Результат интеллектуальной деятельности: СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к механической обработке металлов, в частности, к способам охлаждения и смазки режущих инструментов посредством применения смазочно-охлаждающих технологических средств (СОТС) и их компонентов.
Известен способ охлаждения зоны резания ионизированным воздухом путем его продувки под избыточным давлением через специальный ионизатор [1].
Другой способ подачи СОТС в зону резания представляет собой подачу СОТС в зону резания в виде распыленных ионизированных жидкостей [2].
Недостатками этих способов являются невысокие смазочные и охлаждающие способности таких СОТС в связи с недостаточной химической активностью СОТС при образовании смазочных пленок, а также незначительными изменениями температуры (по сравнению с окружающей) ионизированного и распыленного воздуха.
В промышленности нашел применение способ охлаждения и смазки зоны резания охлажденным в вихревой трубке воздухом, в который для усиления смазочного эффекта дополнительно вводится сульфофрезол [3].
Основным недостатком этого способа является необходимость применения высоких (более 5-6 атм.) давлений на входе вихревой трубки для получения отрицательного значения температур на ее холодном выходе. К недостаткам также относятся невысокий смазочный эффект у потока охлажденного воздуха при его использовании без дополнительного введения в его состав смазочных компонентов и значительная загазованность окружающей среды аэрозолем при наличии смазочного компонента в воздушном потоке.
Наиболее близким по технической сущности и достигаемому эффекту является способ подачи СОТС в зону резания в виде ионизированного увлажненного воздуха [4].
Основным недостатком данного способа является недостаточно высокая стойкость инструментов, обусловленная низкими охлаждающими характеристиками увлажненного ионизированного воздушного потока.
Техническим результатом изобретения является повышение стойкости металлорежущих инструментов путем совокупного действия охлаждающего эффекта, вызванного предварительно охлажденными активированными коронным и барьерным разрядами газообразными СОТС, и смазочного эффекта, обусловленного действием активированных электрическими разрядами газообразных СОТС, как индивидуальных, так и имеющих в своем составе микродозы воды, дополнительно введенных в их состав.
Технический результат достигается тем, что газовый (в частности, воздушный) поток имел двухстадийное охлаждение. На первой стадии охлаждение осуществлялось в вихревой трубке (эффект Ранка-Хилша) с температур 20-24°C до температур от 10-14°C (при давлении на входе 1 атм.) до 1-2°C (при давлении 4 атм.). Дальнейшее охлаждение до температур от 0°C до минус 20°C осуществлялось посредством сопла Лаваля, установленного на холодном выходе вихревой трубки. Использование сопла Лаваля позволяет получить расширяющийся воздушных поток, эффективно охлаждающий зону резания. При температурах ниже минус 20°C наблюдалась дестабилизация процесса охлаждения из-за налипания образующегося из паров воды льда на критическом сечении сопла Лаваля. Давление на входе в вихревую трубку составляло от 1 до 4 атм. При необходимости, во входящий в вихревую трубку газовый поток дополнительно вводились пары воды в количестве 0,05-4,5 г/час. Охлажденный увлажненный воздух подавался в зону резания через специальное сопло Лаваля, установленное на холодном выходе вихревой трубки. Расстояние от сопла до зоны резания составляло 20-100 мм. Уменьшение расстояния менее 20 мм или превышение свыше 100 мм приводило, в первом случае, к нестабильности поступления ионно-воздушной СОТС с микродозами воды в контактную зону инструмента с обрабатываемым материалом в результате помех, возникающих со стороны стружки, во втором - к уменьшению охлаждающей функции СОТС, в результате ее нагрева и смешивания с окружающим воздухом.
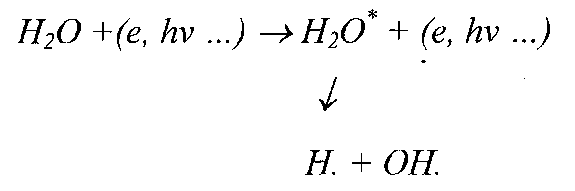
Охлажденный газовый поток, в том числе и с находящимися в его составе микродозами воды, активировался электрическими разрядами на выходе из сопла Лаваля вихревой трубки, к которому было приложено соответствующее напряжение. Молекулы воды, находящиеся в газовом потоке в результате достижения точки росы при его охлаждении, а также в результате принудительного увлажнения воздуха на входе в вихревую трубку, взаимодействуя с различными энергетическими частицами, образованными при действии электрических разрядов, переходят в возбужденное состояние и преобразуются по радикально-цепному механизму согласно реакциям:
При взаимодействии гидроксильных радикалов образуется перекись водорода, эффект которой при резании обусловлен способностью выделять активный кислород
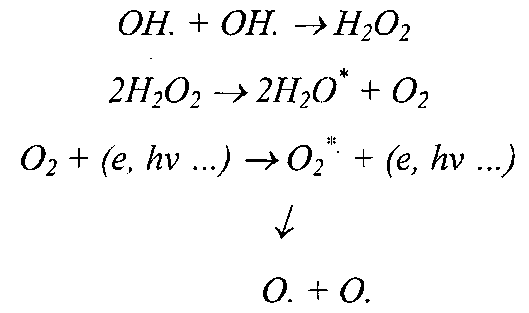
где (e, hv…) - энергетические частицы, образованные при действии разрядов; H2O*, O* - возбужденные молекулы воды и кислорода; H., OH., O. - химические радикалы.
Активные в химическом отношении радикалы кислорода при взаимодействии со свежевскрытыми металлическими поверхностями контактной зоны образуют оксидные пленки, которые выполняют функции смазочного материала между инструментальным и обрабатываемым материалами.
Охлаждение зоны резания осуществляется активированным коронным или барьерным разрядами охлажденным газовым потоком.
Апробация предлагаемого способа осуществлялась при лезвийной обработке представителей различных групп конструкционных материалов: углеродистая сталь 45, хромистая сталь 40Х, нержавеющая аустенитная сталь 12Х18Н10Т, титановый сплав ВТ6. Резание проводилось на операциях точения и фрезерования инструментами, изготовленными из быстрорежущих сталей Р6М5, Р9 и оснащенными пластинками твердого сплава Т5К10, ВК6. В качестве смазочного компонента использовались: дистиллированная вода.
Примеры предлагаемого способа.
При точении углеродистой стали 45 упорнопроходными резцами из быстрорежущей стали Р6М5 и твердого сплава Т5К10 при глубине резания t=0,5 мм, подаче S=0,1 мм/об и скорости резания, соответственно V=1,0 м/с и V=3,5 м/с в качестве СОТС использовались: ионизированный коронным разрядом воздушный поток, дистиллированная вода с подачей в зону контакта посредством охлажденного ионизированного воздушного потока. Температура воздушного потока изменялась от 0°C до минус 20°C. Количество воды, подаваемой в контактную зону, составляло 0,05-4,5 г/час. Расстояние от сопла Лаваля до зоны контакта изменялось от 20 до 100 мм. За критерий износа принимался износ по задней поверхности резцов до достижения высоты фаски износа 0,6 мм. Результаты изменения стойкостных характеристик инструментов приведены в табл.1.
|
|
|
Соотношение полученных результатов лезвийной обработки при использовании барьерного разряда, а так же для различных операций других обрабатываемых и инструментальных материалов близки к приведенным в таблице.
Литература
1. UK Patent GB №2243319 В Apparatus for machining materials by cutting. Invantors: Akhmetzyanov I.D., Vereschagin LP., Dogadin G.S, Lilin V.I., Suslov A.D., Terentiev A.G.
2. A.c. СССР №210609. Способ охлаждения и смазки распыленными ионизированными жидкостями. Авторы: Латышев В.Н., Солодихин А.Е., Горбунова Е.В.
3. Курносов Н.Е., Тарнопольский А.В. Применение вихревого способа подготовки и подачи воздушно-жидкостного аэрозоля СОТС в зону резания // Вестник машиностроения. 2007. №10. С.52-54.
4. Патент РФ №2288088. Способ подачи смазочно-охлаждающих технологических средств (СОТС). Авторы: Наумов А.Г., Латышев В.Н., Мишуров С.С, Наумова О.А.
Способ подачи смазочно-охлаждающих технологических средств
Способ подачи смазочно-охлаждающих технологических средств
Способ охлаждения и смазки режущих инструментов

