Результат интеллектуальной деятельности: ПАСТЕРИЗАТОР С РЕГУЛИРУЕМОЙ РАСПЫЛИТЕЛЬНОЙ МАССОЙ
Вид РИД
Изобретение
Изобретение относится к устройству и к способу обработки наполненных жидкостью объектов, в частности, в пастеризаторе, а также к способу работы такого пастеризатора.
Восприимчивые к внешним воздействиям, то есть склонные к быстрой порче продукты, к примеру, такие жидкости, как молоко или пиво, в результате пастеризации, то есть в результате нагревания выше определенных предельных температур, имеют более длительный срок реализации, причем в процессе пастеризации уничтожаются содержащиеся в продукте или в жидкости вредные микроорганизмы.
Для достижения достаточной степени пастеризации фасуемого продукта данный фасуемый продукт должен получить определенное количество единиц пастеризации. Если продукт получил недостаточное количество единиц пастеризации, то это негативным образом сказывается на долговечности продукта, если же это количество превышено, то это может привести к негативным изменениям во вкусовых характеристиках фасуемого продукта, которые также крайне нежелательны. Количество единиц пастеризации - это функция фактической температуры продукта и временного интервала, в течение которого продукт имеет данную фактическую температуру.
Пастеризаторы в целом известны. Пастеризаторы, актуальные в данном случае, предназначены для пастеризации непрерывной цепочки продукции. Для этой цели такого рода пастеризатор имеет зону нагревания, зону пастеризации и зону охлаждения, причем продукты располагаются на транспортирующем средстве, с помощью которого они транспортируются через соответствующие зоны в вышеуказанной последовательности в направлении от входа к выходу пастеризатора, причем продукты в соответствующих зонах подвергаются нагреванию, пастеризации и охлаждению.
Под транспортирующим средством понимается, к примеру, лента звеньевой цепи.
Отдельные зоны обработки в направлении поступательного движения продукта разделены на участки.
С целью теплопередачи продукты орошаются сверху распыляемой средой с определенной температурой, к примеру водой. При этом распыляемая среда имеет на отдельных участках различную температуру, которая согласована с соответствующим заданным видом обработки, а именно нагреванием, пастеризацией или охлаждением. Для подачи распыляемой среды выше плоскости транспортировки сосудов расположены распылительные форсунки, из которых выходит распыляемая среда.
У пастеризаторов в соответствии с уровнем техники, известных, к примеру, из EP 0437499 A, управление или регулирование такого пастеризатора, а также процесса пастеризации осуществляется посредством того, что скорость подачи транспортирующего средства и/или температура распыляемой среды, по меньшей мере, в одной зоне обработки изменяется.
Для всех известных пастеризаторов общим является то, что измеренный в кубических метрах в час на квадратный метр поверхности обработки [м3/(ч·м2)] объемный поток распыляемой среды, по меньшей мере, внутри каждой отдельной зоны обработки либо равен нулю, то есть распыление отключено, либо же остается постоянным. При этом следует обратить внимание на то, что до настоящего времени были известны лишь такие пастеризаторы, у которых объемный поток во всех зонах обработки пастеризатора был одинаковый.
В силу таких условий известный уровень техники имеет, таким образом, тот недостаток, что пастеризаторы или процесс пастеризации при изменениях рабочего режима, к примеру, при простоях в результате нарушения производственного процесса, изменениях количества продукта в единицу времени и т.д. могут быть изменены или приведены в соответствие лишь посредством изменения параметров процесса, скорости транспортировки и температуры распыляемой среды в отдельных зонах, что существенно ограничивает возможности для оптимальной настройки или регулировки пастеризатора или процесса пастеризации. Задачей изобретения является в данном случае устранение недостатков и варианты усовершенствования, при которых пастеризатор или процесс пастеризации улучшенным образом может быть приведен в соответствие с измененным режимом работы.
Для этого предложенное на рассмотрение изобретение предусматривает создание такого пастеризатора, у которого объемный поток распыляемой среды также может быть настроен или отрегулирован, причем объемный поток распыляемой среды всегда больше нулевого значения. Предложенное на рассмотрение изобретение предусматривает далее соответствующий способ.
Изобретение описывается далее на основании примера осуществления.
В частности, представлено:
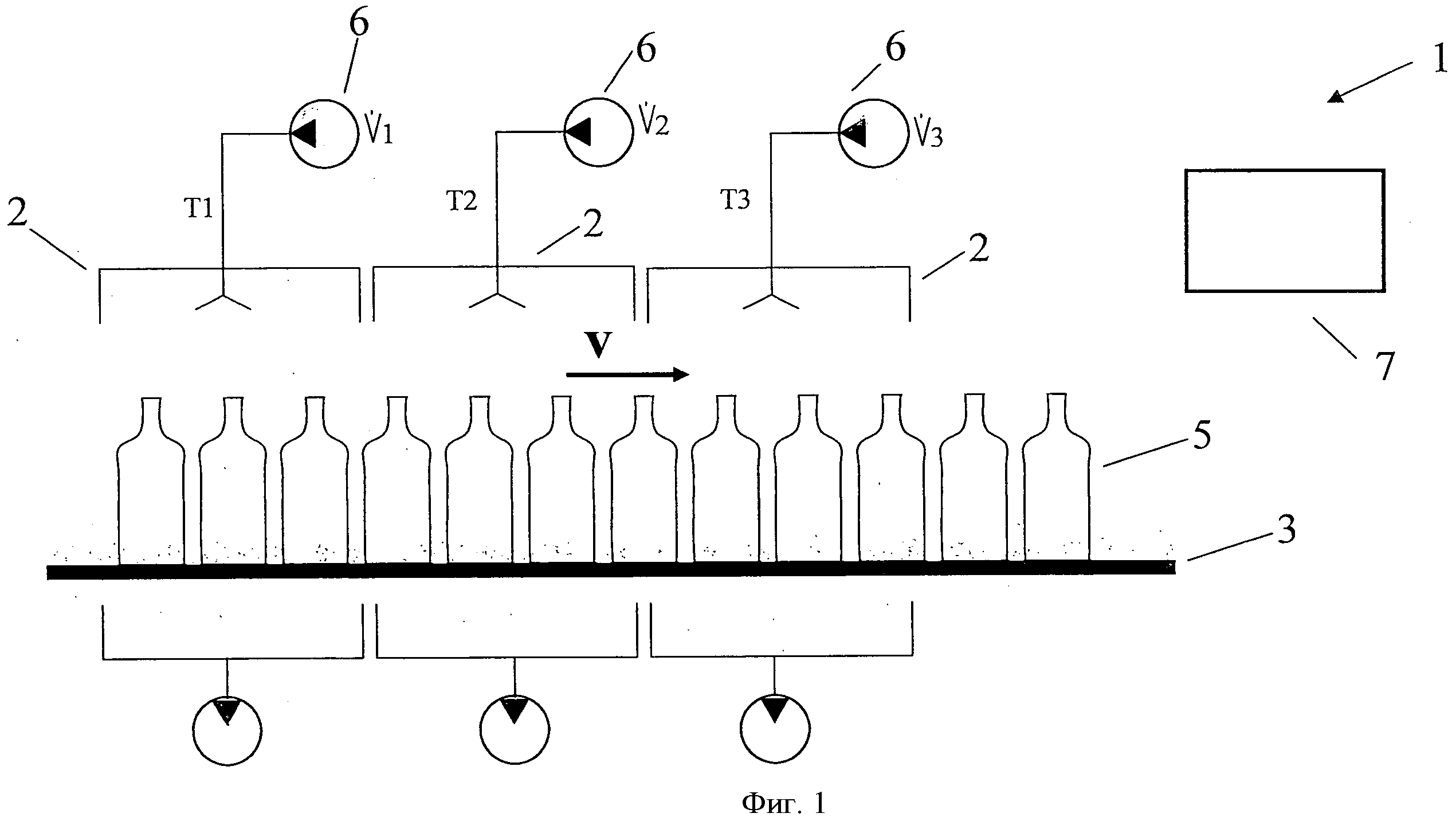
На фиг.1 в упрощенном изображении пастеризатор в соответствии с изобретением и на фиг.2 наглядное пояснение особого режима работы пастеризатора в соответствии с изобретением.
На основании опытов, проведенных заявителем, можно констатировать, что теплопередача между сосудом 5, на который подается распыляемая среда, и распыляемой средой зависит, в том числе, и от объемного потока распыляемой среды.
При этом было установлено, в основном, что с увеличением объемного потока распыляемой среды происходит также и увеличение теплопередачи между сосудом 5 и распыляемой средой.
Однако было установлено также, что имеется нижняя граница объемного потока, при опускании ниже которой не происходит более никакой или никакой математически отображаемой теплопередачи между сосудом 5 и распыляемой средой, в частности, никакой математически предварительно задаваемой теплопередачи между сосудом 5 й распыляемой средой.
Эта нижняя граница объемного потока, представляя упрощенно, достигается тогда, когда сосуд 5 в постоянном режиме более полностью не орошается распыляемой средой.
Далее было установлено, что имеется верхняя граница объемного потока распыляемой среды, начиная с которой дальнейшее увеличение объемного потока не влечет за собой дальнейшее увеличение теплопередачи между сосудом 5 и распыляемой средой.
Вследствие многочисленных опытов, проведенных заявителем, были установлены параметры, константы и факторы влияния, на основании которых может быть математически предварительно определено значение теплопередачи между объемным потоком распыляемой среды и сосудом 5 у представленного выше максимально оптимального объемного потока.
Неожиданным образом, на основании дальнейших опытов, проведенных заявителем, можно констатировать далее, что теплопередача между распыляемой средой и сосудом 5 может быть математически предварительно определена и для таких объемных потоков, значения которых располагаются между двумя представленными выше пограничными значениями объемного потока распыляемой среды.
В силу данного тезиса впервые выявляется возможность согласовывать пастеризатор или процесс пастеризации с изменившейся производственной ситуацией не только посредством изменения параметров скорости транспортировки и температуры распыляемой среды, но также и посредством изменения объемного потока распыляемой среды.
В данном случае следует настоятельно указать при этом на то, что возможно также осуществлять такого рода согласования исключительно посредством изменения объемного потока распыляемой среды. Для приведения в соответствие пастеризатора 1 или процесса пастеризации возможно также использовать и изменять вышеуказанные и/или другие параметры в любой комбинации.
Для моделирования базовой математической модели теплопередачи между распыляемой средой и сосудом 5 необходимо для каждого из подвергаемых пастеризации типов сосудов определить, какая теплопередача имеется между этим типом сосудов и распыляемой средой или как изменяется эта теплопередача, если, к примеру, начальная температура Т сосуда, температура T1, T2, T3 распыляемой среды, скорость v транспортировки и объемный поток  распыляемой среды имеют различные значения.
распыляемой среды имеют различные значения.
Таким образом, необходимо определить изменение теплопередачи между распыляемой средой и специальными подвергаемыми пастеризации типами сосудов при изменении одного, нескольких или всех важных параметров.
Если изменение теплопередачи при изменении одного или нескольких вышеуказанных или других параметров для одного типа сосудов известно, то имеется возможность привести процесс пастеризации в соответствие также посредством изменения объемного потока
распыляемой среды.
На основании полученных таким образом выводов возможно рассчитать процесс пастеризации для каждого отдельного сосуда 5 во время его пастеризации и, таким образом, также контролировать его.
Для этого, однако, необходимо, чтобы подвергаемый пастеризации сосуд 5 в любой момент времени процесса пастеризации находился в таком состоянии, в котором теплопередача между сосудом и окружающей средой может быть рассчитана или подсчитана с достаточной степенью точности. Если в какой-то момент времени сосуд 5 не оказывается в таком состоянии, то есть, к примеру, он может неконтролируемым образом обмениваться теплом с окружающей средой, то дальнейшее проведение расчета процесса пастеризации более не возможно, так как в результате этого имеется опасность нежелательной, недостаточной или избыточной пастеризации. Такая ситуация может возникнуть, к примеру, при останове машины, когда сосуд 5 при отключенной подаче распыляемой среды свободно располагается на транспортирующем средстве, причем все параметры, которые определяют теплопередачу между этим сосудом и окружающей его средой, к примеру, температура окружающей среды, влажность воздуха, скорость потока воздуха и т.д. не известны.
Пастеризуемый сосуд 5 в любой момент времени процесса пастеризации, в частности, и в случае сбоя в работе машины или временного прекращения производственного процесса и т.д. должен подвергаться воздействию определенных условий окружающей среды, чтобы теплопередача между сосудом 5 и окружающей его средой и далее поддавалась исчислению.
На основании данной предпосылки, в конце концов, выявляется тот факт, что на сосуд 5 перманентно должна подаваться распыляемая среда известной температуры T1,2,3, причем, во-первых, должен быть известен также объемный поток
распыляемой среды, а, с другой стороны, объемный поток
должен быть, по меньшей мере, такой величины, чтобы сосуд 5 во время опрыскивания перманентно полностью орошался распыляемой средой.
Для расчета процесса пастеризации в каждый момент времени процесса пастеризации определяется теплопередача между сосудом 5 и распыляемой средой, причем, наряду с прочим, во внимание принимаются начальная температура сосуда, температура T1,2,3 распыляемой среды, объемный поток
распыляемой среды и, к примеру, также скорость v транспортировки сосудов.
С учетом, по меньшей мере, временного интервала, в течение которого эти параметры имеют неизменные величины, определяется изменение температуры сосуда 5 и, тем самым, также его температура во временном интервале и/или его конечная температура по окончании данного временного интервала, благодаря чему могут поддаваться исчислению и выданные таким образом единицы пастеризации.
Если, по меньшей мере, один из важных параметров принимает другое значение, то расчет продолжается с использованием новых значений, в результате чего рассчитывается весь процесс пастеризации.
Для осуществления способа в соответствии с изобретением пастеризатор 1 оснащается сенсорами, которые контролируют рабочий режим, по меньшей мере, пастеризатора 1 и/или, по меньшей мере, одной части всей производственной установки.
За счет использования подходящих сенсоров, которые уже давно известны специалисту, регистрируется, к примеру, информация о степени загрузки или о заполнении транспортирующего средства 3 сосудами 5, о температуре T1,2,3 распыляемой среды в отдельных зонах обработки, о скорости v подачи транспортирующего средства 3 и т.д.
Эта информация передается на соответствующее устройство 7 управления, к примеру, на устройство электронной обработки данных.
В памяти данного устройства 7 управления в предпочтительном варианте сохранены также заданные величины и заданные характеристики течения процесса пастеризации для всех важных продуктов, подвергаемых пастеризации.
В предпочтительном варианте в данном устройстве 7 управления для всех важных типов сосудов или продуктов сохранены также все важные параметры для изменения теплопередачи между сосудом и распыляемой средой в зависимости от важных параметров.
Устройство 7 управления соединено далее с соответствующими исполнительными элементами пастеризатора 1, к примеру, с насосами 6, клапанами, нагревательными элементами, приводными двигателями и т.д., и может оказывать активное воздействие на рабочий режим и принцип действия этих исполнительных элементов.
Изменение или регулировка объемного потока распыляемой среды происходит, по меньшей мере, в одной из зон обработки, предпочтительно, однако, во всех зонах обработки, причем в предпочтительном варианте объемный поток для каждой отдельной зоны обработки может быть отрегулирован или настроен отдельно.
В предпочтительном варианте объемный поток распыляемой среды создается посредством водяных насосов для технологической воды, именуемых далее гидравлическими насосами, которые приводятся в действие, к примеру, посредством двигателей с частотным регулированием, так как, таким образом, объемный поток может быть создан с особой экономией электроэнергии, а также может быть изменен.
На объемный поток могут оказывать воздействие также клапаны регулирования потока, и/или байпасные магистрали, и/или выполненные с возможностью изменения в выпускном объемной потоке распылительные клапаны.
Объемный поток может быть изменен также посредством того, что часть имеющихся распылительных клапанов посредством настройки или регулировки полностью открывается или закрывается.
Настройка или регулировка процесса пастеризации осуществляется сначала известным образом, после чего, в зависимости от подвергаемого пастеризации продукта, выбирается подходящая программа пастеризации. Как известно из уровня техники, система управления пастеризатора самостоятельно реагирует на изменения рабочего режима, которые передаются, к примеру, от сенсоров или же в результате активного мануального вмешательства обслуживающего персонала в процесс управления, причем в соответствии с известным уровнем техники процесс пастеризации посредством изменения параметров скорости v транспортировки и температуры T1,2,3 распыляемой среды приводится в соответствие с измененным рабочим режимом.
В качестве новшества по сравнению с этим известным уровнем техники у пастеризатора 1 в соответствии с изобретением может изменяться также и объемный поток
распыляемой среды, по меньшей мере, в одной зоне 2 обработки. При этом устройство 7 управления пастеризатора 1 в зависимости от фактического рабочего состояния и информации о характере изменения теплопередачи воздействует на поддающиеся влиянию или изменяемые параметры пастеризатора 1 таким образом, что достигается предпочтительное согласование процесса пастеризации с измененным режимом работы.
При этом изменения могут возникать в результате воздействия посредством регулировки или же посредством настройки соответствующих параметров или оказывающих на них воздействие исполнительных устройств, то есть насосов 6, клапанов, нагревательных элементов, приводных двигателей.
Изобретение поясняется далее более детально на примерах осуществления.
Пример 1: Временное прекращение производственного процесса
Если имеет место временное прекращение производственного процесса, то есть останов транспортирующего средства 3 пастеризатора 1, то, как подробно изложено выше, настоятельно рекомендуется подвергнуть сосуды 5 определенным условиям окружающей среды. Это требование опять же влечет за собой тот факт, что объемный поток распыляемой среды у пастеризаторов в соответствии с известным уровнем техники сохраняется неизменным, что влечет за собой существенные расходы на электроэнергию для постоянного перекачивания и поддержания соответствующей температуры существенного объема распыляемой среды.
За счет использования предложенного на рассмотрение изобретения впервые становится возможным уменьшить объемный поток
распыляемой среды, по меньшей мере, в одной из зон обработки, в результате чего могут быть существенно снижены расходы на электроэнергию.
Как представлено выше, возможно уменьшить объемный поток
распыляемой среды до такого значения, когда сосуды еще полностью орошаются распыляемой средой и при этом не утрачена возможность произведения математического исчисления процесса пастеризации.
Пример 2: Пониженная производительность
Если имеет место уменьшение подачи сосудов 5, то обычно пастеризаторы 1 в соответствии с известным уровнем техники следует либо эксплуатировать дальше без каких-либо изменений, либо полностью отключить их, то есть не подавать сосуды 5 в пастеризатор 1 до тех пор, пока в распоряжении снова не будет находиться достаточное количество сосудов.
При этом особое значение имеет то обстоятельство, что неизменный режим работы пастеризатора 1 при уменьшенной подаче сосудов приводит к тому, что транспортирующее средство 3 оказывается не полностью загруженным, что, в конце концов, приводит к уменьшению кпд установки в целом и к увеличению издержек в расчете на каждый сосуд 5, подвергаемый пастеризации.
За счет использования предложенного на рассмотрение изобретения становится возможным эксплуатировать пастеризатор 1 в таком рабочем режиме, при котором скорость транспортировки, а также объемный поток
распыляемой среды изменяются, к примеру снижаются, в результате чего возможна полная загрузка транспортирующего средства 3, а также приведенный в соответствие с этой уменьшенной скоростью v транспортировки процесс пастеризации.
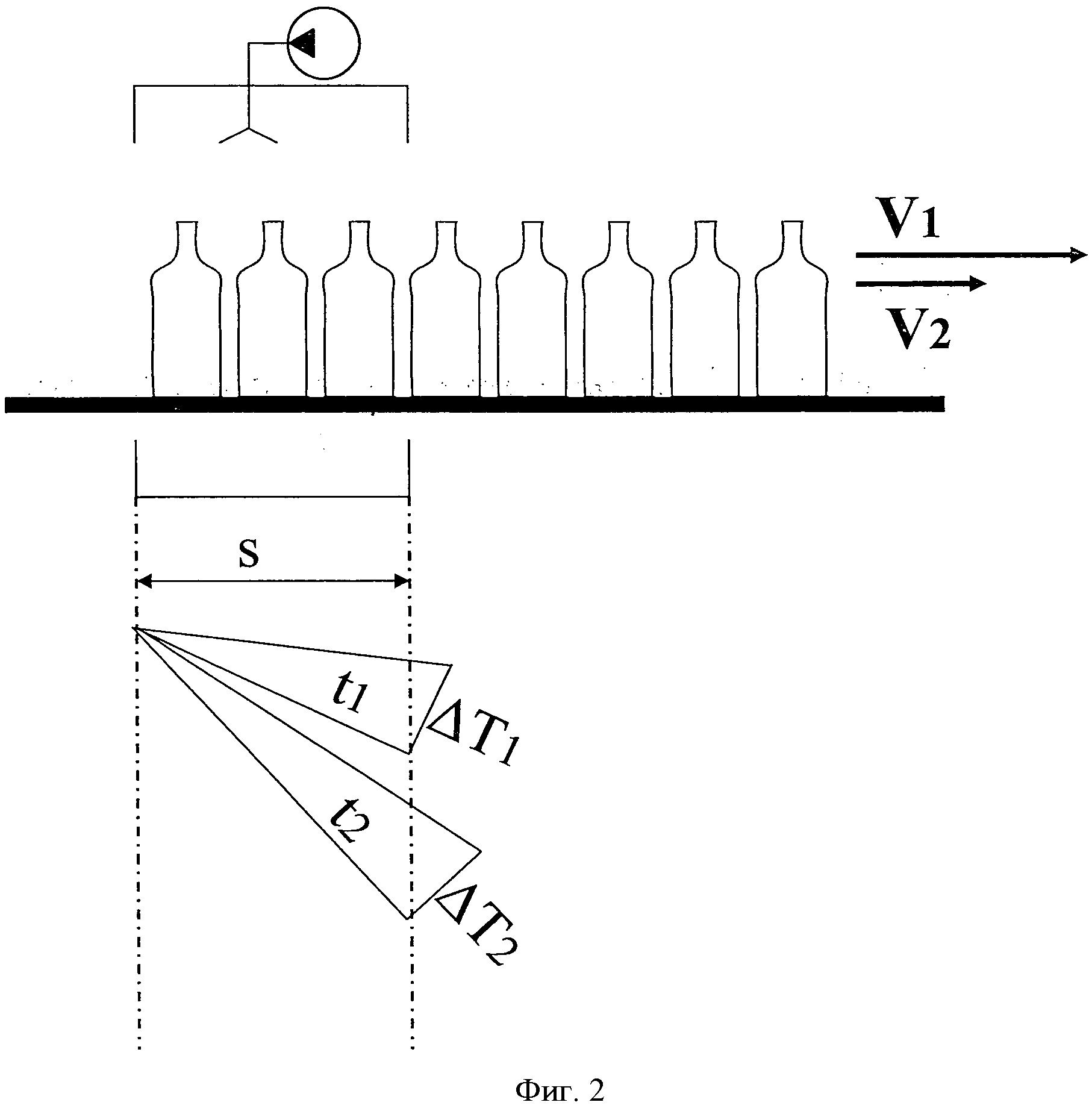
Эти обстоятельства представлены на фиг.2.
Если имеет место уменьшение резервирования сосудов 5 перед пастеризатором 1, то сначала в соответствии с изобретением уменьшается скорость транспортирующего средства 3, со скорости v1 до скорости v2, причем скорость v2 выбрана таким образом, что транспортирующее средство 3 даже при небольшом количестве резервированных сосудов 5 полностью заполнено сосудами 5.
За счет снижения скорости v транспортировки временной интервал, который необходим для прохождения зоны обработки длиной s, увеличивается со значения t1 до значения t2. При этом существенным является тот факт, что сосуды 5 в конце обоих временных интервалов t1 и t2 должны иметь, соответственно, идентичное изменение температуры ΔT, так как для процесса пастеризации предусмотрено, что в конце зоны обработки достигается определенное значение температуры T. Следовательно, действительным является требование ΔT1=ΔT2.
За счет предложенного на рассмотрение изобретения дополнительно имеющееся в распоряжении время может быть использовано для того, чтобы осуществлять нагрев сосудов 5 посредством уменьшения объемного потока
распыляемой среды медленнее, так чтобы заданное изменение температуры ΔT2 было достигнуто своевременно, однако не преждевременно, что позволяет экономить электроэнергию.
Соответственно, возможно также осуществлять обычный для пастеризаторов процесс охлаждения также в замедленном режиме.
Аналогичным образом, возможно также, разумеется, эксплуатировать пастеризатор 1 при увеличенной подаче сосудов с повышенной скоростью v, причем сосуды 5 за счет соответственно увеличенного объемного потока
распыляемой среды достигают заданного значения изменения температуры и в пределах укороченного в этом случае временного интервала.
При этом само собой разумеется, что вместо заданного изменения температуры может быть предусмотрено достижение заданной температуры без превышения объема предложенного на рассмотрение изобретения.
Пример 3: Различные типы сосудов
Пастеризатор 1 в соответствии с принципом действия может быть оптимальным образом рассчитан лишь на один тип сосудов, подвергаемых пастеризации. Если же, однако, предусмотрено использовать такой пастеризатор 1 для пастеризации различных типов сосудов, то этот пастеризатор 1 следует обязательно рассчитать таким образом, чтобы и «сосуды с повышенным потреблением тепла или холода, а также и с ухудшенной теплопередачей» подвергались еще более надежной пастеризации.
При пастеризации других типов сосудов согласование процесса пастеризации в соответствии с уровнем техники осуществляется лишь посредством изменения параметров скорости v транспортировки и температуры T1,2,3 распыляемой среды. Несмотря на то, что при согласованном таким образом процессе пастеризации, как правило, удается осуществить безупречную пастеризацию продукта, зачастую, однако, для этого требуется повышенное энергопотребление, которое в конечном итоге приводит к увеличению издержек в расчете на единицу продукции.
В соответствии с изобретением предлагается наряду или вместо параметра скорости v транспортировки и/или температуры T1,2,3 распыляемой среды изменять параметр объемного потока
распыляемой среды, чтобы привести реально осуществленный пастеризатор 1 или процесс пастеризации в соответствие с различными типами сосудов.
При этом особое преимущество достигается тогда, когда для пастеризаторов, рассчитанных на различные типы сосудов, для каждого данного отдельного типа сосудов предусмотрены различные объемные потоки V°1,2,3 распыляемой среды.
За счет такого принципа действия становится, к примеру, возможным обрабатывать сосуд 5 с уменьшенным потреблением тепла и холода, а также с хорошей теплопередачей с меньшими объемными потоками
распыляемой среды, по сравнению с сосудом 5 с большим потреблением тепла и холода, а также с плохой теплопередачей.
Этот аспект изобретения имеет значение в особенности тогда, когда принимается во внимание тот факт, что габариты и скорость подачи пастеризатора определяются, в основном, диаметром сосудов и желаемой производительностью пастеризатора [сосуд/час], так как на основании таких факторов, как диаметры сосудов, количество сосудов в час и время пастеризации, выявляются габариты поверхности или загруженность поверхности для пастеризатора 1.
За счет предложенного в данном изобретении изменения объемного потока
распыляемой среды выявляется существенно большее количество значений изменяемых параметров, при которых возможно эксплуатировать пастеризатор 1 таким образом, что транспортирующее средство при точном соблюдении времени пастеризации даже при различных диаметрах сосудов всегда полностью загружено.
К примеру, может быть предусмотрено на небольшой сосуд 5 с небольшим потреблением тепла и хорошей теплопередачей при заданной производительности пастеризатора 1 при низкой скорости v транспортировки подавать небольшой объемный поток
распыляемой среды, в то время как на большой сосуд 5 с большим потреблением тепла и плохой теплопередачей при той же производительности при большой скорости v транспортировки подавать большой объемный поток
.
За счет такого принципа действия в целом достигается полная загрузка пастеризатора 1 и при работе с различными диаметрами сосудов, что, в конце концов, приводит к низким расходам на пастеризацию из расчета на один сосуд.
Пример 4: Пропуски в потоке продукта
В определенных рабочих положениях может наступить ситуация, когда подача сосудов 5 к пастеризатору на определенном временном интервале полностью прервана, так что транспортирующее средство 3 имеет зону, которая не содержит сосудов 5. Будучи обусловленным рабочим режимом пастеризатора 1, такой просвет в потоке сосудов должен проводиться через пастеризатор 1 с той же скоростью v, как если бы транспортирующее средство 3 было полностью загружено сосудами 5. При работе с известными пастеризаторами 1 на такие просветы реагируют исключительно посредством того, что температура T1,2,3 распыляемой среды соответствующей зоны 2 обработки, в которой, соответственно, и находится просвет, снижается на определенную величину.
В соответствии с изобретением предлагается в зонах 2 обработки, в которых имеются такие просветы, или в зонах 2 обработки, в которых ввиду наличия просветов в потоке сосудов эти самые сосуды отсутствуют, уменьшать объемный поток распыляемого средства.
За счет такого уменьшения объемного потока можно снизить расходы, обусловленные потерями тепла и созданием объемного потока.
Само собой разумеется, что указанные в примерах осуществления изобретения производственные ситуации и соответствующие данным производственным ситуациям мероприятия - также в соответствующей комбинации - являются лишь примерами и не ограничивают весь объем предложенного на рассмотрение изобретения. В частности, данные примеры осуществления не ограничивают объем предложенного на рассмотрение изобретения в том плане, что указанные комбинации производственных ситуаций и соответствующие мероприятия обязательно должны иметь место. Более того, предложенное на рассмотрение изобретение распространяется и на другие комбинации: «1 к 1», «1 к n» и «n к 1» вышеуказанных и других производственных ситуаций мероприятий.
Перечень ссылочных позиций
|
объемный поток распыляемой среды
|


Ячейка для емкости, в частности ячейка для бутылки, корзина для емкостей с такими ячейками и способ изготовления ячеек
Способ и устройство для обнаружения и устранения неисправностей в машинах
Установка для укупоривания емкостей и способ ориентации на емкости
Наполнительная головка-дозатор для емкостей
Способ, обрабатывающая станция и обрабатывающая головка для обработки внутреннего пространства кегов, и уплотнение, используемое в такой обрабатывающей станции
Способ изготовления ячеек для емкостей
Запор для емкости для напитков
Транспортирующее устройство и способ транспортировки с помощью такого транспортирующего устройства
Устройство для обработки бочек-кегов
Устройство формирования узкого потока емкостей в широкий поток емкостей
Способ и машина для обработки емкостей
Способ и устройство для отслеживания дефектов полосовых материалов
Способ испытания на герметичность емкостей большого объема и устройство для его осуществления
Способ, а также система для промывки емкостей
Способ контроля, регулировки и оптимизации разливочных установок для пищевых продуктов всех типов, в частности, для бутылок для напитков
Ячейка для емкости, в частности ячейка для бутылки, корзина для емкостей с такими ячейками и способ изготовления ячеек
Способ и устройство для уменьшения объема одноразовых емкостей
Способ изготовления ячеек для емкостей
Транспортирующее устройство и способ транспортировки с помощью такого транспортирующего устройства

