Результат интеллектуальной деятельности: СПОСОБ СОЕДИНЕНИЯ ЛЕНТ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к способам соединения гибких, в том числе и конвейерных, лент.
Известен способ соединения лент с тканевыми прокладками, заключающийся в том, что сначала соединяемые концы лент освобождают от наружных обкладок, разделяют тканевые прокладки на продольные полосы и наносят на них соединительный материал, затем продольные полосы одного конца последовательно соединяют внахлест с продольными полосами другого конца [1].
Недостатком данного способа соединения лент является увеличение толщины и изгибной жесткости соединения из-за соединения продольных полос внахлест, что приводит к биениям соединения при движении ленты, неприлеганию к желобчатым опорам, снижению срока службы соединения.
Наиболее близким к предлагаемому техническому решению является способ соединения конвейерных лент, заключающийся в том, что соединяемые концы лент разделяют на продольные полосы с образованием боковых граней под углом 30-60° к поверхности ленты, затем продольные полосы одного конца укладывают между продольными полосами другого конца, обкладывают соединение прорезиненной тканью и спрессовывают [2].
Недостатком такого способа соединения лент является сложность обеспечения точной разделки соединяемых концов с образованием боковых граней под углом 30-60° к поверхности ленты. Погрешности выполнения наклонных боковых граней на соединяемых концах лент приводит к снижению прочности и срока службы соединения.
Задачей предлагаемого изобретения является повышение прочности и долговечности соединения лент.
Способ соединения лент, включающий удаление защитных обкладок с соединяемых концов лент, отделение тканевых прокладок друг от друга, разделение тканевых прокладок на продольные полосы, нанесение на соединяемые поверхности соединительного материала, размещение продольных полос одного конца ленты между продольными полосами другого конца ленты, наложение защитных обкладок, сжатие и вулканизацию концов лент.
Согласно изобретению продольные полосы соседних тканевых прокладок каждого из соединяемых концов лент выполняют разной длины.
Тканевые прокладки с короткими продольными полосами выполняют длиной
l1=l2-(t2-t1)/2,
где l2 - длина отделенной части тканевых прокладок с длинными продольными полосами, t1 - длина коротких продольных полос.
Продольные полосы наружных тканевых прокладок выполняют меньшей длины, чем продольные полосы внутренних тканевых прокладок.
Толщина слоя соединительного материала равна расстоянию между тканевыми прокладками в ленте.
При осуществлении изобретения может быть получен технический результат, заключающийся в повышении прочности и долговечности соединения лент.
Указанный технический результат достигается тем, что способ позволяет изготавливать соединение толщиной равной толщине ленты. Это обеспечивает плавное движение соединения, его изгиб на барабанах и желобчатых опорах, одинаковую прочность и долговечность соединения и самой ленты.
Отсутствие наклонных граней упрощает изготовление соединения. При этом возможные погрешности вырезания полос на концах лент не приводят к снижению прочности и долговечности, так как соединение полос разных концов происходит по их поверхностям, а не только по линиям разреза.
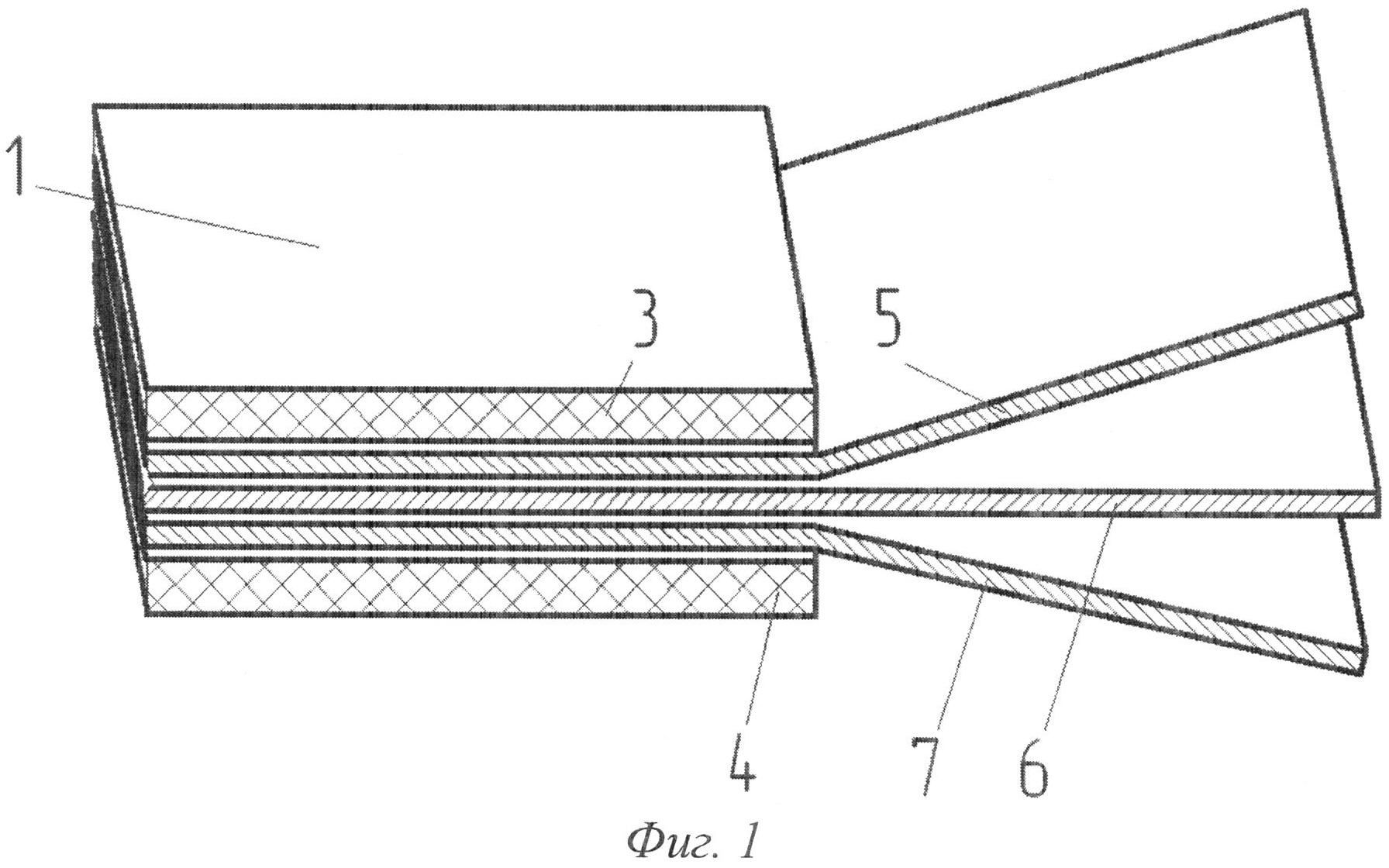
На фиг.1 изображен соединяемый конец ленты после удаления защитных обкладок и отделения тканевых прокладок друг от друга (продольный разрез);
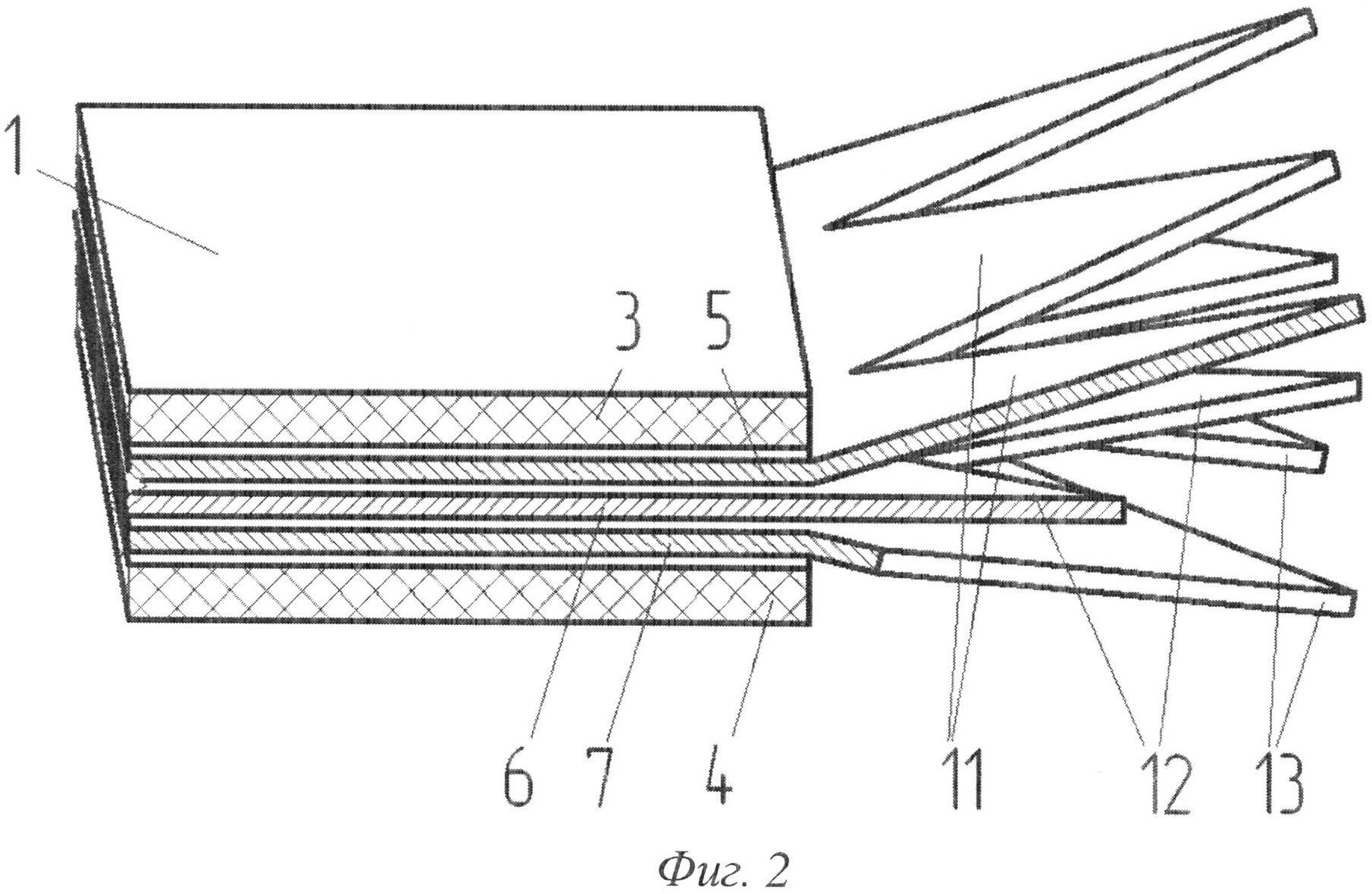
на фиг.2 - соединяемый конец ленты после удаления защитных обкладок, отделения тканевых прокладок друг от друга и разделения тканевых прокладок на продольные полосы (продольный разрез);
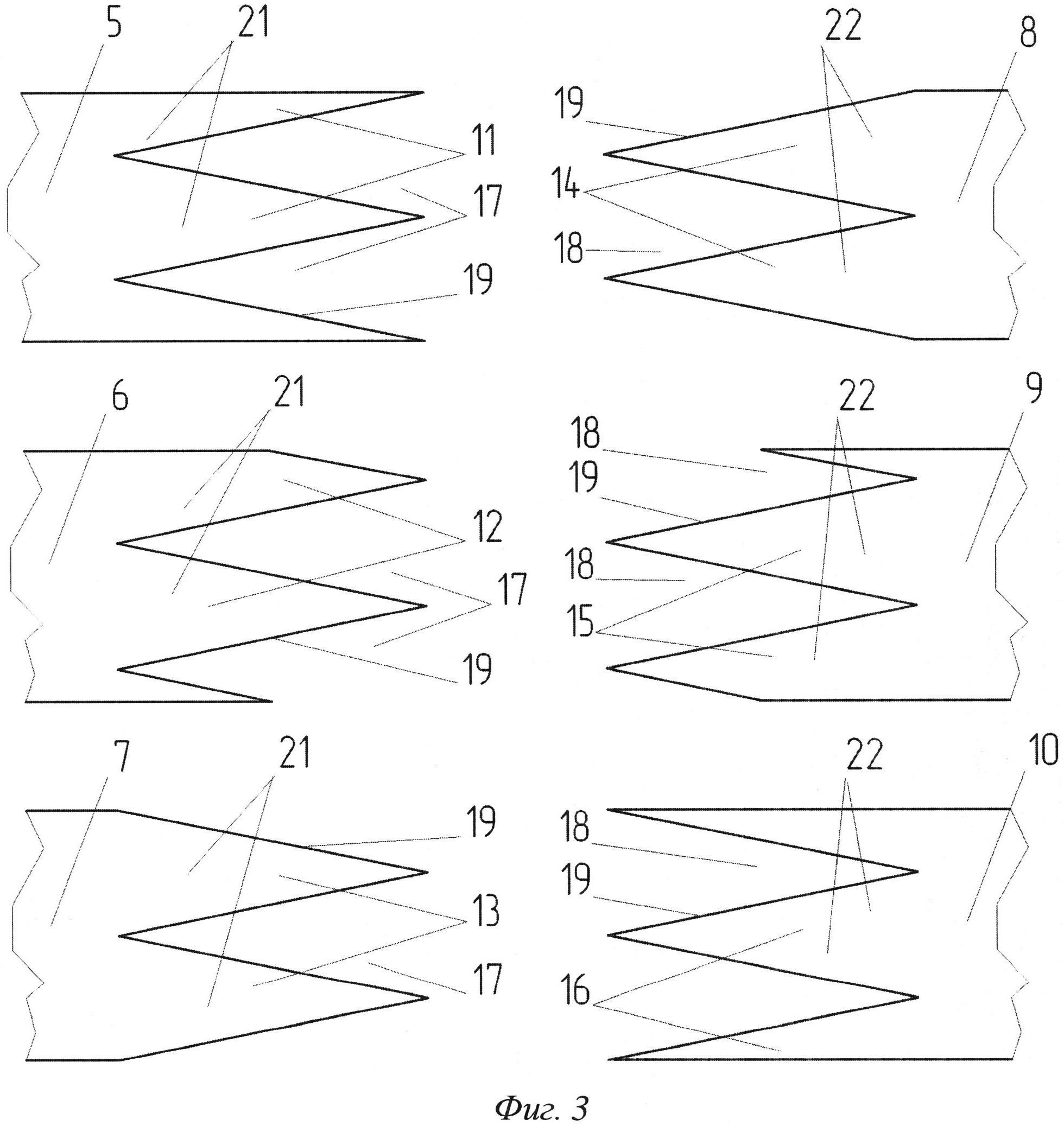
на фиг.3 - продольные полосы тканевых прокладок конца ленты (вид сверху, тканевые прокладки условно разнесены);
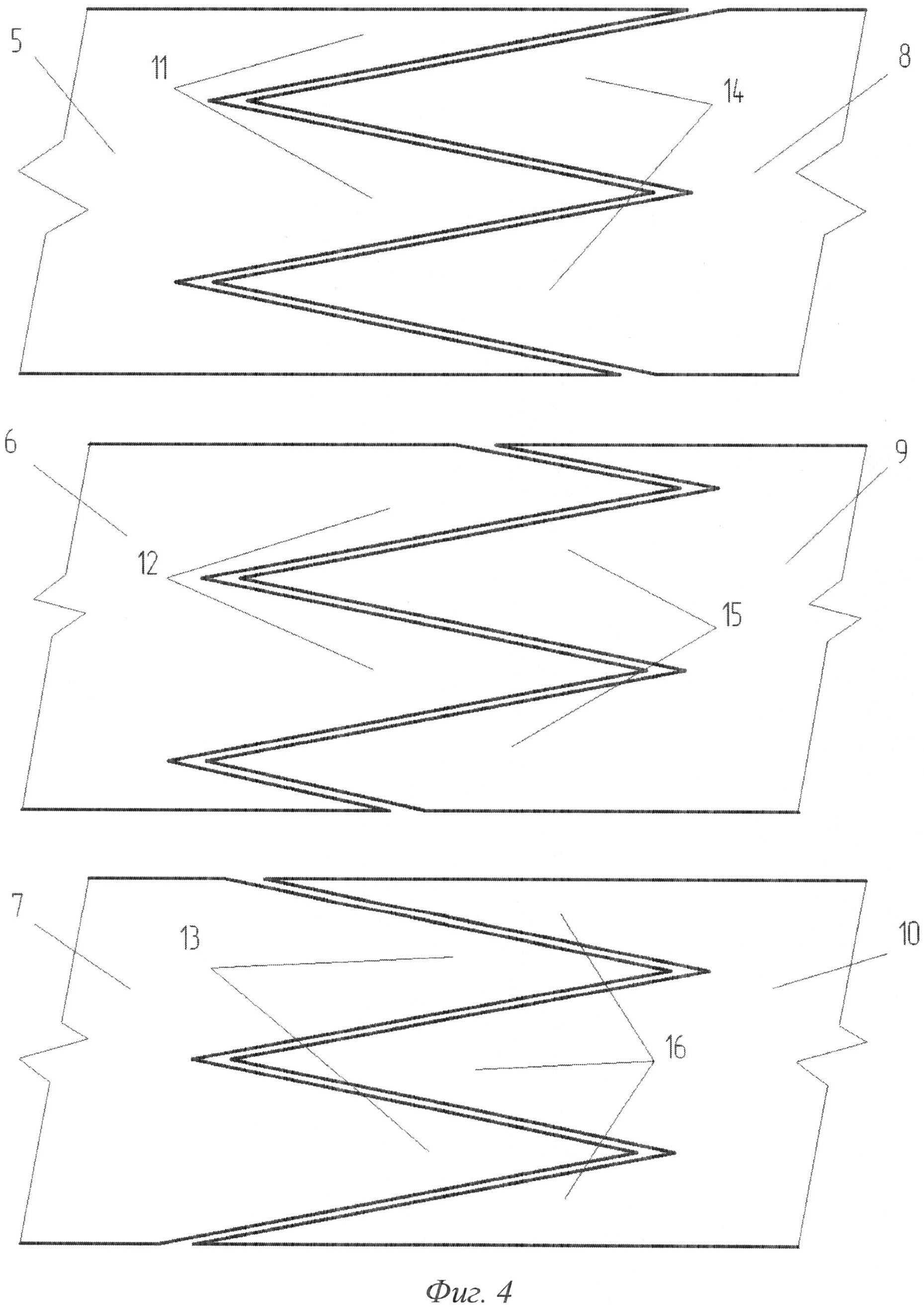
на фиг.4 - размещение продольных полос одного конца ленты между продольными полосами другого конца ленты (изометрия, тканевые прокладки условно разнесены);
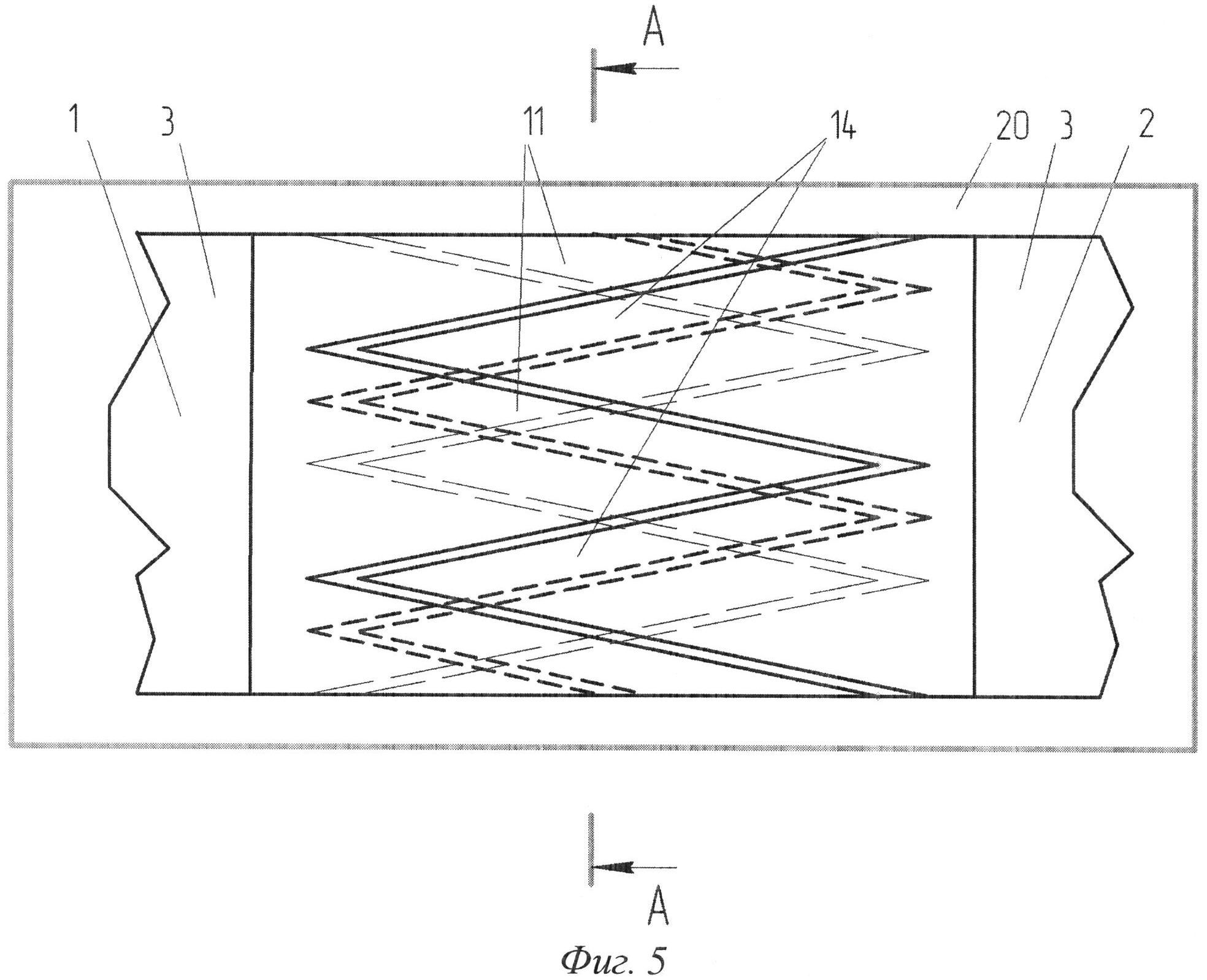
на фиг.5 - размещение продольных полос концов лент на столе (вид сверху без верхней защитной обкладки);
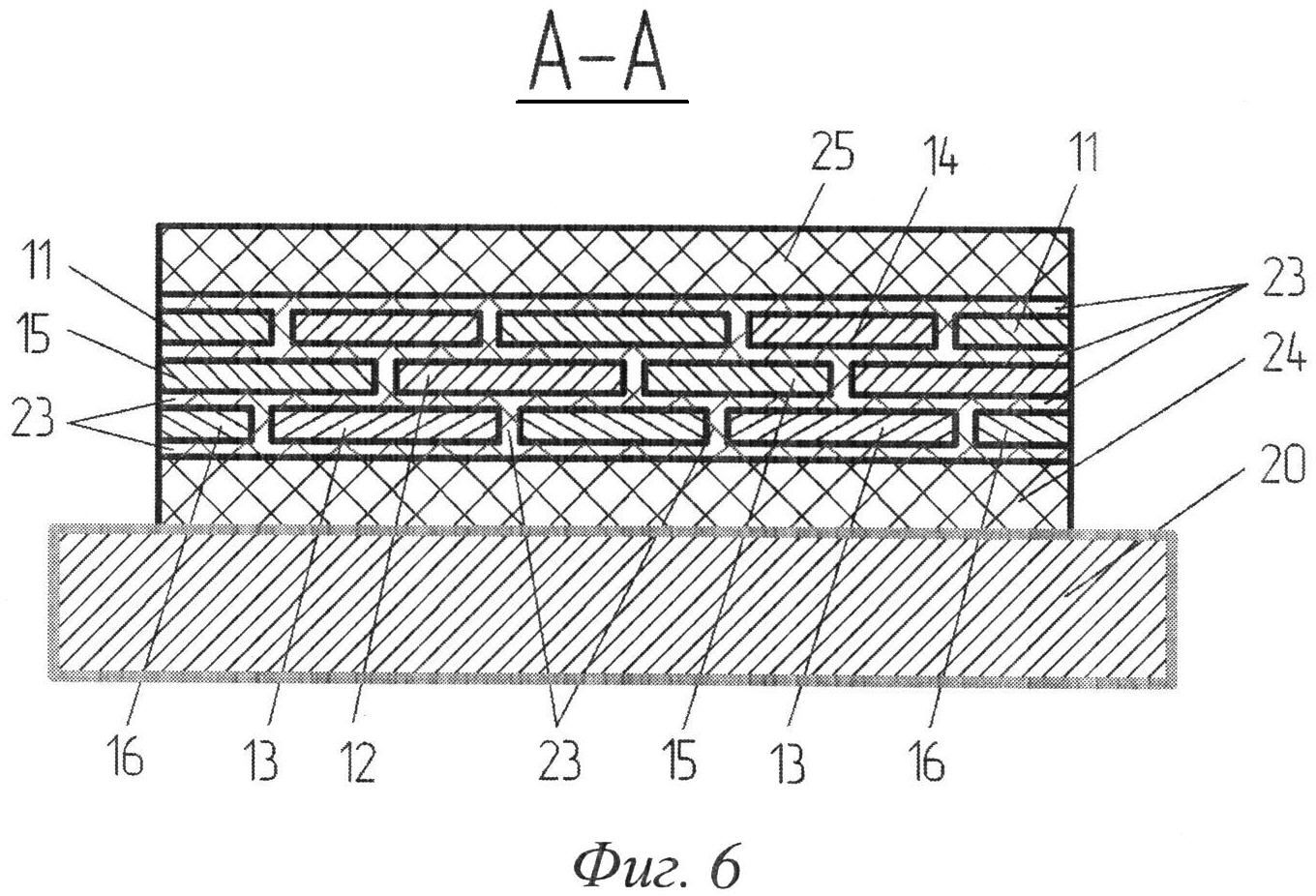
на фиг.6 - поперечный разрез соединения концов лент на столе;
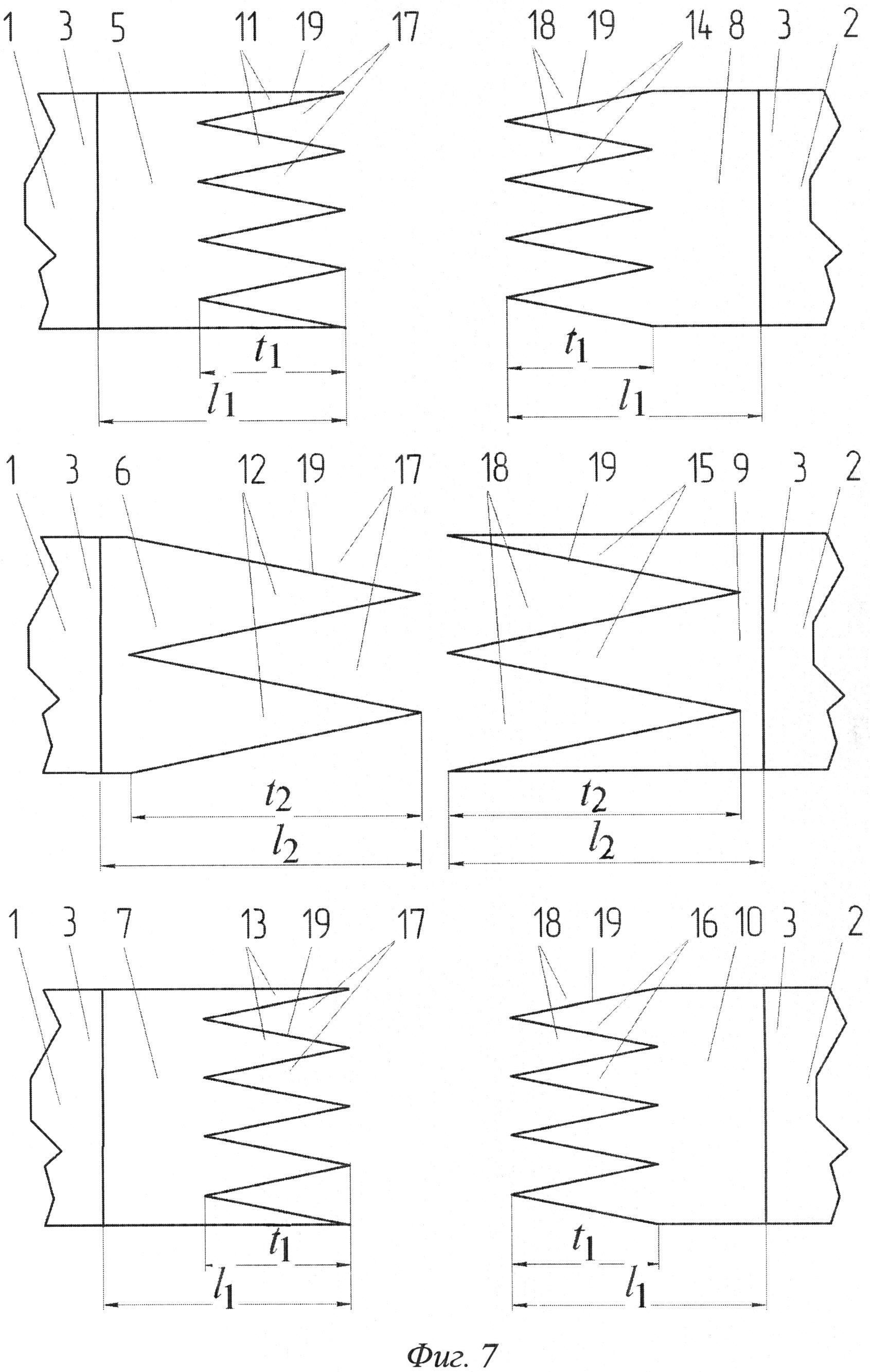
на фиг.7 - тканевые прокладки концов лент с продольными полосами разной длины (вид сверху. Тканевые прокладки условно разнесены);
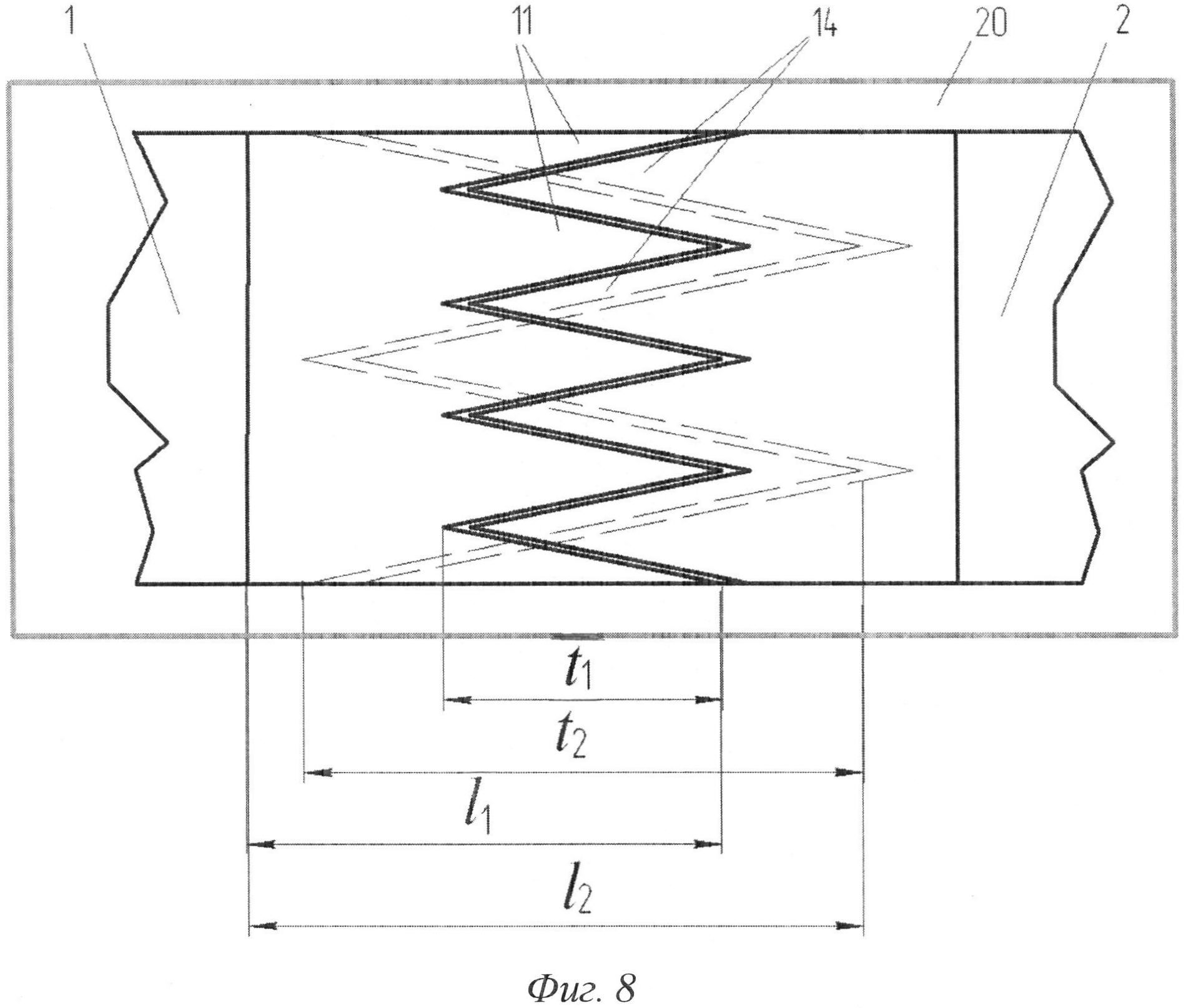
на фиг.8 - размещение продольных полос разной длины одного конца ленты между продольными полосами разной длины другого конца ленты на столе (вид сверху без верхней защитной обкладки).
Способ соединения лент осуществляют следующим образом.
На поверхностях соединяемых концов лент 1 и 2 удаляют защитные обкладки 3 и 4 и отделяют тканевые прокладки 5, 6, 7, 8, 9 и 10 друг от друга (фиг.1). Затем тканевые прокладки 5, 6, 7, 8, 9 и 10 разделяют на продольные полосы 11, 12, 13, 14, 15 и 16 путем вырезания пазов 17 и 18, например, треугольной формы (фиг.2). Причем тканевые прокладки 5, 6, 7 конца ленты 1 разделяют на продольные полосы 11, 12, 13 со смещением линий разреза 19 в поперечном направлении таким образом, что продольные полосы 11, 12, 13 тканевых прокладок 5, 6, 7 конца ленты 1 смещены в поперечном направлении относительно друг друга (фиг.3). Аналогично тканевые прокладки 8, 9 и 10 конца ленты 2 разделяют на продольные полосы 14, 15 и 16 со смещением линий разреза 19 в поперечном направлении таким образом, что продольные полосы 14, 15, 16 тканевых прокладок 8, 9, 10 конца ленты 2 смещены в поперечном направлении относительно друг друга.
После этого соединяемые концы лент 1 и 2 размещают на столе 20 и на соединяемые поверхности 21 продольных полос 11, 12, 13, и на соединяемые поверхности 22 продольных полос 14, 15 и 16 наносят соединительный материал 23, например клей.
Затем на столе 20 размещают нижнюю защитную обкладку 24, а сверху нее продольные полосы 11, 12, 13 конца ленты 1 последовательно для каждой тканевой прокладки 5, 6, 7 размещают между продольными полосами 14, 15, 16 тканевых прокладок 14, 15 и 16 конца ленты 2 (фиг.4, фиг.5, фиг.6). При этом соединение полос 11, 12, 13, 14, 15, 16 концов лент 1 и 2 происходит по их соединяемым поверхностям 21 и 22 и линиям разреза 19. Площадь соединения продольных полос 11, 12, 13 конца ленты 1 с продольными полосами 14, 15 и 16 конца ленты 2 по соединяемым поверхностям 21 и 22 многократно больше, чем по линиям разреза 19.
После укладки всех продольных полос 11, 12, 13, 14, 15 и 16 обоих концов лент 1 и 2 на них сверху накладывают верхнюю защитную обкладку 25 (фиг.6). Затем концы лент 1 и 2 сжимают и вулканизируют (на чертежах не показано).
Возможно выполнение продольных полос 11, 12, 13, 14, 15 и 16 соседних тканевых прокладок 5, 6, 7, 8, 9 и 10 концов лент 1 и 2 разной длины. Для этого тканевые прокладки 5, 6, 7 конца ленты 1 отделяют друг от друга на длине l2 (мм), и тканевые прокладки 8, 9, 10 конца ленты 2 также отделяют друг от друга на длине l2 (мм). Затем тканевые прокладки 5, 7 конца ленты 1 и тканевые прокладки 8, 10 конца ленты 2 обрезают так, чтобы их длины равнялись l1=l2-(t2-t1)/2, где t1 - длина коротких продольных полос (мм).
Затем изготавливают продольные полосы 11 и 13 наружных тканевых прокладок 5 и 7 конца ленты 1 путем вырезания пазов 17, например, треугольной формы длиной t1. Аналогично изготавливают продольные полосы 14 и 16 наружных тканевых прокладок 8 и 10 конца ленты 2 путем вырезания пазов 18, например, треугольной формы длиной t1.
Продольные полосы 12 внутренней тканевой прокладки 6 конца ленты 1 и продольные полосы 15 внутренней тканевой прокладки 9 конца ленты 2 изготавливают длиной t2 путем вырезания пазов 17, 18, например, треугольной формы (фиг.7).
Таким образом, продольные полосы 11 и 12 соседних тканевых прокладок 5 и 6, продольные полосы 12 и 13 соседних тканевых прокладок 6 и 7, продольные полосы 14 и 15 соседних тканевых прокладок 8 и 9, продольные полосы 15 и 16 соседних тканевых прокладок 9 и 10 соединяемых концов лент 1 и 2 выполняют разной длины. Длина t1 продольных полос 11, 13, 14, 16 наружных тканевых прокладок 5, 7, 8, 10 меньше длины t2 продольных полос 12 и 15 внутренних тканевых прокладок 6 и 9.
Выполнение продольных полос 11, 12, 13, 14, 15, 16 соседних тканевых прокладок 5 и 6, 6 и 7, 8 и 9, 9 и 10 концов лент 1 и 2 разной длины обеспечивает соединение полос 11, 12, 13, 14, 15 и 16 концов лент 1 и 2 по их соединяемым поверхностям 21 и 22 и по линиям разреза 19. Площадь соединения продольных полос 11, 12, 13 конца ленты 1 с продольными полосами 14, 15 и 16 конца ленты 2 по соединяемым поверхностям 21 и 22 многократно больше, чем по линиям разреза 19.
Нанесение слоя соединительного материала 23 толщиной, равной расстоянию между прокладками в ленте, обеспечивает эквидистантное положение тканевых прокладок 5, 6, 7, 8, 9 и 10 после соединения концов лент 1 и 2.
Технико-экономическое преимущество заявляемого изобретения заключается в повышении прочности и долговечности соединения лент за счет взаимодействия полос концов лент по их поверхностям и изготовления соединения толщиной, равной толщине ленты.
Источники информации
1. Патент Англии №1440010, кл. F2Q, 1976.
2. Авторское свидетельство СССР №994294, кл. В29Н 7/22, 1983.
Резинотканевая заготовка и способ изготовления конвейерной ленты
Способ изготовления многослойной ленты
Способ навески грузонесущей и прижимной лент конвейера
Приводной ремень и ременный привод каната
Способ регулирования скорости ленты конвейера
Способ монтажа прижимной ленты конвейера
Синхронный электропривод ленточного конвейера и способ управления им
Промежуточный привод ленточного конвейера
Способ регулирования скорости конвейера с загрузочным бункером
Электрический привод уклонного ленточного конвейера
Резинотканевая заготовка и способ изготовления конвейерной ленты
Способ изготовления многослойной ленты
Способ навески грузонесущей и прижимной лент конвейера
Приводной ремень и ременный привод каната
Способ регулирования скорости ленты конвейера
Способ монтажа прижимной ленты конвейера
Синхронный электропривод ленточного конвейера и способ управления им
Промежуточный привод ленточного конвейера
Способ регулирования скорости конвейера с загрузочным бункером
Электрический привод уклонного ленточного конвейера

