Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ СВАРКОЙ
Вид РИД
Изобретение
Изобретение относится к производству труб большого диаметра, в частности к сварке сформованной цилиндрической заготовки.
Обнаружение стыка кромок и направление на него проплавляющего лазерного луча должно быть очень точным, с погрешностью не более 0,1 мм, поскольку при диаметре луча 0,4 мм он должен захватывать обе кромки и, желательно, на одинаковую ширину, иначе одна из кромок может просто не расплавиться, что недопустимо. Проще всего было бы поставить датчик поиска стыка снаружи заготовки перед сварочной головкой, но заготовка может быть предварительно сварена так называемым технологическим (прихваточным) швом и в этом случае поиск стыка невозможен.
Известен способ оценки состояния лазерной сварки (патент JP Н10 - 76383), в котором лазерный луч воздействует на одну сторону стальной полосы и при этом отслеживают излучение плазмы на другой стороне. Но это излучение рассеивается по широкой области, и с помощью этого способа трудно точно обнаружить любые сдвиги позиции лазерного луча относительно продольных кромок.
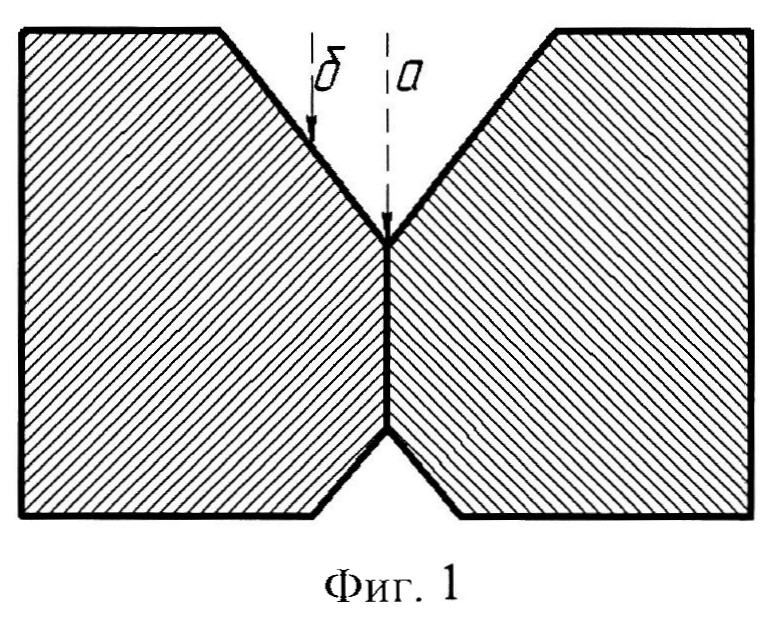
Развитием упомянутого способа является способ изготовления стальной трубы лазерной сваркой (патент RU 2456107 C1, кл. B21C 37/08, B21C 37/30, B23K 26/20, B23K 26/42, B23K 101/06), по которому шов варят путем воздействия на внешнюю поверхность лазерным лучом и отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края и при обнаружении сквозного проплавления снаружи до внутренней поверхности условия сварки не изменяют, а если не обнаруживают сквозного проплавления, условия сварки лазерным лучом изменяют, обеспечивая сварку со сквозным проплавлением. Однако по этому способу при уходе луча в сторону от стыка (фиг. 1) из точки «а» в точку «б» сквозное проплавление может прекратиться, а при изменении условий сварки - мощности лазерного луча и возобновлении проплавления положение дел не изменится - стык по прежнему останется в стороне от центра луча.
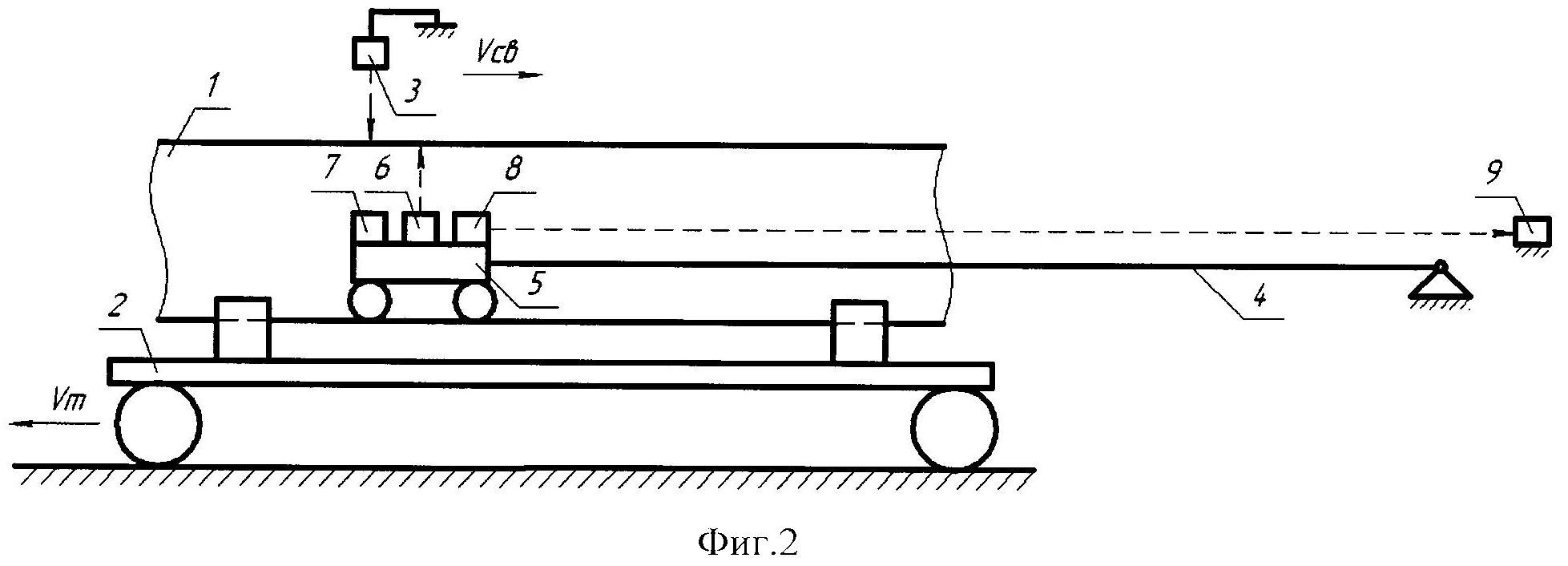
Предлагаемый способ заключается в лазерной или гибридной лазерно-дуговой сварке прижатых друг к другу кромок трубы сварочной головкой, расположенной снаружи над стыком. При этом наведение луча на место наиболее легкого проплавления металла (стык кромок) производят изнутри трубы, но в отличие от прототипа наведение осуществляют не по наличию сквозного проплавления, а по обнаруженному датчиком стыку кромок внутренней части разделки.
Техническим результатом предлагаемого способа является повышение качества сварки за счет одинакового распределения мощности на обеих свариваемых кромках заготовки, потому что луч направляется на стык кромок, благодаря чему удается избежать непроплавления кромок и образования дефектов сварного шва.
Технический результат достигается тем, что стык кромок отслеживают с помощью сканирующего поперек шва и впереди зоны сварки лазерного триангуляционного датчика, а положение этого датчика, находящегося внутри заготовки на штанге, относительно лазерного луча, воздействующего на свариваемые кромки снаружи, по горизонтали определяют с помощью гироскопа, установленного на датчике или (и) дополнительного излучателя, находящегося там же, луч которого направлен на закрепленную неподвижно телекамеру.
На фиг.2 дана схема расположения описываемых элементов, где: 1 - свариваемая заготовка; 2 - сварочная тележка; 3 - лазерная сварочная головка; 4 - штанга; 5 - тележка, неподвижная вдоль оси трубы и удерживаемая внутри заготовки штангой, 6 - сканирующий триангуляционный датчик; 7 - гироскопическое устройство; 8 - лазерный излучатель; 9 - телекамера.
Предлагаемый способ позволит уменьшить вероятность образования в сварном шве характерных для лазерной сварки «непроваров» и пор, особенно на больших, более 14 мм стенках трубы.
Способ производства передельных труб размером 284×11 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Устройство с неподвижными ложементами для проведения перевалочных работ на прессе шаговой формовки
Подающий механизм пилигримового стана
Способ производства шестигранных труб-заготовок размером "под ключ" 255×5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Способ производства шестигранных труб-заготовок размером "под ключ" 255×5,0+1,5/-1,0×4300+80/-30 мм
Устройство с подъемными ложементами для проведения перевалочных работ на прессе шаговой формовки
Способ производства бесшовных горячекатаных труб размером 550×25 мм на трубопрокатной установке 8-16" с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 530х17-60, 550х25-60, 610х32-50 и 630х32-60 мм из кованых, непрерывно-литых заготовок, слитков-заготовок и полых слитков-заготовок электрошлакового переплава на трубопрокатной установке 8-16" с пилигримовыми станами оао "чтпз"
Способ производства трехслойных полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов, плакированных пластичными углеродистыми марками стали, и прокатки из них на трубопрокатных установках с пилигримовыми станами горячекатаных механически обработанных товарных и передельных труб большого и среднего диаметров
Способ производства передельных горячекатаных механически обработанных труб размером 325×12 мм с повышенной точностью по диаметру и стенке из сталей марок 12х12м1бфру-ш, 16х12мвсфбр-ш, предназначенных для переката на станах хпт 450 и хпт 250 в передельные трубы-заготовки размером 202±1,2×3,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения на быстрых нейтронах
Способ производства передельных труб размером 284×11 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Устройство с неподвижными ложементами для проведения перевалочных работ на прессе шаговой формовки
Подающий механизм пилигримового стана
Способ производства шестигранных труб-заготовок размером "под ключ" 255×5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Способ производства шестигранных труб-заготовок размером "под ключ" 255×5,0+1,5/-1,0×4300+80/-30 мм
Устройство с подъемными ложементами для проведения перевалочных работ на прессе шаговой формовки
Способ производства бесшовных горячекатаных труб размером 550×25 мм на трубопрокатной установке 8-16" с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 530х17-60, 550х25-60, 610х32-50 и 630х32-60 мм из кованых, непрерывно-литых заготовок, слитков-заготовок и полых слитков-заготовок электрошлакового переплава на трубопрокатной установке 8-16" с пилигримовыми станами оао "чтпз"
Способ производства трехслойных полых центробежно-литых заготовок из труднодеформируемых марок стали и сплавов, плакированных пластичными углеродистыми марками стали, и прокатки из них на трубопрокатных установках с пилигримовыми станами горячекатаных механически обработанных товарных и передельных труб большого и среднего диаметров
Способ производства передельных горячекатаных механически обработанных труб размером 325×12 мм с повышенной точностью по диаметру и стенке из сталей марок 12х12м1бфру-ш, 16х12мвсфбр-ш, предназначенных для переката на станах хпт 450 и хпт 250 в передельные трубы-заготовки размером 202±1,2×3,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения на быстрых нейтронах

