Результат интеллектуальной деятельности: СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано для штамповки деталей из листовых материалов (металлов и неметаллов), преимущественно для вырубки заготовок с целью последующего изготовления из этих заготовок деталей автомобилей на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах.
Известен способ двухрядной шахматной вырубки круглых заготовок одинакового размера из листового материала с перемычками между двумя соседними заготовками и между заготовками и краями ленты (Ковка и штамповка: Справочник в 4 т. Т. 4: Листовая штамповка. - М.: Машиностроение, 1985-1987, с.289, рис.3, в).
Недостатком известного способа является то, что вырубка заготовок осуществляется с перемычками, за счет которых излишне увеличивается норма расхода материала на одну деталь. Если же ширину перемычек уменьшить (при прочих равных условиях штамповки), то снижаются точность вырубленной заготовки и стойкость вырубного штампа.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является экономия листового материала, повышение точности вырубленных заготовок и стойкости вырубного штампа. Это достигается за счет того, что, во-первых, вырубку заготовок производят без боковых перемычек между двумя соседними заготовками и между заготовками и краями ленты, во-вторых, выполняют предварительное проектирование схемы вырубки для исключения втягивания острых краев отходов в зазор между пуансоном и матрицей вырубного штампа. Такой двухрядный шахматный раскрой применяют, например, на листоштамповочных многопозиционных прессах-автоматах.
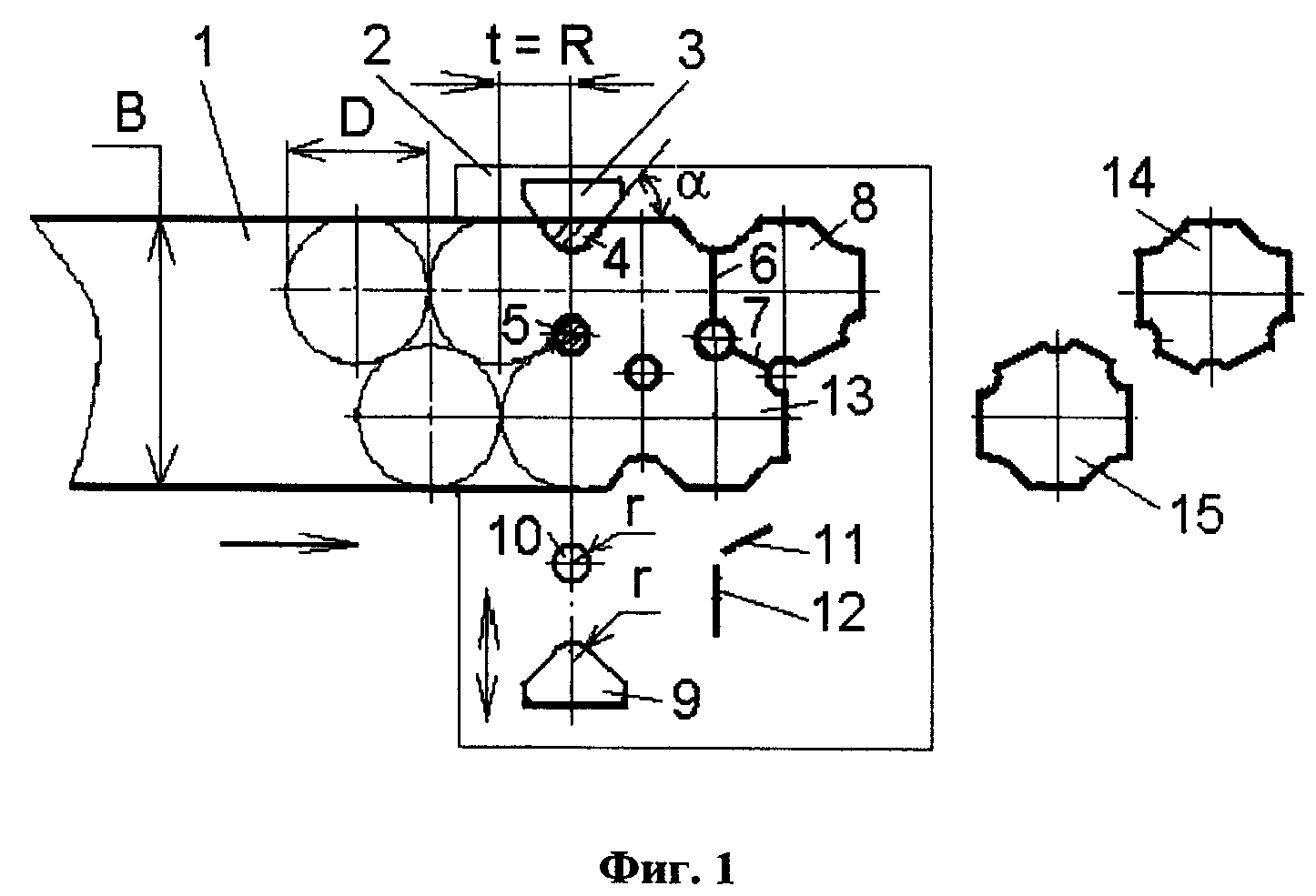
Изобретение поясняется фиг.1-7, на которых показаны схемы раскроя для вырубки заготовок, где 1 - лента, широкий рулон или полоса (далее по тексту «лента»), 2 - вырубной штамп, 3, 5, 9, 10 - пуансоны, 4 - отход материала, 6, 7, 11,12 - ножи, 8, 13-15 - заготовка.
На фиг.1 показана лента, которая разрезается без перемычек в два ряда в шахматном порядке на заготовки, близкие к круглым, но не круглые, так как на контуре заготовки имеются ступеньки от предварительной вырубки в ленте отходов различной конфигурации. Отход в ленте показан заштрихованным. Справа показаны две заготовки, вырубленные по данному способу, для последующего изготовления из этой заготовки заданной детали. Стрелками показаны варианты перемещений ленты и вырубного штампа.
По 1-му варианту, показанному на схеме (фиг.1), способ осуществляется следующим образом. Сначала проектируют схему двухрядного шахматного расположения на ленте без перемычек круглых заготовок заданного большого диаметра D и рассчитывают диаметр малых окружностей d в зазоре между большими окружностями, касающихся этих больших окружностей, по формуле

и ширину ленты В по формуле

где γ - острый угол между прямой, проходящей через центры двух соседних заготовок из 1-го и 2-го ряда, и краем ленты. Для наиболее распространенного случая, когда круглые заготовки из 1-го и 2-го рядов касаются друг друга, γ=π/3 и формула (2) принимает вид

Затем из ленты 1 при помощи одного вырубного штампа 2 с двумя пуансонами 3, 5 и двумя ножами 6, 7 в верхней его части и с такими же по размерам двумя пуансонами 9, 10 и двумя ножами 11, 12 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты при помощи первого пуансона 3 вырубают отход 4 в виде треугольника, одна сторона которого является частью края ленты и меньше определенной величины L. Чтобы вырубка заготовки осуществлялась без перемычки между заготовкой - и краем ленты, на контуре вырубленной заготовки должен оставаться отрезок прямой от края ленты, и длина этого отрезка зависит от шага подачи ленты. Так как для двухрядной вырубки шаг подачи t равен не диаметру заготовки D, как при однорядной вырубке, а половине диаметра заготовки, а именно, t=R=D/2, то величина L равна удвоенному шагу подачи ленты t, а именно, L=2t. Для улучшения условий последующего формоизменения заготовки при изготовлении из нее осесимметричной детали, контур заготовки должны ограничивать как можно более одинаковые прямые и кривые линии. Поэтому вершина треугольного отхода 4 напротив края ленты закруглена тем же радиусом малой окружности r=d/2, что и для нижележащего круглого отхода. Чтобы исключить втягивание острых краев отходов в зазор между пуансоном и матрицей вырубного штампа, минимальный острый угол между боковыми сторонами треугольного отхода и краем ленты должны быть больше определенной величины.
Опытным путем установлено, что для предотвращения затягивания в процессе вырубки заготовки острых краев отходов в зазор между пуансоном и матрицей минимальная величина острого угла между боковыми сторонами треугольного отхода и краем ленты должна составлять 10. Одновременно напротив треугольного отхода 4 в зазоре между большими окружностями диаметром D при помощи второго пуансона 5 вырубают в ленте круглый отход диаметром d. На расстоянии D от вертикальной оси треугольного отхода вдоль подачи ленты в верхнем ряду при помощи двух верхних ножей 6, 7 отрезают первую некруглую заготовку 8, контур которой в виде прямых линий и дуг малых окружностей диаметра d описан вокруг расчетной большой окружности заданного диаметра D.
Далее, для вырубки второй заготовки из нижнего ряда ленту или вырубной штамп перемещают вверх в поперечном направлении на величину (D+d) или большую, в зависимости от наладки штампа, ленту подают в продольном направлении на шаг D/2. На первой нижней позиции штампа в нижнем крае ленты при помощи третьего пуансона 9 вырубают отход в виде треугольника, одна сторона которого является частью края ленты и меньше удвоенного шага подачи ленты 2t, вершина треугольника напротив края ленты закруглена радиусом малой окружности r=d/2, минимальный острый угол между боковыми сторонами треугольного отхода и краем ленты больше 10. Одновременно напротив треугольного отхода в зазоре между большими окружностями диаметром D при помощи четвертого пуансона 10 вырубают в ленте круглый отход диаметром d. На расстоянии D вдоль подачи ленты в нижнем ряду при помощи двух нижних ножей 11, 12 отрезают вторую, подобную первой, но повернутую на 180°, некруглую заготовку 13, контур которой в виде прямых линий и дуг малых окружностей описан вокруг расчетной большой окружности заданного диаметра D.
Далее ленту или вырубной штамп перемещают вниз в поперечном направлении, ленту подают в продольном направлении на шаг D/2 и циклы вырубки заготовки из верхнего, а затем аналогично из нижнего ряда автоматически повторяются. Вырубленные заготовки 14, 15 подаются на следующие позиции оборудования для изготовления заданных деталей.
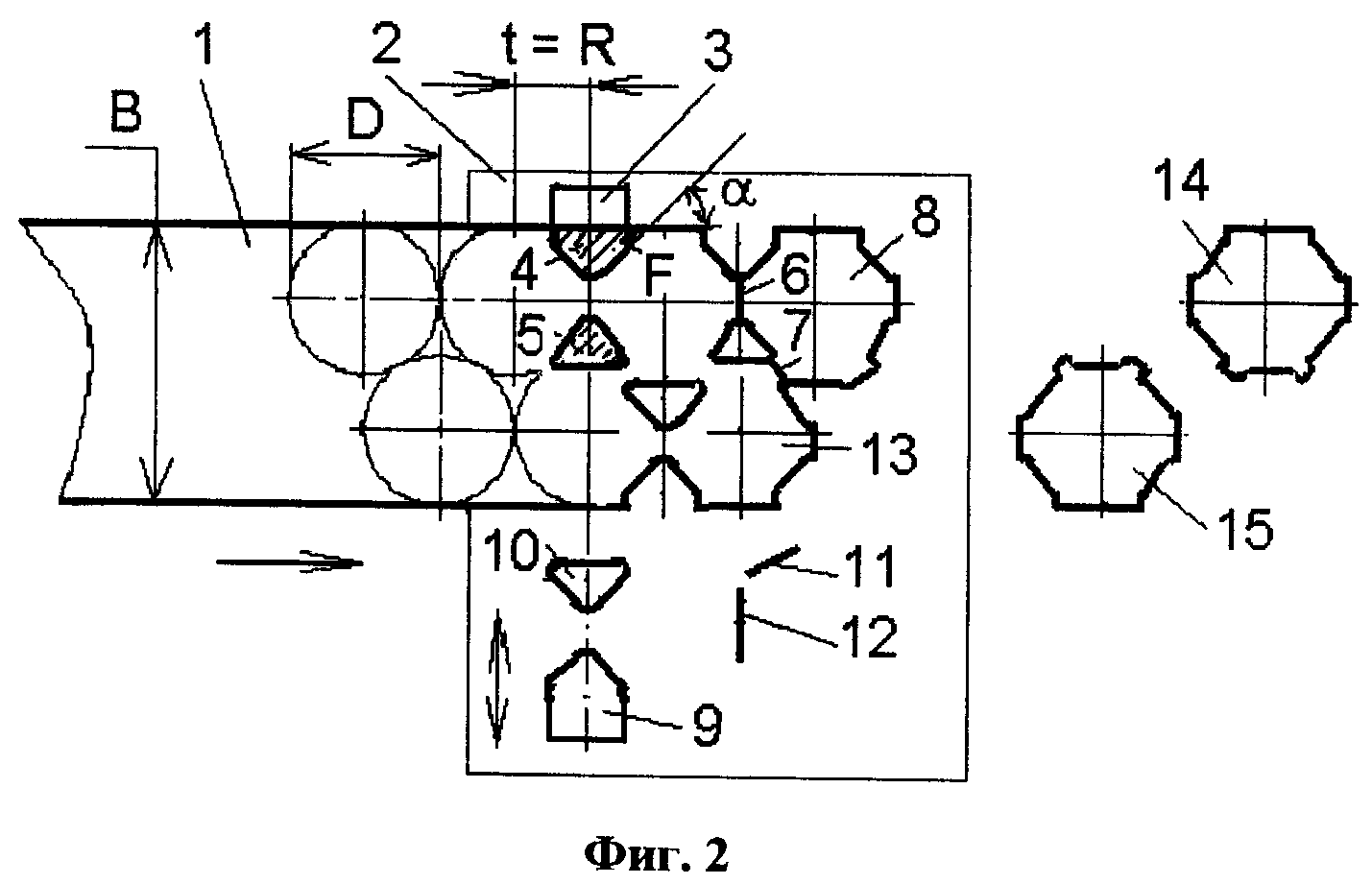
По 2-му варианту, показанному на схеме (фиг.2), способ осуществляется следующим образом. При помощи одного вырубного штампа 2 с двумя пуансонами 3, 5 и двумя ножами 6, 7 в верхней его части и с такими же по размерам двумя пуансонами 9, 10 и двумя ножами 11, 12 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты 1 первым пуансоном 3 вырубают отход 4 в виде треугольника, одна сторона которого является частью первого края ленты и меньше удвоенного шага подачи ленты 2t в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, а две боковые стороны треугольника вырубают по прямой, касательной к дуге окружности радиуса R=D/2, от вершины треугольника до точки F, в которой прямая переходит в вертикальную линию контура пуансона и в которой острый угол α между прямой и краем ленты больше 1°, одновременно в зазоре между большими окружностями диаметром D вторым пуансоном 5 в ленте вырубают отход в виде треугольника, описанного вокруг малой окружности диаметром d, и со сторонами треугольника в виде прямых линий, закругленных радиусом, большим определенной величины. Опытным путем установлено, что чтобы обеспечить высокую стойкость вырубного пуансона в виде острого угла, этот острый угол должен быть закруглен радиусом, большим половины номинальной толщины ленты. На расстоянии D от вертикальной оси треугольного отхода вдоль подачи ленты в верхнем ряду при помощи двух верхних ножей отрезают первую некруглую заготовку 8, контур которой в виде прямых линий и дуг окружностей описан вокруг расчетной большой окружности заданного диаметра D.
Далее, для вырубки второй заготовки из нижнего ряда, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на величину (D+d) или большую, в зависимости от наладки штампа, ленту подают в продольном направлении на шаг D/2, на первой нижней позиции штампа в нижнем крае ленты третьим пуансоном 9 вырубают отход в виде треугольника, одна сторона которого является частью второго края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, а две боковые стороны треугольника вырубают по дуге окружности радиуса R=D/2 от вершины треугольника до точки, в которой дуга окружности переходит в вертикальную линию контура пуансона и в которой острый угол α между касательной к окружности и краем ленты больше 1°, одновременно в зазоре между большими окружностями диаметром D четвертым пуансоном 10 в ленте вырубают отход в виде треугольника, описанного вокруг малой окружности диаметром d, и со сторонами треугольника в виде прямых линий, закругленных радиусом, большим половины номинальной толщины ленты, и на расстоянии D вдоль подачи ленты в нижнем ряду при помощи двух нижних ножей 11, 12 отрезают вторую некруглую заготовку 13, контур которой в виде прямых линий и дуг окружностей описан вокруг расчетной большой окружности заданного диаметра D.
Далее ленту 1 или вырубной штамп 2 перемещают вниз в поперечном направлении, ленту подают в продольном направлении на шаг D/2 и циклы вырубки заготовки из верхнего, а затем аналогично из нижнего ряда автоматически повторяются. Вырубленные заготовки 14, 15 подаются на следующие позиции оборудования для изготовления заданных деталей.
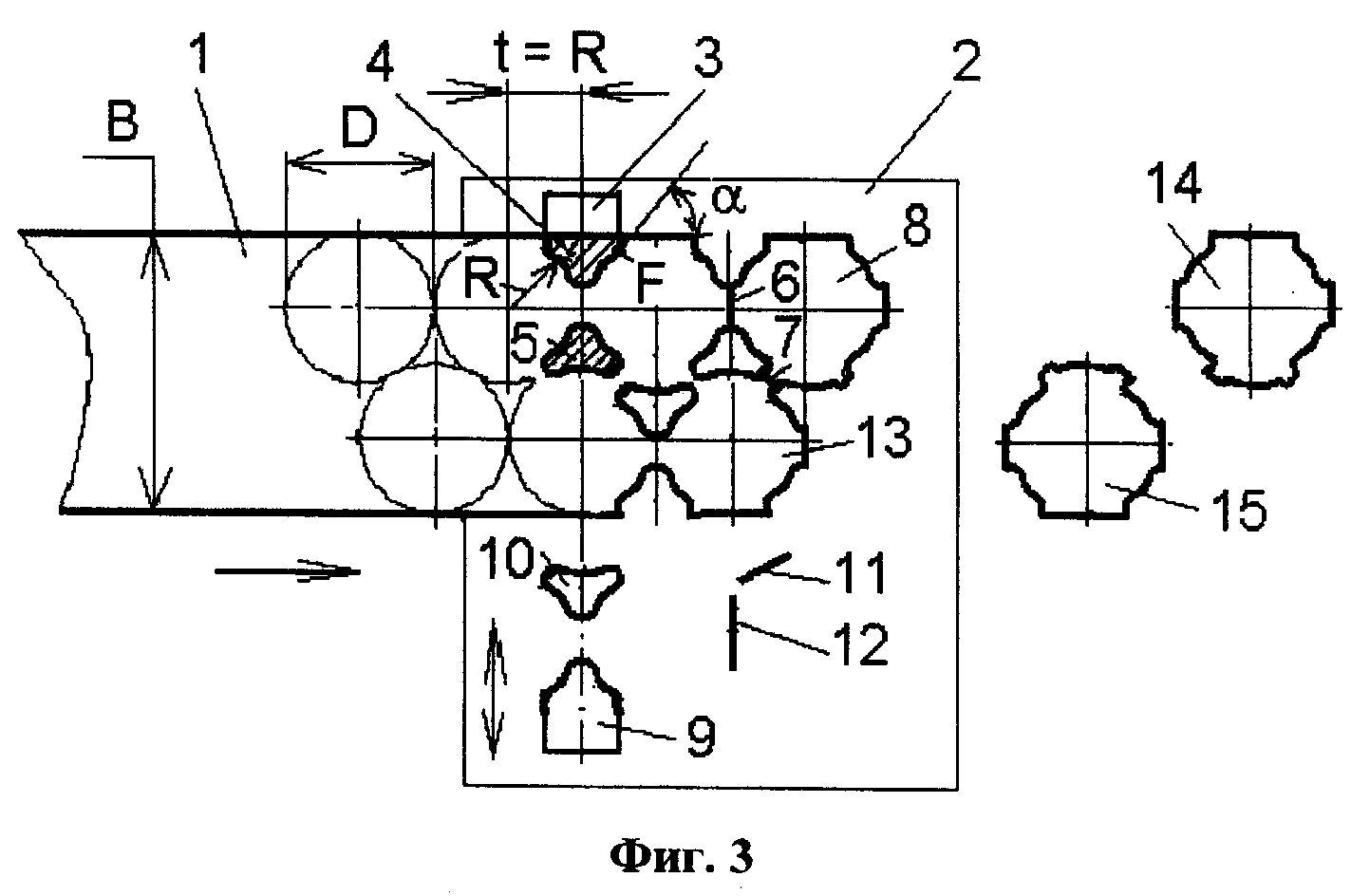
По 3-му варианту, показанному на схеме (фиг.3), способ осуществляется следующим образом. При помощи одного вырубного штампа 2 с двумя пуансонами 3, 5 и двумя ножами 6, 7 в верхней его части и с такими же по размерам двумя пуансонами 9, 10 и двумя ножами 11, 12 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты первым пуансоном 3 вырубают отход 4 в виде треугольника, одна сторона которого является частью первого края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, а две боковые стороны треугольника вырубают по дуге окружности радиуса R=D/2 от вершины треугольника до точки F, в которой дуга окружности переходит в вертикальную линию контура пуансона и в которой острый угол α между касательной к окружности и краем ленты больше 1°, одновременно в зазоре между большими окружностями диаметром D вторым пуансоном 5 в ленте вырубают отход в виде треугольника, описанного вокруг малой окружности диаметром d, и со сторонами треугольника в виде дуг окружностей радиуса R, закругленных другим радиусом, большим половины номинальной толщины ленты, и на расстоянии D вдоль подачи ленты в верхнем ряду при помощи двух верхних ножей 6, 7 отрезают первую некруглую заготовку 8, контур которой в виде прямых линий и дуг окружностей описан вокруг расчетной большой окружности заданного диаметра D.
Далее, для вырубки второй заготовки из нижнего ряда, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на величину (D+d) или большую, в зависимости от наладки штампа, ленту подают в продольном направлении на шаг D/2, на первой нижней позиции штампа в нижнем крае ленты третьим пуансоном 9 вырубают отход в виде треугольника, одна сторона которого является частью второго края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, а две боковые стороны треугольника вырубают по дуге окружности радиуса R=D/2 от вершины треугольника до точки, в которой дуга окружности переходит в вертикальную линию контура пуансона и в которой острый угол α между касательной к окружности и краем ленты больше 1°, одновременно в зазоре между большими окружностями диаметром D при помощи четвертого пуансона 10 в ленте вырубают отход в виде треугольника, описанного вокруг малой окружности диаметром d, и со сторонами треугольника в виде дуг окружностей радиуса R, закругленных другим радиусом, большим половины номинальной толщины ленты, и на расстоянии D вдоль подачи ленты в нижнем ряду при помощи двух нижних ножей 11, 12 отрезают вторую некруглую заготовку 13, контур которой в виде прямых линий и дуг окружностей описан вокруг расчетной большой окружности заданного диаметра D.
Далее ленту 1 или вырубной штамп 2 перемещают вниз в поперечном направлении, ленту подают в продольном направлении на шаг D/2 и циклы вырубки заготовки из верхнего, а затем аналогично из нижнего ряда автоматически повторяются. Вырубленные заготовки 14, 15 подаются на следующие позиции оборудования для изготовления заданных деталей.
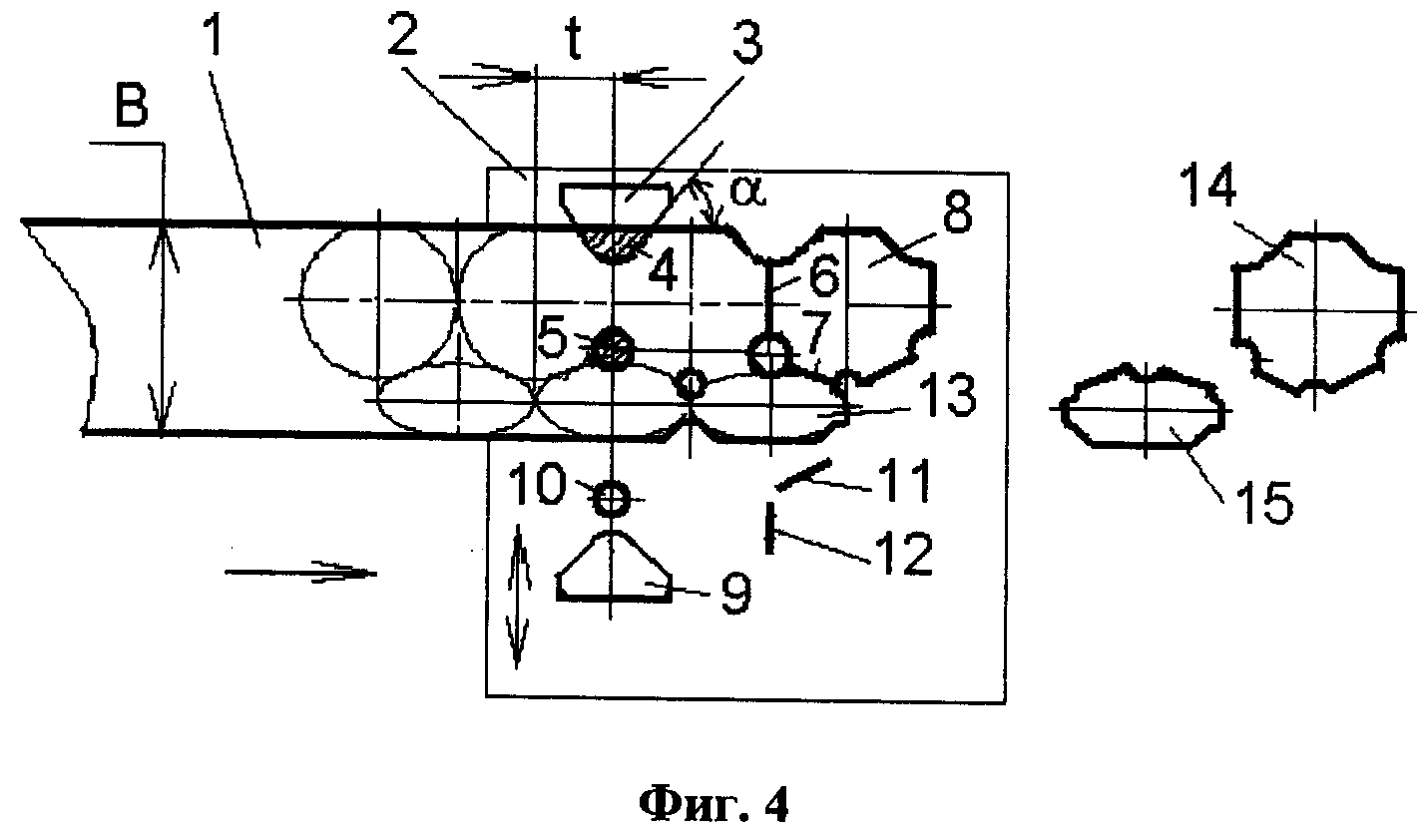
По 4-му варианту, показанному на схеме (фиг.4), способ осуществляется следующим образом. Сначала проектируют схему двухрядного шахматного расположения на ленте без перемычек одной конфигурации заготовок в первом ряду и другой конфигурации заготовок во втором ряду и рассчитывают диаметры двух малых окружностей d' и d” в зазорах между контурами этих заготовок, касающихся этих контуров заготовок, а также ширину ленты В.
Затем при помощи одного вырубного штампа 2 с двумя пуансонами 3, 5 и двумя ножами 6, 7 в верхней его части и другими по размерам двумя пуансонами 9, 10 и двумя ножами 11, 12 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты первым пуансоном 3 вырубают отход 4 в виде треугольника, одна сторона которого является частью первого края ленты и меньше удвоенного шага t подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно напротив треугольного отхода в зазоре между контурами заготовок вторым пуансоном вырубают в ленте круглый отход 5 диаметром d' и на расстоянии двойного шага подачи вдоль подачи ленты в верхнем ряду при помощи двух верхних ножей 6, 7 отрезают первую заготовку 8.
Далее, для вырубки другой заготовки из нижнего ряда, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на такую величину, чтобы пуансоны и ножи верхней половины вырубного штампа вышли за край ленты, ленту подают на шаг t в продольном направлении, на первой нижней позиции штампа в нижнем крае ленты третьим пуансоном 9 вырубают отход в виде треугольника, одна сторона которого является частью второго края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно напротив треугольного отхода в зазоре между контурами заготовок четвертым пуансоном 10 вырубают в ленте круглый отход диаметром d" и на расстоянии двойного шага подачи вдоль подачи ленты в верхнем ряду при помощи двух ножей 11, 12 отрезают вторую заготовку 13.
Далее ленту 1 или вырубной штамп 2 перемещают вниз в поперечном направлении, ленту подают на шаг в продольном направлении и циклы вырубки заготовок из верхнего, а затем аналогично из нижнего ряда автоматически повторяются. Вырубленные заготовки 14, 15 подаются на следующие позиции оборудования для изготовления заданных деталей.
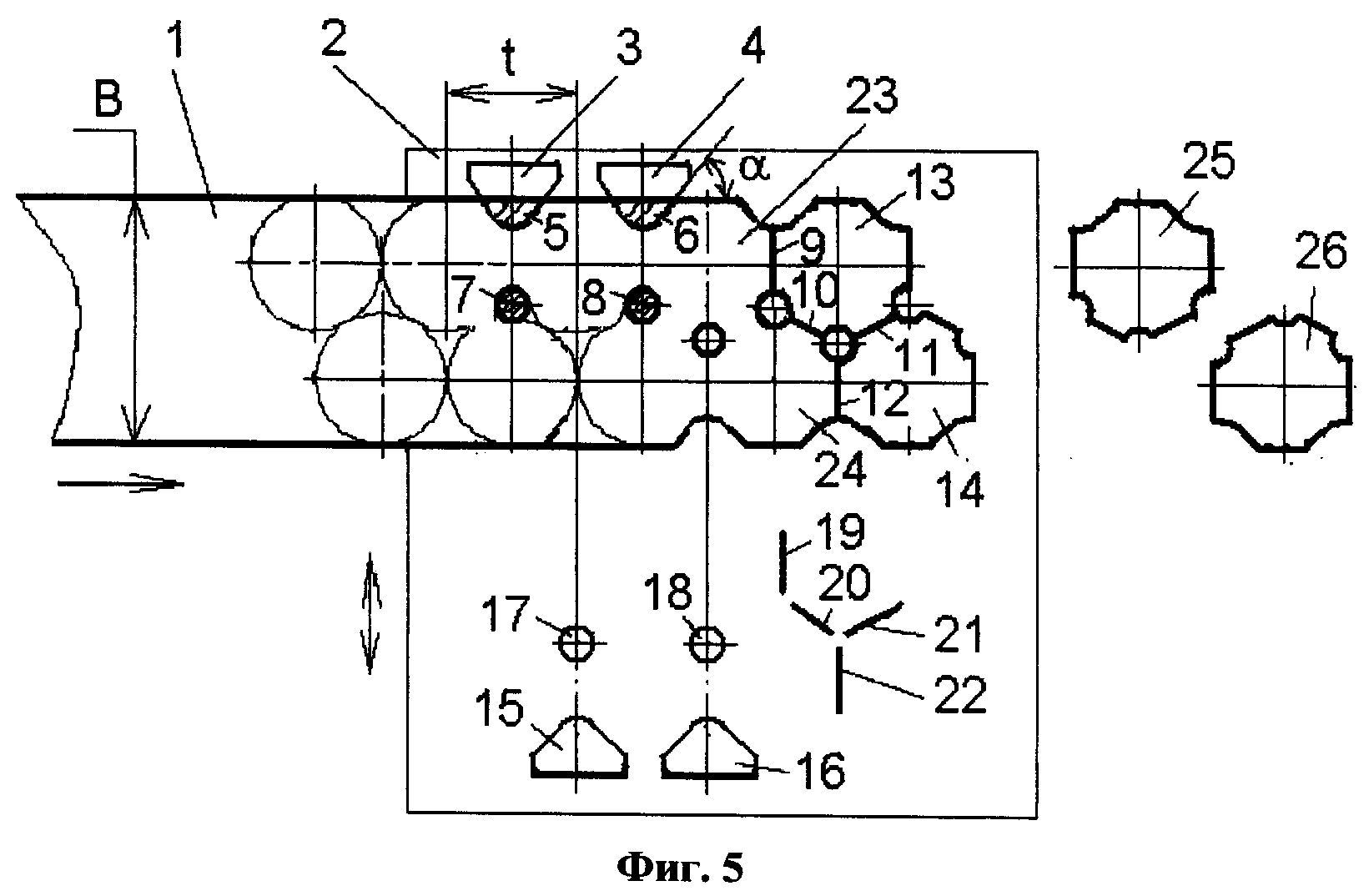
По 5-му варианту, изображенному на схеме (фиг.5), способ осуществляется следующим образом. Сначала проектируют схему двухрядного шахматного расположения на ленте 1 без перемычек одной конфигурации заготовок в первом ряду и такой же или другой конфигурации заготовок во втором ряду и в зазорах между контурами этих заготовок определяют контуры отходов, касающихся этих контуров заготовок, а также ширину ленты В.
Затем при помощи одного вырубного штампа 2 с четырьмя пуансонами 3, 4, 7, 8 и четырьмя ножами 9, 10, 11, 12 в верхней его части и с четырьмя пуансонами 14, 15, 16, 17 и четырьмя ножами 18, 19, 20, 21 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты двумя пуансонами 3, 4 вырубают два отхода 5, 6 в виде треугольника, одна сторона которого является частью первого края ленты и меньше шага подачи ленты t в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно напротив двух треугольных отходов 5, 6 в зазоре между контурами заготовок двумя пуансонами 7, 8 вырубают в ленте два отхода и на расстоянии шага подачи ленты в верхнем ряду при помощи четырех верхних ножей 9, 10, 11, 12 отрезают две заготовки 13, 14.
Далее, для вырубки следующих двух заготовок, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на такую величину, чтобы пуансоны и ножи верхней половины вырубного штампа вышли за край ленты, ленту 1 подают на шаг в продольном направлении, на первой нижней позиции штампа в нижнем крае ленты двумя пуансонами 15, 16 вырубают два отхода в виде треугольника, одна сторона которого является частью второго края ленты и меньше шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно напротив двух треугольных отходов в зазоре между контурами заготовок двумя другими пуансонами 17, 18 вырубают в ленте два отхода и на расстоянии шага подачи ленты при помощи четырех нижних 19, 20, 21, 22 ножей отрезают следующие две заготовки 23, 24.
Далее ленту или вырубной штамп перемещают вниз в поперечном направлении, ленту подают на шаг в продольном направлении и циклы вырубки по две заготовки за каждый ход прессового оборудования автоматически повторяются. Вырубленные заготовки 25, 26 подаются на следующие позиции оборудования для изготовления заданных деталей.
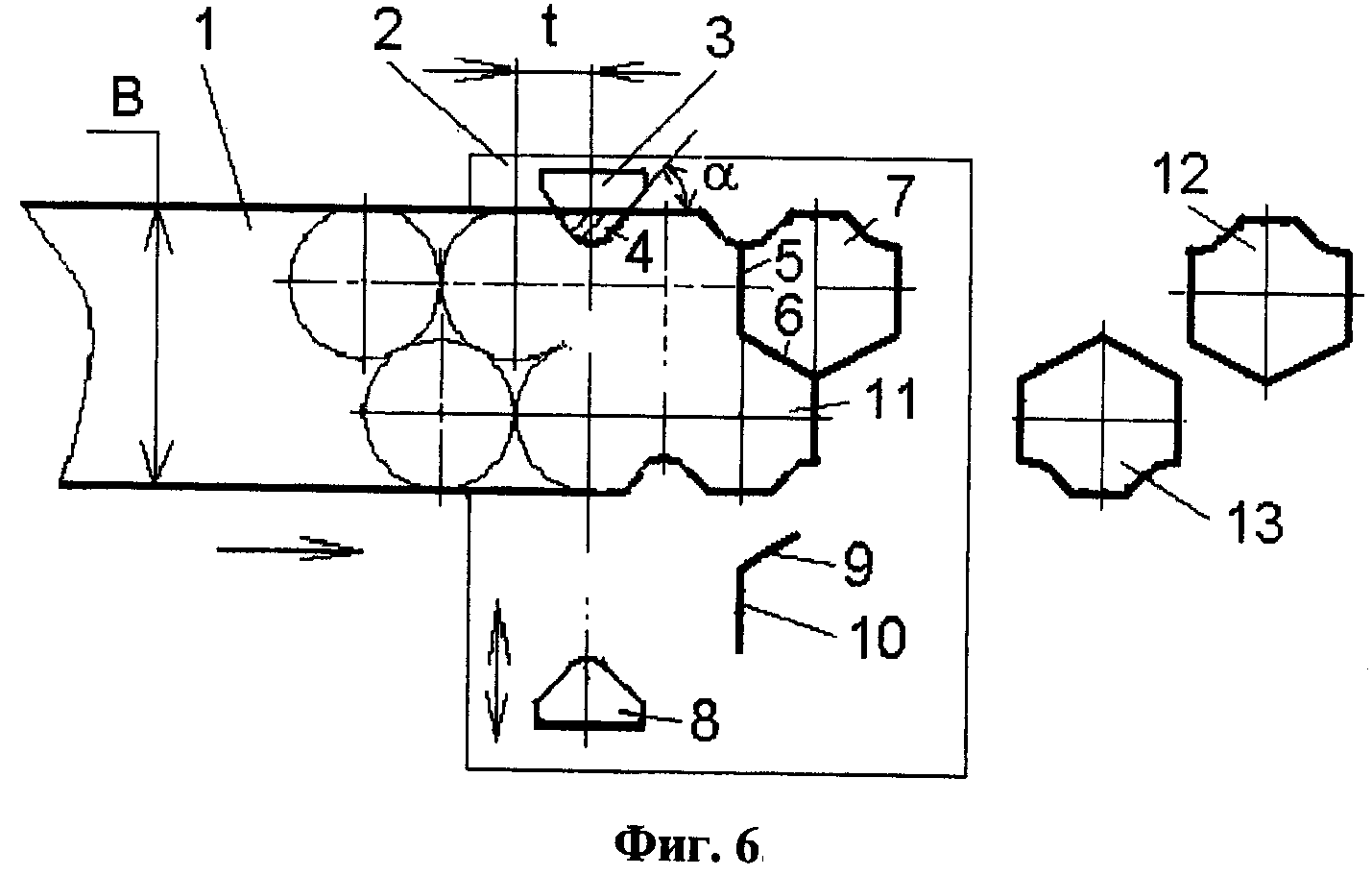
По 6-му варианту (фиг.6) способ осуществляется следующим образом. Сначала проектируют схему двухрядного шахматного расположения на ленте 1 без перемычек одной конфигурации заготовок в первом ряду и такой же или другой конфигурации заготовок во втором ряду и определяют ширину ленты В. Затем при помощи одного вырубного штампа 2 с одним пуансоном 3 и двумя ножами 5, 6 в верхней его части и с одним пуансоном 8 и двумя ножами 9, 10 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты первым пуансоном 3 вырубают отход 4 в виде треугольника, одна сторона которого является частью первого края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, две боковые стороны треугольного отхода 4 вырубают касательно двум соприкасающимся контурам заготовок, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно на расстоянии двойного шага подачи ленты от вертикальной оси верхнего треугольного отхода 4 при помощи двух верхних ножей 5, 6 в верхнем ряду отрезают первую заготовку 7.
Далее, для вырубки другой заготовки из нижнего ряда, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на такую величину, чтобы пуансон и ножи верхней половины вырубного штампа вышли за край ленты, ленту подают на шаг в продольном направлении, на первой нижней позиции штампа в нижнем крае ленты вторым пуансоном 8 вырубают отход 4 в виде треугольника, одна сторона которого является частью второго края ленты и меньше удвоенного шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, две боковые стороны треугольного отхода вырубают касательно двум соприкасающимся контурам заготовок, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно на расстоянии двойного шага подачи ленты от вертикальной оси нижнего треугольного отхода при помощи двух нижних ножей 9, 10 в нижнем ряду отрезают вторую заготовку 11.
Далее ленту 1 или вырубной штамп 2 перемещают вниз в поперечном направлении, ленту подают на шаг в продольном направлении и циклы вырубки по одной заготовке из верхнего, а затем аналогично из нижнего ряда автоматически повторяются. Вырубленные заготовки 12, 13 подаются на следующие позиции оборудования для изготовления заданных деталей.
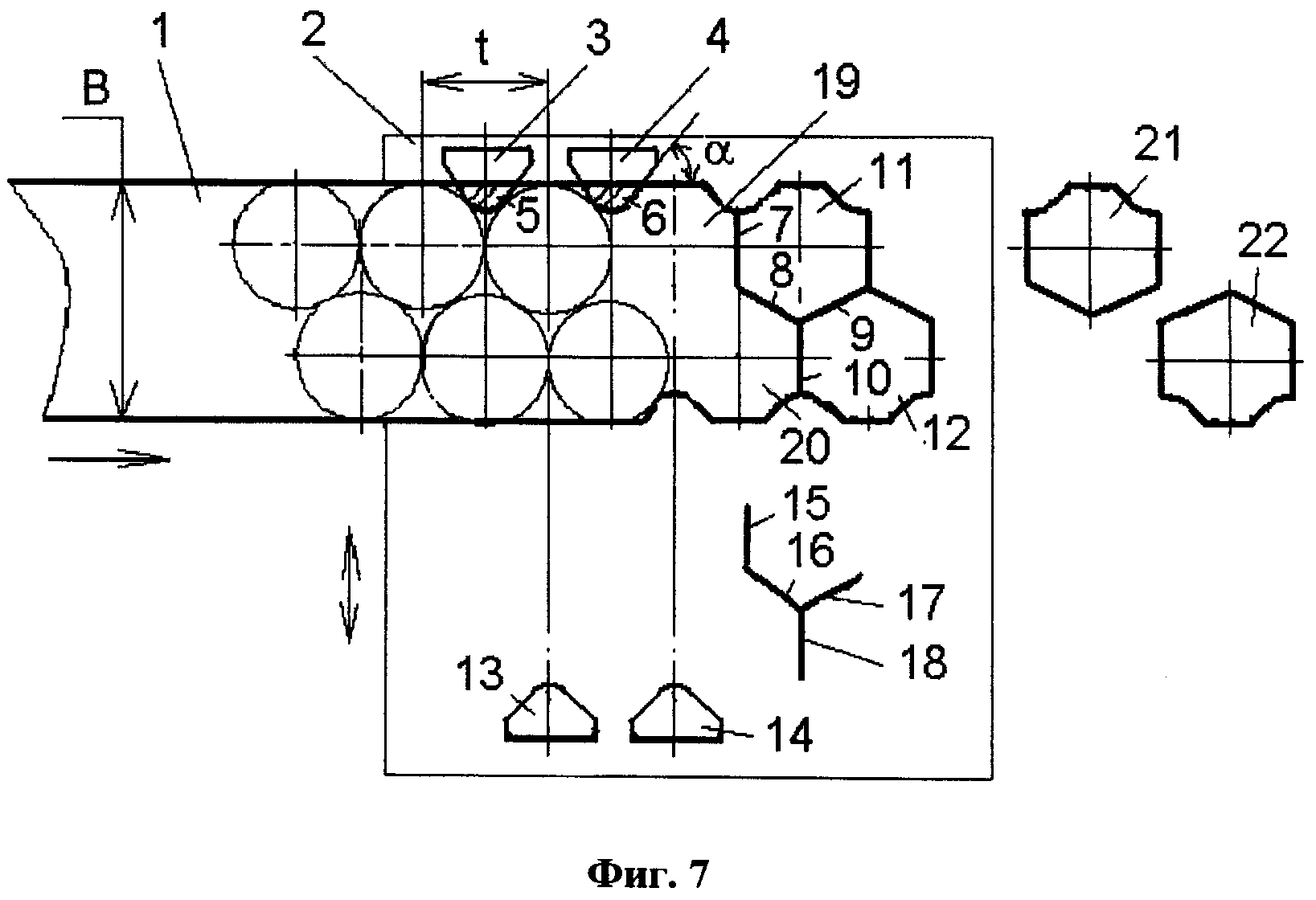
По 7-му варианту (фиг.7) способ осуществляется следующим образом. Сначала проектируют схему двухрядного шахматного расположения на ленте 1 без перемычек одной конфигурации заготовок в первом ряду и такой же или другой конфигурации заготовок во втором ряду и определяют ширину ленты В.
Затем при помощи одного вырубного штампа 2 с двумя пуансонами 3, 4 и четырьмя ножами 7, 8, 9, 10 в верхней его части и с двумя пуансонами 13, 14 и четырьмя ножами 15, 16, 17, 18 в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа в верхнем крае ленты двумя пуансонами вырубают два отхода 5, 6 в виде треугольника, одна сторона которого является частью первого края ленты и меньше шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, две боковые стороны треугольного отхода вырубают касательно двум соприкасающимся контурам заготовок, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно на расстоянии шага подачи ленты от вертикальной оси второго, считая слева направо, треугольного отхода 6 при помощи четырех верхних ножей 7, 8, 9, 10 отрезают одну заготовку 11 из верхнего ряда и одну заготовку 12 из нижнего ряда.
Далее, для вырубки следующих двух заготовок, ленту 1 или вырубной штамп 2 перемещают в поперечном направлении вверх на такую величину, чтобы пуансоны 3, 4 и ножи 7, 8, 9, 10 верхней половины вырубного штампа вышли за край ленты, ленту 1 подают на шаг t в продольном направлении, на первой нижней позиции штампа в нижнем крае ленты двумя пуансонами 13, 14 вырубают два отхода в виде треугольника, одна сторона которого является частью второго края ленты и меньше шага подачи ленты в продольном направлении, вершина треугольника напротив края ленты закруглена радиусом, большим половины номинальной толщины ленты, две боковые стороны треугольного отхода вырубают касательно двум соприкасающимся контурам заготовок, минимальный острый угол α между боковыми сторонами треугольного отхода и краем ленты больше 1°, одновременно на расстоянии шага подачи ленты от вертикальной оси второго, считая слева направо, треугольного отхода при помощи четырех нижних ножей 15, 16, 17, 18 отрезают одну заготовку 19 из верхнего ряда и одну заготовку 20 из нижнего ряда.
Далее ленту 1 или вырубной штамп 2 перемещают вниз в поперечном направлении, ленту 1 подают на шаг в продольном направлении и циклы вырубки по две заготовки за каждый ход оборудования, на котором установлен вырубной штамп, автоматически повторяются. Вырубленные заготовки 21, 22 подаются на следующие позиции оборудования для изготовления заданных деталей.
По сравнению с известными способами вырубки заготовок с перемычками по данному способу вырубку заготовок производят без перемычек между соседними заготовками и между заготовками и краями ленты, за счет чего экономия листового материала составляет до 10%.

Способ малоотходной вырубки трапециевидных заготовок из рулона, ленты или полосы (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали (варианты)
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Бортовое зарядное устройство
Оптический прибор для транспортного средства
Способ малоотходной вырубки заготовок из рулона листового материала (варианты)
Способ акустических испытаний автомобиля на внешнее воздействие дождя и устройство для его осуществления
Способ отрезки заготовок от рулона листового материала для штамповки крупных панелей (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей (варианты)
Способ построения диаграммы предельных деформаций листового материала
Способ построения диаграммы предельных деформаций листового материала
Способ малоотходной вырубки трапециевидных заготовок из рулона, ленты или полосы (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали (варианты)
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Бортовое зарядное устройство
Оптический прибор для транспортного средства
Способ малоотходной вырубки заготовок из рулона листового материала (варианты)
Способ акустических испытаний автомобиля на внешнее воздействие дождя и устройство для его осуществления
Способ отрезки заготовок от рулона листового материала для штамповки крупных панелей (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей (варианты)

