Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННО-ЛЕГИРОВАННОГО ПОРОШКА ЖЕЛЕЗА ИЛИ ПОРОШКА НА ОСНОВЕ ЖЕЛЕЗА, ДИФФУЗИОННО-ЛЕГИРОВАННЫЙ ПОРОШОК, КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ ДИФФУЗИОННО-ЛЕГИРОВАННЫЙ ПОРОШОК, И ПРЕССОВАННАЯ И СПЕЧЕННАЯ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ УПОМЯНУТОЙ КОМПОЗИЦИИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
В целом, настоящее изобретение относится к новому диффузионно-легированному порошку железа или порошку на основе железа, который может быть использован для получения из него спеченных порошковых металлургических изделий, а также к способу получения нового порошка.
Более конкретно, настоящее изобретение относится к новому способу получения диффузионно-легированного порошка, состоящего из базового порошка железа или порошка на основе железа, включающего частицы легирующего порошка, содержащие медь и никель, связанные с поверхностью базовых частиц.
Настоящее изобретение также относится к диффузионно-легированному порошку, состоящему из базового порошка железа или порошка на основе железа и содержащему частицы легирующего порошка, связанные с поверхностью базовых частиц.
Далее настоящее изобретение относится к композиции из диффузионно-легированного порошка железа или на основе железа.
Кроме того, настоящее изобретение относится к прессованной и спеченной детали, изготовленной из диффузионно-легированной порошковой композиции на основе порошка железа.
Уровень техники
Основное преимущество порошковых металлургических процессов перед традиционными способами, такими как ковка или литье, заключается в том, что детали различной сложности могут быть получены посредством прессования и спекания в окончательном виде, требующем относительно ограниченной механической обработки. Поэтому чрезвычайно важным является тот факт, чтобы изменение размеров во время спекания являлось предсказуемым и чтобы различие в размерах от детали к детали было как можно меньшим. Это особенно важно при использовании высокопрочной стали, с трудом поддающейся механической обработке после спекания.
Следовательно, предпочтительными являются материалы и процессы, обеспечивающие небольшие изменения размеров во время спекания, поскольку близкое к нулю изменение размеров между прессованной и спеченной деталью неизбежно обеспечивает небольшую разницу в изменении размеров от детали к детали.
Для достижения достаточно высокого уровня механических свойств, таких как прочность на растяжение, вязкость, твердость и усталостная прочность, используют различные легирующие элементы и легирующие системы элементов.
Обычно используемым легирующим элементом является углерод, эффективно повышающий прочность и твердость спеченной детали. Углерод почти всегда добавляют в виде графитового порошка и смешивают с порошком на основе железа до прессования (компактирования), поскольку сжимаемость (прессуемость) порошка на основе железа оказывается неэффективной из-за отверждающего действия углерода при предварительном легировании данным элементом порошка на основе железа.
Другим обычно используемым элементом является медь, которая также улучшает способность к упрочнению спеченной детали и, кроме того, способствует спеканию, поскольку при температурах спекания формируется жидкая фаза, усиливающая диффузию. Проблема при использовании порошковой меди заключается в том, что она вызывает вспучивание во время спекания.
Никель является другим элементом, обычно используемым благодаря своему действию по повышению способности к упрочнению, а также положительному влиянию на вязкость и удлинение. Никель, добавляемый к порошку на основе железа в виде макрочастиц, а также в виде предварительного легирования, вызывает усадку во время спекания.
Медь и никель могут быть введены путем предварительного легирования элементами и в виде макрочастиц. Преимущество введения меди и никеля в виде макрочастиц заключается в том, что они не влияют на прессуемость более мягкого порошка на основе железа по сравнению с предварительным легированием легирующими элементами. Однако недостаток заключается в том, что легирующие элементы, которые в большинстве случаев существенно мельче, чем порошок на основе железа, имеют тенденцию сегрегироваться в смеси, вызывая изменения химического состава и механических свойств спеченных деталей. Поэтому предлагались различные способы для предотвращения сегрегации, но сохранения прессуемости базового порошка.
Диффузионное легирование представляет собой один из способов, включающих смешивание тонкоизмельченных легирующих элементов, в металлическом или оксидном состоянии, с порошком на основе железа с последующей стадией отжига при таких условиях, чтобы легирующие металлы диффундировали в поверхность порошка на основе железа. В результате получают частично легированный порошок, имеющий хорошую прессуемость, при этом предотвращается сегрегация легирующих элементов. Однако углерод представляет собой элемент, который не может быть использован в диффузном легировании из-за высокой скорости его диффузии.
Другой известный способ, например, описанный в US 5926686 (Engström et al.), использует органические связующие, образующие «механическую связь» между базовым порошком и легирующими элементами. Данный способ также подходит для связывания графита, тем самым предотвращая сегрегацию углерода.
В патентной литературе предлагается множество диффузионно-легированных порошков на основе железа с использованием легирующего действия меди и/или никеля. Примеры таких порошков приведены в следующих документах.
В US 5567890 (Lindberg et al.) описан порошок на основе железа для получения высокостойких деталей с небольшими местными изменениями размеров. Порошок содержит 0,5-4,5% вес. Ni, 0,65-2,25% вес. Мо и 0,35-0,65% вес. С. Согласно предпочтительному варианту осуществления диффузионное легирование Ni порошка на основе железа, предварительно легированного Мо, порошок смешивают с графитом.
В US 2008/0089801 (Larsson) описана металлическая порошковая комбинация, включающая порошок А на основе железа, состоящий по существу из базовых частиц, предварительно легированных Мо и содержащих 6-15% Cu, диффузно связанных с поверхностью, при этом порошок В состоит по существу из базовых частиц, предварительно легированных Мо и содержащих 4,5-8% вес. Ni, связанных с их поверхностью, а порошок С на основе железа представляет собой по существу из железный порошок, предварительно легированный Мо. Данная комбинация порошков обеспечивает возможность получения спеченных деталей, изменение размеров в которых во время спекания не зависит от количества добавленного графита.
В JP 6116601 описан порошок, который может быть использован для получения спеченных деталей, имеющих высокую статическую и динамическую механическую прочность и небольшое изменение размеров во время спекания. Данный порошок представляет собой порошок на основе железа, содержащий, по меньшей мере, один из таких элементов, как 0,1-2,5% Мо, 0,5-5,0% Ni и 0,5-3,0% Cu, диффузно связанных с поверхностью железных частиц.
В JP 2145702 описан высокочистый железный порошок, содержащий, по меньшей мере, два таких компонента, как 0,5-1,0% порошка Мо, 6-8% порошка Ni и до 2% порошка Cu, диффузно связанных с поверхностью порошка железа. Такой порошок подходит для получения спеченных изделий, имеющих высокую механическую прочность.
В JP 2217401 описана порошковая композиция на основе железа, полученная посредством смешивания двух следующих порошков: [1] сплава, полученного в результате добавления металлических порошков для получения соотношения смешивания, составляющего 0,1-5% Ni и 0,1-2% Cu, и отжига, и [2] сплава, полученного в результате добавления Ni-Cu сплава к восстановленному металлическому порошку для получения соотношения смешивания, составляющего 0,1-5% Ni и 0,1-2% Cu, и отжига. Изменение размеров спеченных деталей, изготовленных из такого порошка, варьируется в зависимости от соотношений смешивания.
Раскрытие изобретения
Целью настоящего изобретения является разработка нового способа получения базового порошка железа или порошка на основе железа, содержащего диффузно связанные медь и никель, который после прессования и спекания имеет пониженный уровень вспучивания и минимальный разброс изменения размеров во время спекания, связанные с изменениями содержания углерода и температуры спекания.
Изменения содержания углерода и температуры спекания часто происходят при промышленном производстве. Таким образом, настоящее изобретение обеспечивает способ существенного снижения уровня влияния таких изменений.
Далее, целью настоящего изобретения является разработка нового диффузно связанного базового порошка железа или порошка на основе железа, содержащего частицы легирующего порошка, связанные с поверхностью базовых частиц, который после прессования и спекания имеет пониженный уровень вспучивания и минимальный разброс изменения размеров во время спекания, связанные с изменениями содержания углерода и температуры спекания.
Кроме того, целью настоящего изобретения является разработка новой диффузионно-легированной порошковой композиции из железа или на основе железа для получения методами порошковой металлургии прессованных и спеченных деталей, имеющих минимальные изменения размеров во время процесса спекания.
И, наконец, целью настоящего изобретения является разработка прессованной и спеченной детали, получаемой из диффузионно-легированной порошковой композиции на основе железа, имеющей минимальные изменения размеров от компонента к компоненту.
Согласно настоящему изобретению данные цели могут быть достигнуты благодаря получению унитарного легирующего порошка, способного формировать частицы содержащего Cu и Ni сплава, смешивания унитарного легирующего порошка с базовым порошком и нагревания смешанных порошков в неокислительной или восстановительной атмосфере до температуры 500-1000°С в течение 10-120 минут для превращения легирующего порошка в содержащий Cu и Ni сплав таким образом, чтобы диффузно связать частицы Cu и Ni сплава с поверхностью базового порошка железа или порошка на основе железа. Общее содержание Cu и Ni предпочтительно составляет менее 20% вес., например 1-20% вес., предпочтительно 4-16% вес. Содержание Cu предпочтительно составляет более 4,0% вес. Согласно предпочтительному варианту осуществления содержание Cu составляет 5-15% вес., а содержание Ni составляет 0,5-5% вес., например 8-12% вес. Cu и 1-4,5% вес. Ni.
Согласно одному аспекту настоящего изобретения предложен способ получения диффузионно-легированного порошка, общее содержание меди и никеля в котором составляет максимально 20% вес., содержание меди составляет более 4,0% вес., а соотношение между медью и никелем составляет от 9/1 до 3/1, при этом упомянутый порошок состоит из базового порошка железа или порошка на основе железа, содержащего частицы легирующего порошка, содержащие медь и никель, связанные с поверхностью частиц базового порошка, включающий: получение унитарного легирующего порошка, содержащего медь и никель, при этом упомянутый унитарный легирующий порошок имеет такой гранулометрический состав, чтобы D50 составляло менее 15 мкм; смешивание унитарного легирующего порошка с базовым порошком; и нагревание смешанных порошков в неокислительной или восстановительной атмосфере до температуры 500-1000°С в течение 10-120 минут для превращения легирующего порошка в содержащий медь и никель сплав посредством диффузного связывания частиц медного и никелевого легирующего порошка с поверхностью базового порошка железа или порошка на основе железа.
Согласно другому аспекту настоящего изобретения предложен диффузионно-легированный порошок, общее содержание меди и никеля в котором составляет максимально 20% вес., содержание меди составляет более 4,0% вес., а соотношение между медью и никелем составляет от 9/1 до 3/1, при этом упомянутый порошок состоит из базового порошка железа или порошка на основе железа, содержащего частицы, средний размер которых составляет менее 15 мкм, и унитарного легирующего порошка, содержащего медь и никель, связанные с поверхностью базовых частиц.
Согласно другому аспекту настоящего изобретения разработана порошковая композиция из диффузионно-легированного порошка железа или порошка на основе железа, включающая диффузионно-легированный порошок в соответствии с вышеописанным аспектом настоящего изобретения и дополнительно включающая графит и, необязательно, по меньшей мере, одну добавку, выбранную из группы, состоящей из органических смазывающих веществ, твердофазных материалов, твердых смазывающих веществ и других легирующих веществ.
Согласно другому аспекту настоящего изобретения разработана порошковая композиция на основе железа, состоящая из: порошка железа или на основе железа; диффузионно-легированного порошка в соответствии с вышеописанным аспектом настоящего изобретения; до 1% вес. графита; и, необязательно, по меньшей мере, одной добавки, выбранной из группы, состоящей из органических смазывающих веществ, твердофазных материалов, твердых смазывающих веществ и других легирующих веществ.
Термин «унитарный порошок» в данном контексте означает порошок, отдельные частицы которого содержат как Cu, так и Ni. Таким образом, это не смесь частиц порошка, содержащих Cu, и других частиц порошка, содержащих Ni, но, например, частицы легирующего порошка, содержащие как Cu, так и Ni, или комплексные частицы порошка, в которых различные виды частиц связаны один с другим, формируя комплексные частицы, каждая из которых включает как Cu, так и Ni.
Легирующий порошок может представлять собой сплав Cu и Ni, оксиды, карбонаты или другие подходящие соединения, которые при нагреве формируют сплав Cu и Ni. Гранулометрический состав легирующего порошка из Cu и Ni таков, что D50 составляет менее 15 мкм, а соотношение Cu/Ni в % вес. составляет от 9/1 до 3/1.
К удивлению, было обнаружено, что минимальное изменение размеров во время спекания прессованного порошка на основе железа, содержащего такие легирующие элементы, как медь и никель, может быть получено при условии, что медь и никель присутствуют в унитарном легирующем порошке, включающем как медь, так и никель, диффузно связанном с частицами порошка на основе железа.
Краткое описание чертежей
Далее настоящее изобретение описано более подробно со ссылкой на предпочтительные варианты его осуществления и прилагаемые чертежи.
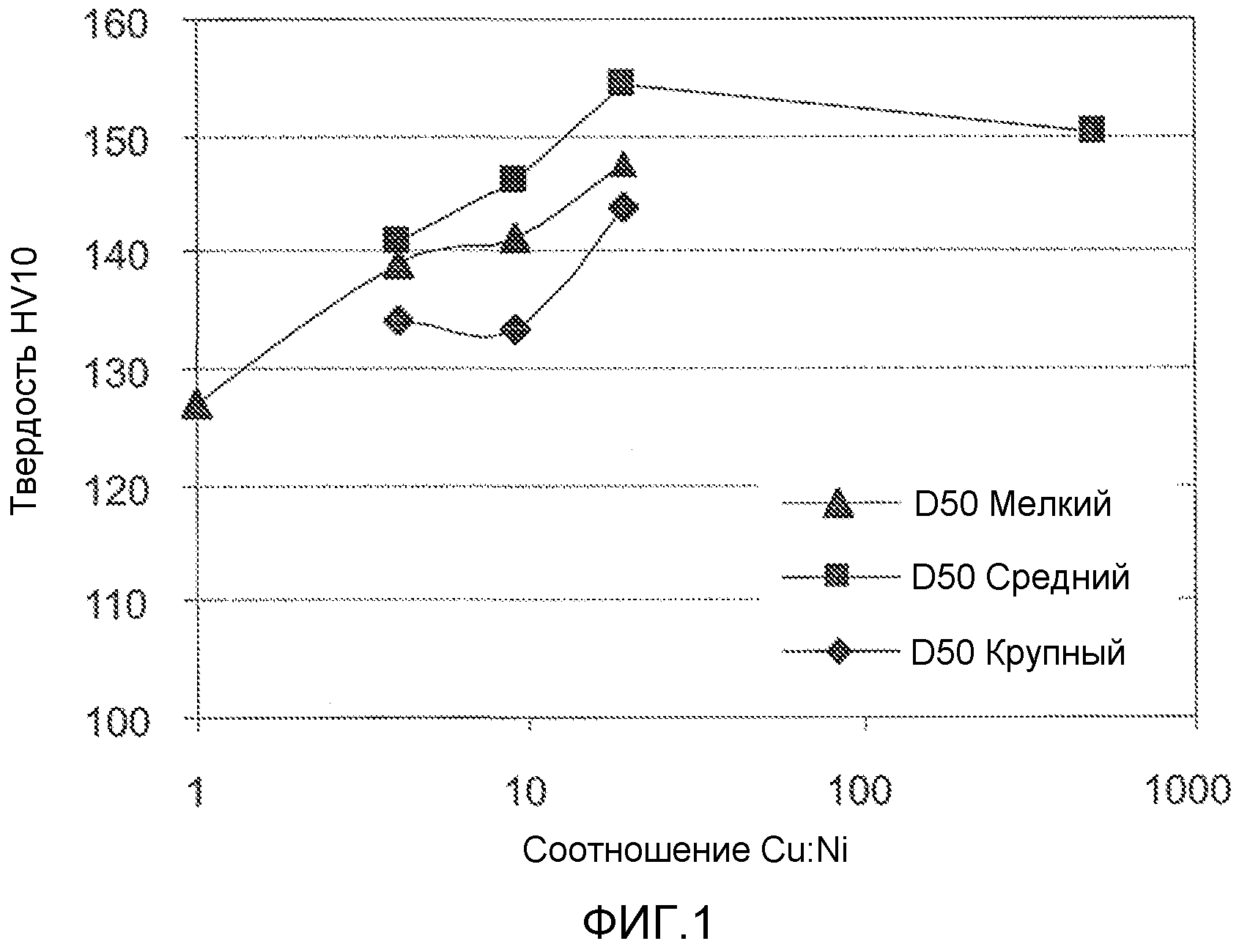
Фиг.1 представляет собой диаграмму, показывающую твердость HV10 прессованных и спеченных образцов в зависимости от отношения Cu к Ni при различных средних размерах D50 частиц легирующих порошков.
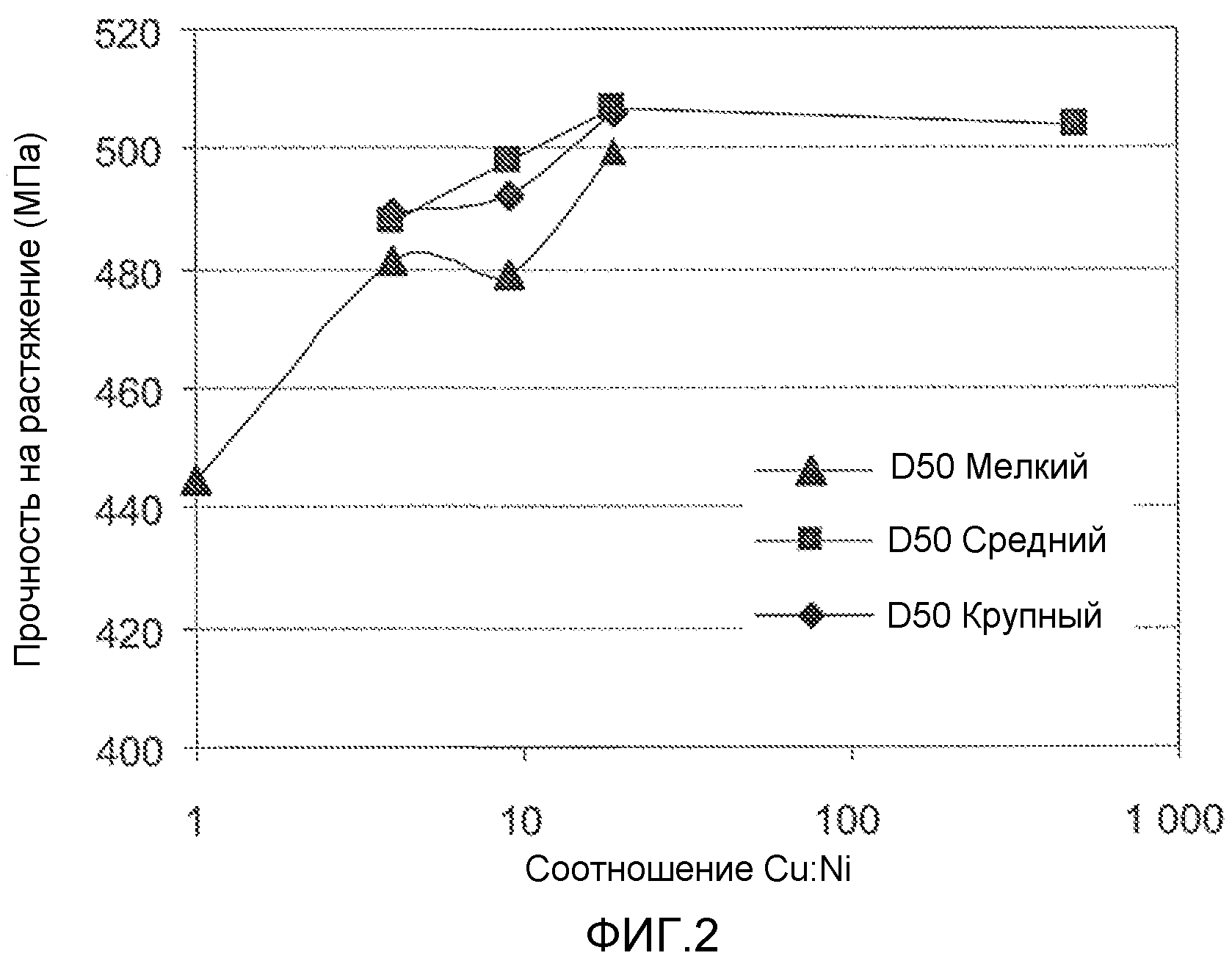
Фиг.2 представляет собой диаграмму, показывающую прочность на растяжение (МПа) прессованных и спеченных образцов в зависимости от отношения Cu к Ni при различных средних размерах D50 частиц легирующих порошков.
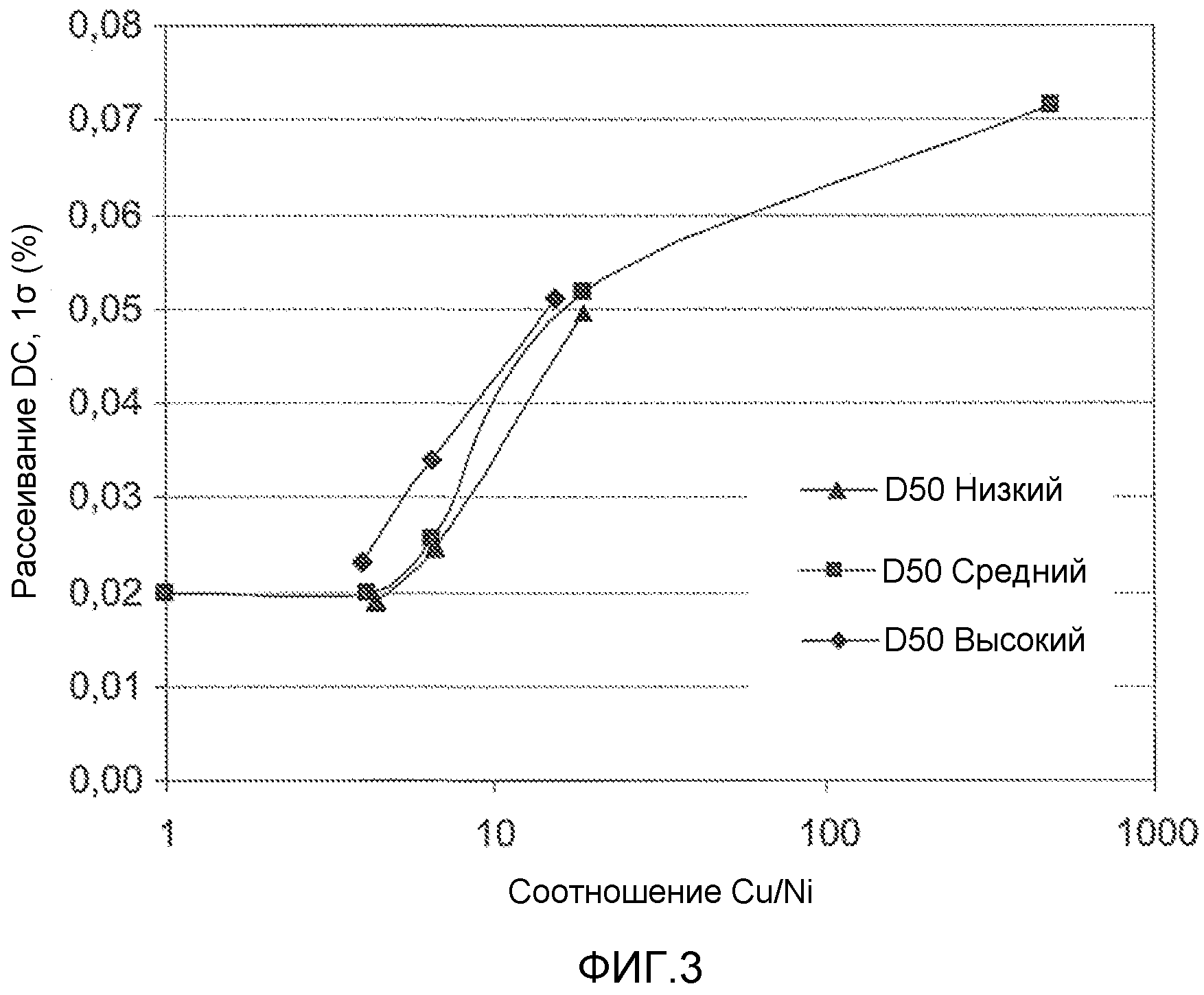
Фиг.3 представляет собой диаграмму, показывающую разброс изменений размеров во время спекания в зависимости от отношения Cu к Ni при различных средних размерах D50 частиц легирующих порошков.
Варианты осуществления изобретения
Базовой порошок для получения диффузионно-легированного порошка
Базовой порошок предпочтительно представляет собой чистый порошок на основе железа, такой как АНС100.29, ASC100.29 и АВС100.30, выпускаемые Höganäs АВ, Sweden.
Размер частиц базового порошка
Размер частиц базового порошка не ограничен, равно как и диффузионно-легированного порошка на основе железа. Однако предпочтительным является использование порошка, имеющего размер частиц, обычно используемый в порошковой металлургии.
Медь и никель, содержащиеся в унитарном легирующем порошке
Содержащее медь и никель легирующее вещество, связываемое с поверхностью порошка на основе железа, может иметь вид металлического сплава, оксида или карбоната или любой другой вид, обеспечивающий получение порошка на основе железа согласно настоящему изобретению. Соотношение между медью и никелем, Ni (% вес.)/Cu (% вес.), в содержащем медь и никель легирующем веществе предпочтительно составляет от 1/3 до 1/9. В том случае, если весовое соотношение между Ni и Cu составляет более 1/3, влияние на твердость и прочность на растяжение окажется неприемлемым, а если данное соотношение составляет менее 1/9, разброс изменений размеров из-за варьирующегося содержания углерода и температуры спекания окажется слишком высоким, более 0,035% вес., согласно описываемой здесь методике.
Размер частиц содержащего медь и никель легирующего порошка предпочтительно таков, что D50, означающий, что 50% масс. порошка имеют размер частиц менее величины D50, предпочтительно менее 15 мкм, более предпочтительно менее 13 мкм, наиболее предпочтительно менее 10 мкм.
Получение нового порошка
Базовой порошок и содержащий медь и никель легирующий порошок смешивают в таких пропорциях, чтобы общее содержание меди и никеля в новом порошке составляло максимум 20% вес., предпочтительно от 1% до 20% вес., более предпочтительно от 4% до 16% вес. Содержание Cu предпочтительно составляет более 4,0% вес. Согласно предпочтительному варианту осуществления содержание Cu составляет 5-15% вес., а содержание Ni 0,5-5% вес., например Cu 8-12% вес., а Ni 1-4,5% вес.
Предполагается, что низкое содержание, такое как содержание менее 1%, является слишком низким для того, чтобы получить желаемые механические свойства спеченного компонента. В том случае, если содержание содержащего медь и никель легирующего порошка превышает 20%, уровень связывания легирующего порошка с базовым порошком оказывается недостаточным и риск сегрегации повышается.
Гомогенную смесь затем подвергают процессу диффузионного отжига, при котором порошок нагревают в восстановительной атмосфере до температуры 500-1000°С в течение 10-120 минут. Полученный диффузно связанный порошок в виде слабоспеченного брикета затем подвергают осторожному размалыванию.
Получение спеченных компонентов
Перед прессованием новый порошок смешивают с графитом в количестве до 1% вес. в зависимости от предполагаемого использования готового компонента, органическими связывающими веществами в количестве до 2% вес., предпочтительно от 0,05 до 1% вес.; необязательно, другими легирующими веществами, твердофазными материалами и неорганическими твердыми смазывающими веществами, обеспечивающими смазку готового компонента.
Органическое смазывающее вещество уменьшает межчастичное трение между отдельными частицами, а также трение между стенкой формы и прессованным порошком или выталкиваемой прессованной заготовкой во время прессования и выталкивания.
Твердые смазывающие вещества могут быть выбраны из группы стеаратов, таких как стеарат цинка, амидов или бис-амидов, таких как этилен-бис-стеарамид, жирных кислот, таких как стеариновая кислота, Kenolube®, других органических веществ или их комбинаций, имеющих соответствующие смазывающие свойства.
Новый порошок может быть разбавлен чистым железным порошком или порошком на основе железа для получения порошковой композиции на основе железа, общее содержание меди и никеля в которой не превышает 5% вес. от массы композиции, например от 0,5% до 4,5% вес. или от 1,0% до 4,0% вес., поскольку содержание более 5% вес. может нежелательным образом повысить стоимость получения улучшенных желаемых свойств. Соотношение между медью и никелем в разбавленном сплаве, Ni (% вес.)/Cu (% вес.), предпочтительно составляет от 1/3 до 1/9.
Полученная железная порошковая композиция переносится в форму для прессования и прессуется при температуре окружающей среды или повышенной температуре до прессованной неспеченной заготовки при давлении прессования, составляющем до 2000 МПа, предпочтительно 400-1000 МПа.
Спекание неспеченной заготовки осуществляют в неокислительной атмосфере при температуре, составляющей от 1000 до 1300°С, предпочтительно 1050-1250°С.
Примеры
Настоящее изобретение проиллюстрировано следующими примерами.
Пример 1
Получают три образца диффузно связанных порошков на основе железа вначале посредством смешивания различных легирующих порошков, закиси меди Cu2O, порошка Cu2O+Ni и содержащего Cu и Ni порошка с порошком железа ASC100.29.
Гомогенно смешанные порошковые смеси диффузно отжигают при 800°С в течение 60 минут в атмосфере из 75% водорода/25% азота. После диффузного отжига слабоспеченные порошковые брикеты осторожно дробят и просеивают до частиц размером существенно менее 150 мкм.
|
В таблице 1 показан размер частиц, D50, и соотношение Cu и Ni в легирующих порошках, а также содержание Cu и Ni в диффузно отожженных порошках. Средний размер частиц, D50, определяют с помощью лазерной дифракции, используя прибор Sympatec.
Три порошковых композиции на основе железа, состоящих из 20% вес. диффузно отожженных порошков на основе железа 1, 2 и 3 соответственно, 0,5% вес. графита C-UF4 и 0,8% вес. амидного воска для порошковой металлургии, сбалансированного ASC100.29, получают, гомогенно смешивая компоненты.
Из каждой композиции при 600 МПа прессуют семь образцов на испытание прочности на растяжение согласно ISO 2740. Образцы спекают при 1120°С в течение 30 минут в атмосфере из 90% азота/10% водорода. Согласно ISO 4492 и EN 10 002-1 определяют изменения размеров, а также механические свойства. Согласно ISO 4498 измеряют твердость, HV10.
|
В таблице 2 показано, что существенное уменьшение величины изменения размеров между прессованной и спеченной деталью, а также отклонения изменения размеров между различными деталями получают благодаря использованию диффузии отожженного порошка на основе железа согласно настоящему изобретению.
Сравн. пример 2 показывает, что при использовании закиси меди и порошка никеля для получения диффузионно связанного порошка уровень вспучивания во время спекания снижается. Образец 3 согласно настоящему изобретению имеет такое же содержание меди и никеля, как и сравн. образец 2, однако он имеет намного более высокий уровень снижения вспучивания и разброса.
Пример 2
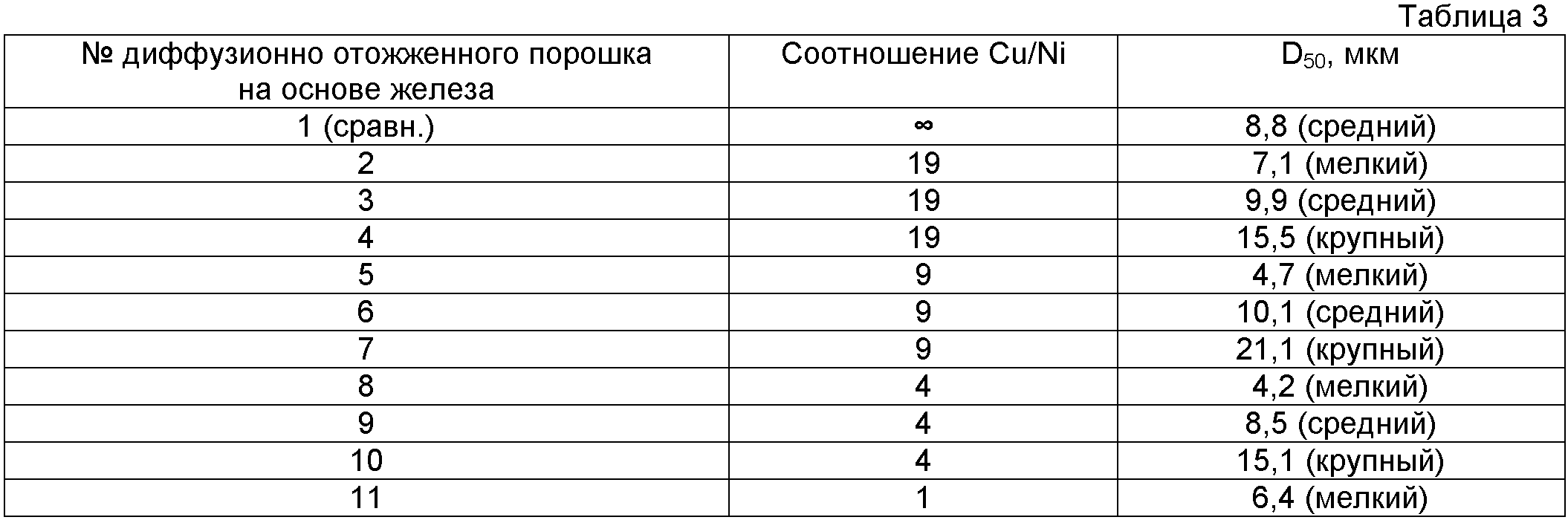
В качестве содержащего медь и никель легирующего порошка используют различные виды содержащего медь/никель легирующего порошка согласно таблице 3, имеющие различные соотношения меди и никеля, равно как и различный гранулометрический состав. В качестве сравнения используют порошок закиси меди, Cu2O, выпускаемый American Chemet. Гранулометрический состав определяют с помощью лазерной дифракции, используя прибор Sympatec. Для упрощения определения порошки, D50 которых составляет менее 8,5 мкм, обозначают как «мелкие», от 8,5 мкм до менее чем 15,1 мкм обозначают как «средние», а более 15,1 мкм - как «крупные».
В качестве базового порошка используют чистый порошок железа, ASC100.29, выпускаемый Höganäs АВ, Sweden.
Различные образцы, вес диффузно связанного порошка которых составляет 2 кг, получают, смешивая ASC100.29 легирующим порошком, содержащим медь и никель, в таких количествах, чтобы получить общее содержание меди и никеля в диффузно связанном отожженном порошке, равное 10% вес.
Сравн. образец получают, смешивая железный порошок с закисью меди, получая в результате общее содержание меди в диффузно связанном отожженном порошке, равное 10% вес.
Образцы из смешанного порошка отжигают в лабораторной печи при 800°С в течение 60 минут в атмосфере из 75% водорода/25% азота. После охлаждения полученные слабоспеченные порошковые брикеты осторожно перемалывают и просеивают до частиц размером существенно менее 150 мкм.
Тридцать три порошковых композиции на основе железа, состоящих из 20% вес. диффузно отожженных порошков на основе железа 1-11, 0,4, 0,6 и 0,8% вес. графита C-UF4 соответственно, 0,8% вес. амидного воска для порошковой металлургии, сбалансированного ASC100.29, получают, гомогенно смешивая компоненты.
Различные композиции прессуют при 600 МПа для получения образцов для прочности на растяжение образцов согласно примеру 1.
Образцы для испытаний на растяжение, полученные из композиций с добавлением 0,6% графита, спекают при трех различных температурах, 1090°С, 1120°С и 1150°С в течение 30 минут соответственно в атмосфере из 90% азота/10% водорода, по семь образцов за каждый цикл спекания. Образцы, полученные из композиций с добавлением 0,4% графита, и образцы, полученные из композиций с добавлением 0,8% графита, спекают при 1120°С в течение 30 минут в атмосфере из 90% азота/10% водорода, также по семь образцов за каждый цикл спекания. Определяют изменения размеров, а также механические свойства, включая твердость, согласно методикам, описанным в примере 1.
В следующей таблице 4 описана серия испытаний.
|
Серия испытаний
В следующей таблице 5 показаны результаты измерения изменений размеров во время спекания, а также результаты анализа содержания С, Cu и Ni спеченных образцов.
|
|
|
В следующей таблице 6 показаны результаты механического испытания образцов, изготовленных из прессованных и спеченных композиций, состоящих из 20% вес. различных диффузно отожженных порошков на основе железа, 0,8% вес. амидного воска для порошковой металлургии, 0,6% вес. графита, сбалансированного ASC100.29.
Спекание осуществляют при 1120°С в течение 30 минут в атмосфере из 90% азота/10% водорода.
|
Диаграммы 1 и 2, представляющие компилированные результаты испытаний, показывают, что в том случае, когда соотношение Cu/Ni в диффузно связанном отожженном порошке на основе железа составляет менее 3/1 (более 30% Ni), это отрицательно влияет на твердость и прочность на растяжение.
Более того, диаграмма 3 показывает, что в том случае, когда соотношение Cu/Ni превышает 9/1 (менее 10% Ni), разброс изменения размеров во время спекания, связанный с колебаниями содержания углерода и температурой спекания, является неприемлемо высоким.
Промышленная применимость
Настоящее изобретение может быть использовано в процессах порошковой металлургии в тех случаях, когда детали, получаемые из нового порошка, имеют минимальное различие изменений размеров от компонента к компоненту.
Низколегированный стальной порошок
Твердый припой на железохромовой основе
Смазка для композиций порошковой металлургии
Порошковая ферромагнитная композиция и способ ее получения
Композиция, улучшающая обрабатываемость резанием
Ротор для модулируемой полюсной машины
Ротор для электрической машины с модуляцией полюсов
Сердечник катушки индуктивности, конструкция пресса и способ изготовления
Новый металлический порошок и его использование
Сердечник катушки индуктивности
Порошок на основе железа и его состав
Низколегированный стальной порошок
Твердый припой на железохромовой основе
Смазка для композиций порошковой металлургии
Порошковая ферромагнитная композиция и способ ее получения
Композиция, улучшающая обрабатываемость резанием
Ротор для модулируемой полюсной машины
Ротор для электрической машины с модуляцией полюсов
Сердечник катушки индуктивности, конструкция пресса и способ изготовления
Новый металлический порошок и его использование

