Результат интеллектуальной деятельности: СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ИЛИ ЛИСТОВ С ПЛАКИРУЮЩИМ СЛОЕМ ПОД СВАРКУ ВСТЫК (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области сварки, в частности к области придания особого профиля отдельных участков кромок при изготовлении стыковых сварных соединений, и может найти применение при автоматической аргонодуговой сварке встык труб и пластин из стали, снабженных плакирующим слоем.
По первому варианту известен способ аргонодуговой сварки встык стальной трубы с внутренним плакирующим слоем с использованием неплавящегося вольфрамового электрода толщиной 1,5-3,5 мм из нержавеющей хромоникелевой стали. Известный способ сварки включает способ подготовки кромок трубы путем формирования угла скоса кромок от 15° до 27,5° по трубе и притупления из плакирующего слоя в виде прямоугольного выступа.
(CN 101362249, B23K 9/095, опубл. 11.02.2009, CN 101633074, B23K 9/23, опубл. 27.01.2010)
Наиболее близким по технической сущности и достигаемому результату является способ подготовки кромок трубы с плакирующим слоем толщиной 2 мм под аргонодуговую сварку встык с использованием неплавящегося вольфрамового электрода стальной трубы с внутренним плакирующим слоем путем толщиной 2 мм, включающий формирование угла скоса кромок по трубе 8°±1° с радиусным переходом 3 мм в плакирующий слой и притупление из плакирующего слоя в виде прямоугольного выступа высотой 1,8±0,1 мм.
(CN 102528244, B23K 9/12, B23K 9/167, опубл. 04.07.2012)
Недостатками известных способов подготовки кромок труб и листов с плакирующим слоем под сварку является невозможность использования полученных кромок для осуществления однопроходной сварки по щелевому стыковому соединению, дающей возможность уменьшить объем сварочного материала, уменьшить угар легирующих компонентов, упростить конструкцию сварочного автомата и улучшить обзор зоны сварки (управление процессом).
Наиболее близким по технической сущности и достигаемому результату второго варианта стыкового соединения является способ сварки встык труб из легированной стали перлитного класса 10ГН2МФА с плакирующим слоем с внутренней стороны аустенитной сталью ЭИ-898, используемых в конструкциях атомных электростанций. Способ сварки включает способ формирования щелевого стыкового соединения свариваемых плакированных труб и пластин, причем стыковое соединения выполняют механической обработкой с ломаным скосом кромок и притуплением по трубе с углами скоса от внешней поверхности трубы 9°±1° и 15°±1° соответственно и расточкой со скосом со стороны плакирующего слоя с углом скоса 20°±2° на глубину, большую, чем толщина плакирующего слоя.
(«Свойства сварных соединений трубопровода Dy=850 мм главного циркуляционного контура АЭС, выполненных автоматической сваркой», С.А. Белкин, И.В. Иванова, М.М. Борисенко, В.Д, Ходаков, М.М. Петин, Энергетической строительство, 1992, №2, с.50-55)
Недостатком известного технического решения является выполнение угла разделки кромок свариваемого стыка слишком большим, что не позволяет в полной мере реализовать достоинства щелевой разделки.
Задачей и техническим результатом изобретения являются создание способов подготовки кромок труб или листов с плакирующим слоем под сварку встык, которые позволяют уменьшить объем сварочного материала при сварке стыка, упростить конструкцию сварочного автомата, улучшить обзор зоны сварки при обеспечении требований к качеству металла шва и сварного соединения в целом.
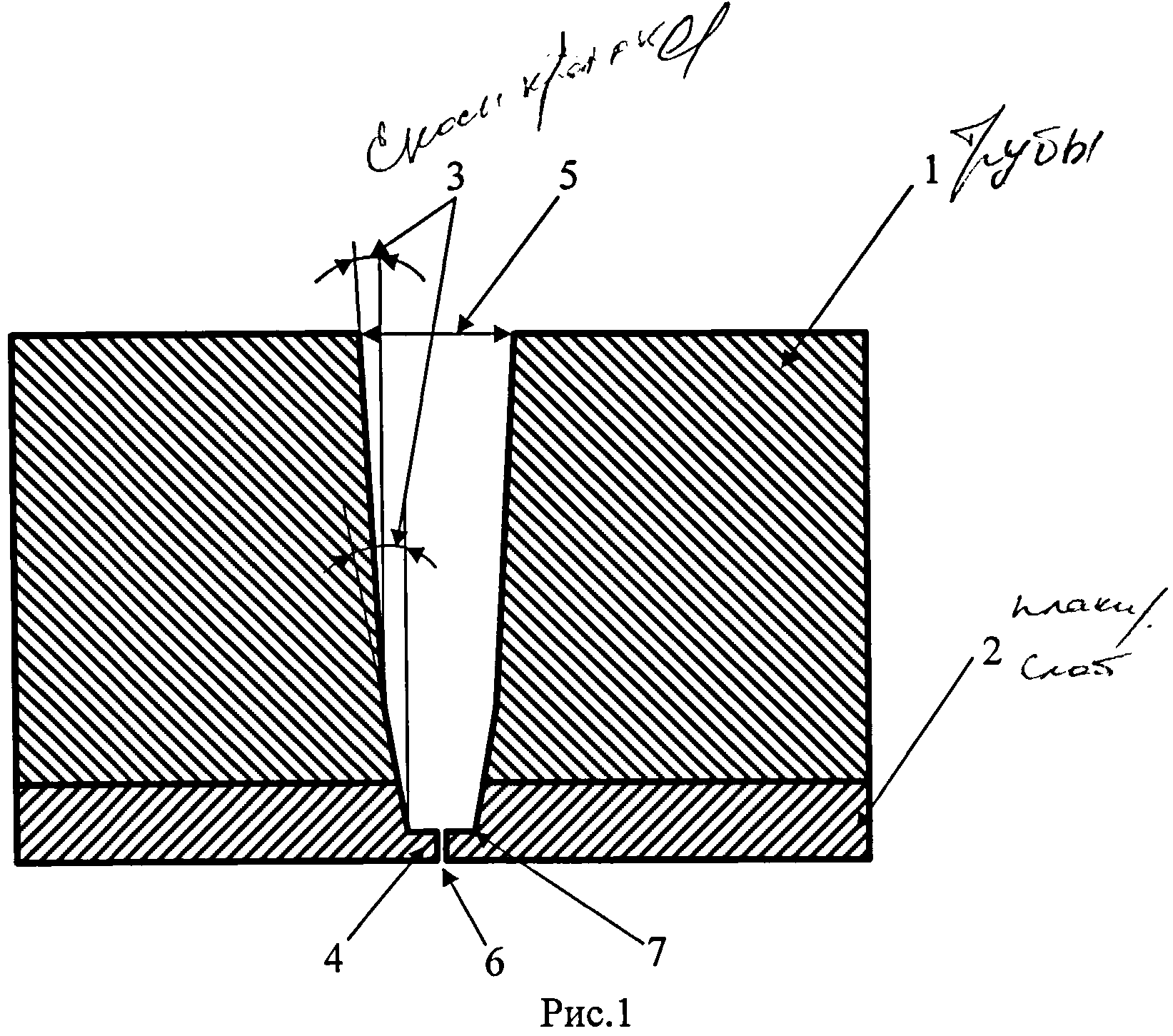
Технический результат по первому варианту достигают тем, что способ подготовки кромок труб или листов с плакирующим слоем под сварку встык, включает механическую обработку кромок с получением скоса кромок по трубе или листу с радиусным переходом в плакирующий слой, причем радиусный переход кромок в плакирующий слой выполняют величиной 2-3 мм, притупление из плакирующего слоя выполняют в виде прямоугольного выступа, причем скос кромок по трубе или листу к притуплению выполняют ломаным с углами 1-2° и 4-8°, а притупление из плакирующего слоя выполняют высотой 2,5-3,5 мм и длиной 3,4-4,7 мм.
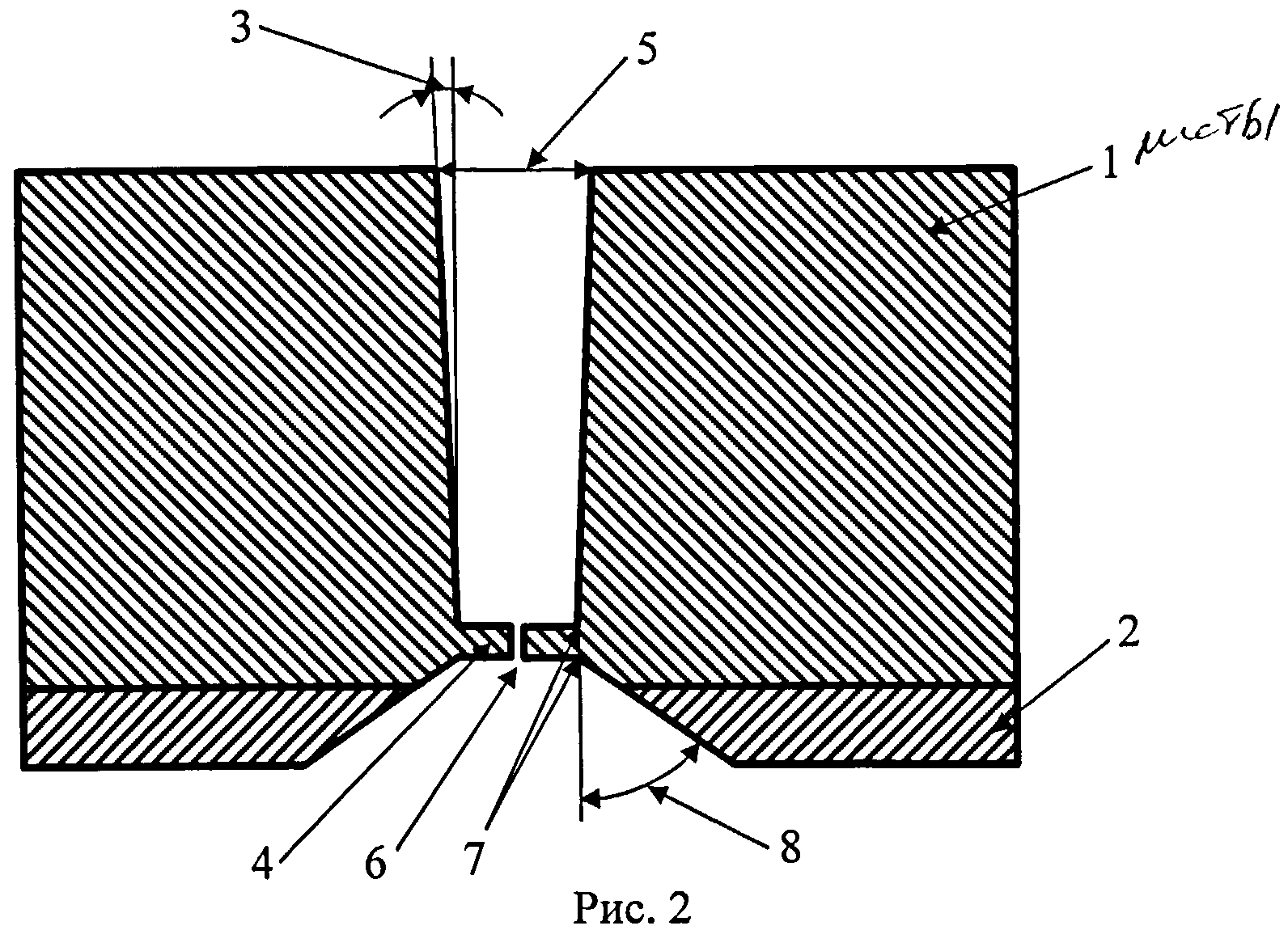
Технический результат по второму варианту достигается тем, что способ подготовки кромок труб или листов с плакирующим слоем под сварку встык включает механическую обработку кромок с получением скоса кромок, притупления по трубе или листу, а также расточку со скосом со стороны плакирующего слоя на глубину большую, чем толщина плакирующего слоя, причем скос кромок по трубе или листу к притуплению выполняют с углом 1-2°, притупление выполняют в виде прямоугольного выступа высотой 1,8-2,3 мм и длиной 3,2-5,2 мм, а расточкой выполняют угол со скосом 52-57°.
Технический результат также достигается тем, что при толщинах плакирующего слоя 3,8-6,5 мм и зазоре стыка - 0,01-0,4 мм свариваемые поверхности стыка выполняют с шероховатостью 3,2 мм.
Для сваривания с использованием стыковых соединений использовали трубы (рис. 1) с толщиной стенки 36 и 70 мм и листы (рис. 2) толщиной 50 мм из стали 10ГН2МФА с плакировочным покрытием из стали марки ЭИ-898 толщиной 5 мм. Стыковые соединения получали механической обработкой свариваемых кромок труб 1 и листов 2, в которых величины углов 3 скосов кромок по трубе или листу и расточке 8, а также размеры притуплений 4 составили среднее значение заявленных пределов. Величины радиусных переходов 7 между элементами стыкового соединения составили для первого варианта стыкового соединения 2 мм и для второго варианта соединения - 1-5 мм в зависимости от места их выполнения. Свариваемые поверхности были выполнены с шероховатостью 3,2 мкм.
Изобретение может быть проиллюстрировано примерами сварки труб и листов с использованием конструкций стыковых соединений, полученных заявленными способами, с использованием рис. 1 и 2, где:
1 - стальные труба или лист;
2 - плакирующий слой;
3 - углы скосов кромок;
4 - притупление;
5 - раскрытие стыка;
6 - зазор;
7 - радиусный переход;
8 - угол скоса расточки.
Для сваривания с использованием стыковых соединений использовали трубы (рис. 1) с толщиной стенки 36 и 70 мм и листы (рис. 2) толщиной 50 мм из стали 10ГН2МФА с плакировочным покрытием из стали марки ЭИ-898 толщиной 5 мм. Стыковые соединения получали механической обработкой свариваемых кромок труб 1 и листов 2, в которых величины углов 3 скосов кромок по трубе или листу и расточке 8, а также размеры притуплений 4 составили среднее значение заявленных пределов.
По первому варианту были после механической обработки были получены радиусный переход кромок в плакирующий слой величиной 2-3 мм и притупление из плакирующего слоя в виде прямоугольного выступа, причем ломаным скос кромок по трубе или листу к притуплению был выполнен с углами 1,5° и 5°, а притупление из плакирующего слоя - высотой 3,0 мм и длиной 4,2 мм.
По второму варианту после механической обработки угол скоса кромок по трубе или листу к притуплению составил 1,5°, притупление имело вид прямоугольного выступа высотой 2,0 мм и длиной 4,2 мм, а после расточки со стороны плакирующего слоя на глубину большую, чем толщина плакирующего слоя был получен скос под углом 55°.
Величины радиусных переходов 7 между элементами стыкового соединения составили для всех вариантов 2 мм. Свариваемые поверхности были выполнены с шероховатостью 3,2 мкм.
Аргонодуговую сварку за один проход вели стандартным автоматом АДГ-УХЛЛ4 в среде защитных газов сварочной проволокой с использованием неплавящегося вольфрамового электрода при поперечных колебаниях электрода и проволоки.
Для сварки стыковых соединений использовали проволоку марки Св-10ГС1Н1МА, а для второго варианта для заполнения расточки - проволоки Св-07Х25Н13 и Св-04Х20Н10Г2Б.
В результате сварки были получены сварные соединения, в которых швы имели плотное строение без пор, а содержание легирующих компонентов швов обеспечивало требуемый уровень служебных характеристик сварных соединений.
Исследования механических свойств металла сварных швов сваренных стыковых соединений, полученных по изобретению, при различных температурах, испытания на ударную вязкость и критические температуры хрупкости металла швов и сварных соединений, испытания на мало- и многоцикловую усталость показали соответствие полученных сварных соединений ОСТ 108.300.02-86.
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ перемешивания шлаковой ванны при электрошлаковом переплаве расходуемого электрода
Сварочная проволока
Способ раскисления стали при электрошлаковом переплаве
Узел рессорного типа опирания z-образных прогонов на основные несущие конструкции
Сварочная проволока для сварки разнородных сталей
Электрод для ручной дуговой сварки высоколегированных и разнородных сталей
Сталь
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ перемешивания шлаковой ванны при электрошлаковом переплаве расходуемого электрода
Сварочная проволока
Способ раскисления стали при электрошлаковом переплаве
Узел рессорного типа опирания z-образных прогонов на основные несущие конструкции
Сварочная проволока для сварки разнородных сталей
Электрод для ручной дуговой сварки высоколегированных и разнородных сталей

