Результат интеллектуальной деятельности: СПОСОБ ПЕРЕРАБОТКИ ЛОПАРИТОВОГО КОНЦЕНТРАТА
Вид РИД
Изобретение
Изобретение относится к переработке рудных концентратов, а более конкретно к переработке лопаритового концентрата. Лопаритовый концентрат является комплексным сырьем, содержащим оксиды большого количества химических элементов. Используемый для переработки лопаритовый концентрат в среднем содержит: оксидов редкоземельных элементов (РЗЭ) 32-34%, оксидов тугоплавких металлов (ТМ) 48-52%. Доля оксидов остальных элементов - Na2O, CaO, SiO2 и др. составляет около 20%. В наибольшем количестве в концентрате содержатся РЗЭ цериевой группы, примерное содержание которых составляет: оксиды лантана (La2O3) - 9,7%, церия (CeO2) - 19,9%, празеодима (Pr2O3) - 1,3% и неодима (Nd2O3) - 3,0%. Основными оксидами ТМ, содержащиеся в концентрате в наибольшем количестве, являются TiO2 39-40% и Nb2O5 7,5-9,4%. Содержание оксида Ta2O5 составляет 0,5-0,6%. При переработке лопаритового концентрата извлекают наиболее ценные элементы - РЗЭ и ТМ. В предлагаемом изобретении предложен способ разделения оксидов ценных элементов, содержащихся в концентрате в наибольшем количестве, а именно предлагается способ отделения оксидов РЗЭ - La, Ce, Pr, Nd от оксидов ТМ - Nb и Ti, а также выделение натрия.
Известны и применялись два способа переработки лопаритового концентрата, именуемые хлорной и сернокислотной технологиями. Переработка лопаритового концентрата способом хлорирования является более простой с технологической точки зрения (А.Н. Зеликман и др. “Металлургия редких металлов”, М., Металлургия, 1978, 560 с.). Его сущность состоит в том, что лопаритовый концентрат предварительно подвергают сухому помолу и шихтовке с коксом. Шихту подвергают воздействию 100%=ным осушенным газообразным хлором при температуре 750-850°C. Различия в летучести образующихся хлоридов компонентов лопаритового концентрата позволяют разделить его основные ценные составляющие. Хлорная технология переработки лопарита обеспечивает извлечение 93-94% ниобия и 86-88% тантала в технические хлориды, 96,5-97% титана в технический тетрахлорид, извлечение 95,5-96% РЗЭ в плав хлоридов. Однако хлорная технология очень опасна и вредна для обслуживающего персонала, а также окружающей среды из-за применяемого в больших количествах хлора и поэтому в настоящее время она не применяется.
Более безопасным является способ переработки лопаритового концентрата с использованием концентрированной серной кислоты (А.Н. Зеликман и др. “Металлургия редких металлов”, М., Металлургия, 1978, 560 с.). Сернокислотный способ основан на разложении лопаритового концентрата серной кислотой и разделении ценных составляющих с использованием различий в растворимости двойных сульфатов титана, ниобия, тантала и редкоземельных элементов. Исходный концентрат лопарита измельчают до крупности 0,075 мм. Вскрытие концентрата осуществляют с помощью 85%=ной серной кислоты. В результате вскрытия, протекающего при температуре 150-250°C, ниобий, тантал и титан образуют хорошо растворимые сульфаты, а редкоземельные элементы образуют малорастворимые двойные сульфаты. Продукт сульфатизации подвергают водному выщелачиванию. В результате этого в твердой фазе остаются сульфаты РЗЭ, а жидкая фаза представляет собой сернокислый раствор титана, ниобия и тантала. Титан из данного раствора в виде малорастворимой соли сложного состава осаждают сульфатом аммония. Термическим воздействием на данную соль получают технический диоксид титана. Остающийся после выделения титана раствор содержит тантал и ниобий, извлекаемые экстракцией с применением плавиковой кислоты. Для извлечения РЗЭ осуществляют дополнительный самостоятельный технологический цикл конверсии сульфатов РЗЭ в карбонаты.
Данный способ переработки лопаритового концентрата обеспечивает извлечение РЗЭ и ТМ в примерно такие же конечные продукты, как и при хлорной технологии. В нем для вскрытия концентрата используется более безопасный для окружающей среды химический реагент - серная кислота. Однако данный способ обладает рядом существенных недостатков. Основным из них является то, что сразу же на первом этапе переработки тантал и ниобий не полностью переходят в раствор и частично остаются в твердой фазе, содержащей РЗЭ. В результате этого ниобий и тантал приходится отделять от сульфатов РЗЭ, с которыми уходит в различных формах до 25-30% тантала и ниобия. Для возвращения ниобия и тантала приходится осуществлять дополнительную переработку отвального продукта, остающегося после переработки сульфатов РЗЭ. Кроме того, происходят безвозвратные потери ниобия и тантала при извлечении титана из вышеупомянутого сернокислого раствора ниобия, тантала и титана.
Известен способ переработки лопаритового концентрата, в котором для вскрытия используют азотную кислоту с концентрацией 650-700 г/л (Н.В Зоц., С.В Шестаков. Патент РФ №2145980 27.02.2000 г.). Процесс ведут при температуре 115-118°C при непрерывном перемещении пульпы через ряд последовательно соединенных реакторных объемов. Оксиды ТМ не растворяются в азотной кислоте и поэтому сохраняются в твердой части, выделяемой в виде кека окисидов ТМ. Кек отмывается водой от нитратов РЗЭ, переходящих в азотнокислый раствор. Отмытый кек с окислами ТМ является исходным продуктом для последующего извлечения тугоплавких металлов.
Таким образом, хлорный и кислотные способы являются экологически опасными, многостадийными, состоящими из отдельных периодических этапов, которые невозможно объединить в единую автоматизированную систему. Все это делает способы сложными, наносящими урон окружающей среде и дорогостоящими.
Более безопасным и наиболее близким аналогом заявляемого изобретения является способ пирогидрометаллургической обработки лопаритовых руд и концентратов, позволяющий разделить РЗЭ и ТМ (А.Н. Кузнецов и А.А, Калинина, Способ обработки лопаритовых руд и концентратов, авторское свидетельство, заявлено 28 декабря 1940 г. в Наркомцветмет за № 39488 (341885), опубликовано 31 марта 1946 г.) Для отделения соединений РЗЭ от соединений ТМ концентрат смешивают с углеродным восстановителем - древесным углем или коксом в количестве, достаточном для восстановления всех оксидов, содержащихся в лопаритовом концентрате, и образования из них соответствующих карбидов как РЗЭ, так и ТМ. Шихту проплавляют в обычной шахтной электрической печи. По окончании плавки сплав обрабатывают вначале водой, при этом карбиды РЗЭ разлагаются с выделением ацетилена. По окончании водяной обработки оставшуюся массу обрабатывают соляной кислотой. В результате этой обработки получают раствор, содержащий РЗЭ в виде хлоридов, и твердую фазу, содержащую карбиды ТМ. Раствор используют для получения известным способом РЗЭ, а из твердой фазы получают кристаллический порошок карбидов ТМ, из которого производят абразивные изделия.
Главным недостатком рассмотренного способа обработки лопаритового концентрата является то, что помимо пирометаллургического воздействия на концентрат для обработки последнего, так же как и в предыдущих способах - хлорном и кислотных, для разделения соединений РЗЭ и ТМ в значительных количествах используют воду и соляную кислоту, что приводит к загрязнению окружающей среды, усложнению и удорожанию технологии обработки концентрата.
Задача, на решение которой направлено наше изобретение, заключается в создании способа переработки лопаритового концентрата, в котором для отделения РЗЭ от ТМ и получения металлического натрия используют только пирометаллургические технологии без применения вредных реагентов, обеспечивающие при взаимодействии концентрата с углеродом в условиях высоких температур получение металлического натрия и полное отделение оксидов РЗЭ от соединений ТМ, удобных для последующей переработки по известным технологиям, благодаря чему улучшаются экологические показатели процесса, улучшаются условия труда, упрощается способ переработки концентрата, повышается степень извлечения натрия, РЗЭ и ТМ и улучшается экономичность процесса.
Техническим результатом изобретения является разделение соединений РЗЭ и ТМ и выделение натрия при углетермическом восстановлении концентрата в условиях низкого давления, высоких температур и ограниченного содержания углерода путем полного перевода оксидов РЗЭ и натрия в газовую фазу с последующей их конденсацией и выделением карбидов ТМ в конденсированную фазу.
Технический результат достигается тем, что в способе переработки лопаритового концентрата, включающем измельчение концентрата, пирометаллургическое вскрытие концентрата, углетермическое восстановление компонентов концентрата, а также разделение извлекаемых ингредиентов, согласно изобретению углетермическое восстановление натрия (целевой продукт), его испарение осуществляется при давлении p=10-50 Па, температуре T=1000 К и содержании углерода относительно концентрата mC=2,9 мас.%, натрий в виде пара выводится из реакционного объема и конденсируется при температуре T=300 К, дальнейшее углетермическое восстановление обогащенного концентрата происходит при давлении p=10-50 Па, температуре T=2000 К и содержании углерода относительно обогащенного концентрата mC=28 мас.%, при этом ТМ восстанавливаются до их карбидов и остаются в конденсированной фазе (целевой продукт), а оксиды РЗЭ (целевой продукт) переходят в газовую фазу, отводятся из реакционного объема и конденсируются при температуре T=300 К.
Сущность изобретения
В заявленном способе переработки лопаритового концентрата осуществляется пирометаллургическое выделение натрия и отделение оксидов РЗЭ от соединений ТМ без использования хлорной и кислотных технологий. В процессе вскрытия обеспечивается полное отделение оксидов РЗЭ от соединений ТМ и получение натрия, удобных для последующей их переработки по известным технологиям, благодаря чему улучшаются экологические, экономические и эксплуатационные показатели.
Заявляемый способ переработки лопаритового концентрата включает два этапа. На первом этапе осуществляется углетермическое восстановление и испарение натрия и обогащение концентрата за счет удаления из концентрата оксида натрия. На втором этапе осуществляется углетермическое восстановление ТМ, испарение оксидов РЗЭ и их конденсация. Переработка концентрата на первом и втором этапах ведется при низком давлении - форвакууме, что позволяет снизить температуру процесса и энергозатраты.
На первом этапе при давлении p=10-50 Па, температуре T=1000 К и содержании углерода относительно концентрата mC=2,9 мас.% осуществляется углетермическое восстановление, выделение натрия и обогащение концентрата. Испарение натрия увеличивает концентрацию целевых продуктов - РЗЭ и ТМ в концентрате. Как следует из термодинамического расчета для этих условий (по программе ТЕРРА), газовая фаза состоит из металлического натрия и монооксида углерода в массовом соотношении 1:4. Использование углетермического восстановления на первом этапе позволяет селективно испарить натрий из концентрата при давлении p=10-50 Па и температуре T=1000 К. При давлении меньше 10 Па существенно усложняется вакуумное оборудование, а при давлении больше 50 Па возрастают энергозатраты вследствие увеличения температуры. Ведение процесса при давлении p=10-50 Па и температуре Т=1000 К позволяет уменьшить энергозатраты почти в 2 раза по сравнению с процессом при атмосферном давлении. При температуре меньше Т=1000 К натрий не будет полностью восстанавливаться и испаряться. При температуре больше Т=1000 К одновременно с натрием начинают испаряться оксиды лантана и другие компоненты системы, что нежелательно. При содержании углерода меньше mC=2,9 мас.% натрий не будет полностью восстанавливаться и испаряться. При содержании углерода в шихте более 2,9 мас.% будет наблюдаться частичное восстановление оксида ниобия (V) до оксида ниобия (II) и испарение последнего одновременно с натрием, что также нежелательно. При температуре Т=1000 К, давлении p=10-50 Па и содержании углерода в шихте mC=2,9 мас.% в газовую фазу переходит только натрий.
На втором этапе при температуре Т=2000 К, давлении p=10-50 Па и содержании углерода mC=28 мас.% относительно обогащенного концентрата (за счет выделения натрия) осуществляют углетермическое восстановление оксидов ТМ и испарение оксидов РЗЭ. В результате большой разницы сродства к кислороду РЗЭ и ТМ (соответственно 607-614 и 230-359 кДж/моль), а также ограниченному количеству углерода в системе РЗЭ не восстанавливаются, а ТМ восстанавливаются до их карбидов. За счет большой разницы в диапазоне температур Т=1800-2400 К упругости пара оксидов РЗЭ и карбидов ТМ (рРЗЭ≈10-6-10-5 атм [Казенас Е.К., Цветков Ю.В., Испарение оксидов. - М.: Наука, 1997]) и ТМ (рТМ=10-17-10-11 атм [R.J. Fries Vaporization Behavior of Niobium Carbide // J. Chem. Phys. 37, 320 (1962)]) карбиды ТМ полностью остаются в конденсированной фазе, а оксиды РЗЭ испаряются с последующей их конденсацией при охлаждении. Ведение процесса при низком давлении p=10-50 Па обусловлено возможностью эффективно испарять РЗЭ при более низкой температуре - Т=2000 К и соответственно с более низкими энегозатратами, чем при атмосферном давлении. Ведение процесса при давлении менее p=10 Па существенно усложнит вакуумную аппаратуру, а осуществление процесса при давлении более p=50 Па приведет к излишним энергозатратам вследствие повышения рабочей температуры процесса. При температуре восстановления ниже Т=2000 К оксиды РЗЭ переходят в газовую фазу не полностью, а при температуре более Т=2000 К будет иметь место переход в газовую фазу соединений ТМ. При содержании углерода меньше mC=28 мас.% оксиды ТМ восстанавливаются не полностью, а при большем содержании углерода до карбидов будут восстанавливаться и РЗЭ, что будет препятствовать их испарению и не позволит разделить РЗЭ и ТМ. Степень перехода РЗЭ в получаемый при конденсации газовой фазы целевой продукт составляет 99,9 мас.%. Получаемый целевой продукт используется как сырье для дальнейшей переработки по известным технологиям.
Таким образом, заявляемый способ переработки лопаритового концентрата позволяет получить три целевых продукта - металлический натрий, оксиды РЗЭ и карбиды ТМ, которые используются и перерабатываются по известным технологиям с получением РЗЭ, ниобия, титана и натрия.
Используемые термины и определения.
Оксиды редкоземельных элементов, РЗЭ - смесь, включающая основные компоненты: оксиды La, Ce, Nd, Pr.
Оксиды тугоплавких металлов, ТМ - смесь, включающая основные компоненты: оксиды Nb, Ti.
Заявляемый способ иллюстрируется примером его осуществления. Для реализации первого этапа - выделение натрия и обогащение концентрата за счет удаления из него оксида натрия используется сыпучая шихта из частиц размером 0,1-1 мм, образованная из лопаритового концентрата и углеродного восстановителя. Использование углерода в качестве восстановителя обусловлено его высокой химической активностью, малой ценой и относительно безопасным применением. Кроме того, продукты восстановления (CO и CO2) удаляются из рабочего объема и не загрязняют целевые продукты.
Как было сказано ранее, из расчета по Программной системе ТЕРРА следует, что селективное восстановление и эффективное испарение натрия происходит при давлении p=10-50 Па, температуре Т=1000 К и содержании углерода относительно массы концентрата mC=2,9 мас.%. Низкое давление в рабочем объеме p=10-50 Па позволяет уменьшить рабочую температуру испарения натрия до Т=1000 К. Уменьшение давления менее p=10 Па приведет к существенному усложнению вакуумного оборудования, а увеличение давления свыше p=50 Па потребует повышения рабочей температуры и, следовательно, приведет к увеличению энергозатрат. При температуре менее Т=1000 К испарение натрия будет неполным, а при температуре более Т=1000 К начинает испаряться оксид лантана, что нежелательно. При содержании углерода менее mC=2,9 мас.% натрий не будет полностью восстанавливаться и испаряться. При содержании углерода в шихте более те=2,9 мас.% будет восстанавливаться оксид ниобия (V) до оксида ниобия (II) с испарением последнего, что также нежелательно. При давлении p=10-50 Па, температуре Т=1000 К и содержании углерода в шихте mC=2,9 мас.% натрий полностью переходит в газовую фазу с сохранением РЗЭ и ТМ в концентрате в конденсированной фазе. Образующаяся газовая фаза, содержащая натрий и моно оксид углерода в массовом соотношении 1:4, отводится из реакционного объема и подвергается закалке на конденсаторе 1 при температуре Т=300 К, в результате чего образуется целевой продукт - натрий.
Заявленный процесс переработки лопаритового концентрата возможно осуществить с использованием стандартных вакуумных печей, например, в вакуумной дистилляционной электропечи сопротивления ВД-300-16 производства ООО Фирма ВакЭТО, включающей вакуумную камеру, нагреватель, тигель и два конденсатора (фиг.1). Процесс восстановления натрия и его выделение из концентрата (первый этап) происходит при давлении p=10-50 Па и температуре Т=1000 К. При этом используют шихту, состоящую из концентрата и углерода дисперсностью 0,1 - 1 мм и массовом соотношении 2,9% или 29 кг углерода на тонну концентрата. Натрий осаждается на конденсаторе 1. Чистка конденсатора 1 осуществляется механическими или химическими методами. Конденсаторы выполняются водоохлаждаемыми. Целевыми или промежуточными продуктами восстановления первого этапа являются металлический натрий и обогащенный лопаритовый концентрат без соединений натрия. Выход обогащенного концентрата и натрия составляет 90% и 2% от массы исходного концентрата соответственно. Расход энергии при тепловом к.п.д. печи 50% составляет 2,9 ГДж/т концентрата.
Восстановление оксидов ТМ и испарение РЗЭ (второй этап), осуществляется в той же печи путем нагрева шихты дисперсностью 0,1-1 мм, состоящей из обогащенного на первом этапе лопаритового концентрата и углеродного восстановителя в массовом соотношении 28% или 280 кг углерода на тонну обогащенного концентрата. Нагрев до требуемой температуры Т=2000 К происходит при давлении p=10-50 Па. На первом этапе, как было сказано выше, на конденсаторе 1 осаждается натрий. Затем на втором этапе на конденсаторе 2 осаждаются оксиды РЗЭ. Образовавшиеся в результате карботермического восстановления карбиды ТМ, упругость пара которых существенно меньше упругости пара оксидов РЗЭ, остаются в тигле печи. Последующая чистка конденсатора 2 и тигля печи осуществляется механическими или химическими методами. Содержание углерода в шихте на втором этапе составляет mC=28 мас.% от массы обогащенного концентрата. Восстановительный процесс ведется при давлении p=10-50 Па и температуре Т=2000 К. Оксиды ТМ в этих условиях восстанавливаются до карбидов и остаются в тигле в виде твердой фазы. Оксиды РЗЭ не восстанавливаются в этих условиях и с некоторым содержанием углерода переходят в газовую фазу. Газовая фаза отводится из реакционного объема, и подвергается закалке на конденсаторе 2 при Т=300 К. При этом происходит конденсация оксидов РЗЭ.
Ведение процесса при давлении p=10-50 Па, как это было сказано ранее, обусловлено возможностью эффективно испарять РЗЭ при более низкой температуре процесса - Т=2000 К и, следовательно, при более низких энергозатратах, чем при атмосферном давлении. Уменьшение давления менее p=10 Па приведет к существенному усложнению вакуумного оборудования. Увеличение давления свыше p=50 Па приведет к необходимости увеличения температуры процесса и, следовательно, росту энергозатрат. При температуре восстановления ниже Т=2000 К оксиды РЗЭ переходят в газовую фазу не полностью, а при температуре более Т=2000 К будет иметь место переход в газовую фазу соединений ТМ. При содержании углерода в шихте меньше mC=28 мас.% оксиды ТМ восстанавливаются не полностью, а при большем содержании углерода будут восстанавливаться и РЗЭ, что не позволит разделить РЗЭ и ТМ.
Целевым продуктом второго этапа - восстановления обогащенного концентрата является конденсированная твердая фаза на основе карбидов ТМ и продукт конденсации газовой фазы, основу которой составляют оксиды РЗЭ, степень перехода которых из исходного концентрата в конденсат составляет 99,9%. Карбидная твердая фаза состоит из карбидов ниобия, тантала и титана в массовом соотношении 1:0,06:4. Выход карбидов ТМ (целевой продукт) и оксидов РЗЭ (целевой продукт) на втором этапе составляет по 40% каждого продукта от массы исходного концентрата соответственно. Расход энергии на втором этапе при тепловом к.п.д. печи 50% составляет 13,6 Гдж/т исходного концентрата.
Сквозной суммарный расчетный выход натрия, РЗЭ и ТМ составляет 99,9%. Сквозной расход электроэнергии при переработке лопаритового концентрата с получением металлического натрия, оксидов РЗЭ и карбидов ТМ при использовании электропечей с тепловым к.п.д. 50% равен 16,5 ГДж/т лопаритового концентрата, что по стоимости составляет примерно половину от цены исходного концентрата.
При использовании заявленного способа переработки лопаритового концентрата улучшаются экологические показатели процесса, улучшаются условии труда, упрощается переработка концентрата, повышаются степень извлечения ценных компонентов и экономичность переработки концентрата.
Экологические показатели процесса улучшаются в результате отсутствия или сокращения при разделении РЗЭ и ТМ процессов, использующих для переработки концентрата хлорную и кислотные технологии, основанные на применении реагентов, загрязняющих окружающую среду - воздух, воду и почву вредными веществами - хлором, фтором, серой и их соединениями.
Условия труда улучшаются благодаря сокращению использования в технологических процессах вредных и опасных веществ, содержащих хлор, фтор, оксиды серы и азота, применяемых при хлорном методе и кислотных технологиях переработки концентрата.
Степень извлечения ценных компонентов увеличивается благодаря сокращению звеньев переработки концентрата и упрощению технологической схемы в результате электрификации и автоматизации процесса, при этом потери ценных компонентов будут также уменьшены за счет упрощения технологии переработки концентрата и использования герметичного электрооборудования.
Экономические показатели улучшаются в результате упрощения технологической схемы, улучшения экологии процесса и условий труда и повышения его производительности благодаря автоматизации электротехнологических операций, а также повышения степени извлечения ценных компонентов концентрата.
Способ переработки лопаритового концентрата, включающий измельчение концентрата, пирометаллургическое вскрытие концентрата путем углетермического восстановления компонентов концентрата и разделения извлекаемых ингредиентов, отличающийся тем, что проводят углетермическое восстановление натрия из концентрата путем испарения натрия при давлении p=10-50 Па, температуре Т=1000 К и содержании углерода относительно концентрата m=2,9 мас.%, пары натрия выводят из реакционного объема и конденсируют при температуре Т=300 К, затем проводят дальнейшее углетермическое восстановление полученного обогащенного концентрата при давлении p=10-50 Па, температуре Т=2000 К и содержании углерода относительно обогащенного концентрата m=28 мас.% с восстановлением оксидов тугоплавких металлов до карбидов в конденсированной фазе и переходом оксидов редкоземельных элементов в газовую фазу, которую отводят из реакционного объема и конденсируют при температуре Т=300 К.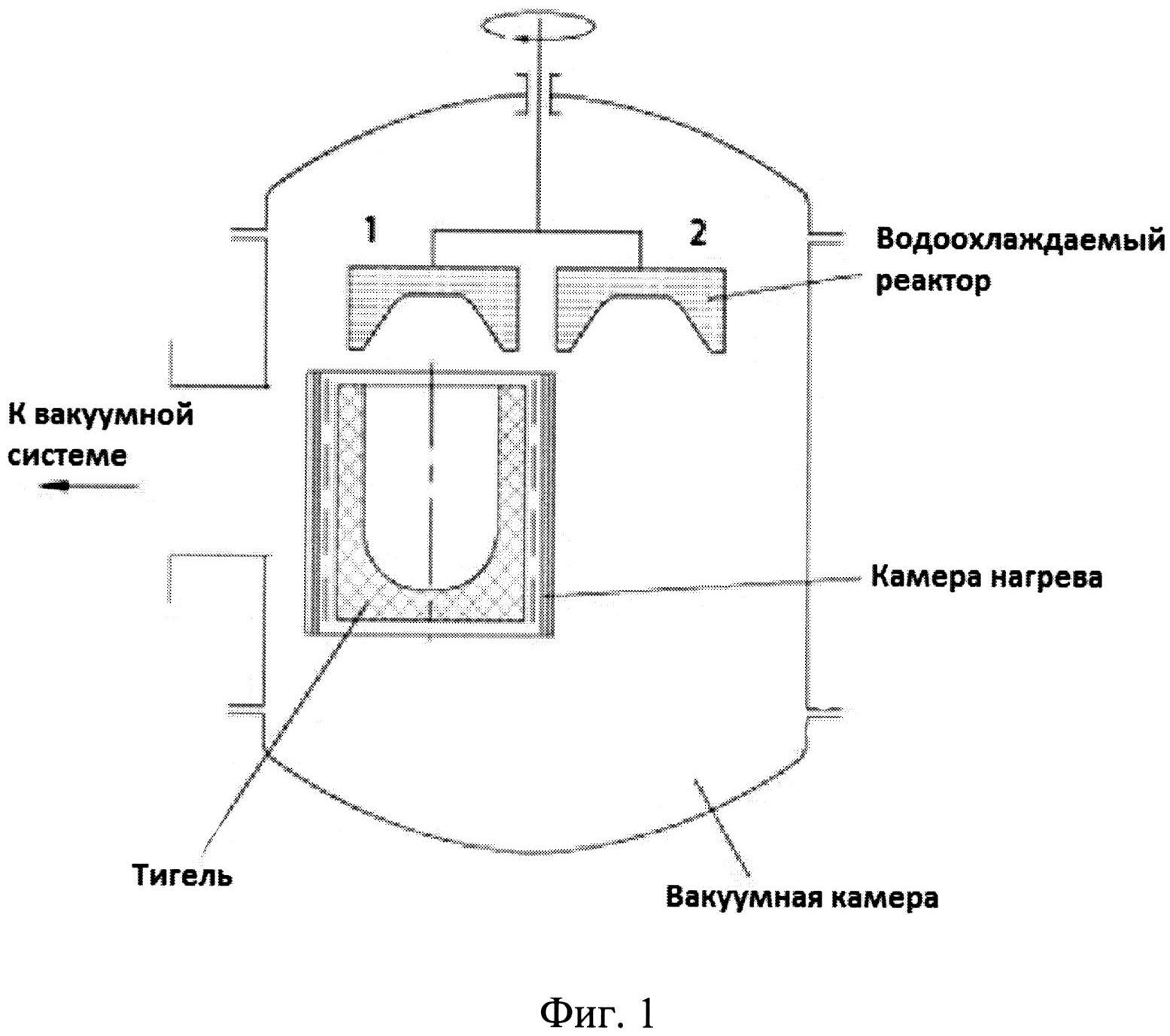
Способ изготовления керамики на основе композита нитрид кремния - нитрид титана
Способ плазменного напыления с насадкой к плазмотрону и устройство для его осуществления
Высокопрочная дисперсионно-твердеющая азотосодержащая коррозионно-стойкая аустенитная сталь
Способ получения пористых материалов из альгината натрия и поливинилпирролидона, содержащих фосфаты кальция
Сферический порошок псевдосплава на основе вольфрама и способ его получения
Керамический материал с низкой температурой спекания на основе системы диоксида циркония - оксида алюминия - оксида кремния
Керамический композиционный материал
Способ получения окрашенного однофазного пирофосфата кальция
Способ определения площади контакта оправки и заготовки при винтовой прошивке
Керметный порошок для плазменного напыления
Способ плазменного производства порошков неорганических материалов и устройство для его осуществления

