СПОСОБ ИЗГОТОВЛЕНИЯ ТОЧНЫХ ШТАМПОВОК
Вид РИД
Изобретение
Изобретение относится к способам изготовления изделий пластической деформацией.
Известен способ штамповки цилиндрических шестерен с оформленными зубьями из углеродистых и легированных сталей, который включает изготовление исходной заготовки, термообработку в виде нагрева, в том числе до горячего состояния, и штамповку за два-три перехода. Способ обеспечивает геометрическую точность поковок по 13-14 квалитету (см. В.В.Девятов «Малоотходная технология обработки материалов давлением». - М.: Машиностроение, 1986 г., стр.90-91).
Недостатками способа являются:
1. Невысокая геометрическая точность сложнопрофильных поверхностей.
2. Большая номенклатура штамповочных инструментов при их низкой стойкости.
Известен способ изготовления мелких изделий в виде тел вращения сложной формы, который включает изготовление исходной заготовки, отжиг исходной заготовки до НВ≤200, холодную объемную штамповку за несколько операций, термическую обработку в виде отжига после каждой штамповочной операции и тщательную очистку поверхностей после отжига. Способ обеспечивает точность геометрических размеров до 0,02-0,05 мм и шероховатость поверхностей до 6-8 класса (см. А.Н.Брюханов «Ковка и объемная штамповка». - М.: Машиностроение, 1975 г., стр.315-316, §4). Способ принят за прототип.
Недостатками способа являются:
1. Способ может использоваться только для изготовления изделий из высокопластичных металлов и сплавов;
2. Большой объем штамповочных операций и сопутствующих им операций отжига для снятия наклепа и очистки поверхностей после отжига;
3. Большая номенклатура штамповочных инструментов с низкой эксплуатационной стойкостью ручьевых вставок;
4. Для реализации способа требуется чеканочный пресс.
Задачей предлагаемого изобретения является увеличение номенклатуры изготавливаемых методом пластической деформации изделий с поверхностями без обработки резанием, в том числе со сложнопрофильной поверхностью, отличной от тел вращения.
Техническим результатом предлагаемого изобретения является обеспечение высокой точности и малой шероховатости при изготовлении изделий пластической деформацией, в том числе из высокопрочных конструкционных материалов.
Указанный технический результат достигается тем, что в способе изготовления изделий со сложнопрофильной поверхностью, включающем пластическое деформирование исходной заготовки и термообработку, новым является то, что пластическое деформирование осуществляют за две операции, на первой из которых производят выдавливание нагретой до температуры деформации исходной заготовки с получением полуфабриката, имеющего поверхности с припуском на окончательную обработку, а на второй операции полуфабрикат пластически деформируют в холодном состоянии путем редуцирования поверхностей с припуском и/или выдавливания на них полостей, при этом осуществляют разупрочняющую термообработку между упомянутыми операциями пластического деформирования.
Величина припуска определяется материалом и геометрической точностью изделия. Благодаря указанным отличительным признакам повышается геометрическая точность поверхностей, деформированных в холодном состоянии до 10 квалитета, снижается их шероховатость, что позволяет использовать изделия с поверхностями после пластической деформации без последующей обработки резанием. Способ позволяет снизить количество используемой оснастки для пластической деформации. Повышается ее стойкость. Простота и надежность предлагаемого способа позволяет расширить номенклатуру деталей с торцевой, боковой или торцевой и боковой поверхностью, в том числе со сложнопрофильной, полученной пластической деформацией без последующей обработки резанием.
На основании изложенного можно сделать вывод, что предлагаемое техническое решение обладает «новизной» и «изобретательским уровнем».
Сущность предлагаемого изобретения поясняется чертежами, где на:
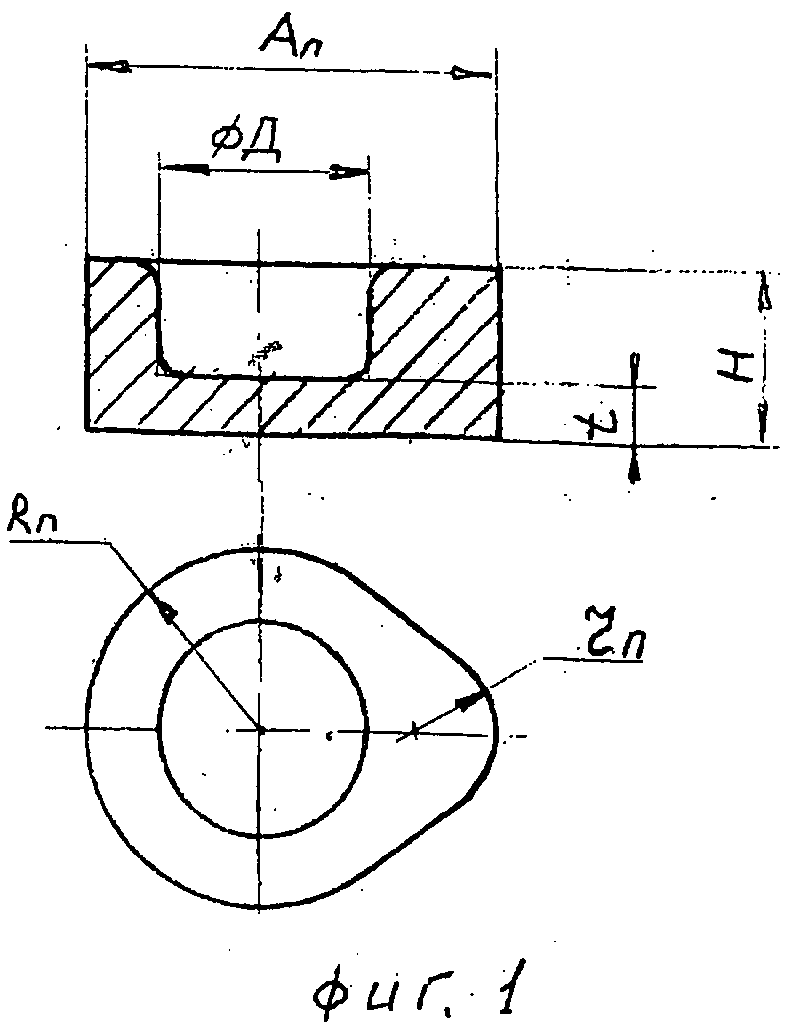
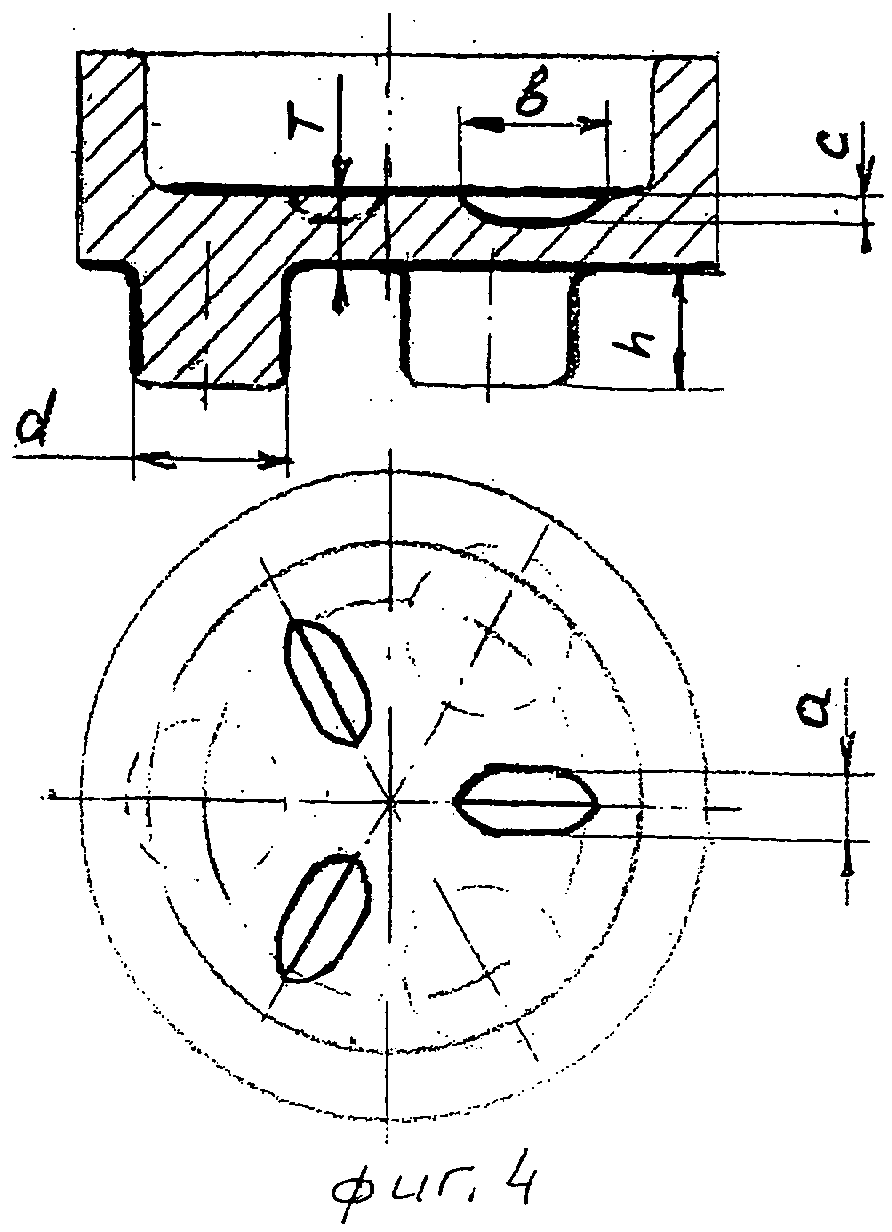
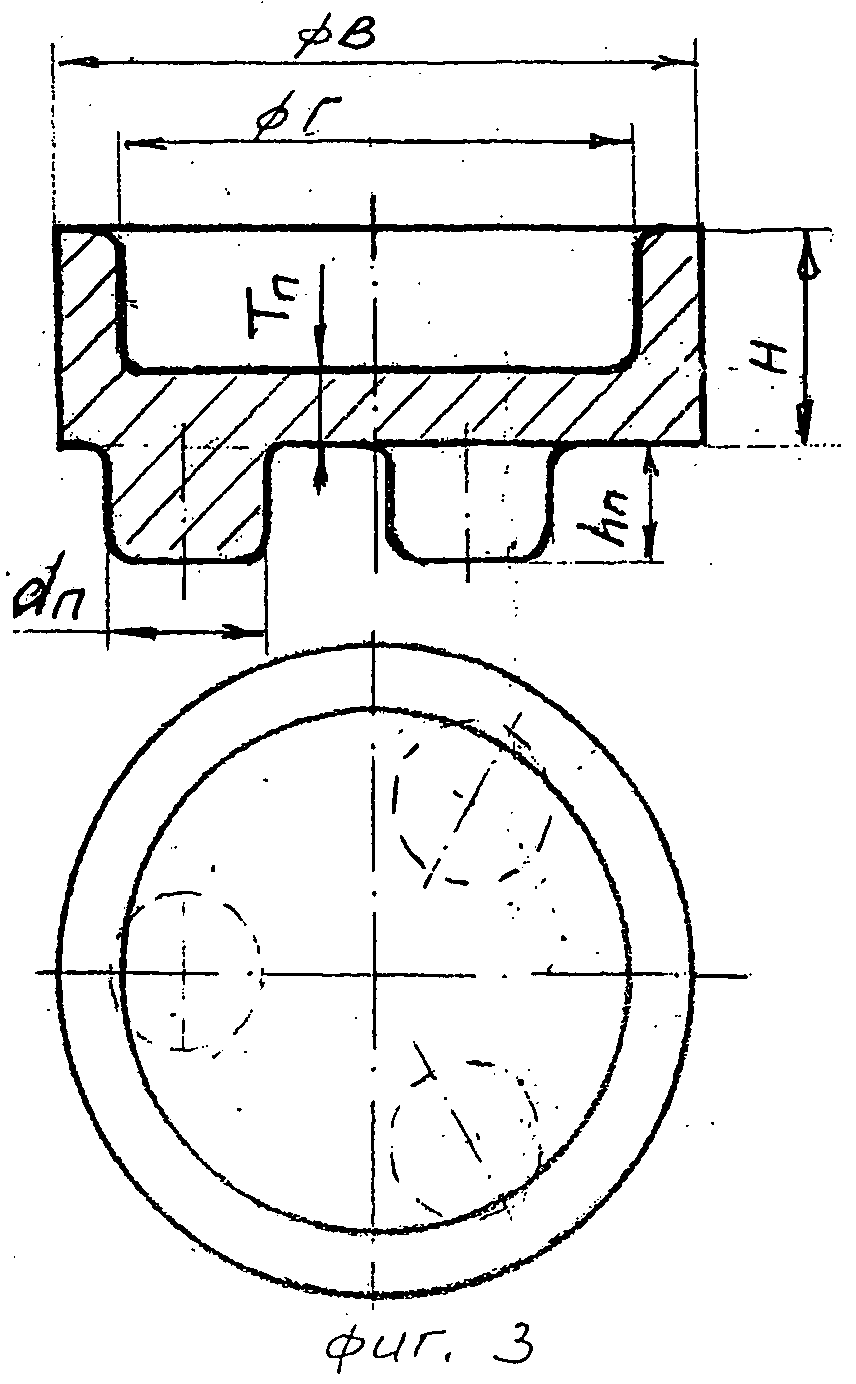
- на фиг.1, 3 изображен полый полуфабрикат, полученный выдавливанием с нагревом исходной заготовки до температуры деформации; на фиг.2 - изделие, полученное холодной пластической деформацией путем редуцирования сложнопрофильной наружной поверхности; на фиг.4 - изделие, полученное холодной пластической деформацией путем редуцирования трех бобышек, калибровки торцов и выдавливания трех полостей на внутреннем торце, где An, Rn, rn, Tn, dn - геометрические размеры полуфабриката с припуском на окончательную обработку холодной пластической деформацией; A; R; r, Т, h, d, a, b, с - геометрические размеры изделия, полученные холодной пластической деформацией; ⌀Д, ⌀В, ⌀Г, Н, t - геометрические размеры полуфабриката без припуска на окончательную обработку холодной пластической деформацией.
Способ реализуется следующим образом: отрезок прутка с объемом, равным объему изделия, нагревают до температуры деформации и выдавливают полуфабрикат, как показано на фиг.1, 3. Выдавленный полуфабрикат отжигают для придания металлу пластичности, очищают от окислов, например дробеструйной очисткой. Смазывают полуфабрикат и подвергают его холодной пластической деформации путем редуцирования наружной поверхности на гидравлическом прессе в размеры изделия, как показано на фиг.2, или одновременно редуцируют часть наружных поверхностей, калибруют торцы и выдавливают дополнительные неглубокие полости в изделии, как на фиг.4, которые также не требуют последующей обработки резанием.
Примеры использования.
Пример 1. Отрезок прутка из стали 30ХН2МФА с объемом, равным объему полуфабриката, нагрели до температуры деформации и выдавили пустотелый полуфабрикат, отличный от тела вращения с размерами Rn=18,5 мм, An=45 мм, rn=9,5 мм, Н=18 мм, t=6 мм, ⌀Д=24 мм (как на фиг.1). Выдавленный полуфабрикат отожгли для придания металлу пластичности, очистили от окислов, смазали и редуцировали наружную поверхность на гидравлическом прессе. После холодной пластической деформации получили изделие с размерами Rn=18,5-0,1 мм, r=9-0,1 мм, А=44-0,2 мм, с шероховатостью поверхностей менее RZ20. Полученная точность и шероховатость редуцированных поверхностей не требуют обработки резанием.
Пример 2. Отрезок прутка из стали 30ХГСА нагрели до температуры деформации и на прессе К0036 с номинальным усилием 400 т выдавили пустотелый полуфабрикат с тремя бобышками на торце (как на фиг.3) с размерами: ⌀В=72 мм, ⌀Д=58 мм, ⌀Г=43,5 мм, Tn=8 мм, dn=19 мм, hn=12, Н=25 мм. Выдавленный полуфабрикат отожгли для придания металлу пластичности, очистили от окислов, смазали и в холодном состоянии на гидравлическом прессе усилием 250 т, редуцировали наружную поверхность трех бобышек, а на внутреннем торце выдавили три полости. Одновременно были откалиброваны торцы полуфабриката. После холодной пластической деформации получили изделие с размерами бобышек d=18-0,19 мм; h=12+0,5 мм; размерами полостей а=8+0,2 мм; в=16+0,4 мм; с=3+0,2 мм и толщиной дна Т=7,6-0,2 мм шероховатостью поверхностей менее Rz20. Обработка резанием указанных поверхностей не требуется.
Способ изготовления изделий со сложнопрофильной поверхностью, включающий пластическое деформирование исходной заготовки и термообработку, отличающийся тем, что пластическое деформирование осуществляют за две операции, на первой из которых производят выдавливание нагретой до температуры деформации исходной заготовки с получением полуфабриката, имеющего поверхности с припуском на окончательную обработку, а на второй операции полуфабрикат пластически деформируют в холодном состоянии путем редуцирования поверхностей с припуском и/или выдавливания на них полостей, при этом осуществляют разупрочняющую термообработку между упомянутыми операциями пластического деформирования.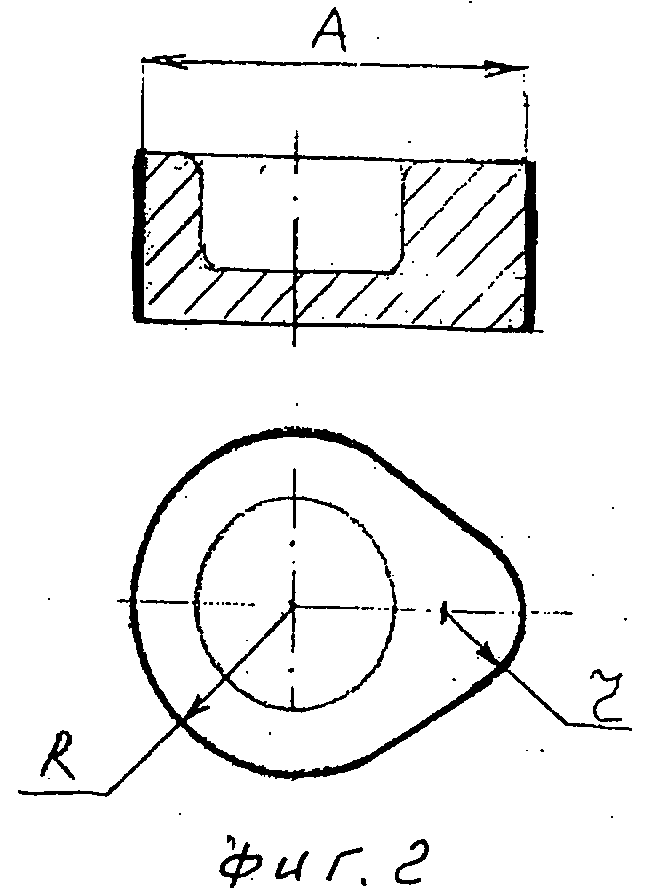
Способ функционирования топопривязчика в режиме контрольно-корректирующей станции
Стенд для закалки валов и трубных деталей
Подвижные части автоматического стрелкового оружия
Ствольное оружие
Диоптрический прицел
Способ автоматизированного формирования локальных геодезических сетей высокого класса точности
Устройство для обработки текучим абразивом отверстий длинномерных деталей
Набор металлических каркасных конструкций для создания транспортной мебели
Учебно-тренировочный комплект для обучения операторов переносных зенитных ракетных комплексов
Устройство для намотки гибкого длинномерного материала
Способ функционирования топопривязчика в режиме контрольно-корректирующей станции
Стенд для закалки валов и трубных деталей
Подвижные части автоматического стрелкового оружия
Ствольное оружие
Диоптрический прицел
Способ автоматизированного формирования локальных геодезических сетей высокого класса точности
Устройство для обработки текучим абразивом отверстий длинномерных деталей
Набор металлических каркасных конструкций для создания транспортной мебели
Учебно-тренировочный комплект для обучения операторов переносных зенитных ракетных комплексов
Устройство для намотки гибкого длинномерного материала

