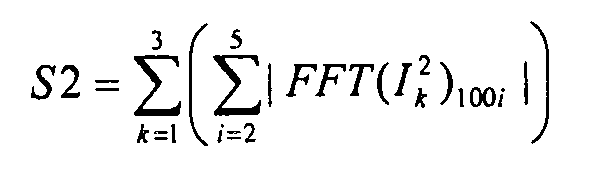
В основе этого метода лежит наблюдение и знание, полученное изобретателями, заключающееся в том, что негармоничность электродного тока при переходе от горения на скрапе, далее упоминаемого как фаза скрапа, к горению на жидком металле, далее упоминаемому как фаза жидкого металла, сильно сокращается. То есть на фазе скрапа, наряду с основной гармоникой на 100 Гц (для сетевой рабочей частоты 50 Гц) и ее высшими гармониками на 200 Гц, 300 Гц и т.д., в значительной мере наблюдаются спектральные составляющие между этими гармониками. В фазе ванны жидкого металла эти составляющие сильно сокращаются, так что имеются почти только первая гармоника и ее кратные значения. Поэтому мера S для расплавления скрапа в зоне электродов может предпочтительным образом определяться на основе этого знания.
При другой сетевой рабочей частоте, например при 60 Гц, основная гармоника была бы на 120 Гц, а ее высшие гармонические колебания соответствовали бы целым кратным этого значения. Это может, например, иметь место в неевропейских странах, например в США.
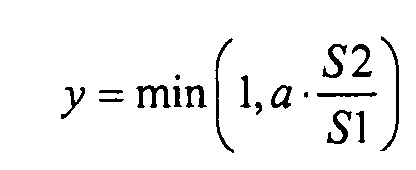
На этапе 103 способа из полученных сигналов находится частное. Если, например, находят отношение S1/S2 и умножают его на коэффициент чувствительности а (в зависимости от электродуговой печи и ее электрических параметров, имеет величину ≈ 2) и ограничивают это значение на единице, то получают меру у для дальнейшего расчета
На этапе 104 способа у подставляют в так называемую S-функцию и тем самым получают первый сигнал S для определения расплавления скрапа:
Первый сигнал S близок к нулю в течение фазы скрапа и изменяется до значения около единицы на фазе ванны жидкого металла. Этот сигнал образует первый критерий для выдаваемого сигнала загрузки, так как он очень чувствительно реагирует на поведение расплавления скрапа в зоне электродов.
На этапе 105 способа проверяется, находится ли первый сигнал S в течение заданной временной длительности выше заданного порогового значения. В качестве заданной временной длительности, в течение которой должно быть превышено пороговое значение, может выбираться от 10 до 40 секунд, в частности 20 секунд. Само пороговое значение - если первый сигнал при полном расплавлении лежит примерно около 1 - выбирается, например, в диапазоне от 0,6 до 0,8, в особенности равно 0,7.
Как только этап 105 способа показывает, что пороговое значение в течение 20 секунд превышается, на этапе 106 способа выдается сигнал загрузки, то есть, что теперь скрап может быть повторно загружен в электродуговую печь.
Выданный сигнал загрузки может как полностью автоматически инициировать загрузку в электродуговую печь, так и информировать обслуживающий персонал о наличии оптимального момента времени загрузки, например, посредством визуальной индикации и/или с помощью акустического средства.
Если проверка указывает, что пороговое значение превышается не для заданной наименьшей временной длительности, то электродные токи далее визуализируются вышеописанным образом.
На этапе 107 способа проверяется, следует ли способ выполнять далее, в частности после загрузки следующей партии скрапа. В особенности, при трех требуемых загрузках для достижения массы выпуска, например, больше не требуется продолжать способ после загрузки третьей партии скрапа, так как после добавки третьей партии в электродуговую печь больше не осуществляется дальнейшая загрузка. Напротив, затем - после получения желательного расплава - производится выпуск жидкого металла. В этом отношении дальнейшее определение момента времени загрузки является излишним.
Фиг. 3 показывает альтернативную форму выполнения для определения момента времени загрузки для электродуговой печи. Этот способ исходит из таких же начальных условий. Первое заполнение электродуговой печи скрапом произведена, и печь функционирует для расплавления этого скрапа.
На этапе 201 способа регистрируются сигналы корпусного шума с помощью имеющихся датчиков корпусного шума. Сигналы корпусного шума, зарегистрированные датчиком s корпусного шума, обозначены как Kss, причем индекс s является счетным индексом и в данном примере изменяется от 1 до 3, так как в электродуговой печи имеется три датчика корпусного шума.
Применение второго сигнала на основе сигналов корпусного шума базируется на наблюдении, состоящем в том, что колебания корпусного шума ограничения печи, в частности печной панели, при переходе в фазу ровной ванны расплавленного металла концентрируются на гармонике, то есть целочисленном кратном, удвоенной сетевой рабочей частоты. Поэтому при сетевой рабочей частоте 50 Гц возникают по существу частоты 100 Гц, 200 Гц, 300 Гц и т.д.
В фазе расплавления скрапа мощность в частотном спектре корпусного шума распределяется сравнительно равномерно по большему частотному диапазону.
Поэтому второй сигнал Kss, который определяется для определения момента времени загрузки и может связываться с расплавлением скрапа на стенках печи, может предпочтительно определяться посредством отношения сигнал/шум. Это осуществляется на этапе 202 способа.
Для этого сначала осуществляется вычисление уровня шума SNj гармоники j удвоенной сетевой рабочей частоты, например, при j=1, 2,… 6, то есть частот 100 Гц, 200 Гц,…600 Гц.
Уровень шума SNj для j-ой высшей гармоники удвоенной сетевой рабочей частоты образуется посредством отношения значения составляющей сигнала корпусного шума j-й высшей гармоники к сигнальному значению составляющей корпусного шума в шумовой окрестности j-й высшей гармоники.
Шумовая окрестность предпочтительно вычисляется из спектральных составляющих от 15 Гц до 35 Гц ниже и выше соответствующей j-й высшей гармоники. Вычисление для каждой j-й высшей гармоники осуществляется согласно соотношению
 ,
,
где Kss - сигнал корпусного шума датчиков s во временной области и |FFT(Kss)100j| - величина сигнала для сигнала корпусного шума на частоте 100·j Гц.
Сумма в числителе дает величину сигнала, которая находится в заданном частотном спектре, т.е. в интервале [100·j Гц-35 Гц, 100·j Гц-15 Гц], а также в интервале [100·j Гц+15 Гц, 100·j Гц+35 Гц]. Выбранные значения 15 Гц и 35 Гц приведены для примера и могут подстраиваться согласно требованиям к индивидуальной электродуговой печи. Возможны, в частности, также 10 Гц и 40 Гц или 10 Гц и 30 Гц вместо вышеуказанных выбранных 15 Гц и 35 Гц.
Отсюда получаются, таким образом, отдельные уровни шума для соответствующей j-й высшей гармоники. Эти отдельные уровни шума теперь взвешенным образом суммируются для получения отношения сигнал/шум SNR, причем весовой вектор  может выбираться. Вычисление выполняется согласно следующему соотношению:
может выбираться. Вычисление выполняется согласно следующему соотношению:
Оказалось предпочтительным выбирать весовой вектор следующим образом:  при подобном взвешивании формируется среднее значение отношения сигнал/шум для высших гармоник для j=2, 3, 4, то есть на частоте 200 Гц, 300 Гц и 400 Гц.
при подобном взвешивании формируется среднее значение отношения сигнал/шум для высших гармоник для j=2, 3, 4, то есть на частоте 200 Гц, 300 Гц и 400 Гц.
На основе этого сигнала может уже хорошо определяться по возможности оптимальный момент времени загрузки.
Однако точность определения момента времени загрузки может быть дополнительно повышена за счет того, что дополнительно совместно используется электродный сигнал для определения момента времени загрузки. В примере выполнения поясняется этот метод. Однако, как же упоминалось выше, не является обязательным действовать таким образом.
Поэтому в альтернативном по отношению к примеру выполнения согласно фиг. 3 варианте этапы 203 и 204 способа также могут отсутствовать.
На основе улучшения при определении момента времени загрузки далее, однако, поясняется совместное использование составляющей электродного тока. Это происходит на этапах 203 и 204 способа.
На этапе 203 способа учитывается составляющая основного колебания, далее также упоминаемая как содержимое основного колебания, электродного тока для определения второго сигнала. Составляющая или содержимое основного колебания является той составляющей электродного тока, которая вносит вклад за счет сетевой рабочей частоты в общий сигнал. Включение этой составляющей или содержимого основного колебания приводит к более высокой надежности процесса, при этом он представляет собой критерий проверки для оценки корпусного звука.
За счет экстремальных рабочих условий с влиянием на измеряемый корпусной шум, это могло бы, за редким исключением, приводить к ошибочному определению момента времени загрузки. Этого можно избежать за счет совместного использования составляющей или содержимого основного колебания электродного тока. Так осуществляется, например, инициирование загрузки только тогда, когда составляющая основного колебания электродного тока всех электродов лежит выше заданного порогового значения, например 0,9.
Для определения составляющей основного колебания электродного тока в данном примере вычисляется составляющая на частоте 50 Гц электродного тока I для каждого электрода k с применением преобразования Фурье и определяется эффективное значение Ieff,k:
В данном случае k изменяется от 1 до 3, так как электродуговая печь содержит три электрода. GG обозначает составляющую или содержимое основного колебания. |FFT(Ik)50| представляет собой величину сигнала электродного тока на частоте 50 Гц. FFT обозначает здесь вновь быстрое преобразование Фурье, которое может использоваться как средство для определения составляющей или содержимого основного колебания.
На этапе 204 способа теперь из комбинации определенного отношения сигнал/шум SNR и содержимого основного колебания определяется второй сигнал SKs, который используется для определения момента времени загрузки.
Это осуществляется тем, что определенное отношение сигнал/шум и содержимое основного колебания подставляются в последующее уравнение:

Коэффициент а предпочтительно определяется таким образом, что второй сигнал SKs стремится к 1, когда достигается фаза ровной ванны расплавленного металла в электродуговой печи. Параметр b является значением смещения, которое должно определяться индивидуально для соответствующей электродуговой печи.
Второй сигнал SKs близок к нулю в фазе скрапа и сильно повышается в фазе ровной ванны расплавленного металла. За счет этого возможно и его использовать, чтобы определять по возможности оптимальный момент времени загрузки.
Аналогично примеру выполнения согласно фиг. 2, на этапе 205 способа проверяется, превышает ли второй сигнал заданное пороговое значение для заданной наименьшей длительности. В отношении порогового значения и определения временной длительности для фиг. 3 аналогичным образом справедливы выводы со ссылкой на фиг. 2.
Если пороговое значение для заданной наименьшей временной длительности превышено вторым сигналом, то на этапе 206 способа выдается сигнал загрузки. Для этого справедливо изложение в рамках пояснений этапа 106 способа по фиг. 2.
Проверка в отношении завершения способа на этапе 207 способа осуществляется также аналогично этапу 107 способа по фиг. 2.
Фиг. 4 показывает комбинацию примера выполнения по фиг. 2 и фиг. 3.
Здесь параллельно определяются первый сигнал по фиг. 2 и второй сигнал по фиг 3. Поэтому для определения этих сигналов справедливы выкладки со ссылками на фиг. 2 и фиг. 3.
На этапе 306 способа согласно фиг. 3 проверяется, является ли первый сигнал, а также второй сигнал соответственно для заданной наименьшей временной длительности большим, чем соответствующее пороговое значение. Если это не имеет места, ни один из обоих сигналов или только один из обоих сигналов для предписанной наименьшей временной длительности больше, чем соответствующее пороговое значение, то не производится никакой выдачи сигнала загрузки.
Альтернативно может также определяться среднее значение из первого и второго сигналов, и оно может подвергаться проверке в отношении порогового значения и продолжительности превышения порогового значения.
Однако как только - в зависимости от выполнения - соответствующий усредненный сигнал или первый и второй сигнал выполняют критерий проверки, то на этапе 307 способа осуществляется выдача сигнала загрузки.
Выдача сигнала загрузки может осуществляться тем, что непосредственно после появления сигнала загрузки устройство управления и/или регулирования управляет соответствующими исполнительными элементами, которые требуются для загрузки скрапа. В качестве альтернативы можно за счет сообщения о наличии оптимального момента времени загрузки обслуживающему персоналу инициировать загрузку обслуживающим персоналом.
Затем на этапе 308 способа опрашивают, должен ли способ завершаться. Для этого справедливы соответствующие выкладки со ссылкой на фиг. 2.

Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности
Способ функционирования компрессорного устройства и соответствующее компрессорное устройство
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ выделения диоксида углерода из дымовых газов и соответствующее устройство
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности

