СПОСОБ ИЗГОТОВЛЕНИЯ ТОЧНЫХ ШТАМПОВОК
Вид РИД
Изобретение
Изобретение относится к способам изготовления изделий пластической деформацией.
Известен способ штамповки цилиндрических шестерен с оформленными зубьями из углеродистых и легированных сталей, который включает изготовление исходной заготовки, термообработку в виде нагрева, в том числе до горячего состояния, и штамповку за два-три перехода. Способ обеспечивает геометрическую точность поковок по 13-14 квалитету (см. В.В.Девятов «Малоотходная технология обработки материалов давлением». - М.: Машиностроение, 1986 г., стр.90-91).
Недостатками способа являются:
1. Невысокая геометрическая точность сложнопрофильных поверхностей.
2. Большая номенклатура штамповочных инструментов при их низкой стойкости.
Известен способ изготовления мелких изделий в виде тел вращения сложной формы, который включает изготовление исходной заготовки, отжиг исходной заготовки до НВ≤200, холодную объемную штамповку за несколько операций, термическую обработку в виде отжига после каждой штамповочной операции и тщательную очистку поверхностей после отжига. Способ обеспечивает точность геометрических размеров до 0,02-0,05 мм и шероховатость поверхностей до 6-8 класса (см. А.Н.Брюханов «Ковка и объемная штамповка». - М.: Машиностроение, 1975 г., стр.315-316, §4). Способ принят за прототип.
Недостатками способа являются:
1. Способ может использоваться только для изготовления изделий из высокопластичных металлов и сплавов;
2. Большой объем штамповочных операций и сопутствующих им операций отжига для снятия наклепа и очистки поверхностей после отжига;
3. Большая номенклатура штамповочных инструментов с низкой эксплуатационной стойкостью ручьевых вставок;
4. Для реализации способа требуется чеканочный пресс.
Задачей предлагаемого изобретения является увеличение номенклатуры изготавливаемых методом пластической деформации изделий с поверхностями без обработки резанием, в том числе со сложнопрофильной поверхностью, отличной от тел вращения.
Техническим результатом предлагаемого изобретения является обеспечение высокой точности и малой шероховатости при изготовлении изделий пластической деформацией, в том числе из высокопрочных конструкционных материалов.
Указанный технический результат достигается тем, что в способе изготовления изделий со сложнопрофильной поверхностью, включающем пластическое деформирование исходной заготовки и термообработку, новым является то, что пластическое деформирование осуществляют за две операции, на первой из которых производят выдавливание нагретой до температуры деформации исходной заготовки с получением полуфабриката, имеющего поверхности с припуском на окончательную обработку, а на второй операции полуфабрикат пластически деформируют в холодном состоянии путем редуцирования поверхностей с припуском и/или выдавливания на них полостей, при этом осуществляют разупрочняющую термообработку между упомянутыми операциями пластического деформирования.
Величина припуска определяется материалом и геометрической точностью изделия. Благодаря указанным отличительным признакам повышается геометрическая точность поверхностей, деформированных в холодном состоянии до 10 квалитета, снижается их шероховатость, что позволяет использовать изделия с поверхностями после пластической деформации без последующей обработки резанием. Способ позволяет снизить количество используемой оснастки для пластической деформации. Повышается ее стойкость. Простота и надежность предлагаемого способа позволяет расширить номенклатуру деталей с торцевой, боковой или торцевой и боковой поверхностью, в том числе со сложнопрофильной, полученной пластической деформацией без последующей обработки резанием.
На основании изложенного можно сделать вывод, что предлагаемое техническое решение обладает «новизной» и «изобретательским уровнем».
Сущность предлагаемого изобретения поясняется чертежами, где на:
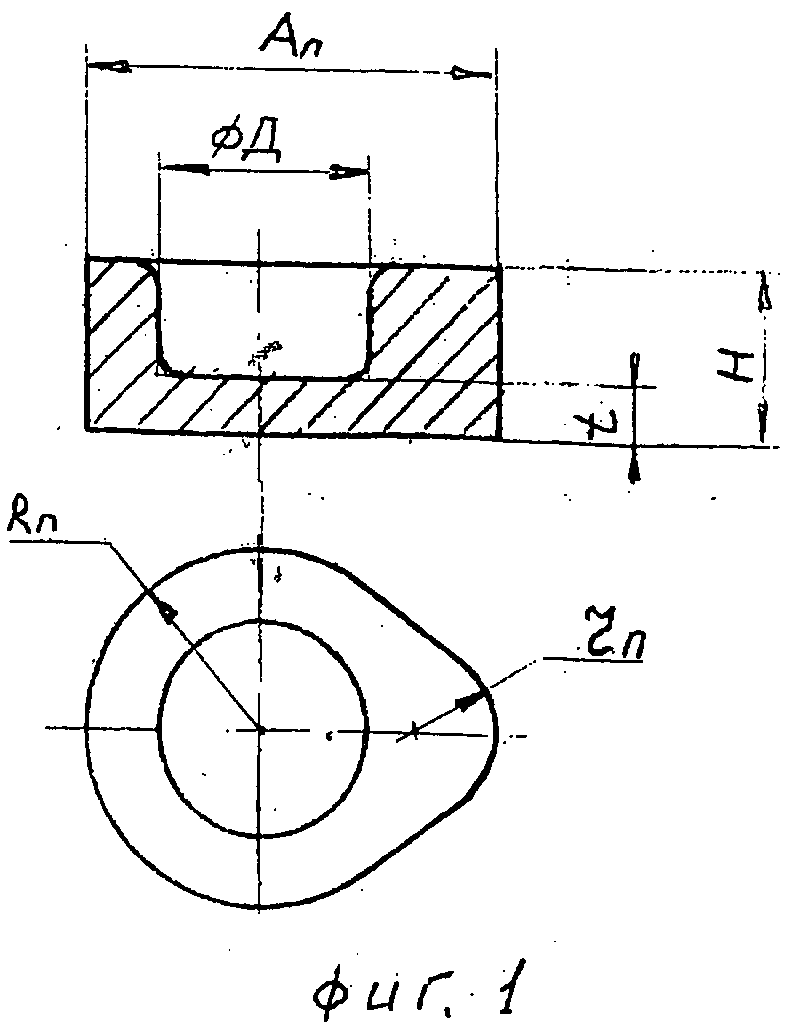
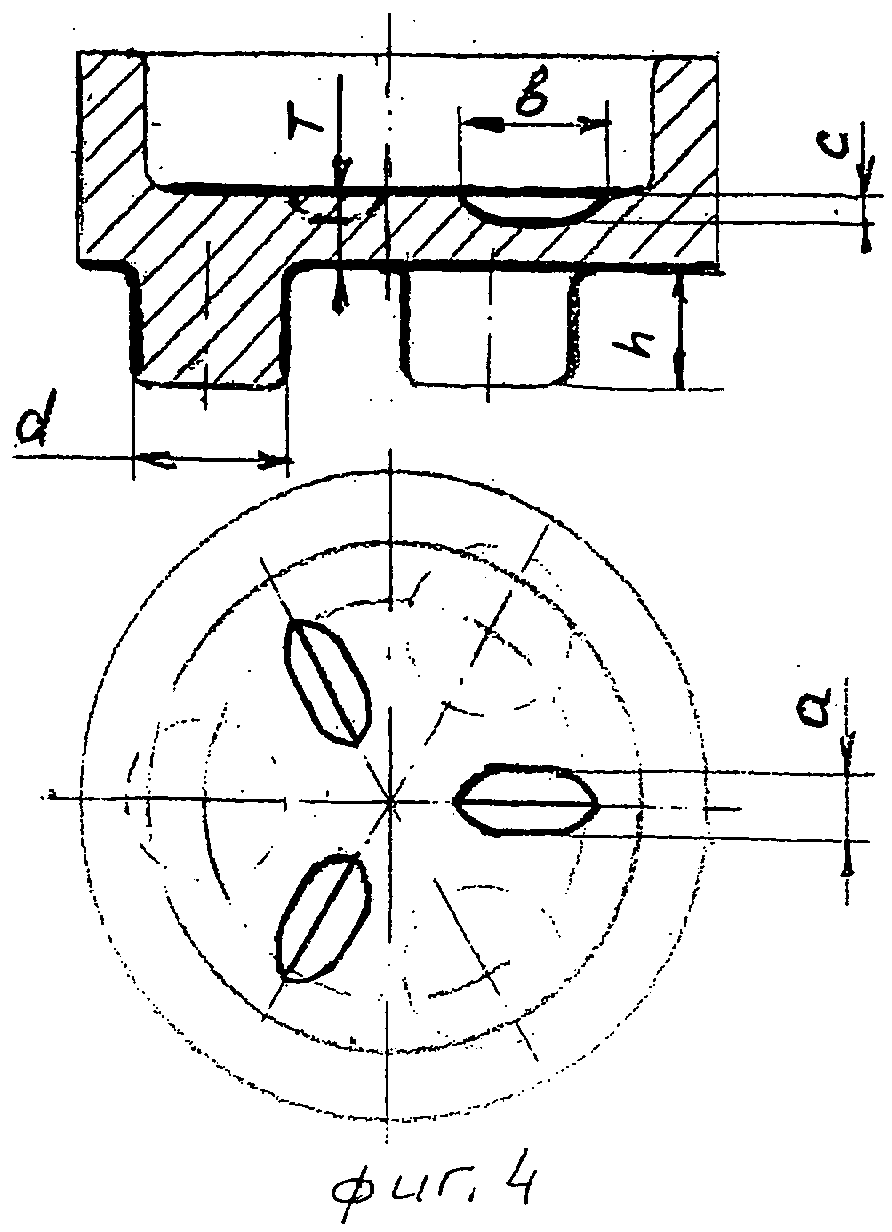
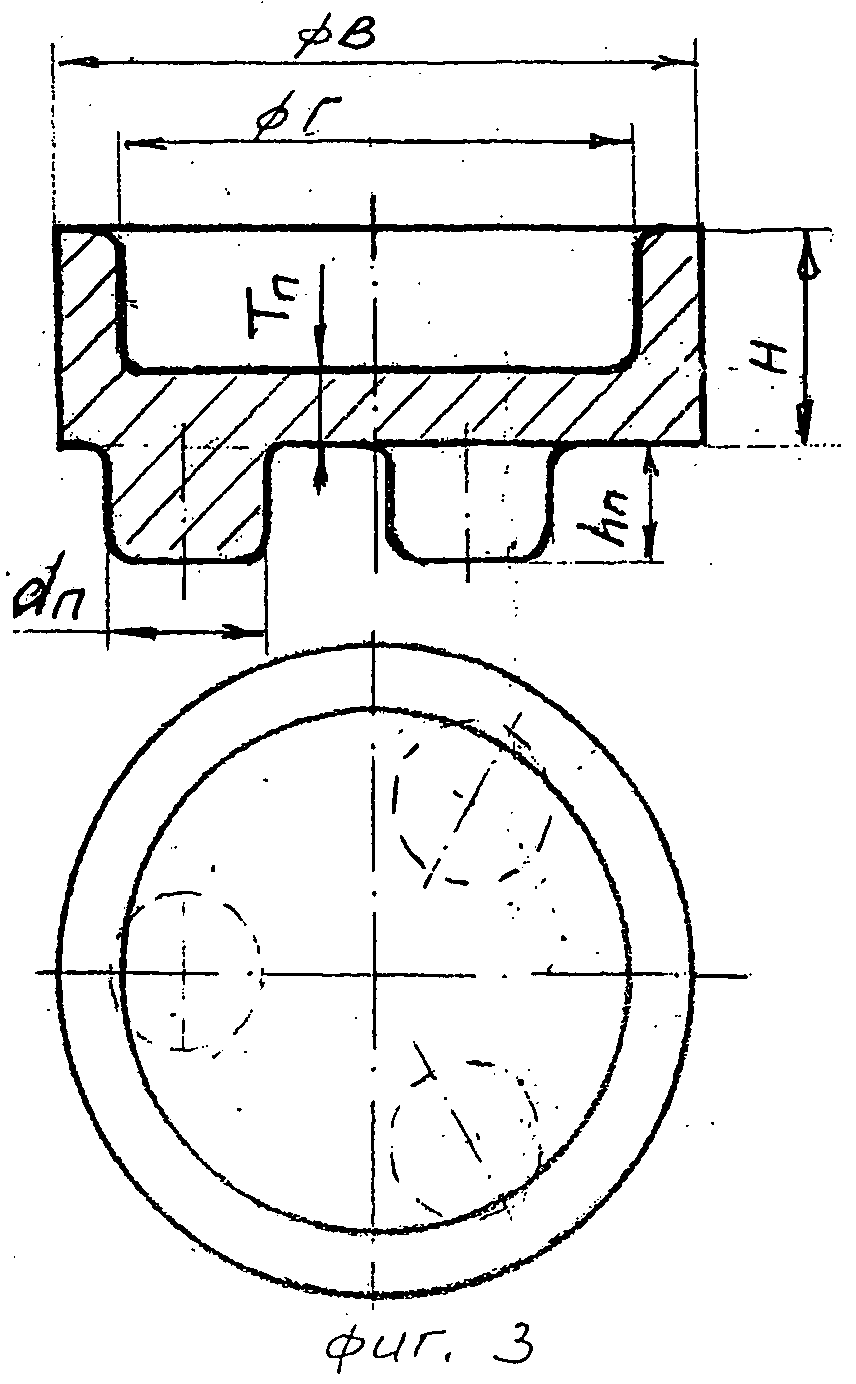
- на фиг.1, 3 изображен полый полуфабрикат, полученный выдавливанием с нагревом исходной заготовки до температуры деформации; на фиг.2 - изделие, полученное холодной пластической деформацией путем редуцирования сложнопрофильной наружной поверхности; на фиг.4 - изделие, полученное холодной пластической деформацией путем редуцирования трех бобышек, калибровки торцов и выдавливания трех полостей на внутреннем торце, где An, Rn, rn, Tn, dn - геометрические размеры полуфабриката с припуском на окончательную обработку холодной пластической деформацией; A; R; r, Т, h, d, a, b, с - геометрические размеры изделия, полученные холодной пластической деформацией; ⌀Д, ⌀В, ⌀Г, Н, t - геометрические размеры полуфабриката без припуска на окончательную обработку холодной пластической деформацией.
Способ реализуется следующим образом: отрезок прутка с объемом, равным объему изделия, нагревают до температуры деформации и выдавливают полуфабрикат, как показано на фиг.1, 3. Выдавленный полуфабрикат отжигают для придания металлу пластичности, очищают от окислов, например дробеструйной очисткой. Смазывают полуфабрикат и подвергают его холодной пластической деформации путем редуцирования наружной поверхности на гидравлическом прессе в размеры изделия, как показано на фиг.2, или одновременно редуцируют часть наружных поверхностей, калибруют торцы и выдавливают дополнительные неглубокие полости в изделии, как на фиг.4, которые также не требуют последующей обработки резанием.
Примеры использования.
Пример 1. Отрезок прутка из стали 30ХН2МФА с объемом, равным объему полуфабриката, нагрели до температуры деформации и выдавили пустотелый полуфабрикат, отличный от тела вращения с размерами Rn=18,5 мм, An=45 мм, rn=9,5 мм, Н=18 мм, t=6 мм, ⌀Д=24 мм (как на фиг.1). Выдавленный полуфабрикат отожгли для придания металлу пластичности, очистили от окислов, смазали и редуцировали наружную поверхность на гидравлическом прессе. После холодной пластической деформации получили изделие с размерами Rn=18,5-0,1 мм, r=9-0,1 мм, А=44-0,2 мм, с шероховатостью поверхностей менее RZ20. Полученная точность и шероховатость редуцированных поверхностей не требуют обработки резанием.
Пример 2. Отрезок прутка из стали 30ХГСА нагрели до температуры деформации и на прессе К0036 с номинальным усилием 400 т выдавили пустотелый полуфабрикат с тремя бобышками на торце (как на фиг.3) с размерами: ⌀В=72 мм, ⌀Д=58 мм, ⌀Г=43,5 мм, Tn=8 мм, dn=19 мм, hn=12, Н=25 мм. Выдавленный полуфабрикат отожгли для придания металлу пластичности, очистили от окислов, смазали и в холодном состоянии на гидравлическом прессе усилием 250 т, редуцировали наружную поверхность трех бобышек, а на внутреннем торце выдавили три полости. Одновременно были откалиброваны торцы полуфабриката. После холодной пластической деформации получили изделие с размерами бобышек d=18-0,19 мм; h=12+0,5 мм; размерами полостей а=8+0,2 мм; в=16+0,4 мм; с=3+0,2 мм и толщиной дна Т=7,6-0,2 мм шероховатостью поверхностей менее Rz20. Обработка резанием указанных поверхностей не требуется.
Способ изготовления изделий со сложнопрофильной поверхностью, включающий пластическое деформирование исходной заготовки и термообработку, отличающийся тем, что пластическое деформирование осуществляют за две операции, на первой из которых производят выдавливание нагретой до температуры деформации исходной заготовки с получением полуфабриката, имеющего поверхности с припуском на окончательную обработку, а на второй операции полуфабрикат пластически деформируют в холодном состоянии путем редуцирования поверхностей с припуском и/или выдавливания на них полостей, при этом осуществляют разупрочняющую термообработку между упомянутыми операциями пластического деформирования.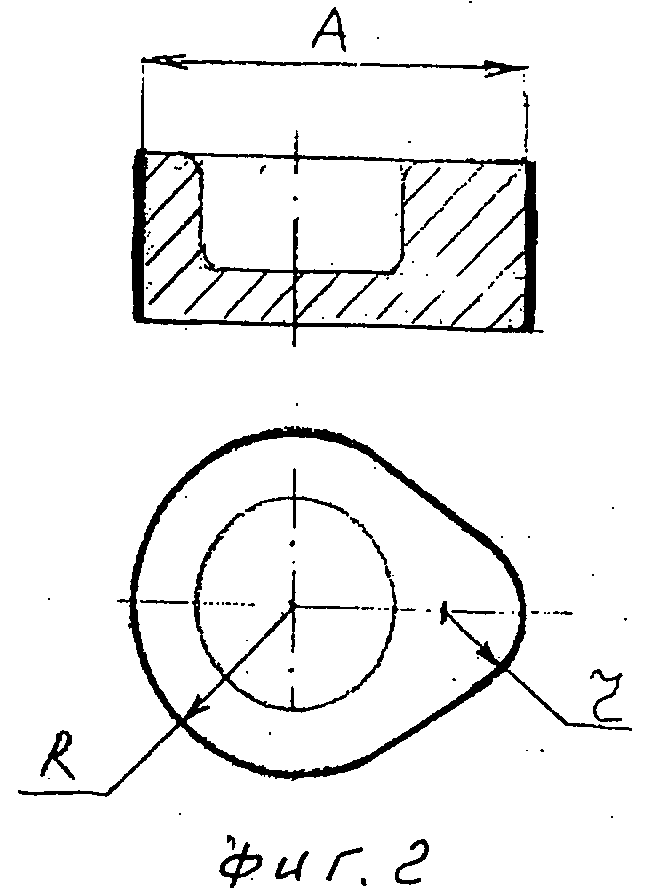
Стрелковое оружие для стрельбы с плеча с устройством для бесшумного ношения
Боевой роботизированный модуль
Оружейная установка
Мишенный комплекс с малоразмерными радиоуправляемыми мишенями
Информационно-вычислительная система дистанционно-управляемого подвижного объекта
Воздушная мишень
Многофункциональный робототехнический комплекс обеспечения боевых действий
Способ изготовления оболочек
Телескопический приклад
Сошка стрелкового оружия
Стрелковое оружие для стрельбы с плеча с устройством для бесшумного ношения
Боевой роботизированный модуль
Оружейная установка
Мишенный комплекс с малоразмерными радиоуправляемыми мишенями
Информационно-вычислительная система дистанционно-управляемого подвижного объекта
Воздушная мишень
Многофункциональный робототехнический комплекс обеспечения боевых действий
Способ изготовления оболочек
Телескопический приклад
Сошка стрелкового оружия

