Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к способу сварки, и может найти применение при производстве различных сварных конструкций ответственного назначения.
Известный способ сварки электронным лучом в нижнем положении (Мамутов Е.Л., Электроннолучевая сварка деталей большой толщины, Москва, «Машиностроение», 1992 г., 125 с.) содержащий электроннолучевую пушку, свариваемые детали, электронный луч, сварочную ванну, канал проплавления и сварной шов. Однако, во время электроннолучевой сварки с глубоким проплавлением происходит периодическое экранирование луча парами металла и перемещающимся жидким металлом сварной ванны, что приводит к периодической расфокусировки луча и нестабильности воздействия электронного луча на фронте плавления и в корне шва.
Однако при таком способе сварки происходит образование корневых дефектов, таких как непостоянство глубины проплавления, наличия полостей и несплавлений в корневых пиках, что обуславливает снижение качества сварных соединений.
Известен способ сварки, при котором осуществляют одновременное проплавление стыка свариваемых деталей электронным пучком и соосно расположенным с ним дуговым разрядом, который формируют посредством полого катода. Электронный пучок направляют с лицевой стороны стыка через плазму дугового разряда и создают магнитное поле дугового разряда одинакового направления с магнитным полем электронного пучка, формируя заданную геометрию электронного пучка и канала проплавления, в который подводят энергию дугового разряда, причем электронный пучок отклоняют по толщине деталей в требуемом направлении на заданную величину (патент РФ №2174067, МПК B23K 15/00).
Недостатком данного способа является значительное усложнение оборудования из-за введения в область сварки полого катода, кроме того, магнитное поле токов дугового разряда растекающихся по детали не достаточно для значительного отклонения электронного луча.
Наиболее близким по технической сущности к предлагаемому изобретению является способ электроннолучевой сварки в нижнем положении, включающий образование плоскости сварного стыка, приложение локального магнитного поля, по меньшей мере, к части сварного стыка, причем это магнитное поле является перпендикулярным к оси электронному лучу, и параллельным к плоскости сварного стыка деталей, направление электронного луча на сварной стык для электроннолучевой сварки деталей, и получение сварного соединения. Причем указанное локальное магнитное поле управляет электронным лучом по мере его прохождения через границу раздела (патент РФ №2346795, МПК B23K 15/00).
Однако в таком способе главным является решение проблемы искривления электронного луча у дна сварного шва в направлении одной из деталей при сварке разнородных металлов. При этом происходит снижение качества сварных соединений из-за образования корневых дефектов.
Технической задачей изобретения является улучшение качества сварных соединений.
Технический результат заключается в уменьшении корневых дефектов, возникающих из-за колебаний глубины проплавления во время электроннолучевой сварки без сквозного проплавления в нижнем положении и достигается тем, что в известном способе, включающим образование плоскости стыка свариваемых деталей, приложение к части сварного стыка локального магнитного поля, перпендикулярного оси электронного луча, направление электронного луча на стык для электроннолучевой сварки деталей, сварку осуществляют в нижнем положении с несквозным проплавлением, а линии индукции магнитного поля направляют перпендикулярно плоскости стыка, при этом электронный луч направляют под острым углом к поверхности свариваемых деталей.
Сущность изобретения поясняется схемой, реализующий способ сварки. Схема для реализации способа содержит электроннолучевую пушку 1, свариваемые детали 2, электронный луч 3, механизм перемещения деталей 4, стол 5, сварочную ванну 6, канал проплавления 7, сварочный шов 8.
Сущность способа ЭЛС заключается в следующем.
Создают магнитное поле, линии индукции которого направлены перпендикулярно электронному лучу и плоскости сварного стыка и проходят через сварной стык деталей. Процесс сварки ведется вертикальным пучком в нижнем положении с несквозным проплавлением. Под сваркой вертикальным пучком в нижнем положении общепринято понимать, что глубина проплавления совмещается с глубиной сварочной ванным (направлением силы тяжести); под сваркой горизонтальным пучком на вертикальной стенке - глубина сварочной ванны (направление силы тяжести) совмещается с шириной шва (горизонтальный шов). Известно, что частица с зарядом q и скоростью  , движущаяся в магнитном поле
, движущаяся в магнитном поле  , испытывает воздействие силы
, испытывает воздействие силы  , называемой силой Лоренца. Эта сила действует перпендикулярно векторам
, называемой силой Лоренца. Эта сила действует перпендикулярно векторам  и
и  . Величина и направление этой силы определяются векторным произведением
. Величина и направление этой силы определяются векторным произведением  . Данная сила задает траекторию движения электронов луча по дуге окружности. Периодическое экранирование луча парами металла и перемещающимся жидким металлом сварной ванны, не будут оказывать существенного влияния на макроструктуру сварного шва, а именно - на образование пиков проплавления в корне шва, так как вблизи дна канала проплавления электронный луч будет находиться под углом γ=(0…30°) относительно направления сварки. Основополагающим является отклонение луча в локально именно в корне шва для уменьшения амплитуды возникающих в процессе сварки корневых швов. Величина начального наклона электроннолучевой пушки α зависит от расстояния между пушкой и поверхностью свариваемых деталей, распределения индукции магнитного поля и выбирается таким образом, чтобы электронный пучок входил в канал проплавления под углом
. Данная сила задает траекторию движения электронов луча по дуге окружности. Периодическое экранирование луча парами металла и перемещающимся жидким металлом сварной ванны, не будут оказывать существенного влияния на макроструктуру сварного шва, а именно - на образование пиков проплавления в корне шва, так как вблизи дна канала проплавления электронный луч будет находиться под углом γ=(0…30°) относительно направления сварки. Основополагающим является отклонение луча в локально именно в корне шва для уменьшения амплитуды возникающих в процессе сварки корневых швов. Величина начального наклона электроннолучевой пушки α зависит от расстояния между пушкой и поверхностью свариваемых деталей, распределения индукции магнитного поля и выбирается таким образом, чтобы электронный пучок входил в канал проплавления под углом  относительно лицевой плоскости свариваемых деталей, что сократит длину пути электронного луча в канале проплавления, и, соответственно, потери энергии пучка электронов, вызванные его рассеиванием парами металлов.
относительно лицевой плоскости свариваемых деталей, что сократит длину пути электронного луча в канале проплавления, и, соответственно, потери энергии пучка электронов, вызванные его рассеиванием парами металлов.
Угол поворота вектора скорости электрона, двигающегося в однородном магнитном поле действующего в пределах свариваемого стыка перпендикулярно его плоскости, определяется следующим выражением:
 ,
,
где e - заряд электрона, B - индукция магнитного поля, m - масса электрона, t - время движения электрона от поверхности изделия до дна канала.
Схема для реализации способа ЭЛС работает следующим образом. Создают магнитное поле, линии индукции которого перпендикулярны свариваемым кромкам. Электроннолучевую пушку 1 устанавливают вертикально под углом α к лицевой плоскости свариваемых деталей 2, выбранным из условия 0°<α<90°. Электронный луч 3 от электронной пушки 1 направляют сварной стык 2 таким образом, пучок входил в канал проплавления под углом  относительно лицевой плоскости свариваемых деталей, причем электроны имеют криволинейную траекторию по всему своему пути. Затем, посредством механизма перемещения 4, перемещают стол 5 с расположенными на нем свариваемыми деталями 2 со скоростью сварки и проводят сварку без сквозного проплавления свариваемых деталей. В результате расплавления основного металла свариваемых деталей 2 образуется общая сварочная ванна 6, окружающая криволинейный канал проплавления 7, которая затем кристаллизуется с образованием сварного шва 8. Величина индукции магнитного поля выбирается исходя из требуемой глубины проплавления, ускоряющего напряжения электроннолучевой пушки и угла наклона электроннолучевой пушки к плоскости свариваемых деталей.
относительно лицевой плоскости свариваемых деталей, причем электроны имеют криволинейную траекторию по всему своему пути. Затем, посредством механизма перемещения 4, перемещают стол 5 с расположенными на нем свариваемыми деталями 2 со скоростью сварки и проводят сварку без сквозного проплавления свариваемых деталей. В результате расплавления основного металла свариваемых деталей 2 образуется общая сварочная ванна 6, окружающая криволинейный канал проплавления 7, которая затем кристаллизуется с образованием сварного шва 8. Величина индукции магнитного поля выбирается исходя из требуемой глубины проплавления, ускоряющего напряжения электроннолучевой пушки и угла наклона электроннолучевой пушки к плоскости свариваемых деталей.
Использование предлагаемого способа сварки обеспечивает получение сварных соединений без образования корневых дефектов типа пиков проплавления, нестабильности глубины проплавления.
Способ электроннолучевой сварки деталей, включающий приложение к плоскости стыка свариваемых деталей локального магнитного поля, направление электронного луча на стык с образованием канала проплавления и электроннолучевую сварку деталей в нижнем положении, отличающийся тем, что сварку осуществляют с несквозным проплавлением, при этом прикладывают магнитное поле, направление которого перпендикулярно плоскости стыка, а электронный луч направляют под острым углом к поверхности свариваемых деталей, который выбирают из условия обеспечения входа электронного луча в канал проплавления под углом 90°±15°, образования криволинейной траектории луча и обеспечения направления электронного луча вблизи дна канала проплавления под углом 0÷30°.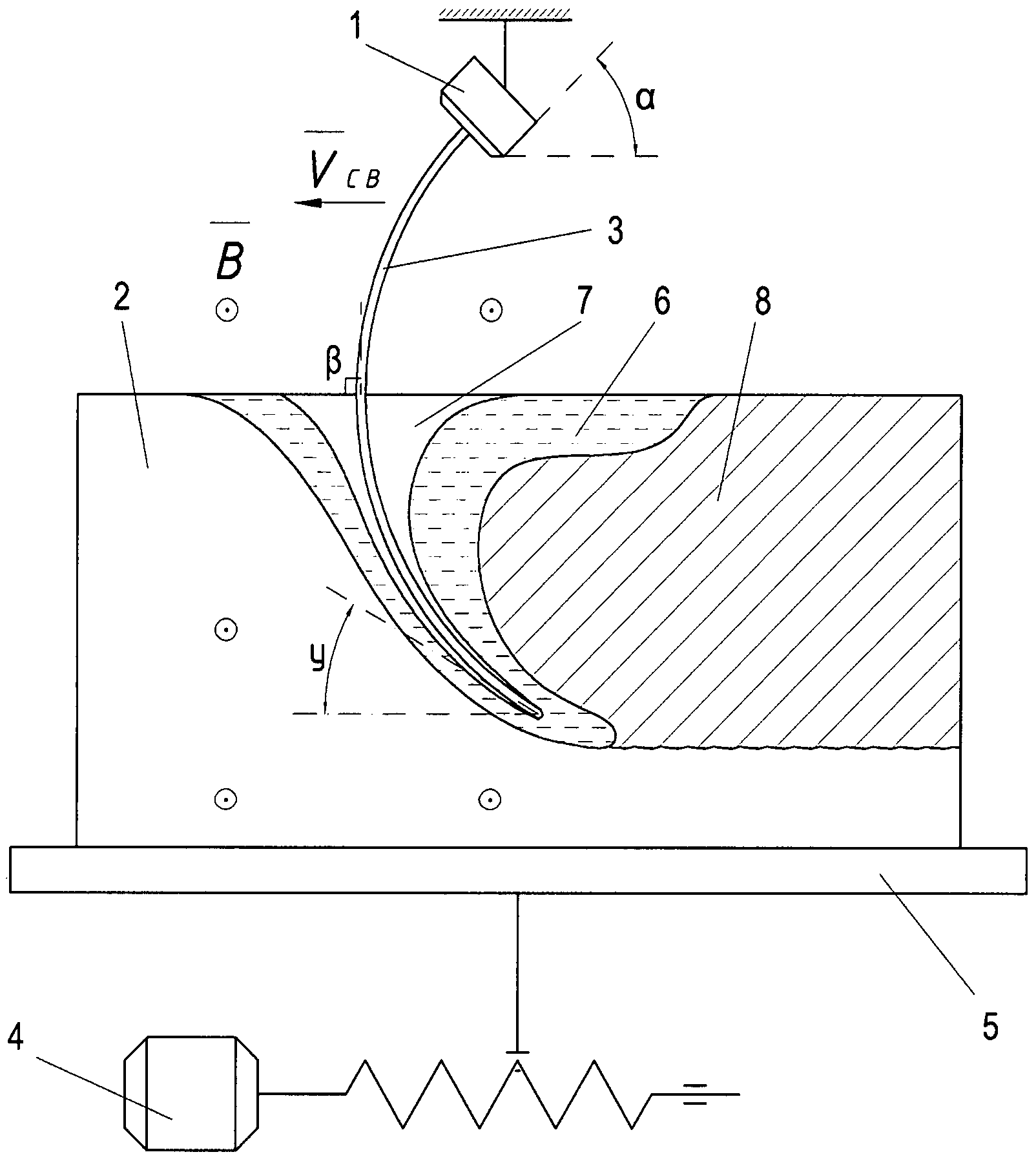
Способ получения стыкового замкового соединения разнотолщинных деталей
Способ электронно-лучевой сварки разнородных металлических материалов
Способ (варианты) и устройство диагностики подшипника качения
Способ сжигания инфицированных биологических отходов, в том числе трупов животных
Фокусирующе-отклоняющая система для электронных пушек
Способ нагрева сырой ленты для её непрерывной вулканизации на каландре
Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов
Способ получения стыкового замкового соединения разнотолщинных деталей
Способ электронно-лучевой сварки разнородных металлических материалов
Способ (варианты) и устройство диагностики подшипника качения
Способ сжигания инфицированных биологических отходов, в том числе трупов животных
Фокусирующе-отклоняющая система для электронных пушек
Способ нагрева сырой ленты для её непрерывной вулканизации на каландре
Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов
Комбинированный ротор для высокоскоростной электрической машины
Катодный блок сварочной электронной пушки
Способ контроля износа режущего инструмента токарного станка в процессе обработки детали

