Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДРОССЕЛИРУЮЩИХ ОТВЕРСТИЙ С НИЗКО РАСПОЛОЖЕННОЙ ТОЧКОЙ ВОЗНИКНОВЕНИЯ КАВИТАЦИИ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение исходит из известных шариковых или игольчатых клапанов, предназначенных для регулирования расхода текучих сред. Подобные клапаны с шариковым или игольчатым запорным элементом (затвором) используются во многих областях техники, где необходимо регулировать расход текучих сред, таких, например, как газ или жидкость, например, в гидравлических системах регулирования.
Одной из важных областей применения подобных шариковых или игольчатых клапанов является автомобильная техника, прежде всего системы впрыскивания топлива. Так, в частности, такие клапаны используются в многочисленных устройствах впрыскивания топлива в целях регулирования гидравлического давления и/или в целях управления параметрами впрыскивания топлива подобными системами. Подобные клапаны используются главным образом в системах впрыскивания топлива с общей топливной магистралью высокого давления (системах "common rail") в целях управления перемещением управляющего впрыскиванием клапанного элемента топливной форсунки, который открывает или закрывает распылительные отверстия. Примеры подобных устройств можно найти в DE 10152173 A1 и DE 19650865 A1. При этом с клапаном через вход напрямую либо через еще одно отверстие взаимодействует управляющая полость, которая непосредственно или опосредованно влияет на перемещение управляющего впрыскиванием клапанного элемента. Клапан, соответственно форсунка, помимо запорного элемента имеет привод, который прижимает запорный элемент к его седлу или приподнимает от него, обеспечивая тем самым отсоединение управляющей полости от разгрузочной полости или соединение с ней управляющей полости.
Как описано, например, в DE 10152173 A1, известные из уровня техники клапаны для регулирования расхода обычно имеют предвключенный дроссель с обращенной к управляющей полости стороны входа. К этому предвключенному дросселю в направлении клапана примыкает одна или несколько расширенных частей входа, которые могут иметь различную форму. Расход через вход обычно настроен на величину, которая меньше объемного расхода жидкости, проходящей при полностью открытом шариковом или игольчатом клапане в промежутке между запорным элементом и его седлом. Благодаря наличию предвключенного дросселя расход жидкости практически не зависит от устанавливающейся погрешности длины хода запорного элемента.
Однако встречающийся на практике недостаток обычных, известных из уровня техники клапанов с шариковым или игольчатым запорным элементом состоит в их интенсивной кавитационной коррозии. При наличии высокого перепада давлений между входом и выходом дросселирующего отверстия, что часто характерно для дросселирующих отверстий в топливных форсунках высокого давления, работающих под давлением, достигающим 3500 бар, жидкость приобретает столь высокое ускорение в дросселирующем отверстии, что ее давление падает до примерно 0 бар, в результате чего образуются кавитационные пузырьки. В качестве эффективной меры, направленной на предотвращение захлопывания таких кавитационных пузырьков у поверхности детали или даже у поверхности седла и на предотвращение связанного с этим повреждения поверхности, в DE 102007004553 A1 было предложено контролируемо переводить большую часть кавитационных пузырьков в жидкую фазу с использованием для этого второго предвключенного дросселя, что позволяет избежать повреждения функционально наиболее важных деталей.
Во входной части дросселирующего отверстия скорость потока жидкости значительно возрастает. Одновременно с этим давление жидкости падает. При снижении давления жидкости до давления ее пара образуются кавитационные пузырьки. Поскольку дальнейшее падение давления ниже давления пара жидкости невозможно, массовый расход через дросселирующее отверстие по достижении давления пара жидкости остается постоянным. Заполненные паром кавитационные пузырьки занимают больший объем, чем жидкость. Поэтому при последующем прохождении потока жидкости через дросселирующее отверстие происходит восстановление давления. В результате соприкосновения потока жидкости со стенкой дросселирующего отверстия величина восстановления давления дополнительно возрастает. При дросселировании с повышенным восстановлением давления за дросселем, прежде чем через него перестанет проходить кавитационный поток, может создаваться противодавление большего уровня. Чем больше величина восстановления давления, тем меньше зависимость дросселя от преобладающих за ним условий.
С целью до минимально возможной снизить восприимчивость дросселирующих отверстий к колебаниям давления и к влиянию геометрических параметров желательно создание кавитационного течения проходящей через дросселирующее отверстие жидкости. В идеальном случае точка возникновения кавитации должна по возможности располагаться в начале дросселя, поскольку в этом случае возрастает достижимая величина восстановления давления и тем самым возрастает склонность к кавитационному протеканию жидкости через дроссель. При нахождении же точки возникновения кавитации в конце дросселирующего отверстия в зоне его выхода восстановление давления может происходить только в диффузоре. Поскольку, однако, диффузор имеет большее поперечное сечение, достижимая величина восстановления давления меньше. При плавном и постепенном расширении дросселирующего канала в направлении потока точка возникновения кавитации находится в начале дросселя, поскольку наименьшее сечение дросселирующего канала расположено вблизи его входа.
Дросселирующие отверстия в известных из уровня техники топливных форсунках можно выполнять, например, технологическими методами обработки резанием, такими как сверление. Однако дросселирующие отверстия можно также выполнять путем электроэрозионной обработки. При электроэрозионной обработке в результате значительного обгорания электрода у его вершины образуется дросселирующее отверстие, которое постепенно сужается в направлении электроэрозионной обработки. Величина сужения дросселирующего отверстия в направлении электроэрозионной обработки лежит в микрометровом диапазоне. Поэтому у изготовленного путем электроэрозионной обработки дросселя точка возникновения кавитации может располагаться в зоне его входа только в том случае, когда направление проходящего через него потока жидкости противоположно направлению электроэрозионной обработки. В том же случае, когда выполнение электроэрозионной обработки в направлении, противоположном направлению прохождения потока жидкости через дроссель, невозможно или нерентабельно либо этому препятствуют иные причины, образуется дросселирующий канал, который постепенно сужается в направлении проходящего через него потока жидкости. В результате точка возникновения кавитации оказывается расположена вблизи выхода дросселя, из-за чего снижается уже упомянутая выше максимально достижимая величина восстановления давления.
Для изготовления дросселирующего отверстия, которое вопреки "естественному" процессу электроэрозионной обработки постепенно расширяется в направлении ее выполнения, подвергаемую электроэрозионной обработке деталь в настоящее время приводят в качающееся движение таким образом, что его начало находится вблизи входа дросселя. Однако недостаток подобного способа, используемого в настоящее время на практике, состоит в том, что изготовление дросселей с малыми отклонениями величины расхода проходящего через них потока жидкости от номинальной величины возможно лишь с трудом.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается способ изготовления дросселирующего участка, позволяющий изготавливать им дросселирующее отверстие, у которого точка возникновения кавитации, т.е. точка перехода от некавитационного течения к кавитационному, расположена по возможности у входа дросселя и которое можно также выполнять путем электроэрозионной обработки в направлении, совпадающем с направлением проходящего через него потока.
Согласно предлагаемому в изобретении решению дросселирующее отверстие, расширяющееся в направлении проходящего через него потока жидкости и обладающее преимуществами касательно места расположения точки возникновения кавитации, где происходит переход от некавитационного течения к кавитационному, изготавливают, выполняя штамповкой отверстие в виде диффузора в мягком, т.е. неупрочненном, состоянии обрабатываемой детали. После этого полученную в результате такой штамповочной обработки деталь подвергают упрочнению. У расширяющегося в направлении потока дросселирующего отверстия входной частью дросселя определяется расход проходящей через него жидкости. Поэтому диаметр в этой части дросселирующего отверстия выполнен с высокой точностью. Длина входной части дросселирующего отверстия в предпочтительном варианте минимум равна диаметру дросселя и максимум вдвое больше его диаметра. Входная часть дросселирующего отверстия может иметь цилиндрическую форму или может расширяться в направлении потока на величину, лежащую в микрометровом диапазоне. Выходная же часть дросселирующего отверстия не оказывает никакого влияния на расход проходящей через него жидкости, однако определяет величину возможного восстановления давления. Выходная часть дросселирующего отверстия должна иметь больший диаметр, чем его входная часть, и должна расширяться в направлении потока на величину, лежащую в микрометровом диапазоне. В отличие от входной части дросселирующего отверстия, которую в предпочтительном варианте изготавливают путем электроэрозионной обработки после упрочнения детали, выходная часть дросселирующего отверстия образуется в процессе штамповки в мягком состоянии детали.
После первоначальной обработки резанием уже имеющееся отверстие в виде диффузора уменьшают в диаметре путем последующей штамповочной обработки настолько, что наименьшее поперечное сечение становится несколько меньше выполняемого в последующем путем электроэрозионной обработки диаметра дросселирующего участка. При этом получают дроссель, профиль которого в его продольном разрезе схож с профилем сопла Лаваля. Затем сужающуюся часть дросселирующего отверстия, которая препятствует возникновению кавитации в потоке проходящей через дросселирующее отверстие жидкости и которая соответствует входной части сопла Лаваля, заменяют на входное отверстие, которое в предпочтительном варианте выполняют сверлением. При этом важно обеспечить наличие максимально острокромочного перехода между входным и дросселирующим отверстиями. После упрочнения обрабатываемой детали затем путем электроэрозионной обработки дросселирующему отверстию (дросселирующему участку) придают точно заданный диаметр. Для такой электроэрозионной обработки предпочтительно использовать электрод, который по своей форме соответствует воронкообразной форме, полученной в процессе штамповки.
Предлагаемый в изобретении способ изготовления дросселирующего отверстия отличается прежде всего тем, что пуансон самоцентрируется в направляющем отверстии, которое ограничивает управляющую полость и в которое устанавливают управляющий впрыскиванием клапанный элемент топливной форсунки. При осуществлении предлагаемого в изобретении способа могут использоваться стандартные процессы электроэрозионной обработки для изготовления дросселирующего отверстия с требуемым профилем. Процесс штамповки можно интегрировать в предусмотренный в любом случае технологический процесс обработки резанием.
Обеспечить расположение точки возникновения кавитации во входной части дросселирующего отверстия можно путем создания острокромочного перехода между входным отверстием и дросселирующим отверстием, а также путем выполнения дросселирующего отверстия минимальной длины, которая зависит от его диаметра на дросселирующем участке. Помимо этого расположению точки возникновения кавитации во входной части дросселирующего отверстия способствует постепенное увеличение его поперечного сечения в направлении потока проходящей через него жидкости.
Предлагаемый в изобретении способ изготовления дросселирующего отверстия с расположенной в его входной части точкой возникновения кавитации можно использовать для выполнения дросселирующих отверстий в топливных форсунках любых топливных систем дизельных двигателей, когда выполнение дросселирующего отверстия в форсуночной детали путем электроэрозионной обработки в направлении, противоположном направлению потока, невозможно либо когда дросселю необходимо придать более выраженный конический профиль.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи, на которых показано:
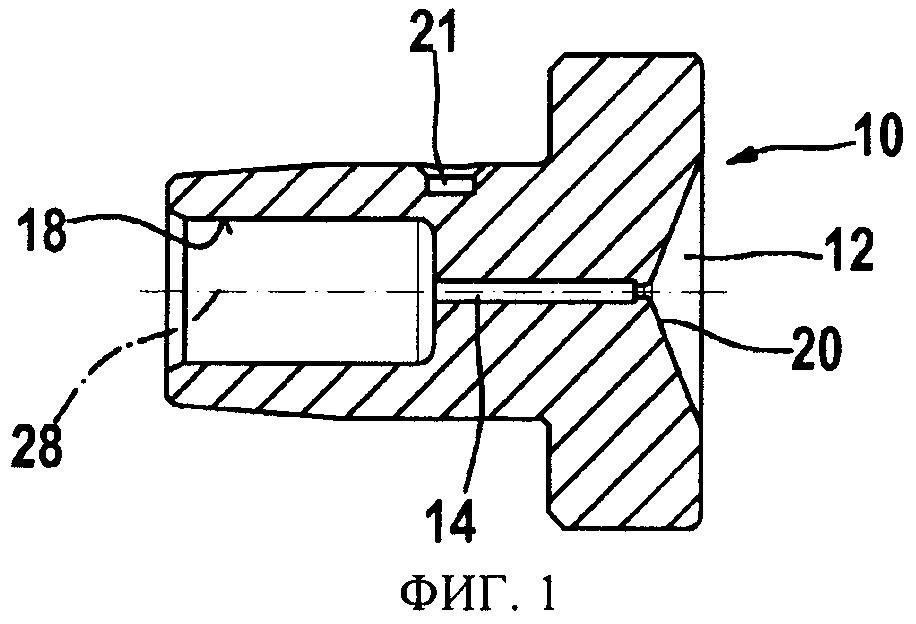
на фиг.1 - деталь с проходящим внутри нее сливным каналом на стадии предварительной токарной обработки,
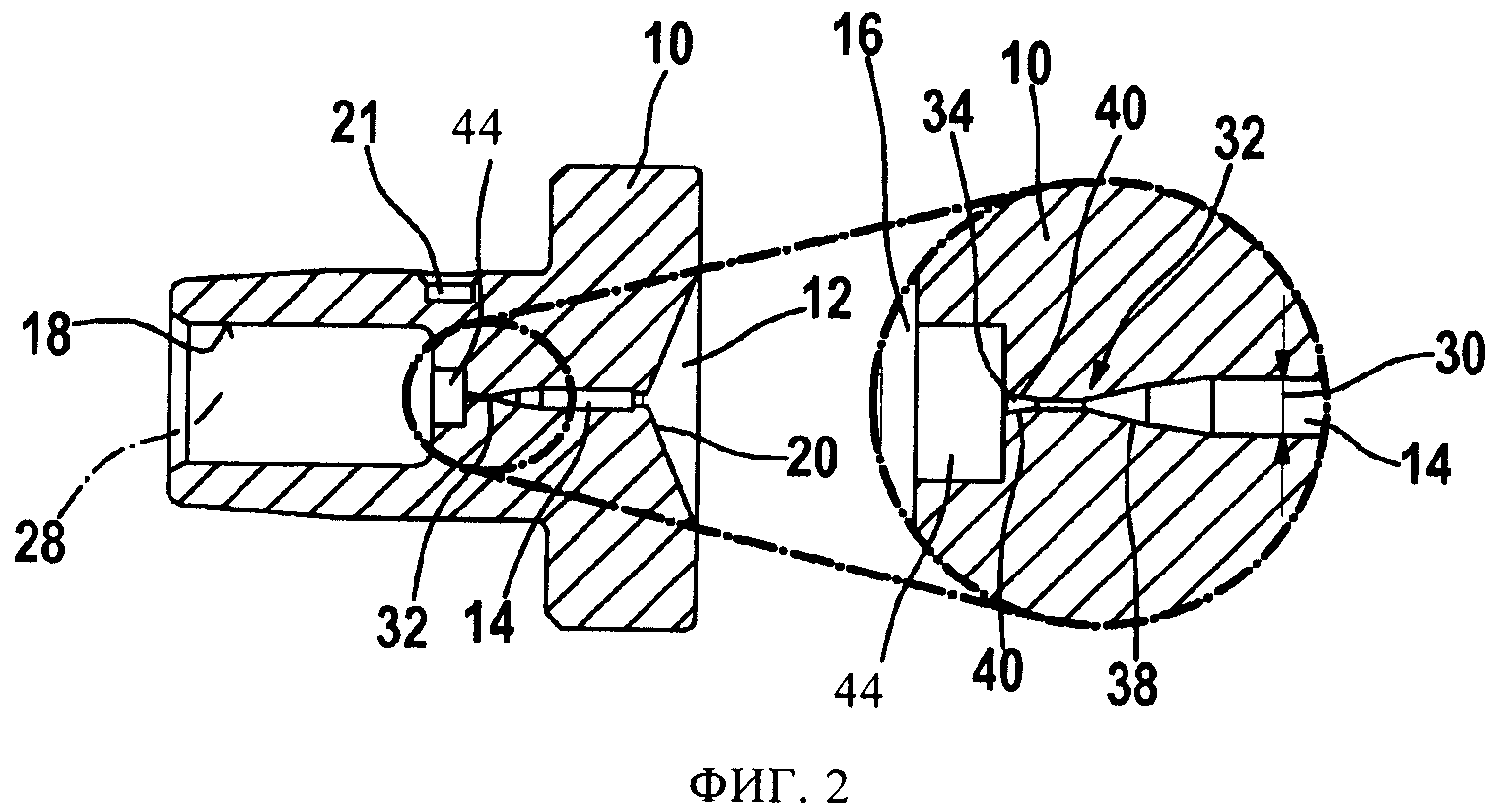
на фиг.2 - изображенная на фиг.1 на стадии предварительной токарной обработки деталь с отпечатком от пуансона,
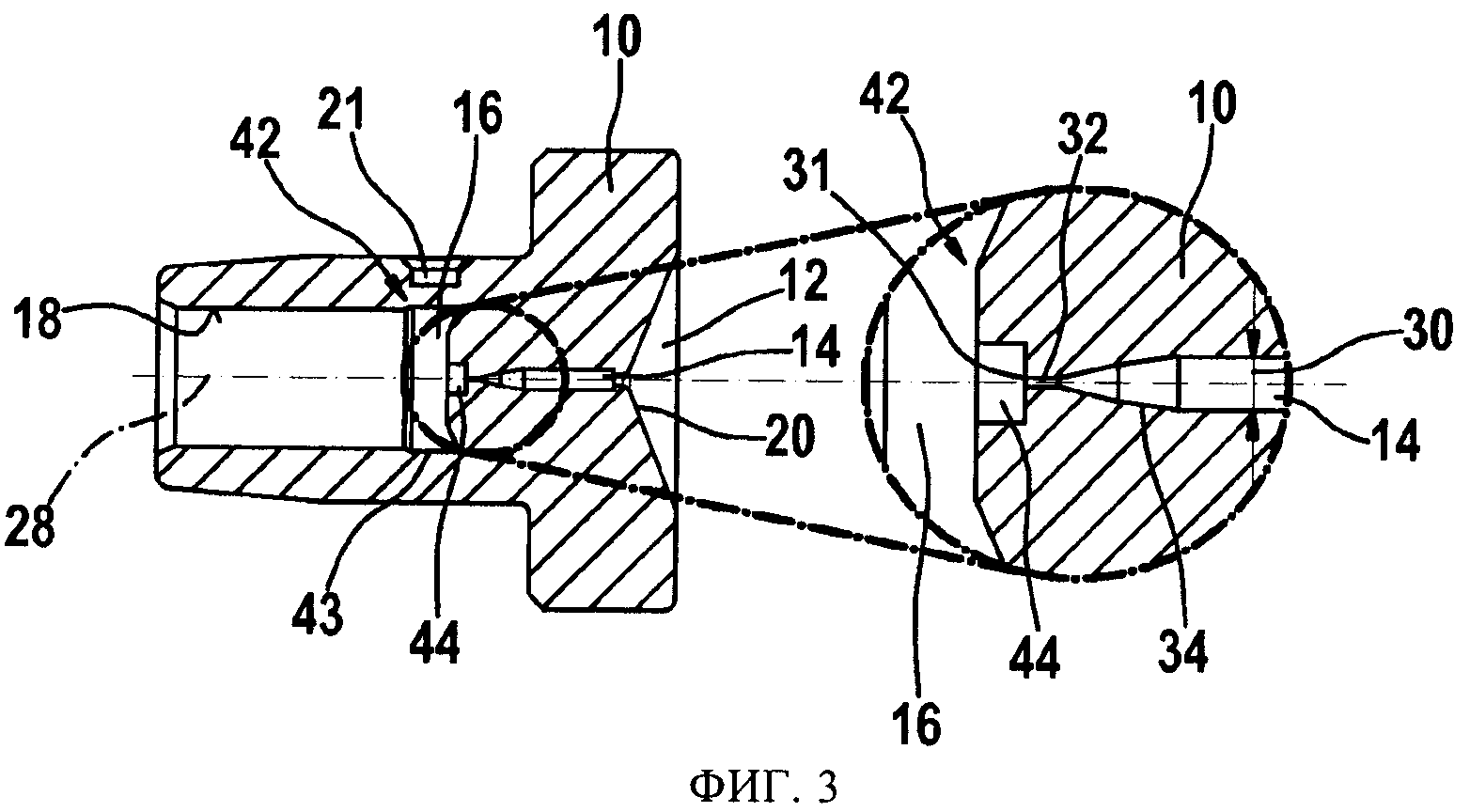
на фиг.3 - деталь на стадии удаления отпечатка от пуансона путем обработки резанием и выполнения входного отверстия с острокромочным переходом к дросселирующему отверстию,
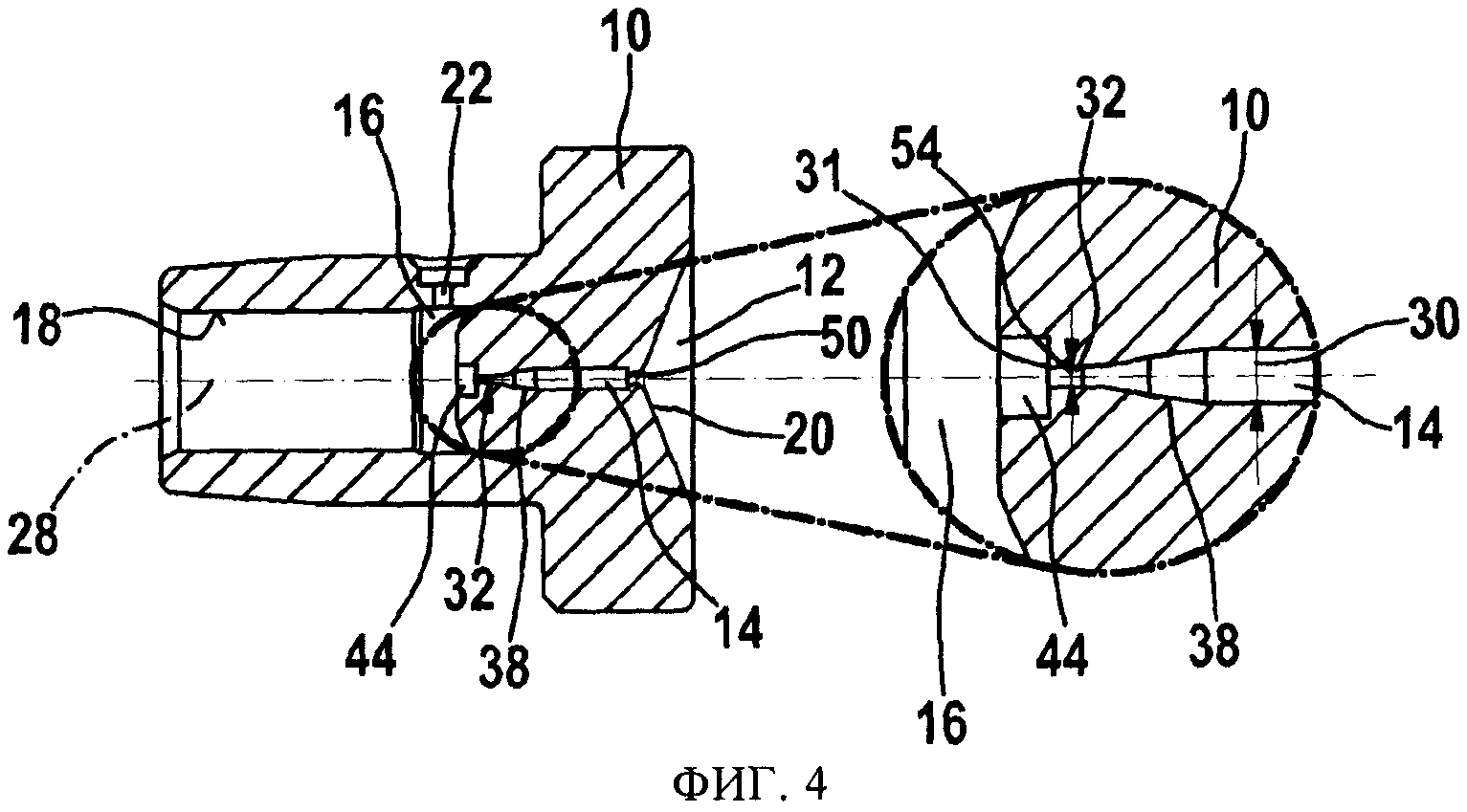
на фиг.4 - деталь после стадии ее упрочнения и последующей электроэрозионной обработки с дросселем окончательного, отрегулированного с высокой точностью диаметра,
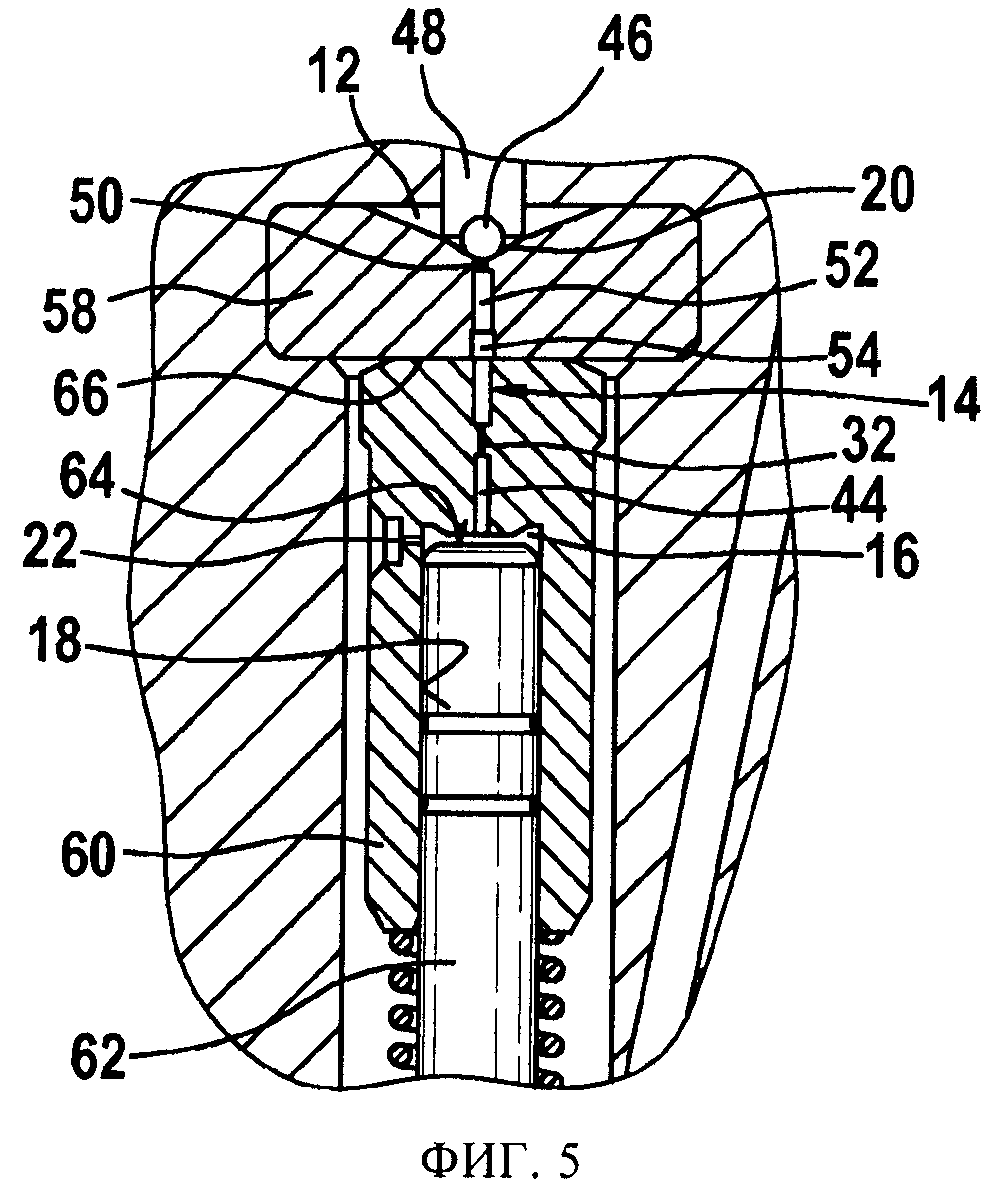
на фиг.5 - выполненный по одному из вариантов сливной канал, проходящий через две детали, одной из которых является дроссельная пластина, а другой - направляющий элемент, и
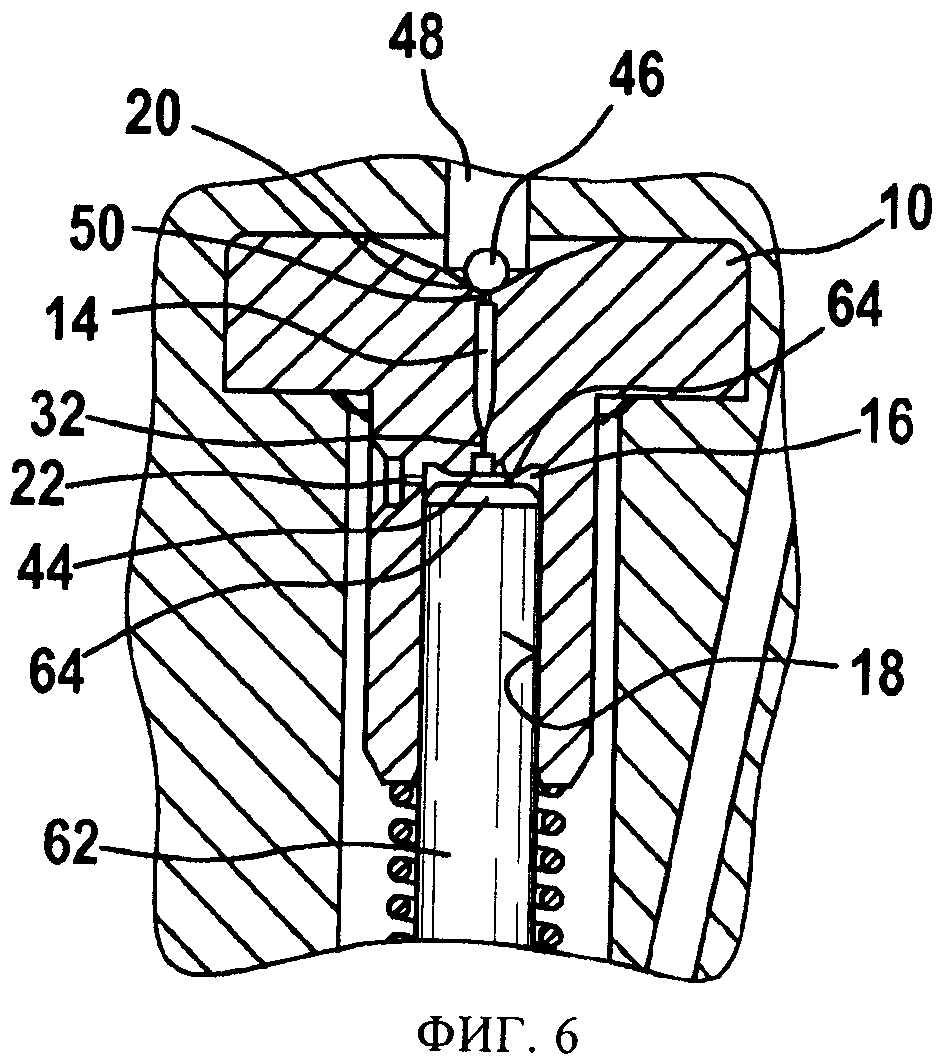
на фиг.6 - выполненная прежде всего в виде форсуночной детали деталь с дросселирующим участком, изготовленным в ней предлагаемым в изобретении способом.
Описание вариантов осуществления изобретения
На фиг.1 показана деталь, прежде всего форсуночная деталь топливной форсунки, в каковой детали выполнен канал для перепуска находящейся под давлением жидкости.
Показанная на фиг.1 деталь 10 прежде всего представляет собой форсуночную деталь топливной форсунки, в каковой форсуночной детали находится управляющая полость. В такую управляющую полость поступает находящаяся под давлением жидкость, прежде всего находящееся под давлением в системе топливо. Давление в системе, под которым находится топливо, может создаваться, например, насосом высокого давления, нагнетающим топливо в общую топливную магистраль высокого давления ("common rail"), входящую в состав содержащей ее системы впрыскивания топлива. В месте нахождения цекованной площадки 21 впоследствии изготавливают входной дроссель 22 (см. фиг.3), через который находящаяся под давлением в системе жидкость, такая, например, как топливо, поступает в управляющую полость (см. фиг.3).
Сброс давления из управляющей полости, которая выполнена в форсуночной детали 10, осуществляется через канал, прежде всего через сливной канал 14. Проходящий в форсуночной детали 10 канал подходит к седлу 20, которое выполнено в воронкообразном углублении 12 с плоской стороны форсуночной детали 10. В седле 20 удерживается не показанный на чертежах шариковый или игольчатый запорный элемент (затвор), который в своем закрытом, т.е. опущенном на седло, положении перекрывает сливной канал 14, а для сброса давления из управляющей полости (см. фиг.3 и 6) открывает его при срабатывании приводящего его в действие электромагнитного привода, пьезоэлектрического привода или иного привода аналогичного назначения.
На фиг.1 деталь 10, которая прежде всего представляет собой форсуночную деталь, снабжена направляющим отверстием 18, которое примыкает к управляющей полости, и показана на стадии предварительной токарной обработки перед процессом штамповочной обработки.
На фиг.2 изображенная на фиг.1 деталь, которая в предпочтительном варианте выполнена в виде форсуночной детали, показана на стадии ее последующей обработки.
Как показано на фиг.2, выполненная в виде форсуночной детали деталь 10 имеет направляющее отверстие 18, проходящее от управляющей полости 16 симметрично вокруг оси 28 симметрии. Такое направляющее отверстие 18 предназначено для центрирования пуансона и для обеспечения его направленного перемещения. Пуансон имеет со своей торцевой стороны штамповочную головку. Центрируемый в направляющем отверстии 18 форсуночной детали 10 пуансон можно на стадии токарной обработки резанием, в ходе которой в форсуночной детали 10 выполняют сливной канал 14, вводить в направляющее отверстие 18 и пластически деформировать его торцевую ограничительную стенку, через которую проходит сливной канал 14, как это показано на фиг.2. Штамповочную обработку для образования дросселирующего участка 32 предпочтительно выполнять в мягком состоянии форсуночной детали 10, т.е. в момент, когда ее поверхность еще не была подвергнута упрочнению. При вдвигании пуансона в направляющее отверстие 18 происходят осадка 40 материала форсуночной детали 10 в зоне сливного канала 14 и формирование дросселирующего участка 32 осаживаемым материалом 40. В осаженном материале 40 остается остаточное поперечное сечение 41, которое несколько меньше выполняемого в последующем с высокой точностью диаметра 54 дросселирующего участка. Благодаря равномерно выполненному в материале детали 10, т.е. в материале форсуночной детали 10, отштампованному профилю образуется дросселирующий участок 32, к которому в осевом направлении примыкает непрерывно расширяющаяся в своем поперечном сечении часть 38 сливного канала 14. Сливной канал 14, как показано на фиг.2, подходит к седлу 20, выполненному в воронкообразном углублении 12 форсуночной детали 10. В сливном канале 14 у седла предусмотрен дроссель 50 (приседельный дроссель), который обеспечивает конденсацию части кавитационных пузырьков, прежде всего в краевой зоне, и тем самым предотвращает разрушение ими седла, выполненного в форсуночной детали 10. Приседельный дроссель 50 расположен в сливном канале 14 непосредственно перед его выходным отверстием в седле 20. Как показано на фиг.2, введение пуансона в направляющее отверстие 18 позволяет обеспечить самоцентрирование пуансона в процессе штамповочной обработки.
На фиг.3 форсуночная деталь показана на стадии ее последующей обработки резанием, в ходе которой формируют управляющую полость.
Как показано фиг.2, при штамповочной обработке образуется дросселирующий участок, профиль которого схож с профилем сопла Лаваля. Такой схожий с соплом Лаваля профиль имеет входную часть с закругленными кромками и выходную часть с закругленными кромками. Входная часть с ее закругленными кромками неблагоприятна для образования кавитации в потоке жидкости при ее прохождении через дросселирующий участок. Более того, для этого входная часть дросселя должна иметь острые кромки. По этой причине отпечаток от пуансона полностью удаляют, что в предпочтительном варианте выполняют путем обработки резанием. В том месте, где перед обработкой резанием располагалась неблагоприятная для образования кавитации в проходящем потоке входная часть отштампованного профиля, после такой обработки находится входное отверстие 44, образующее острокромочный переход к дросселирующему участку 32.
Как показано на фиг.3, осаженный материал 40 образует отштампованный профиль. Осаженный материал 40 своей примыкающей к сливному каналу 14 в форсуночной детали 10 стороной ограничивает дросселирующий участок 32 в сливном канале 14. Поскольку пуансон согласно приведенному на фиг.2 изображению центрирован в направляющем отверстии 18 в форсуночной детали 10, материал этой форсуночной детали 10 претерпевает в ней симметричную пластическую деформацию, приводящую к образованию дросселирующего участка 32, т.е. осадка 40 материала форсуночной детали 10 происходит симметрично относительно ее оси 28 симметрии. На стадии последующей обработки резанием растачивают управляющую полость 16 в форсуночной детали 10 в том месте, в котором при обработке на представленной на фиг.2 стадии располагался отпечаток от пуансона. В процессе обработки резанием на представленной на фиг.3 стадии, во-первых, наряду с входным дросселем 22 формируют управляющую полость 16, а во-вторых, выполняют входное отверстие 44, представляющее собой острокромочную входную часть дросселя. Такое входное отверстие 44 расположено с входной стороны дросселирующего участка 32. Точка возникновения кавитации находится во входной части дросселирующего участка 32 и создается в процессе электроэрозионной обработки. Путем осадки материала 40 формируют дросселирующий участок 32.
Выполненное острокромочным входное отверстие 44 согласно приведенному на фиг.3 изображению расположено между управляющей полостью 16 и входом 31 на дросселирующий участок 32.
На фиг.4 форсуночная деталь показана после стадии ее упрочнения и последующей электроэрозионной обработки.
После этого выполняют электроэрозионную обработку, в ходе которой на дросселирующем участке 32 ему с высокой точностью придают заданный диаметр 54, которым определяется расход жидкости через этот дросселирующий участок. В ходе электроэрозионной обработки форсуночной детали 10 в конечном итоге образуется дросселирующий участок 32 с высокоточным диаметром 54, переходящий в образовавшуюся в процессе штамповочной обработки постепенно и плавно расширяющуюся выходную часть (поз.38). Образующееся в процессе штамповочной обработки наименьшее остаточное поперечное сечение предпочтительно задавать таким, чтобы оно было несколько меньше получаемого при электроэрозионной обработке диаметра дросселирующего участка. При соблюдении подобного условия обеспечивается максимально плавный переход между полученным в результате электроэрозионной обработки профилем и полученным в результате штамповочной обработки профилем. При электроэрозионной обработке форсуночной детали 10 образуется расширяющийся в направлении ее выполнения дросселирующий участок 32, переходящий в непрерывно расширяющуюся в своем поперечном сечении часть 38 сливного канала, что чрезвычайно благоприятно влияет на характеристики прохождения потока жидкости через изготовленный предлагаемым в изобретении способом дросселирующий участок 32 в сливном канале 14. Для электроэрозионной обработки, т.е. для придания дросселирующему участку окончательного диаметра 54, предпочтительно использовать электрод, который по своей форме согласован с профилем дросселирующего участка 32, приданным ему ранее в ходе штамповочной обработки. Благодаря этому удается до предельно короткой сократить продолжительность выполнения одной производственной операции при электроэрозионной обработке.
Перед процессом электроэрозионной обработки, которую в предпочтительном варианте выполняют в направлении, которое совпадает с направлением прохождения потока жидкости через дросселирующий участок 32 в сливном канале 14 к седлу 20, форсуночную деталь 10 подвергают упрочнению. Требуемый, точно заданный диаметр 54 дросселирующему участку 32 придают, т.е. с высокой точностью юстируют его поперечное сечение, а тем самым точно настраивают и его достигаемое в результате дросселирующее действие, путем электроэрозионной обработки и путем последующего гидроэрозионного закругления кромок.
Рассмотренный выше способ обработки для изготовления дросселирующего участка 32 в сливном канале 14 форсуночной детали 10 позволяет получить точку возникновения кавитации у входной части дросселирующего участка, в каковой точке происходит резкий переход от некавитационного течения к кавитационному при сравнительно высоком противодавлении. Благодаря этому дросселирующий участок 32 невосприимчив к изменению давления и к влиянию геометрических параметров.
Как показано на фиг.2, 3 и 4, предпочтительную для кавитационного прохождения потока жидкости через дросселирующий участок 32 непрерывно расширяющуюся в своем поперечном сечении часть 38 сливного канала можно сформировать, используя для окончательной электроэрозионной обработки дросселирующего участка 32 электрод, форма которого согласована с уже полученным в результате штамповочной обработки профилем, т.е. с имеющим вид сопла Лаваля профилем, соответственно с воронкообразной формой сливного канала по ходу потока за дросселирующим участком 32. Достигаемое благодаря этому преимущество состоит в том, что точка возникновения кавитации расположена во входной части дросселирующего участка 32. Особое значение имеет длина полученного в результате последующей электроэрозионной обработки дросселирующего отверстия. Входная часть дросселирующего отверстия может иметь цилиндрическую форму либо может расширяться в направлении потока на величину, лежащую в микрометровом диапазоне. Выходная же часть дросселирующего отверстия не оказывает никакого влияния на расход проходящей через него жидкости, однако определяет величину возможного восстановления давления. Выходная часть дросселирующего отверстия должна иметь больший диаметр, чем его входная часть, и должна расширяться в направлении потока на величину, лежащую в микрометровом диапазоне.
Описанный выше процесс изготовления дросселирующего участка 32 с точкой возникновения кавитации в его входной части можно при внесении в него необходимых изменений использовать и для изготовления дросселирующих участков 32, которые предусматривают в сливных каналах 14, ведущих из управляющих полостей 16, предназначенных для управления срабатыванием топливных форсунок, и выполнение которых путем электроэрозионной обработки в направлении, противоположном направлению потока жидкости, невозможно.
У распылителей, расположенных на обращенном к камере сгорания конце топливных форсунок, конусность распылительных отверстий, оканчивающихся в камере сгорания, можно описать коэффициентом К, т.е. коэффициентом конусности. С увеличением коэффициента К возрастает величина сужения поперечного сечения распылительного отверстия в направлении потока. У распылительных отверстий их конусность используется для задержки момента возникновения кавитации и таким путем для увеличения глубины проникновения струи топлива при его впрыскивании в камеру сгорания в двигателе внутреннего сгорания. Описанный выше штамповочный процесс можно использовать и для более экономичного изготовления подобных конических распылительных отверстий.
На фиг.5 показан проходящий через две отдельные друг от друга детали сливной канал для сброса давления из управляющей полости.
Как показано на фиг.5, дроссельная пластина 58 соединена с направляющим элементом 60 по поверхности 66 их соприкосновения. В направляющем элементе 60 установлен вставленный в его направляющее отверстие 18 и направленно перемещающийся в нем управляющий впрыскиванием клапанный элемент 62, который в предпочтительном варианте выполнен в виде иглы. Его плоская сторона 64 ограничивает управляющую полость 16, в которую в свою очередь через входной дроссель 22 поступает находящееся под давлением в системе топливо. Сливной канал 14, который проходит от управляющей полости 16 в направляющем элементе 60 к седлу 20 в дроссельной пластине 58, имеет входное отверстие 44 и примыкающий к нему в направлении потока дросселирующий участок 32. Дросселирующий участок 32 в направлении потока переходит в диффузор 52, который в свою очередь переходит в предусмотренный перед седлом 20 приседельный дроссель 50. Седло 20 в показанном на фиг.5 варианте закрыто шариковым или коническим запорным элементом 46, установленным в охватывающем его посадочном отверстии 48. Такое посадочное отверстие 48 под запорный элемент может быть выполнено с нижней стороны стержневидной части якоря, приводимого в действие электромагнитным приводом или пьезоэлектрическим приводом.
В показанном на фиг.5 варианте сливной канал 14 проходит через две отдельные детали, т.е. через дроссельную пластину 58 и направляющий элемент 60. Такой сливной канал 14 изготавливают в дроссельной пластине 58 выполнением стадий обработки резанием, а в направляющем элементе 60 также выполняют путем обработки резанием. Недостаток при этом состоит в необходимости использовать два конструктивных элементах, из-за чего в целом возрастает стоимость изготовления топливной форсунки и образуется дополнительная уплотнительная поверхность. В данном случае штамповочный процесс не применялся, и поэтому показанная на фиг.5 форсуночная деталь состоит из двух деталей, а именно: из дроссельной пластины 58 и направляющего элемента 60.
В отличие от этого на фиг.6 показан дросселирующий участок, выполненный в сливном канале 14 предлагаемым в изобретении способом.
Как показано на фиг.6, форсуночная деталь 10 в отличие от показанного на фиг.5 варианта выполнена цельной, т.е. дроссельная пластина 58 и направляющий элемент 60, предназначенный для обеспечения направленного перемещения управляющего впрыскиванием клапанного элемента 62, который в предпочтительном варианте выполнен в виде иглы, образуют единую деталь.
Выполненный в виде иглы управляющий впрыскиванием клапанный элемент 62 вставлен в направляющее его перемещение отверстие 18 в форсуночной детали 10 и своей плоской стороной 64 ограничивает управляющую полость 16. В управляющую полость 16 в свою очередь через входной дроссель 22 поступает находящееся под давлением в системе топливо. Давление из управляющей полости 16 сбрасывается через сливной канал 14, при этом входное отверстие 44 представляет собой предкамеру этого сливного канала 14 и расположенного в нем дросселирующего участка 32. Острокромочный переход 44 образован кромкой между входным отверстием 44 и дросселирующим участком. Такой острокромочный переход 44 (входное отверстие) расположен в направлении прохождения потока через сливной канал 14 перед дросселирующим участком 32. Он изготовлен путем выполнения стадий обработки резанием и путем штамповки способом, проиллюстрированным на фиг.1-4. Суженная часть сливного канала 14 уменьшенного диаметра 54, которая представляет собой собственно дросселирующий участок 32, образована осаженным материалом 40, который при штамповке ограничивает проходное сечение сливного канала 14 на дросселирующем участке 32. Дросселирующий участок 32 при его образовании путем выполнения стадий обработки, представленных на фиг.1-4, имеет, во-первых, сформированную путем электроэрозионной обработки входную часть и, во-вторых, сформированную путем штамповки выходную часть, которая в направлении потока жидкости к седлу 20 расположена перед непрерывно расширяющейся в своем поперечном сечении частью 38 сливного канала.
Непрерывно расширяющаяся в своем поперечном сечении часть 38 сливного канала 14 перед седлом 20, которое в показанном на фиг.6 варианте закрыто запорным элементом 46, который в данном случае выполнен в виде шарикового запорного элемента, переходит в приседельный дроссель 50, называемый также предвключенным дросселем. Запорный элемент 46 установлен в охватывающем его посадочном отверстии 48 с возможностью направленного перемещения в нем электромагнитным приводом или пьезоэлектрическим приводом, один и другой из которых являются двумя возможными примерами приводов, которые могут использоваться для управления срабатыванием запорного элемента. При открытии седла 20 запорный элемент 46 приподнимается от него, в результате чего через расположенный перед седлом 20 приседельный дроссель 50 может происходить перепуск управляющего количества топлива из управляющей полости 16 по сливному каналу 14 с интегрированным в него дросселирующим участком 32.
Щетка стеклоочистителя
Тормозная система и способ управления тормозной системой
Топливная форсунка, клапанный элемент управляющего клапана которой имеет опорную часть
Способ определения углового положения коленчатого вала двигателя внутреннего сгорания
Ручная машина с щеточным электродвигателем
Ручная машина, прежде всего ручная шлифовальная машина
Предохранительная система для технологических машин
Технологическая машина с приводным электрическим двигателем
Блок управления средствами безопасности для автомобиля и способ сборки подобного блока управления
Дозировочно-смесительная машина, а также способ приготовления раствора
Блок управления и способ приведения в действие средств безопасности для транспортного средства
Щетка стеклоочистителя с присоединительным элементом
Радиально-поршневой насос высокого давления
Ультразвуковой датчик
Технологическая машина, прежде всего ручная машина
Ручная электрическая машина в виде аккумуляторного перфоратора и/или отбойного молотка
Предохранительное устройство технологической машины
Устройство для питания двигателя внутреннего сгорания топливом
Ручная машина, прежде всего угловая шлифовальная машина
Бак для хранения запаса жидкой активной добавки

