Результат интеллектуальной деятельности: ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при хонинговании отверстий цилиндрической, конической, некруглой и ступенчатой формы, а также при обработке подобных отверстий с наличием окон, шпоночных канавок.
Известны хонинговальные головки для обработки отверстий, включающие корпус, механизм трансформации в виде конического штока для радиального перемещения абразивных брусков (Технологическое оснащение хонингования / Н.Н. Богородицкий, К.К. Чубаров, Б.А. Лебедев - Л.; Машиностроение. Ленингр. отд-ние, 1984, стр.14-15, рис.1.6 и 1.7). Недостаток известных конструкций заключается в том, что они не обеспечивают возможность обработки отверстий некруглой, конической и ступенчатой формы.
Известна хонинговальная головка для обработки отверстий некруглой формы, включающая корпус, механизм трансформации привода разжима рабочих элементов (абразивных брусков) в виде шарнирных опор (см. Хонингование. Справочное пособие. М; Машиностроение, 1973 г., стр.43., Авт.: С.И. Куликов, В.А. Романчук, Ф.Ф. Ризванов, Ю.М. Евсеев).
Кроме этого, известен также способ хонингования и устройства для его реализации для обработки конических отверстий, включающий корпус и рабочие абразивные элементы на гибкой основе, установленные на периферии корпуса (см. патент RU №2270747 опубликовано 27.02.2006, Бюл. №6). Конструкция инструмента обеспечивает регулирование распределения удельного давления рабочих элементов на обрабатываемую поверхность без предварительной настройки. Устройство позволяет повысить режимы резания, снизить теплонапряженность процесса резания, исключает прижоги, обеспечивает удаление шлама из зоны обработки и свободное проникновение смазачно-охлаждающей жидкости в зону обработки.
Существенным недостатком прототипа является невозможность обработки ступенчатых цилиндрических, конических и некруглых отверстий с наличием окон, пазов и шпоночных канавок, т.е. отверстий различной формы.
Указанные недостатки полностью устраняются предлагаемым устройством, задачей которого является расширение технологических возможностей.
При этом достигается следующий технический результат: появляется возможность одним гибким абразивным инструментом обработать отверстия цилиндрической, конической, некруглой формы с наличием радиальных отверстий, окон, шпоночных пазов, ступеней.
Для достижения узнанного технического результата гибкий абразивный инструмент содержащий корпус и рабочие абразивные элементы, установленные на гибкой основе на периферии корпуса, снабжен кольцами установленными рядами на корпусе и выполненными на своих торцевых поверхностях с кольцевыми проточками и радиальными пазами, при этом гибкая основа выполнена в виде упругих связей, а рабочие абразивные элементы выполнены сферическими и установлены рядами по средствам неподвижных шариков в упомянутых радиальных пазах и кольцевых проточках колец, при этом рабочие абразивные элементы в каждом ряду размещены а шахматном порядке.
Отличительными от прототипа признаками являются: рабочие абразивные элементы выполнены в виде сфер и установлены рядами на гибкой основе в виде упругих связей с помощью неподвижных шариков в радиальных пазах и кольцевых проточках, предусмотренных на торцевых поверхностях колец, размещенных на корпусе, при этом каждый ряд рабочих абразивных элементов установлен в шахматном порядке.
Эти признаки обусловили возможность обработки одним инструментом отверстий цилиндрической, конической и некруглой формы с наличием радиальных отверстий, окон, шпоночных пазов, ступеней.
Совокупность существенных признаков предлагаемого изобретения не известна из уровня техники, следовательно, изобретение соответствует критерию «Новизна», а так же явным образом не следует из уровня техники для специалиста, что соответствует критерию «Изобретательский уровень».
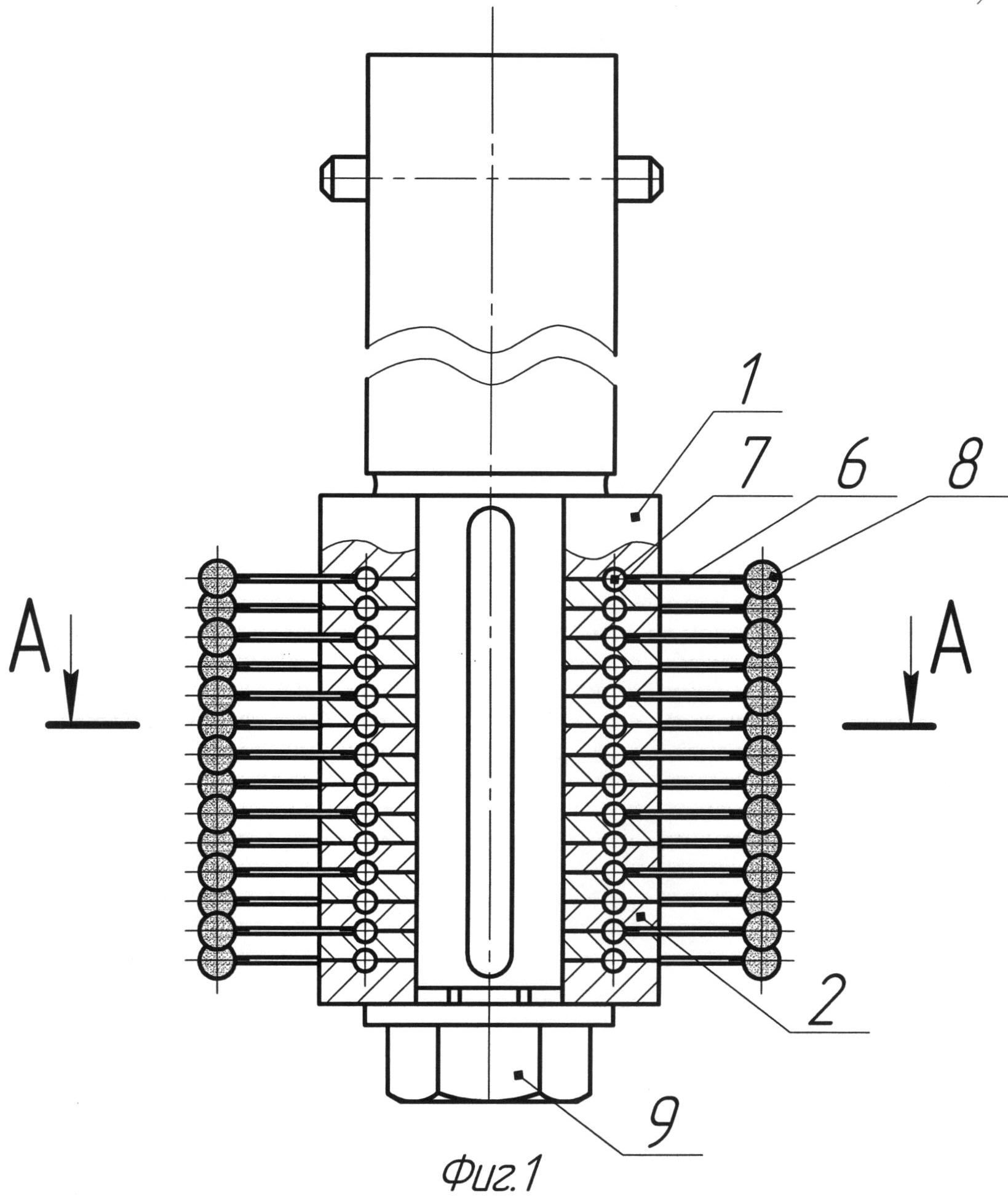
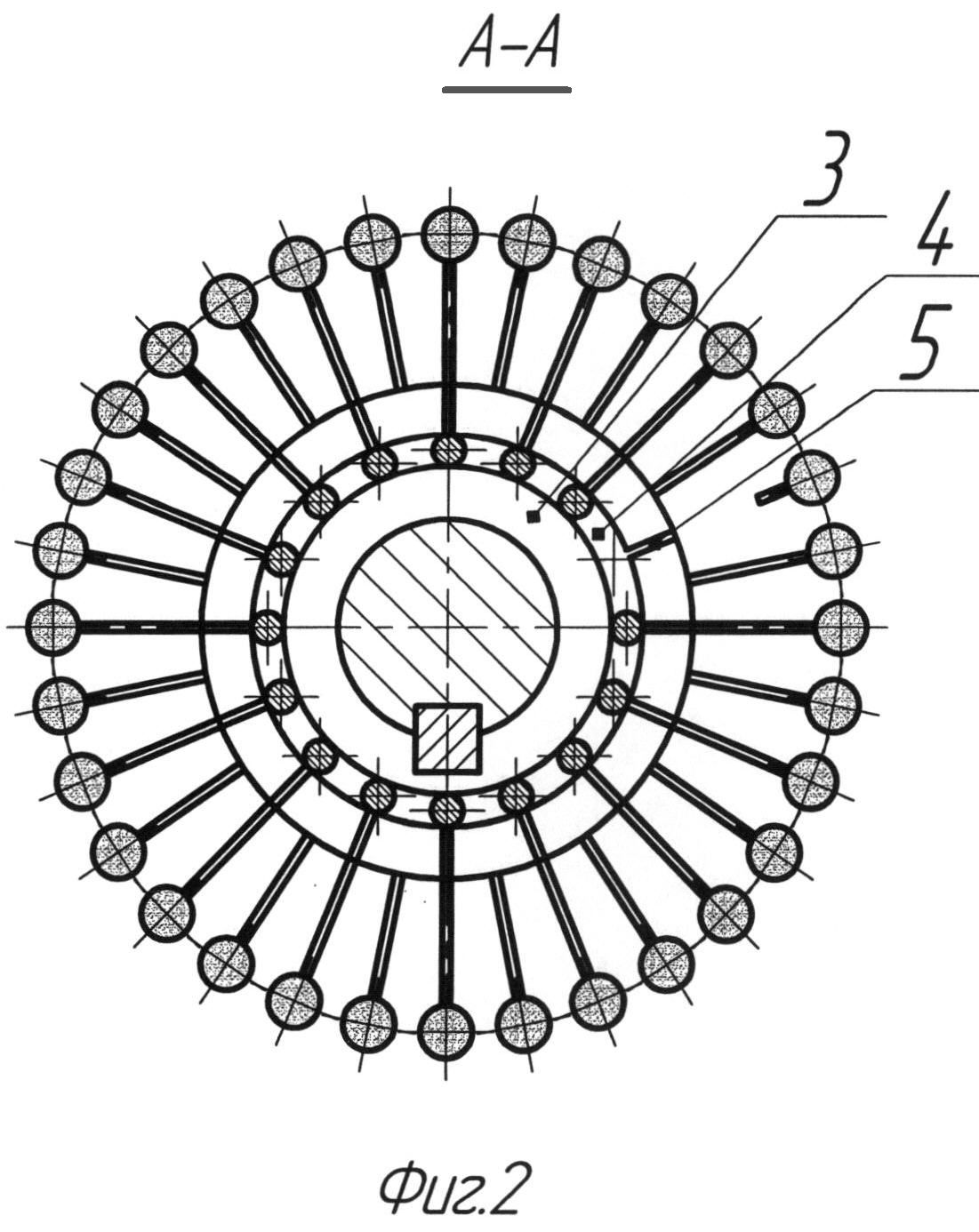
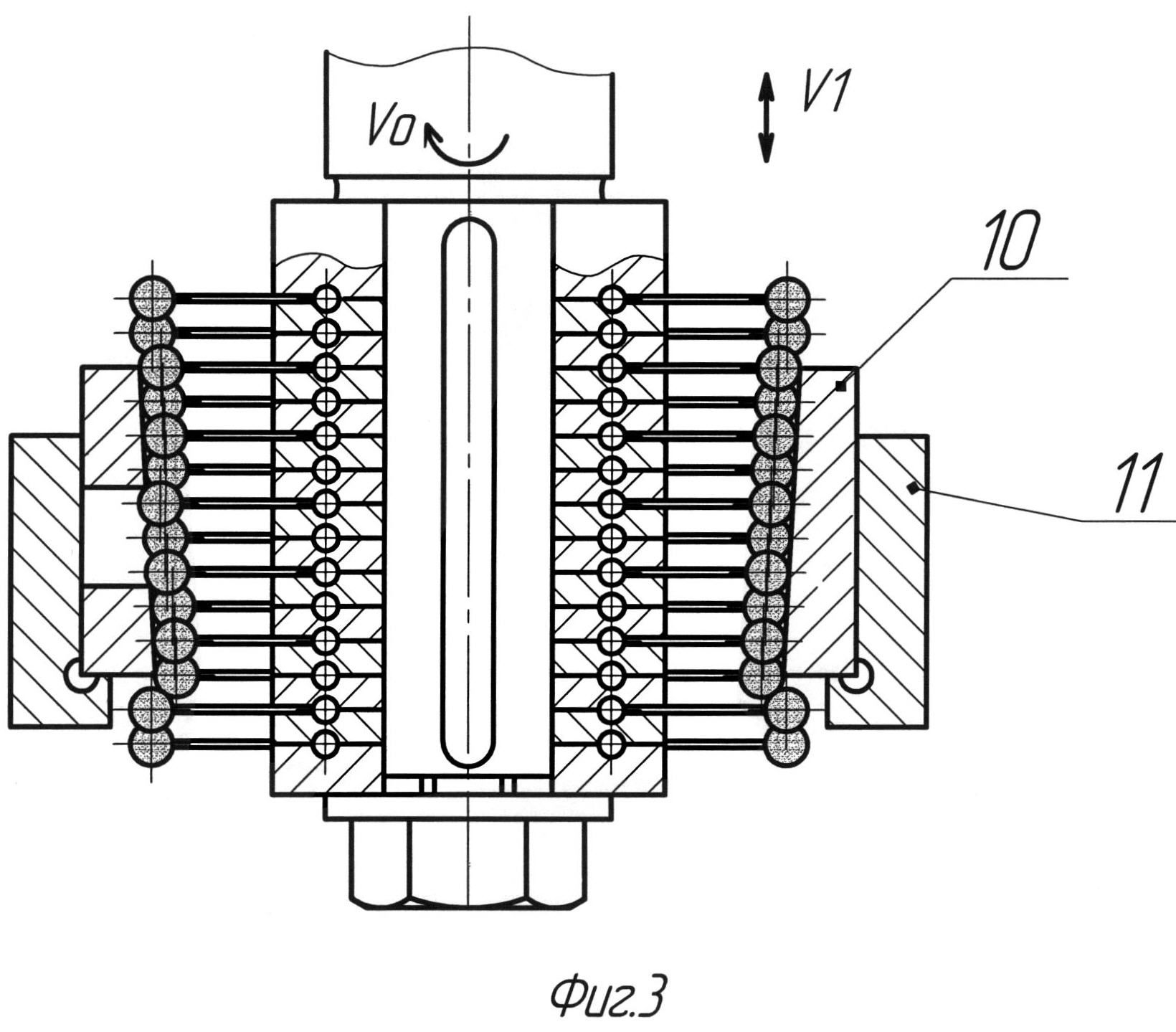
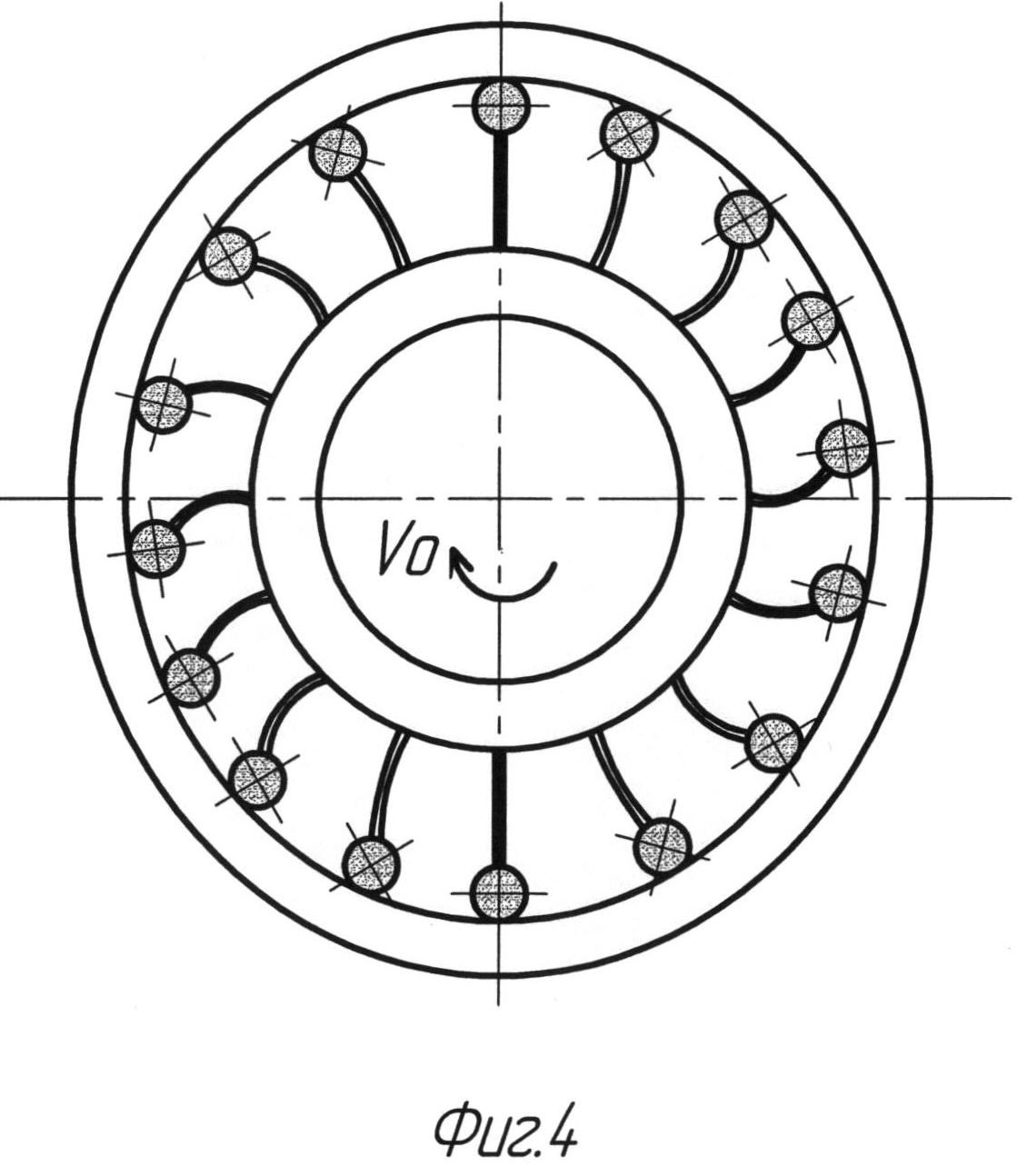
Существо изобретения поясняется чертежами. На фиг.1 показано предлагаемое устройство, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - положение рабочих абразивных элементов при обработке конического отверстия с радиальным пазом; на фиг.4 - обработка некруглого отверстия.
Гибкий абразивный инструмент состоит из корпуса 1 на котором рядами установлены кольца 2. На торцевых поверхностях 3 колец 2 выполнены кольцевые проточки 4 и радиальные пазы 5 для размещения упругих гибких связей 6, например, из углеродистой пружинной проволоки. В кольцевых проточках 4 устанавливаются шарики 7, неподвижно вмонтированные с одной стороны с упругими гибкими связями 6 и сферическими рабочими абразивными элементами 8 с другой стороны. Шарики 7, упругая гибкая связь 6 и сферические рабочие абразивные элементы 8 соединены неподвижно, образуют отдельные звенья равной длины. Ими комплектуется гибкий абразивный инструмент при сборке. После сборки каждого ряда колец 2 и установки звеньев они стягиваются при помощи гайки 9. Корпус 1 и кольца 2 подлежат многократному использованию. Например, после износа рабочих абразивных элементов 8, инструмент разбирается, снимаются отработанные звенья и он комплектуется новыми звеньями. Шарики 7, размещенные в кольцевых проточках 4 колец 2, через упругую гибкую связь 6 надежно удерживают рабочие абразивные элементы 8 в радиальном направлении при работе инструмента.
Расположение каждого ряда рабочих абразивных элементов 8 в шахматном порядке позволяет обеспечить плотность сетки перекрещивающихся следов обработки и уменьшить время хонингования.
Устройство работает следующим образом. Гибкий абразивный инструмент устанавливают в шпинделе хонинговального станка и, после установки детали 10 в приспособлении 11, включают вращательное V0 и возвратно-поступательное V1 движения, а в зону обработки подается смазачно-охлаждающая жидкость. При перемещении инструмента вниз по направлению к детали 10 рабочие абразивные элементы 8 первоначально соприкасаются с торцевой частью детали, упругая гибкая связь 6 деформируется и рабочие абразивные элементы 8 скользят в обрабатываемое отверстие и, в дальнейшем, перемещаются по спирали за счет сложения вращательного V0 и возвратно-поступательного V1 движений. При входе каждого ряда рабочих абразивных элементов 8 в обрабатываемое отверстие детали 10, наружный диаметр инструмента уменьшается за счет деформации гибких упругих связей 6. За счет разницы размеров обрабатываемого отверстия и наружного диаметра инструмента в зоне обработке создается натяг, рабочие абразивные элементы 8 с определенным усилием прижимаются к поверхности обрабатываемого отверстия детали 10 и абразивные зерна наносят риски-царапины, осуществляя микрорезание материала. При дальнейшем перемещении инструмента в отверстие детали 10 создается рабочая абразивная поверхность, обладающая большей режущей способность и, тем самым, обеспечиваются условия необходимые для обработки металла. Независимо от формы отверстия (конусообразность, неруглость, наличие окон, шпоночных пазов, уступов) сферические рабочие абразивные элементы 8 за счет упругости гибких связей 6 отслеживают форму обрабатываемой поверхности. При перебеге инструменты за края отверстия рабочие абразивные элементы 8 касаются противоположного торца детали и, увеличивая наружный диаметр инструмента, выходят из отверстия, снимая заусенцы и закругляя острые кромки. После завершения хода инструмента вниз подается команда реверсирования и он перемещается вверх, а рабочие абразивные элементы 8 также отслеживают форму обрабатываемой поверхности.
По окончанию цикла хонингования инструмент поднимается вверх, выводится из отверстия и отключается окружное V0 и возватно-поступательное V1 движение.
Преимущество предлагаемого гибкого абразивного инструмента: простота конструкции, не требующая центрирования (совмещения) оси отверстия с осью шпинделя станка; не требует плавающего хонинговального инструмента-головки при жестком закреплении обрабатываемой детали; возможность обработки тонкостенных деталей за счет малых силовых нагрузок; возможность обработки отверстий различной формы с наличием радиальных отверстий, окон, шпоночных пазов, с одновременным снятием заусенцев и скруглением острых кромок; не требует определенного перебега инструмента за края обрабатываемого отверстия; возможность многократного применения базовых деталей: корпуса и колец; возможность обеспечения различных удельных давлений в зоне контакта рабочих абразивных элементов за счет выбора натяга, т.е. разницы размеров инструмента и обрабатываемого отверстия, а также жесткости упругих гибких связей; снижается теплонапряженность в зоне обработки.
Пример. Обрабатывалось цилиндрическое сквозное отверстие в рычаге ⌀60 мм, длиной 100 мм, в средней части которого выполнена расточка на длине 20 мм ⌀62 мм. В отверстии предусмотрена шпоночная канавка шириной 10 мм на всей длине отверстия. Обработка выполнялась на вертикально-хонинговальном станке модели 3М82. Материал заготовки - Ст.45, твердость НВ - 240…280. Предварительная обработка - внутреннее шлифование с шероховатостью поверхностью поверхности Ra 0,63 мкм с отклонением от круглости 0,01 мм. Инструмент изготовлен из шести рядов звеньев несущие рабочие абразивные элементы с наружным ⌀64 мм с размером рабочих абразивных элементов с наружным ⌀5 мм, выполненных электрокорунда белого (24А) с зернистостью М40 на керамической связке. В качестве упругих гибких связей использовали углеродистую пружинную проволоку ⌀0,5 мм по ГОСТ 3875-83. Обработку выполняли при следующих режимах обработки: частота вращения шпинделя - 219 об/мин, скорость возвратно-поступательного движения - 10 м/мин. Охлаждающая жидкость - керосин с добавлением 20% машинного масла. Время обработки 30 сек. После обработки отверстия сложной формы шероховатость поверхности уменьшилась до Ra 0,25-0,32 мкм, а съем материала составил 0,02 мм. Точность обработанного отверстия по округлости не изменилась, а острые кромки на перепадах ⌀60 мм и ⌀62 мм, а также в шпоночном пазу притупились, заусенцев не обнаружено.
Способ хонингования отверстий
Способ приготовления катализаторов для глубокой гидроочистки нефтяных фракций
Устройство для измерения параметров срабатывания непервичного капсюля-детонатора в подрывном электродетонаторе
Способ работы котельной установки
Способ получения 1-гидрокси-4-адамантанона
Способ определения качества покрытий на изделиях, полученных обработкой давлением
Способ изготовления сменных режущих пластин
Асинхронная энергоэффективная машина
Шихта для получения свинцового стекла
Способ работы котельной установки
Антигололедная композиция

